Заточка режущего инструмента
абразивный завод "инф-абразив"
С инструментом нашего производства многие форумчане знакомы под торговыми марками Grinderman и Rubankov.net.
В теме можно задать вопрос непосредственно производителю.
Узнать больше о предприятии можно на нашем сайте
Маркировка камней, Соответствие FEPA, JIS, ГОСТ, Видео на Ютубе
Выпускаемые и планируемые камни на ноябрь 2016 года:
53х25х153, 75х25х203: A120VK, A230VK, C100VK, B120VK, C230VK, C320VL, C400VL, C500VL, C600VL, C800VK, C1000VK, B1000VK.
53х20х153, 75х20х203: C400VM, C600VM.
53х12х153, 75х15х203: A320SO.
36х18х153: будут представлены все вышеперечисленные характеристики.
Апексы: 12х6х153, 25х6х153, 25х6х200
C120VN, C220VN, C400VL, C600VL, C800VL, C1000VL, B120VN, B600VL, B1000VL, A120VN, A220VM, A320SO, R100VN, R120VL, R220VL, A400NL, A600NL, A1000NL
Бодрид 50х25х75, 25х10х153, 35х20х47: A1000WE
темы для практических отзывов о камнях
Grinderman:
БРИЗ#4000, настольные камни из КК, белые настольные камни (ОА), зелёные апексы (КК), белые апексы (ОА), Дрессы и нагуры
Петроградъ: отзывы о камнях rubankov.net
Возможно ли изготовление абразивного круга диаметром метр, шириной 10см из грубого зерна карбида кремния, например М60. Ну и вопрос цены...
quote:Originally posted by chingachgook:
из грубого зерна карбида кремния, например М60
Можно изготовить на магнезиальной связке, можно поискать на складах дружественных организаций такой круг на керамической связке. Зерно Вы имели в виду F60 (25 номер по ГОСТ)? Посадочное имеет значение? При массе около 150 кг цена будет от 15 до 30 т.р. навскидку.
Ну собственно об чем то таком тов. chingachgook завёл разговор.
И разговор это крайне интересен не только ему.
quote:Originally posted by ЗлХ:
Ну собственно об чем то таком тов. chingachgook завёл разговор.
Понятно, вещь распространенная не только в Азии, на паре мясокомбинатов видел такие самодельные точила. Соберу информацию по складам неликвидов дружественных организаций, опубликую. Найдутся такие круги на керамике - не все ещё запасы советского производства нашли применение.
quote:Найдутся такие круги на керамике - не все ещё запасы советского производства нашли применение.
Да, именно об этом разговор и был. Только пока не ясно что лучше оксид алюминия или карбид кремния. И какая связка не понятно. На японцев не ориентируйтесь у них на кругах обрабатывают слабые стали или сырое железо.
вот
chingachgook,
Глянул у конкурентов

метровые круги и сейчас делают
круг 1090х100х300 с чем то 20 тысячь рублей стоит
в принципе по сравнению с современными гриндерами не так и дорого...
весит сто кило
Приветствую уважаемого производителя!
На мой вопрос рубанкам в какой системе указана зернистость их КК брусков получил ответ: "По американской системе в гритах".
Я так понимаю, что это ansi.
Вы же на сайте своем указываете, что маркируете им (рубанкам) бруски по Jis.
Вопрос: у Вас на сайте инфа устарела или продавцы (рубанки). Что-то путают?
С уважением, Иван
А нет ли мыслей сделать камни для ручной заточки с закрытой структурой, но на средне-мягкой связке?
Для меня главный и пожалуй единственный недостаток гриндермановских камней то, что они не держат воду на поверхности, в отличие от, например, Suehiro NewCerax или Шептонов.
Если такие камни есть - то чур я первый в очереди
quote:Изначально написано suing:
Вы же на сайте своем указываете, что маркируете им (рубанкам) бруски по Jis.[/B]
Точно так. Ещё в 2009 году решили с Сергеем, что удобнее будет использовать японский стандарт - привычнее. Кстати, в начале октября выйдет 2000 камень Рубанков.
quote:Originally posted by Komimort:
А нет ли мыслей сделать камни для ручной заточки с закрытой структурой, но на средне-мягкой связке?
Последние 4 месяца как раз над этим работаем. Думаю в октябре Андрей выложит новины, а я постараюсь разместить презентацию с микрофотографиями и видео со сравнительными тестами.
quote:Изначально написано MSharab:
Последние 4 месяца как раз над этим работаем. Думаю в октябре Андрей выложит новины, а я постараюсь разместить презентацию с микрофотографиями и видео со сравнительными тестами.
Вот это по-нашему, импортозамещение в действии...
quote:Originally posted by Komimort:
Вот это по-нашему, импортозамещение в действии...
Так, работаем, же. Вот зубошлифование: http://inf-abrasives.ru/promys...zuboshlifovanie
Вот замена карборундума: http://inf-abrasives.ru/promys...ki-pil-i-tsepey
Готовлю комплекс для оценки эксплуатационных свойств камушков. Приспособление будет имитировать работу заточника на камне, будут микрофотографии камней и РК, видео со звуком заточки, параметры поверхности снятые профилографом и оценка расхода камня. Вопрос: готов ли кто слать железки и камни на оценку с возвратом?
Железки рубанков и смамесок точно готов, подробности наверно лучше в личку.
Могу прислать популярные хоть не дешевые японские камни, пишите в личку.
quote:Изначально написано Komimort:Вот это по-нашему, импортозамещение в действии...
Я за.
А ещё могу предложить каленую полосу из ZDP-189, там даже ярлычок японской ТМО сохранился 66 HRC. Интересно, кто кого переборет - сталь камни или наоборот
Супер! На следующей неделе выложу первые пробы, предлагаю обсудить методику. По образцам - если есть возможность предоставить во временное пользование месяца на три, будем договариваться об отправке. Транспорт в обе стороны за мой счёт. Если надолго вещь дать не можете, повременим, пока стенд будет полностью готов, тогда договоримся.
Круто .не понял только как реализован постоянный прижим РК к камню - там подпружиненная подача стамески ?
А то по мере стачивания стамески и выработки камня - образуется зазор
Стамеска закреплена на планке с осью в подшипниках. Прижимается под результирующей собственного веса и противовеса.
Подход, по-моему, вполне научный. Но я бы ещё добавил дозированную подачу и удаление СОЖ, так как этот процесс сущуственно влияет на работу камня.
Суспензию буду регулировать руками, автоматизация здесь бессмысленна.
На станках горизонтальных есть капельная подача. Слив - поднос и ведро под столом. Никакой автоматизации.
да была уже бутылка с регулировкой подачи от капельницы. Не годится. Камни себя ведут по разному, процесс, всё одно под контролем, уместнее присматривать.
Станок вырабатывает канавку по ширине рк на закрепленном абразиве?
кисточкой, например. Излишки будут убираться, а часть будет оставаться за счет врожденной шероховатости бруска +\- регулировать уже нажим\жесткость самой кисти\щетки. Но это если суспензии много и появление её излишков часто.
Если брать из обычной заточки, то камень просто протирается\смачивается через промежутки времени и все - никаких загнутых сложностей нет. Вы ведь не станок проектируете, а нечто симулирующее ручную заточку. Если регулировать консистенцию суспензии при заточке на конкретном камне сложно, то и пользователь не будет этим пользоваться
quote:Изначально написано MSharab:
посеяли таки Вы мысль - крутится в голове. С подачей воды решить вопрос не сложно, а вот как в автомате реализовать удаление, да так, что-бы суспензия была одной консистенции, пока не пойму.
Камень под наклоном, лишнее само стекать будет?
После первых проб стало ясно, что нужно спроектировать и изготовить ряд узлов: быстросъёмный спутник под образец, места крепления на микроскопах, стенде замера съёма и шероховатости, планку для замера износа камня, конструкцию крепежа спутника на стенде, приспособление для замера усилия на кромку. 2-3 недели это займёт. Пока обустраиваю лабораторию - провели воду, смонтировали стеллажи, осталось закрепить столешницы. Т.ч. прошу набраться терпения, первый тест будет к концу месяца.
Обновил таблицу размеров зёрен по разным стандартам: http://inf-abrasives.ru/literatura
есть какая информация по большим водным кругам?
Подзабыл. 1060 - это максимум, а какой приемлемый диаметр круга по минимуму? 500 мм пойдёт? 600, 750, 900? Какая ширина приемлема - 60, ...
Дайте минимум, я напишу, какие есть в наличие от минимума и выше.
Да я не жадный, мне и 500 хватит, шириной от 100.
А вообще я хочу запилить самодельное мокрое точило, так что особых жёстких рамок нет. Взял бы что побольше да подешевле =)
есть 1 600х110х305 14А 16 СТ1 (5300 р.) и 1 600х150х305 14А 40 С1 (7200 р.) характеристики на мой взгляд не очень подходящие, если интересно, спрашивайте, есть 20 и 10 штук соответственно, может ещё какие подходящие круги обнаружатся.
2 MSharab
Ага, ну ничего так вроде бы, вполне подъёмно, а какое зерно и связка по вашему мнению лучше подойдут под это дело?
зерно 12-16, твёрдость СМ1-СМ2. Я так !думаю.
quote:Originally posted by MSharab:
стоимость камня 200х75 высотой 12-15 и 25 отличается примерно в 1,5 раза. Именно из этих соображений белый 1000 сделали потоньше. Склейка двух камней тоже стоит денег, лучше пусть будет два камня.
Перенёс цитату в эту тему.
Максим, если камни такой толщины возможно изготовить, то что нужно сделать чтобы они появились в продаже?
По поводу склейки согласен. При желании можно склеить и самому выбрав нужные камни для пары.
По поводу новинок которые должны появиться в октябре, они уже появились?
Спасибо.
Только приехал из отпуска (Крым). 10 дней осознанно без интернета. Сегодня до масла руки не дошли. Дайте немного времени - несколько новинок готовится. Некоторые уже у Андрея появились.
В этой теме, хочу оставить свой отзыв, о работе данного предприятия.
Как только появилась эта тема, решил познакомиться с работой завода, с его персоналом и продукцией.
Около месяца назад приезжал на завод, вот что меня удивило:
1. Пунктуальность(ровно в 8, как и договаривались, все были на местах).
2. Гостеприимство (Максим Алесандрович, за чашкой кофе, рассказывал много нового, новой и полезной информации)
3. Нацеленность на изучение и разработку новых проектов( видел серьезность подхода, изготовление тестирующего оборудования и мн. Др).
4. Молодой и дружный коллектив.
Вообщем, спасибо и успехов Вам!
Максим, а у Гриндермана в магазине камни 500 LA и 1000 тонкий чем-то отличаются от тех, что были раньше тех же зернистостей из ОА, или просто форма другая?
Отличается. Те что раньше, мы делали 3 года назад. За это время технология производства инструмента из микропорошков была существенно улучшена. Не буду дальше хвалиться, камни продаются, значит будут отзывы.
А другие типоразмеры будут? Явно не хватает 500 в большом размере.
Белая линейка:100 KA, 230 KA, 320 LA, 500 LA, 600 LA, 1000 KA. Делаем потихоньку. Ещё у Андрея появится скоро БОДРИД 1000WE в двух размерах - 25х10х153 и 50х25х75. Это для правки/чистки тонких камушков.
Видел обзор набора камней Гриндермана для апекса. Там автор сказал, что камни 120 и 220 ощутимо отличаются от более тонких камней по внешнему виду и свойствам. Это действительно так или ему просто показалось? Если на самом деле, то из-за чего такая разница?
На мой взгляд оценка субъективная. Характер работы бруска от многого зависит. вот обсуждение: forummessage/224/56 , почитайте.
quote:Изначально написано MSharab:
На мой взгляд оценка субъективная. Характер работы бруска от многого зависит. вот обсуждение: forummessage/224/56 , почитайте.
Я читал. Это впечатления пользователей. Производитель же имеет информацию, недоступную пользователям, т.к. знает, каким образом делаются бруски. Вот мне и интересно: они делаются одинаково или грубые и тонкие имеют какие-то отличия при производстве?
в обзоре однозначно говорилось, что бруски сильно отличаются по своим параметрам
Вся линейка изготавливается из карбидкремниевых порошков на керамической связке. Технология производства для зернового (св. 60 мкм) инструмента и инструмента из микропорошков (7-50 мкм) отличается. Но связано это исключительно с размером частиц - тонкие порошки требуют более интенсивного смешивания для получения однородного черепка. Эксплуатационные свойства обусловлены соотношением количества зёрен и связки в единице объёма инструмента. Изготовить можно композит с любыми свойствами. Почему линейка именно такая, лучше расскажет специалист по заточке. Ждём ответ Гриндермана
quote:Изначально написано MSharab:
... Ждём ответ Гриндермана
Приветствую, всех!
Спасибо, Максим,и прости меня, что "отдуваешься" здесь за меня! 
Я благодарен людям за то, что они делают подобные фото и видео обзоры.
Но ни одной серьёзной работы я еще не встречал.
Есть такая поговорка: "Хочешь, чтобы все было сделано хорошо, сделай сам!"
Видимо когда-то придется это сделать самому.
На фото и видео я вижу камни после рабочих тестов.
На камнях отчетлива видна маркировка. А это значит, что камни никак не готовили к работе.
Ни на одном камне нет элементарных округлых фасок.
И если на камнях F120; F220 ну и F400 достаточно сформировать фаски,например алмазным бруском 125/100, то у камней F600 и F1000 надо подготовить к работе рабочую плоскость на стекле с шлифзерном F400-F1000 (тут единого рецепта нет).
После этой подготовки маркировка камней F600 и F1000 полностью стирается и камень работает совсем иначе, нежели неподготовленный из почтовой коробки.
Вернусь к сути.
Камни F120 и F220 действительно тверже камней F400; F600; F1000
Это сделано в угоду увеличения их ресурса.
Раньше камни F120 и F220 были мягче. Работали они несколько быстрее, но я не мог не заметить их ускоренный износ.
Да и в интернет я встречал негативные отзывы о быстром износе моих камней F120.
После этого я попросил Максима увеличить твердость грубых камней.
Благо у нас с ним такие вещи решаются за один телефонный разговор или за 2-3 коротких письма.
В данный момент твердость набора камней Grinderman из карбида кремния подогнана под их универсальность.
Т.е. эти камни должны достаточно хорошо работать как по твердым, таки и по "мягким" сталям. При этом их износ должен быть умеренным.
Я планирую в ближайшее время уменьшить твердость грубых камней F120 и F220 в угоду заточки ими твердых, порошковых сталей.
Но мы это сделаем после того, как в продаже появится полная линейка камней из оксида алюминия F120-F220-F320-F600-F1000 для заточки сталей твердостью не более 58HRC.
Хочу уточнить, что речь идет о камнях для заточных систем типа Edge Pro.
Пока все!
Спасибо. Очень интересно. Вы пишете, что твердость с прицелом на универсальность. Там человек очень хвалил 120 и 220 именно за универсальность и всеядность.
Ну скорее всего мы говорим про разные работы...
Лично меня сегодняшняя твердость грубых камней устраивает.
Периодически я затачиваю ножи, дабы не терять навык.
Нередко приходится затачивать что-то в районе 64-65HRC. Сейчас такого достаточно много...
Затачивал с нуля (не заточенный) клинок из М390, сведение 04-05мм, с хорошей ТО.
Камень F220 справился достаточно уверенно.
quote:Изначально написано grinderman:
Ну скорее всего мы говорим про разные работы...
Очень верно подмечено.
Некоторых не устраивает "избыточная" твёрдость крупнозернистых камней. Однако, спрашивается, а как и с чем их применяют?
Мне вот при заточке столярного инструмента эта твёрдость обдирочников - необходима как воздух.
И вообще, назревает идея, что с обдирочниками мало кто умеет работать, типа "это всего лишь обдирка, о технике работы подумаем на тонком этапе".
А неважных операций в качественной заточке не бывает.
Много ли кто пользуется, например затёртостью (по-моему мало кто вообще знает что это и с чем это едят) грубых твёрдых брусков? Много ли подбирают СОЖ и консистенцию?
Непохоже. Как уважаемый Гриндерман уже сказал - судя по всему, обдирочные бруски и к работе мало кто готовит.
Так что я бы обратил внимание на технику работы и подготовку абразивов, а потом уже очень обдуманно бы высказывался в плане пожеланий производителю о изменении характеристик абразивов. Так как тем, кто с таковыми работает давно и успешно, это может в свою очередь оказаться вовсе не так уж нужно.
Про "апексоидные" не скажу - там своя специфика, но стационарные, для столярного, в частности инструмента - там надо свою специфику учесть.
quote:Ярослав, кроме твёрдости камня, не маловажным фактором является его отклик. Для примера, камень от "рубанков" 150 до его выпуска в серию был лучше чем есть сейчас. Сейчас это скорее камень для выравнивания водных камней чем обдирочный камень для инструмента. Он просто не работает, он твёрдый. Идеальным водным обдирочным камнем (абразив+связка+твёрдость) для меня является Shapton PRO 120, но и у него есть "косяки" как и у всех обдирочных камней.Originally posted by oldTor:
Мне вот при заточке столярного инструмента эта твёрдость обдирочников - необходима как воздух.
У всех, это значит не только водных, а и масляных, и конечно у тех что я пробовал в работе, возможно мне достались на пробу не самые лучшие образцы.
"Косяками" я считаю либо слишком твёрдую связку, либо её не однородность по краям и в середине. Почему то по краям она мягче.
quote:Originally posted by oldTor:
судя по всему, обдирочные бруски и к работе мало кто готовит.
Готовил (если речь о панцире), и следил за СОЖ и её консистенцией.
Про затёртость не совсем понял или не знаю что это, но заметил что на затёртом камне очень хорошо видны все огрехи работы если изменить направление рисок.
Как оказалось, купить доводочный камень гораздо проще чем хороший обдирочник, который будет полностью удовлетворять всем требованиям.
Спасибо за подробный комментарий! Вопрос у меня есть немного полуоффовый, потому в личку задам.
С уважением.
Ощущение, что grinderman о Апексах, а yemz о настольных. Уточняйте, а то путаница выйдет. Характеристики у них разные.
quote:Originally posted by MSharab:
Ощущение, что grinderman о Апексах, а yemz о настольных. Уточняйте, а то путаница выйдет. Характеристики у них разные.
Максим, прошу прощения!
Я действительно говорил о полноразмерных камнях, о тех которые не для приспособлений для заточки. Виноват, и в последствии учту твои замечания в своих комментариях.
quote:Изначально написано MSharab:
Белая линейка:100 KA, 230 KA, 320 LA, 500 LA, 600 LA, 1000 KA. Делаем потихоньку. Ещё у Андрея появится скоро БОДРИД 1000WE в двух размерах - 25х10х153 и 50х25х75. Это для правки/чистки тонких камушков.
а когда приблизительно всё это ожидать? есть информация какая? уже хотелось бы заказать, или всё же выбирать из того что есть? не хотелось бы за каждый камень платить доставку по отдельности.
Хотя бы 230 KA, 500 LA и 1000 KA ну и нагурки конешно )))
quote:
Originally posted by MSharab:
стоимость камня 200х75 высотой 12-15 и 25 отличается примерно в 1,5 раза. Именно из этих соображений белый 1000 сделали потоньше. Склейка двух камней тоже стоит денег, лучше пусть будет два камня.
quote:Изначально написано yemz:
Перенёс цитату в эту тему.
Максим, если камни такой толщины возможно изготовить, то что нужно сделать чтобы они появились в продаже?
По поводу склейки согласен. При желании можно склеить и самому выбрав нужные камни для пары.
По поводу новинок которые должны появиться в октябре, они уже появились?
для меня это тоже всё хобби, и если ценник будет хоть немного ниже меня и 12-15 мм толщина вполне устроит, вот например как 1000КА оксид алюминия, отличный размер за супер цену, я бы как раз таких и набрал бы себе!!! И склеивать их не надо, у тех же суэхиро полно недорогих и небольших по толщине раздельных камней, зато их покупают, а уж кому надо для проф.использования, тем можно и по 5 см в толщину)))
-
http://www.grinder-man.ru/index.php?route=product/product&path=70_71_101&product_id=276
quote:Originally posted by Zed977:
и 12-15 мм толщина вполне устроит,
Будут и в таком размере камни. Хотелось бы отзывов побольше собрать. Возможно чуть скорректировать характеристики нужно. Может в двух твердостях некоторые зернистости сделать. Убедиться, одним словом, перед выпуском партии. Так что, прошу писать - что понравилось, что нет, все пожелания учтём.
Новый продукт: БОДРИД 1000 WE и 1000WG (первый помягче, второй потвёрже)
Предназначен для выравнивания и чистки ТОНКИХ камней, изготовлен из электрокорунда, фракция 7 мкм. Отличается открытой структурой, что позволяет убрать засаливание или неровность в 2-3 десятки меньше чем за минуту. При работе нужно придавливать - не бояться.
выпущен в размерах 25х10х152 и 50х25х75.
Приобретать у Гриндермана (http://www.grinder-man.ru/ )
сайт призводителя - http://inf-abrasives.ru/abrazi...tochilnye-kamni
Работаем над более грубыми БОДРИДами
quote:Originally posted by MSharab:
Предназначен для выравнивания и чистки
quote:Originally posted by MSharab:
выпущен в размерах 25х10х152 и 50х25х75
Максим, судя по размерам этот камень для выравнивания только апексных бланков, а для полноразмерных камней скорее для чистки камня и лёгкого подравнивания неровностей, но не для выравнивания плоскости. На сайте производителя, камней с названием "Бодрид" пока не увидел, впрочем и у Андрея их пока нет, или я не туда смотрел? Это я к тому, что сначала лучше обновить сайт, а потом давать анонс.
quote:Originally posted by yemz:
лучше обновить сайт, а потом давать анонс
Согласен, не утерпел. В пн-вт первая партия будет у Андрея. Мне он так понравился, что считал текстового описания будет достаточно. Сделаю на неделе фото.
quote:Originally posted by MSharab:
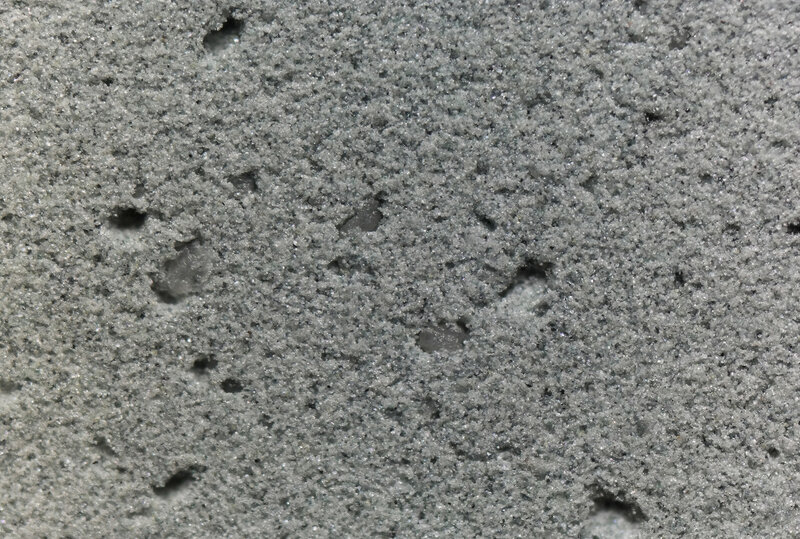
Предназначен для выравнивания и чистки ТОНКИХ камней, изготовлен из электрокорунда, фракция 7 мкм. Отличается открытой структурой, что позволяет убрать засаливание или неровность в 2-3 десятки меньше чем за минуту.
Новинка мне интересна в том числе, что новый для меня камень (инф-абразив) который я смог "раскрыть" сильно засаливается если работать большой плоскостью того что затачиваешь (доводишь).
Во время работы на камне он становится похож на чёрный арканзас.
Это скорее плюс, чем минус.
Если работать всего лишь РК, то такого безобразия как на фото конечно не получится.

quote:Originally posted by MSharab:
Это про 1000KA, или с Бодридом такая история?
Это про тысячник.
Бодрид пока ещё не получил.
Основные проблемы тысячника остались, но он стал работать.
quote:Originally posted by yemz:
Бодрид пока ещё не получил
Как тебе БОДРИД? Насколько быстро чистит, удобный ли размер?
Максим, добрый вечер.У Вас есть в наличии круги для заточных станков даметром 125, с посадкой на 20мм?
quote:Originally posted by MSharab:
Как тебе БОДРИД? Насколько быстро чистит, удобный ли размер?
Максим, извини за опоздавший ответ.
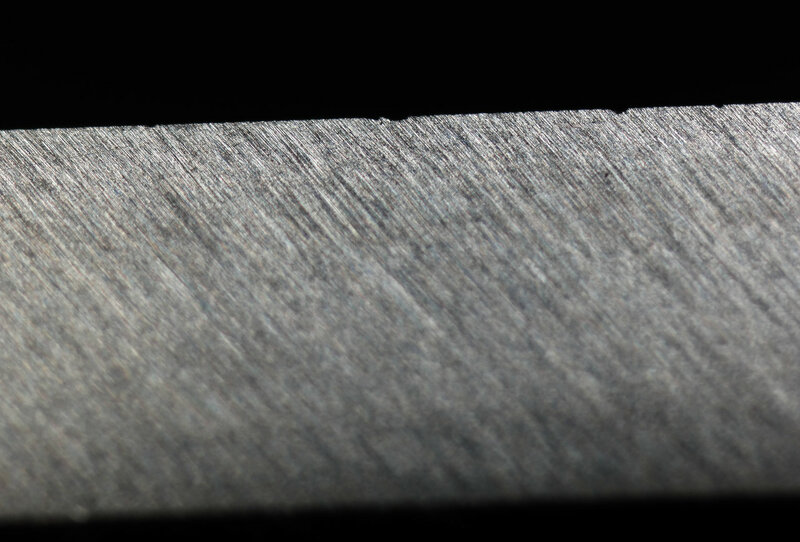
Тонкий водник у меня только комбинированный (4000-8000) Norton.
Вот так выглядит сторона 4000 во время работы на нём.

Помыл под водой.

Потёр "Бодридом".

Смыл водой.

Размер больше не нужен. Для выравнивания он не годится, а для лёгкого подравнивания и очистки камня самое то. Для твёрдых камней "Бодрид" бесполезен, он скорее сам сточится ничего не сделав, а для таких как Norton подходит.
quote:Originally posted by yemz:
для лёгкого подравнивания и очистки камня самое то
Здравствуй, Андрей.
А насколько "самое то"? Отзыв сдержанный, а меня так распирает от полученных свойств камушка. Есть с чем сравнить? Понравилась скорость?
quote:Originally posted by MSharab:
Отзыв сдержанный
Зато наглядный. Не люблю много слов.
quote:Originally posted by MSharab:
Есть с чем сравнить?
Та же нагура или Dressing stone точно также чистят камень от засаливания.
Большой разницы в сравнении не увидел, разве что нагурой которая есть у меня пришлось работать дольше.
По скорости, ну "Бодрид" справился секунд за двадцать.
Спасибо!
quote:Originally posted by MSharab:
Есть с чем сравнить?
Ещё одно сравнение.
Сегодня попробовал "Бодрид" на камне Shapton Glass 16000 grit.
Нагура из "рубанков" справилась быстрее и чище.
"Бодрид" оставил камень грязным сколько бы я не тёр, нагура его отчистила за секунды.
quote:Изначально написано MSharab:
С инструментом нашего производства многие форумчане знакомы под торговыми марками Grinderman и Rubankov.net.Всего мы выпускаем (на начало 2015 года) более 6 000 наименований продукции. Уверен, что есть ещё ниши не освоенные отечественным производителем. Со всеми идеями и предложениями по созданию нового абразивного инструмента прошу обращаться. Речь идёт конечно же о сотрудничестве.
Узнать больше о предприятии можно на нашем сайте:
http://inf-abrasives.ru/ogneupornye-izdeliya - ваши тигели, будут годны в микроволновку и из карбида кремния ?
это реально нужная вещь домашним самодельщикам, хотяб под медь латунь и бронзу - железо меньше, но тожеб пригодилось
и я чето ненашол каталога брусков на сайте ((
quote:ненашол каталога брусков на сайте
у гриндермана на сайте найдете
quote:Originally posted by yemz:
Сегодня попробовал "Бодрид" на камне Shapton Glass 16000 grit.
Я тестировал, естественно, на линейке Гриндермана. Есть БОДРИД ещё для апексов - 25х10х152. Кроме A320SO камушки 400, 600, 1000 взбодрить - 10 движений. Лично я в восторге - такой скорости только что на порошке можно достичь, а тут без всякой возни - взял брусок, притёр 5 секунд, камень чистый. Ну а для предельных килогрит можно и на нагуру разориться.
quote:Изначально написано Шмыга1:
Максим, добрый вечер.У Вас есть в наличии круги для заточных станков даметром 125, с посадкой на 20мм?
Вечер добрый, обсудили с Андреем, выпустим. У него тоже Метабо, кстати. Говорит давно хотел пару белый/зелёный. Потерпите немного, на неделе согласуем и запустим в производство. Во второй половине декабря будут в продаже.
Подождем. белый правда уже нашел, но Ваш тоже бы приобрел на попробовать.
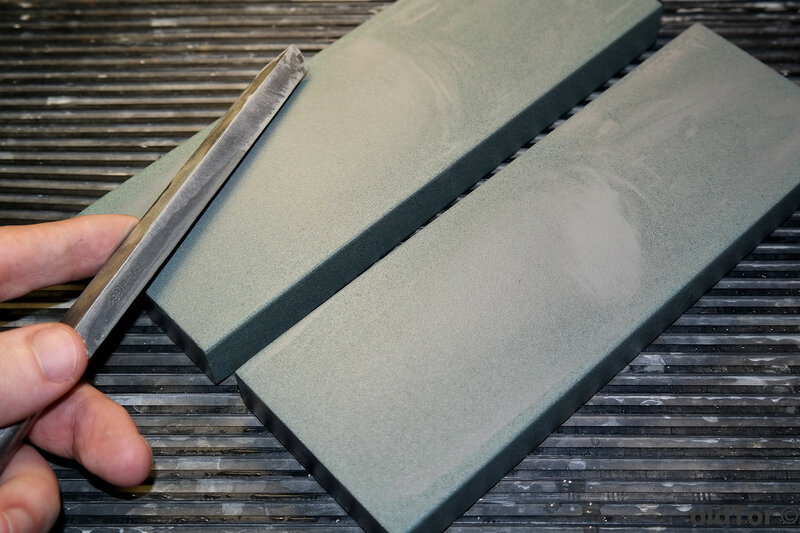
Предполагаю серию обзоров о брусках от "рубанков" 1000 и 2000 из карбида-кремния. Первый обзор по результатам проб этих камней в их основной области применения, т.е. по столярному инструменту.
Для проб использовалась стамеска из У8. Для начала фото самих камушков, общий план, макро, и максимально доступное моим техническим возможностям, макро ~540х. Все фото кликабельны и доступна развёртка в 100%:

Сверху 1000-ник, снизу 2000-ник:

Макро ~540х 1000-ник:
Макро ~540х 2000-ник:

Первые впечатления - бруски "из коробки" полностью готовы к работе - ровные и даже со снятыми фасками на гранях. На 1000-нике грани даже имеют плавное скругление. То, что его нет на 2000 - отдельная особенность конкретного экземпляра, обсужденная перед получением камня на пробы. В любом случае такое внимание к подготовке абразивов для немедленной работы, мало у какого производителя можно встретить, что очень приятно радует!
Приступил к пробам, и поскольку это водные камни, положил 1000-ник в ванночку для замачивания и пошёл перекурить. За 4 минуты камень напитался водой недостаточно, будучи вытащен "на берег" продолжал "шипеть" и впитывать воду, оставшуюся на поверхности. При довольно мягкой связке это неудивительно, так что я замочил его ещё минуты на три.
Но уже руки чесались приступить к работе, а потому я не стал дожидаться когда камень будет замочен полностью - мне было вполне достаточно, что вода с поверхности стала уже впитываться намного медленнее, тем более, что в процессе работы практически на любом воднике, я пользуюсь пульверизатором, корректируя количество СОЖ и концентрацию суспензии.
Cтамеска ранее правилась не раз, но перед пробами данных брусков, я малость подточил её на воднике из карбида кремния же, зернистостью М20.
Приступил к работе на тысячнике - первые несколько движений:

Суспензия выделяется аккуратно, тактильно ощущение от движения стамески по камню мне нравится - "приёмисто", мягко, контакт ощущается плотно, но не чрезмерно. После пары минут работы суспензии уже куда больше, и я весьма рекомендую, как и на любых других водниках, при работе перемещаться по всей рабочей поверхности камня, ради максимально одинакового изменения её состояния. Пока примеривался сфотографировать - вода ушла, потому камушек "сухой", зато видно количество суспензии, причём обрабатывал я спинку стамески, т.е. пятно контакта не самое маленькое:

Однако, для обработки такой и подобной площади, мягкость связки, скорость и обильность выделения суспензии мне понравились - то, что надо. Заодно очень хорошо приучает внимательно следить за давлением - я специально работал без "каталки", вручную, чтобы как следует почувствовать отклик камня и его реакцию на вариативность давления. Даже если придавить побольше, в разумных пределах, разумеется, искажений геометрии поверхности камня не наблюдаю, разве что появляется намёк на засаливание. Естественно, если давить заметно и не перемещать инструмент, то "ямы" нарыть можно на практически любом воднике.
Закончив заточку на 1000-нике, причём на спинке я заканчивал на суспензии, постепенно разбавляя её, а на лице - в завершение этапа, делал движения по чистому камню строго на зерно, получил вот такой результат:


Макрофото результата я тоже сделал, но размещу его в конце обзора, рядом с макро результата после 2000-ника, для удобства сравнения.
Ну что же, пришло время перейти к 2000-нику. Его я замачивал на большее время, минут на 12. Этого оказалось достаточно. Хочу отметить, что вероятно многих удивит рыхлость поверхности камней в макро. Но во-первых стоит всё-таки прикинуть что 540х это не 10 и не 100, а во-вторых, невредно сравнить с макрофото практически любых водников сопоставимой зернистости на мягких связках. А поскольку здесь используется зерно карбида-кремния, то даже в работе 2000-ника, несмотря на достаточно тонкое зерно, превалирует именно абразивное резание - камень активно именно затачивает, режет сталь, выделяя суспензию, которая заполняет каверночки на рабочей поверхности, и работа происходит весьма однородно.
Итак, приступил в делу. Тактильно работа 2000-ника слабо отличается от 1000, очень всё похоже, суспензия выделяется сходно, довольно активно, камень при том, практически не засаливается, разве только если смыть суспензию и делать проходы по камню с избыточным давлением - тогда остаются следы, которые уже просто ладонью в ванночке для замачивания не убираются - их хорошо убирать с помощью нагура или какого-нибудь dressing stone.
Шлам в суспензии достаточно заметно ржавеет, и это ещё один индикатор того момента, когда невредно уже сполоснуть камушек и обновить СОЖ:

Достаточно скоро работа на 2000-нике также была завершена:

Теперь сравнительные фото в макро ~540х результата работы на 1000 и 2000:


Результат вполне симпатичен (на фото после 2000-ника на кромке виднеется "нечто", но это не заусенка - если развернуть фото, будет видно что это ворсинки и какие-то посторонние частицы с микрофибровой салфетки, которой я вытирал стамеску - кромка агрессивна и цепляет салфетку, собирая на себя посторонние частицы - до фото, это было незаметно, потому не протёр тщательнее), но как я и говорил - 2000-ник работает агрессивно, так что префинишем я бы результат не назвал, но делать вывода о недостаточности этого бруска для префиниша, я бы не стал - стамеска из У8 не обладает особой твёрдостью, и при заточке её на бруске с мягкой связкой, получить менее шероховатую фаску и кромку сложновато, даже работая с малыми давлениями - тезис "мягкое точится на твёрдом, твёрдое на мягком" - никто не отменял. Однако, это не проблема, если далее выполнить финишную фаску более тонким и твёрдым абразивом и довести её. Тем же, к примеру, арканзасом от "Рубанков", что я потом и сделаю, как обычно со стамесками.
Бруски мне понравились, дальше буду пробовать и делать обзоры о заточке на них других сталей, попробую на ножах - есть некоторые сомнения, позволит ли некоторая рыхлость поверхности и мягкость связки успешно работать с малым пятном контакта - с фасками шириной до 0,4-0,5мм., хотя на высоколегированных сталях высокой твёрдости, на быстрорежущих сталях, думаю, всё должно получиться хорошо, насколько я знаю по опыту работы на более крупнозернистых брусках из карбида кремния на мягкой связке. Буду пробовать дальше.
Ждём (надеюсь выражу общее мнение) следующего отзыва. Прекрасное качество фото. Очень понятный отчёт. Спасибо!
Из техники: замачивать камни эффективнее погружая их в воду не " с головой", а частично. Капиллярный эффект работает быстрее и надёжнее.
Камушки симпатично выглядят ..
Сам на грубую обдирку взял у Андрея КК
Единственно что бы сделать как то увеличить удержание воды...все таки проливается из них..
Хотя по сравнению с советскими прогресс на лицо..
quote:Originally posted by aptekar113:
Единственно что бы сделать как то увеличить удержание воды...все таки проливается из них..
Посмотрите на фото Ярослава где он начал работать на тысячнике.
Слева камень выглядит сухим, справа камень влажный.
Эти камни обладают одной особенностью, они отдают воду в точке контакта изнутри на плоскость камня.
Так что когда работаешь на камне он только кажется сухим, вода поднимается и присутствует на поверхности. Не нужно чтобы вода была постоянно тонкой плёнкой вверху, это не сланец. "Сухая" поверхность пропитанного камня вполне рабочая.
Воды во время работы много лить не нужно. Достаточно смыть избыток суспензии, а это нужно периодически делать, и этого будет достаточно чтобы увлажнить поверхность. Тогда не будет больших луж внизу, ну и конечно желательно какое либо корытце, или специальную подставку с бортами (http://knife.kasumi.ru/katalog/podstavki_dlya_kamney/33888/ ), тогда и проблем не будет. Тряпки, газеты, резиновые коврики и полотенца не самый лучший вариант для этих камней в качестве подложки для работы на них.
quote:Изначально написано MSharab:
Ждём (надеюсь выражу общее мнение) следующего отзыва. Прекрасное качество фото. Очень понятный отчёт. Спасибо!
Из техники: замачивать камни эффективнее погружая их в воду не " с головой", а частично. Капиллярный эффект работает быстрее и надёжнее.
Спасибо! Постараюсь поскорее продолжить!
И благодарю за совет - попробую замачивать, как Вы рекомендуете.
С уважением, Ярослав
quote:Изначально написано yemz:
...
Эти камни обладают одной особенностью, они отдают воду в точке контакта изнутри на плоскость камня.
Так что когда работаешь на камне он только кажется сухим, вода поднимается и присутствует на поверхности. Не нужно чтобы вода была постоянно тонкой плёнкой вверху, это не сланец. "Сухая" поверхность пропитанного камня вполне рабочая. ...
Именно так! И надо добавить, что если всё-таки хочется чтобы вода постоянно присутствовала, то её "уход" с поверхности можно задержать, поддерживая с помощью пульверизатора определённую консистенцию суспензии, причём вполне лёгкую. Если это смесь суспензии камня с суспензией нагура, которой чистили от засаленности, то такая, даже сильно разбавленная суспензия удерживается на поверхности ещё лучше.
Влажная поверхность без воды работает на этих камнях хорошо, момент когда надо воды добавить ощущается довольно явно - вдруг довольно ощутимо меняется отклик, и тут же добавляем - требует некоторой привычки, но эти моменты как-то интуитивно "ловятся" довольно скоро.
И да, у меня луж под камнем к концу работы на каждом не образовалось. Конечно я смывал с камней шлам, когда его слишком много в ванночке для замачивания, но просто добавление воды или разбавление суспензии в процессе работы, к лужам на коврике не привело.
У меня более грубые камни - возможно там межзерновое пространство больше - поэтому проливаются насквозь - приходится постоянно смачивать пулеверизатором - а то поверхность махом высыхает
quote:Изначально написано MSharab:
Из техники: замачивать камни эффективнее погружая их в воду не " с головой", а частично. Капиллярный эффект работает быстрее и надёжнее.
Тоже заметил этот эффект. Если лишку воды дать, камни начинают превращаться в грязевые потоки и перестают работать.
На грубые камни после замачивания капаю жидкое мыло.
Продолжил пробы 1000 и 2000. Был взят клинок из Elmax. 1000-ник показал себя очень хорошо, работалось удобно и комфортно. Опять вспомню тезис "мягкое затачивается на твёрдом, твёрдое на мягком" - в его подтверждение, такого мощного выделения суспензии как на прошлой пробе (сталь У8) - не было. суспензия выделялась крайне умеренно, не было особой сложности поработать и вовсе на чистом камне. Засаливание крайне слабое, работа однородна. Вышло вот так - макро 540х, кроп:

После работы решил слегка освежить камушек, так как всё же работал не строго по всей поверхности. Разумеется, всё прекрасно получилось на собственной суспензии камня на матированном стекле:

С 2000-ником же, к величайшему сожалению, обнаружилась серьёзная проблема. Его я чуть притёр на его суспензии, надеясь немного придать однородности рабочей поверхности, рыхловатой на мой взгляд, и приступил к работе. Вдруг почувствовал хруст под фаской и обнаружил на фаске глубокие царапины намного крупнее, чем оставляет зерно бруска. Обнаружил в камне вкрапление, ярко бликующее от лампы. Но продолжил работать обходя этот участок, чтобы убрать царапины. Убрал.
Однако это оказалось не единственным вскрывшимся вкраплением - ещё несколько раз что-то явно попадало под кромку. Остановил работу и взял микроскоп.
Вот такое странное вкрапление обнаружил - макро 540х, кроп:

Далее, обанружил пару глубоких каверн с черноватыми местами краями, подозреваю, что другие "хрусты" были от частиц, бывших в этих или подобных кавернах:

Тем более, что глубокие крупные царапины на поверхности камня, тянутся в т.ч. как раз от таких каверн.
Ещё очень интересно, а что за рыжеватые комочки встречаются в рыхлости бруска? Я их замечал и ранее, но считал, что это некий "разрыхлитель" связки, но было бы интересно узнать квалифицированное мнение.
А вот так бликует вкрапление от света лампы - заодно обратите внимание - слева обвёл кружком каверну очень напоминающую формой и размером вкрапление справа на снимке:

Кромка ножа, несмотря на мои попытки обойти негодные участки бруска, всё-таки вышла с выбоинами:
Крайне досадный момент. Попробую притереть поверхность и убрать этот слой - может дальше будет чище...
В порядке шутки: пытались приблизиться к натуральным камням, слышал что в них встречаются включения. Если серьёзно - досадный случай, очевидно проскочила какая-то странная частичка. Сырьё связки природное, раньше таких частиц не видел. Буду проводить проверку.
Вот сейчас выковырял её и притёр брусок на порошке КК F400 и далее на его собственной суспензии, проверил на том же клинке - вроде нормально стало. Буду пробовать дальше.
quote:Originally posted by oldTor:
Буду пробовать дальше.
Как результаты, как ощущения? Не твердоват?
Нет, я бы не сказал. После притирки вообще скольжение нежнее и аккуратнее. Попробовал даже на явно непрофильной для бруска стали - нержах aus-8 и 95х18, с узкими фасками - выделения суспензии чрезмерного нету, ход по камню хороший. Однако ко второму ножу опять местами чуть хрустнуло под кромкой - всё-таки то вкрапление было не единичное, к сожалению((
Если бы не это - то поправить немного с рыхлостью и думаю было бы всё шикарно.
можно сделать поплотнее, как 1000. Странно, что наблюдаешь разницу - связка была из одной партии.
quote:Originally posted by aptekar113:
Единственно что бы сделать как то увеличить удержание воды...все таки проливается из них..
Нащупали метод, на 150 вода держится. В январе будут тесты и мнения. Рассчитываю со временем поправим линейку.
Верной дорогой идёте, товарищи!
это было бы шикарно — готов купить на тесты образец
давно хотел поинтересоваться
а когда у вас будут выпускаться камни для начинающих:
quote:Originally posted by ProhorP:
Мне так чтобы можно было выровнять клинок ножа одним и зашлифовать до зеркального или почти зеркального состояния другим.
Бруски до этого брал за 100р. но они быстро стираются.
А зашлифовываю пастой ГОИ на ремне
желательно широкие бруски посоветуйте
и подскажите зернистость подходящую.Точить собираюсь в меру остро, без фанатизма
из темы: forummessage/224/17
или уже есть что-то подходящее под описание?
Конечно! Два камня - как в вопросе - КК F320 и ОА F1000. Всякие трамонтины и аполлы будут в восторге. Точно говорю. Сам проверял.
quote:Originally posted by Nikolay_K:
а когда у вас будут выпускаться камни для начинающих
Если всё сложится лучшим образом, через 2 недели у Андрея в магазине появится первая пробная партия камней A320SO в размерах 75х15х203 и 53х12х153. Камень универсальный, если одну сторону притереть на грубом порошке, другую на тонком, можно работать и как обдирочником и как финишем (около F500 по качеству РК). До 65 единиц берёт, мягкую нержавейку грызёт без износа.
quote:Изначально написано yemz:
Ещё одно сравнение.
Доброго вечера,
Есть ли новые ощущения по A320SO?
quote:Originally posted by MSharab:
Если всё сложится лучшим образом, через 2 недели у Андрея в магазине появится
у которого Андрея?
их тут много разных.
quote:Originally posted by MSharab:
Есть ли новые ощущения по A320SO?
С маслом работать можно, но камень для этого нужно пропитать маслом.
Масла "пьёт" даже уже насытившись. По этой причине всё же оставлю второй образец для использования с водой. Чистить камень после работы до бела бесполезно. Не очищается, да это и не нужно. Выглаживается не быстро, форму держит хорошо, тем не менее взбадривать придётся, вот тогда и можно слегка подчистить поверхность.
P.S.
Максим, посылка уже три дня как ждёт тебя на почте.
quote:Ну конечно у Петрова (GRINDERMAN).Originally posted by Nikolay_K:
у которого Андрея?
quote:Originally posted by MSharab:
Максим, посылка уже три дня как ждёт тебя на почте.
Огромное БЛАГОДАРЮ!
Андрей передал на исследования масляные камни и обдирочный водник. Камни пришли в ящике из ДСП зажатые поролоном и картоном. Можно было бы сбросить на территорию нашего предприятия с самолёта
ничего бы не случилось.Первые ощущения от тестов камней - понятно куда двигаться. Ещё раз СПАСИБО!
quote:Originally posted by MSharab:Первые ощущения от тестов камней - понятно куда двигаться.
Максим, рад что смог хоть чем то помочь.
Я пока вполне обхожусь без тех камней что прислал тебе.
Не торопись их отсылать обратно.
Будет лучше если ты сравнишь новые камни с теми, что я прислал на тест.
Попробуй ещё сравнить в работе камень для выравнивания от Norton (он кстати абсолютно новый, ни разу не пользованный) и тот, который делается на заводе, тогда сможешь понять мои слова критики.
Максим, доброго дня, а как там дела с кругами? когда приобрести можно будет?
quote:Originally posted by Шмыга1:
Максим, доброго дня, а как там дела с кругами? когда приобрести можно будет?
Должны в конце недели быть в Питере. Хотя последнее время из-за забастовок бывают и задержки. Надеюсь до НГ получите. Изготовили:
1 125х20х20 A 80 K
1 125х20х20 A 220 J
1 125х20х20 C 100 K
1 125х20х20 C 220 J
Как я понял Вы выпускаете не только водные камни, а хотите освоить и масянные камни?
Тогда такой вопрос - можете ли Вы сделать анализ пропитки нортоновских маслянных камней?
Просто может я и не прав, но выравнивая в свое время эти камни закралось большое подозрение что их пропитывают растительным полимеризуемым маслом, пальмовым или еще каким, самым дешевым.
Слишком уж похожая грязь получалась при выравнивании... да и работе такая пропитка по идее мешать не должна, абразив довольно крупный и масло, которое наносится на поверхность камня не протекает в камень...
Интересные мысли. На вскидку идей с анализом органики нет, думаю методом научного тыка можно попробовать - пропитать одним, другим, затем сравнить результат. Будем работать.
Как я уже не раз писал, эта пропитка интересна тем, что куда охотнее растворяется обычным детским мылом, а вот от фейри и прочих чистящих, только размазывается. И есть ещё соображение, для чего она служит помимо "смазывания", весьма условного, камня.
Кстати, wd-40 эта пропитка совсем не мешает впитываться в нортоны по-страшному. И если посмотреть ролики, как америкосы точат на индиа - хонинговального масла наливают от души и немало его впитывается. Насквозь, правда, не протекает.
Есть предположение, для чего служила эта пропитка. Пришло оно мне в голову, по аналогии с советскими столярными брусками из корунда, на бакелитовой связке, которыми пользовался ещё мой дед - там тоже была пропитка. При работе на грубой стороне, выделенную с толикой воды суспензию, можно было втереть в брусок, и дать ему обсохнуть - пропитка недурно "схватывала" частицы зерна и зёрна, затёртые в брусок, и далее, можно было с толикой воды или воды с каплей мыла, спокойно работать - рыхлость крупнозернистого бруска забивалась частицами, риска получалась более частая и однородная - брусок так работал какое-то время потоньше.
Ныне такой способ, насколько я понимаю мало кто применяет, однако вполне рабочий метод - я так на кристалонах иногда делаю и на грубых индиа - на корс и медиум. На файне - нет смысла уже - при её твёрдости, просто актуально притирать стороны по-разному.
А может просто спросить у Нортона что за масло?глядишь ответят.
quote:А может просто спросить у Нортона что за масло?
Самое интересное, что Нортон не декларирует для индий в MSDS ничего, кроме Aluminum Oxide, Non-fibrous и Amorphous Silica, Fused.
И очень странно, что там нет упоминания какого-либо минерального масла и т.п., ибо такие вещи иногда бывают крайне критичны.
Как минимум, на основании этого можно у Нортона запросить информацию о компонентах пропитки.
Не ответят, поскольку думаю сами не очень знают.
У меня от нортона кристалон и индия. У индии, судя по всему качественное масло, поскольку запах терпимый. А у кристалона, запах точь в точь, как у отработки слитой с авто, даже скорее с дизеля...
Думаю, скорее всего они закупают дешевое масло с автосервисов, отстаивают или фильтруют слегка и пропитывают. Возможно в промежутке чуток меняют густоту с помощью веретенки - парафина.
На тему уменьшения пропитываемости масляных камней, я бы пошел по другому пути. Раньше, протекающие бензобаки ремонтировали с помощью обычного мыла. Если мыло слегка размягчить с водой и затереть им трещину, как пластилином, то бензин перестает вытекать и про течь можно забыть. Если масляный камень пропитать мылом и просушить, а затем сверху нанести масло, то мыло будет крайне сложно вымыть изнутри, хотя снаружи при дальнейшей притирке, мыло будет отлично деградировать освобождая место для новой порции масла.
Однажды, я купил набор стенли, куда входил брусок и масло для первичной пропитки. Если объективно, то масло было абсолютно прозрачное, как вода, и густое. Запах отсутствовал. По моим ощущениям, масло значительно гуще, чем вазелиновое и похоже не растительного происхождения. При комнатной температуре, капля масла не впитывается в брусок, не растекается, а лежит целой каплей сверху. Очень похоже, что это смесь вазелинового масла с парафином/стеарином.
quote:Не ответят, поскольку думаю сами не очень знают.
Вы понимаете, в чем проблема... выпуск индустриальных продуктов не может быть "не знаю из чего". Это не доморощенные стартаперы, варящие сыр в корыте, и прочие забавные личности.
Отличие состояний "масло есть" и "масла нет" потенциально чревато серьезными последствиями вплоть до взрыва и смерти персонала.
Вот использую я изопропиловый спирт. Если в нем вдруг окажется, например, толуол, 1-2 процента, то для меня это может обернуться несколькими днями простоя оборудования. Какой-нибудь ацетон с примесью йода запросто оборачивается отказом оборудования и дорогостоящим ремонтом.
Пишите письмо в Нортон / Сен-Гобен или какое-нибудь еще Спортлото и говорите, что для вашего техпроцесса критично знать состав пропитки, а также удивляйтесь, что данных об этом нет в MSDS.
Я себе представляю огромную цистерну на автосервисе, куда сливают отработку с двигателей. Состав содержимого в целом понятен, но точного состава дать нельзя, он меняется в зависимости от времени года итд. Но главное, будь я тем самым технологом, я мог бы дать ответ, но будь я специалистом по связи с общественностью, не допустил бы сообщения о какой то отработке. Только новое, только свежее, только лучшее в мире масло! А запах, ну это при доставке почтой России провоняло. На заводе все пахнет исключительно подснежниками...
quote:Изначально написано oldTor:Спасибо! Постараюсь поскорее продолжить!
Доброго здоровья, Ярослав.
Интересно, прижились ли камушки (1000 и 2000)?
quote:Изначально написано Шмыга1:
Подождем. белый правда уже нашел, но Ваш тоже бы приобрел на попробовать.
У Гриндермана уже на в магазине, списывайтесь, может до НГ круги для Метабо дойдут. 4 характеристики в наличии.
Спасибо за информацию
quote:Originally posted by MSharab:
У Гриндермана уже на в магазине, списывайтесь, может до НГ круги для Метабо дойдут. 4 характеристики в наличии.
Максим, у Андрея на сайте нет фото самих кругов.
Может ты сможешь выложить фото в теме?
Мне было бы интересно взглянуть.
Несмотря на то, что после покупки Тормека высокооборотистый станок по большей части простаивает, но увидев размер кругов (мне они не подходят по толщине), вспомнил про своего друга.
Что сможешь посоветовать из абразива?
Выбирать не просто между оксидом алюминия и карбидом кремния.
Затачивать придётся токарные резцы.
Может есть у тебя рекомендации по кругам с разным абразивом?
quote:Изначально написано MSharab:
Доброго здоровья, Ярослав.
Интересно, прижились ли камушки (1000 и 2000)?
Приветствую, взаимно!
1000 прижился, всё отлично - по-моему то, что надо. 2000 - с оговорками, но тоже использую - просто не прорабатываю им по-максимуму - оставляю припуск небольшой.
С уважением.
quote:Originally posted by yemz:
Может есть у тебя рекомендации по кругам с разным абразивом?
Нового ничего не скажу, Андрей. КК уместен для твердого сплава, ОА для большинства сталей. Попрошу Гриндермана отозваться, он белые уже попробовал, зеленые обещал оценить. У него запара с отгрузками, правда, надеюсь выберет время. Круги отправлял ему быстро, на фото времени не было. Опять надеюсь на него и в этом вопросе.
Кому нужны размеры отличные от 125х20х20 - обращайтесь, все нестандартные посадки изготавливаем.
Получил от Гриндермана белый камень 1000КА.
Недостаток один - пористый, или, скорее пузырчатый, воду не принимает практически, но поверхность с ямками даже после доводки.
Остальное - только достоинства: работает быстро, однородно, форму держит, стали грызет любые.
Чуть позже попробую сравнить с несколькими японцами такой же зернистости.
Только у меня до сих пор (несмотря на штудирование разных таблиц) в голове не уложится с чем его сравнивать - по JIS это будет 3000?
quote:Originally posted by Komimort:
Только у меня до сих пор (несмотря на штудирование разных таблиц) в голове не уложится с чем его сравнивать - по JIS это будет 3000?
http://inf-abrasives.ru/literatura
первая книга - соответствие грансостава микропорошков. Делал сам, критика принимается. Хотя, применительно к камню, кроме размера зёрен нужно учитывать твёрдость и структуру (на каком расстоянии друг от друга расположены зёрна), плотная упаковка + твёрдость чуть повыше и тот же порошок будет работать гораздо чище.
Вот и я про то же - не зерном единым камень сложен... У меня есть твердый Суехиро 320, который работает тоньше 1000 Шептона, но медленно.
Пока, навскидку, сказал бы, что 1000КА до JIS3000 не дотягивает по чистоте поверхности, но по простым стилям работает быстро, чуть ли не как Чосера 1000.
Через мои руки проходила пара брусков из ОА М10, там было наоборот - камни твердые, но работали медленно. 1000КА в этом отношении поинтереснее.
Буду дальше изучать.
Пока производство белой линейки приостановлено. Слишком много брака, с порами тоже разбираемся. Надеюсь пару месяцев хватит. Пока - зелёная линейка. Хотелось бы отзывов.
Приветствую, всех!
В продаже появились абразивные кружочки размерностью 125х20мм.
Посадочное отверстие 20 мм.
Фото прилагаю:
![]()
Два серо-зеленых круга из карбида кремния: F100 и F220
На этих кругах можно довольно эффективно затачивать инструмент с твердосплавными напайками:
токарные резцы, сверла, буры по бетону...
Два круга из оксида алюминия - голубой и оранжевый: F80 и F220.
Эти круги хороши для заточки всех сталей, в том числе для быстрорежущих
сталей: Р6М5, HSS.
quote:Изначально написано Шмыга1:
Максим, доброго дня, а как там дела с кругами? когда приобрести можно будет?
Если попробовал, хотелось бы отзыв.
Максим, со стендом что-нибудь продвинулось? Интересная задумка была.
quote:хотелось бы отзыв
Пожалуйста: Круг из карбида кремния с зернистостью 220, геометрия на высоте почти не пришлось править.Хороший однородный состав зерна.Правда вот применять для обработки чего-то тонкого на 3000 оборотах не рекомендую, запросто получается прижог.Думаю что при скорости 400- 1000об/мин будет просто великолепно. На трех тысячах пойдет для подправки заточки токарных резцов из твердосплава. Вот пока все.
quote:Изначально написано Komimort:
Максим, со стендом что-нибудь продвинулось? Интересная задумка была.
Пока подвижек мало. Всплывают непредвиденные трудности:
конструкцию салазок нужно делать жёстче - стамеска чуть виляет при движении.
быстросъёмный спутник, в котором крепится стамеска, не даёт требуемой точности базирования при съёме-установе, из-за чего не работает первоначальная методика замера съёма металла и меняется угол заточки, что чувствительно на тонких порошках.
при замере шероховатости даже на У7 алмазный щуп прибора бороздит поверхность - срезает гребешки микропрофиля и даёт абсолютно недостоверные данные
да и с микрофотографией нет времени как следует разобраться
Тестирую по старому - руками. Согласен, что хорошо бы добавить поперечное перемещение, но это уже станок получится. Руками ещё отклик чувствуется, этот параметр оцифровать возможно и не удастся, если только усилие замерять.
С конструкцией это всегда поле для экспериментов.
Усилие замерить наверное не сложно - опереть кончик инструмента в станке на обычные весы перед заточкой.
Профилограмма это круто, а шероховатость вроде объективный параметр, но проще и практиченее делать микрофото в сравнении с образцами шероховатости для похожей стали.
Поперечное движение в данном случае ни к чему, но есть смысл камень править перед новой заточкой для чистоты эксперимента.
Усилие прижима как раз весами и замеряю, я говорил о усилии резания - "силе трения" можно сказать, для оценки отклика камня.
Фото обязательно буду использовать, но хотелось цифры. Буду искать другой прибор для замера шероховатости.
Благодарю за интерес.
Услилие резания - субъективный все-таки параметр, так как зависит от давления, влажности и т.п.
Вот пример работы, которая ИМХО очень помогает определиться с заточными свойствами камней.
Начало: http://www.toolsfromjapan.com/wordpress/?p=561
Продолжение: http://www.toolsfromjapan.com/wordpress/?p=672
И там еще 4 части с результатами.
Я не призываю повторять, просто сам подход - как при отсутствии инструментальных средств, по результатам работы и косвенным признакам сравнить камни. Например, способность держать поверхность определяется по тому, какая часть подвода отплируется на 5000 камне при фиксированном количестве проходов, и т.п.
quote:Originally posted by Komimort:
Вот пример работы, которая ИМХО очень помогает определиться с заточными свойствами камней.Начало: http://www.toolsfromjapan.com/wordpress/?p=561
Продолжение: http://www.toolsfromjapan.com/wordpress/?p=672
И там еще 4 части с результатами.
Огромное спасибо за ссылки, отличная информация, как я люблю, все структурировано и с объяснениями, а не голословно. Залип сразу на целый час...
По теме сравнительного анализа, действительно нет смысла вычислять профилограмму, можно ограничиться фотографиями со стандартизированными параметрами. Для меня, как пользователя, важнее простые параметры - скорость работы как скорость съема метала, используемый сож, характер поверхности по сравнению со стандартными брусками. За стандартные стоит брать любые дешевые бруски с хорошей повторяемостью результатов. Работа по разным сталям.
Если все собрать в одну таблицу, то одними аналитическими методами можно вытащить огромное количество совсем не очевидных выводов.
Да, спасибо за ссылки, учтём.
Именно простые параметры и хотелось бы вывести.
Скачал я где-то файл с параметрами камней и профилограммами обработанных поверхностей: http://inf-abrasives.ru/literatura (Японские профилограммы), если кто может перевести, какие параметры они свели в лепестковые диаграммы, буду признателен.
Знакомые пентаграммы, где-то встречал с переводом на аглицкий. Возможно на этом форуме в темах про Шептоны. До компьютера доберусь, поищу.
quote:Originally posted by Komimort:
Вот, нашёл комментарии Николая к этим диаграммами.
Странные у них критерии на мой взгляд. Хорошо бы шероховатость обработанной поверхности по твёрдым/мягким сталям, стойкость на них же, производительность. Может ещё прилипучесть для тонких.
Вчера приступил к пробам двух 150-х камней от "Рубанков":

Замачивание брусков вполне привычное:

До полного исчезновения пузыриков, прошло всего 4 минуты. Замачивал оба камня одновременно, и одновременно же начал их пробовать, взяв долото, нуждающееся в переточке.
Первые пару минут работы, попеременно работал на каждом по 10 секунд:

Пока что разница не особо заметна - суспензия выделяется быстро, можно сказать одинаково, та, что я называю "первичная" - пока не похоже на появление в ней зёрен основной фракции - больше похоже на откалывающиеся от зерна частицы:
Не обнаружив явной разницы в брусках сходу, начинаю пробовать по-разному - меняя движения, их амплитуду, добавляю воду, работаю на почти сухой поверхности, смываю суспензию и варьирую её насыщенность. немного работаю по боковым граням долота, их всё равно невредно зачистить, а по неприработанной поверхности можно почувствовать какие-то нюансы.
Постепенно начинает проявляться некоторая разница в поведении брусков.
Тот, что (А) - при работе на нём, даёт более высокий звук, имеет намёк на чуть менее охотное выделение "вторичной", так сказать, суспензии - когда уже из поверхности камня начинает в таковую выделяться зерно основной фракции. Попутно пробую подушечкой пальца поверхность и сначала, специально работаю на каждом камне, используя только примерно половину рабочей поверхности - сравниваю со второй и пытаюсь оценить разницу между поработавшей и нетронутой поверхностями, и разность их между разными камнями.
Постепенно, появляется ощущение, что брусок (Б) достаточно напитавшийся водой и успевший приработаться, работает чуть-чуть активнее, чуть скорее обновляется зерно, однако, есть нюанс - когда суспензии уже много - она более равномерно "усаживается" в поверхность бруска и он начинает работать чуть глаже и однороднее - в это самое время (напомню, что работаю постоянно меняя бруски и стараюсь всё делать на них одинаково) на бруске (А), зерно в суспензии продолжает более свободно кататься по рабочей поверхности, меньшая доля суспензии усаживается в шероховатость бруска, работа продолжается с прежней интенсивностью, но как будто, дробление зерна в суспензии происходит медленнее.
При проводке по камню инструментом, из него как бы "выдавливается" вода - на бруске (Б) её выделяется больше, чем на (А). По совокупности всех озвученных выше моментов, мне трудно сказать, какой брусок из двух я бы предпочёл - в каждом есть своя "фишка".
Сегодня я продолжил пробы, на том же долоте, предварительно обработав спинку инструмента на кристалоне - требовалось получить заведомо более грубую обработку, и оценить, как 150-е бруски будут справляться с более грубыми рисками от предыдущего абразива. Бруски не успели со вчера как следует просохнуть, потому замачивал всего минуты полторы.
Начал работать - примерно полминуты переменных движений вперёд-назад, с той же амплитудой, направлением и, насколько могу судить, давлением, как и на предыдущем абразиве. Рузультат близок к нулю:

Отсутствует даже "первичная" суспензия. Но, я вполне был к этому готов - и на предыдущем абразиве, и на этих - карбид-кремния, манера работы одна и та же на "стыке" применения брусков - и вот такая картина. Больше или меньше, но необходимое время на приработку при переходе с абразива на абразив есть всегда, и смена направлений работы тут первый помощник. Буквально по пять движений, выполняя "сетку", и пошло дело - опять быстро выделяется суспензия, пошла обработка:

Очень понравилось работать малой амплитудой - суспензия выделяется очень активно, тактильный отклик прирастает информативностью, однако, даже длительная работа на одном участке этих брусков, обоих, практически не отражается на удержании ими формы - я не заметил износа, только лёгенькое изменение шероховатости на разных участках бруска, где как интенсивно поработал.

В плане собственно заточки - мне понравилось - довольно аккуратный для такой зернистости съём. На брусках 150 я обычно либо оставляю при заточке припуск, чтобы выйти на кромку более тонкими абразивами, либо движениями поперёк кромки, чуть притупляю таковую, выравнивая, снимая заусенец. Надо сказать, что суспензии выделяется немало, и она весьма хорошо справляется с заусенцем - не даёт ему вырасти. Тем не менее, в данном случае, я проточил до остроты, а потом провёл поперёк кромки раза три легонько по торцу бруска - чуть под углом, затупил её, затем сделал по одному проходу на зерно со стороны спинки и со стороны фаски - сделав макрофото (масштаб съёмки 8:1, кроп, фото кликабельно), так очень хорошо видно и поверхность фасок, и как бы " в разрезе" степень их однородности и глубины рисок, а также заметить, как в принципе тут идёт образование заусенца - "выступы" по краям среза с кромки - ни что иное, как следствие последних двух проходов каждой стороной на зерно:

Ну и, напоследок, макрофото поверхности одного из брусков (масштаб съёмки также 8:1) и кроп с него:

Бруски мне понравились оба. Брусок (А) я бы скорее использовал там, где надо как можно аккуратнее и дозированнее выполнять этап грубой заточки, брусок (Б) - по-моему лучше подойдёт для бОльшей площади - например обработка спинки стамески. На это пока пробы "в первом касании" - необходимо продолжить с другими сталями и инструментами, иными углами заточки.
Спасибо, Ярослав! Как всегда очень красиво. В ранних обсуждениях было мнение, что для обдирочника КК заведомо хуже электрокорунда. Интересно твоё мнение - если сравнивать эти камни с белыми обдирочниками, какие отличия, плюсы, минусы. Имеет право на существование грубый камень из КК?
Смотря для каких сталей, в общем-то.. Но от остальных факторов, помимо зерна так много зависит.. я бы сказал, что необходимы "в арсенале" и те и другие.
Что помягче или, точнее, повязче - электрокорунд обычно в выигрыше. Карбид-кремния зато проявляет себя во всей красе по высоколегированным сталям в первую очередь, в т.ч. по быстрорезам и высокованадиевым порошкам.
Не только имеет право, но очень и очень нужен. Для карбид-кремниевые бруски - основная и замечательная альтернатива алмазным брускам.
Я вот вовсю пользуюсь линейкой кристалонов от нортон, и в т.ч. и по обычным инструментальным углеродкам типа у8. Иногда и корундовые индиа беру - для столярного инструмента у меня нортоновские масляные бруски, используемые иногда с водой, используются практически в равной интенсивности - и корундовые и карбид-кремниевые.
Из водных же, Ваши бруски из карбида-кремния мне более всего понравились тем, что при активном выделении суспензии - остаются по ощущениям "твёрдыми" и прекрасно держат форму, в отличие от любых именно водных карбид-кремниевых обдирочников, что мне ранее попадались. Они не показались мне рекордсменами по скорости съёма, но я и работал с большим пятном контакта и по достаточно вязкой углеродке. Зато удержание формы, плотность и однородность именно этих 150-х брусков, мне очень понравилась - думаю, что по ножам и вообще по узким фаскам - они окажутся ещё интереснее.
Спасибо большое!
Вот попробовал сейчас на скорую руку, ободрать нож из Elmax - вот тут скорость и агрессивность бруска себя начинает показывать:

Аналогичный корундовый тут за ним не угонится, по-моему.
Хорошо, в феврале камни 150 "Б" - те, что помягче будут у Рубанков в магазине.
Интересно, для такого грубого зерна, как будет работать тот же камень но на черном карбиде кремния? Спрашиваю на основе своего опыта использования бруска 150 купленном в рубанках летом...
Использовал для тяжелых работ по небольшой плоскости и с довольно большим нажимом, абразив довольно быстро разрушается выделяя много суспензии. Для грубой обдирки, мне это нравится, но приходится частенько подравнивать брусок. Буквально после каждой заточки. Именно эта особенность отодвинула мое использование бруска на вторичные операции, например скруглить фаски на новых брусках, изменить геометрию без необходимости выдерживания плоскости, подровнять плоскость других брусков итд. Для точных операций использую грубый кристалон.
ps. Возможно, я просто не умею его готовить...
Видимо дело в стали, площади контакта и манере работы. Много столяров наоборот, признали брусок слишком твёрдым, отчего и родился этот новый. Над кристалонами работаем сей час в сотрудничестве с Андреем Соколовым. Пару месяцев понадобится.
На ручной заточке, впрочем, как и на широком ряде станочных работ, разница между КЗ и КЧ практически незначительна. Отличаются содержанием примесей, КЧ менее хрупок, но это всё равно карбид кремния.
На мой взгляд, черный во много раз менее хрупкий...
Да, наверняка такой взгляд на ваш брусок только из за недостатка моей компетенции работ с водными камнями. Мне всегда были ближе масляные бруски. Меньше слякоти и на первых порах, вроде, меньше грязи. Это уже потом стало понятно, что грязи везде одинаково, только с маслом она сложнее отмывается
Про черный КК я завел разговор поскольку столкнулся с бруском от завода Труд Вача. Ужасный по исполнению брусок - зерно с одной стороны сыпется, а с обратной держится намертво. Но зерно практически не дробится. Возможно это другая крайность. Потому и задал вопрос. Я отлично понимаю, что дробление зерна хорошо - получаем новые режущие грани. Но возможно это не нужно настолько активно? Я не знаю какой КК находится в кристалоне, но зерно там точно более крепкое - дробится меньше...
Присмотрюсь завтра, хотя качество зерна, которое мы используем (монополист в России Волжский Абразивный Завод собственник индийская компания КУМИ) сильно отличается партия от партии. Дело в том, что при плавке КК вокруг качественного слоя кристаллов остаётся аморф (недоплавленный КК), сортируется плавка вручную. Могут попадать и аморфные зёрна. Насколько возможно, мы избегаем этого, но не исключено, что импортное зерно лучшего качества.
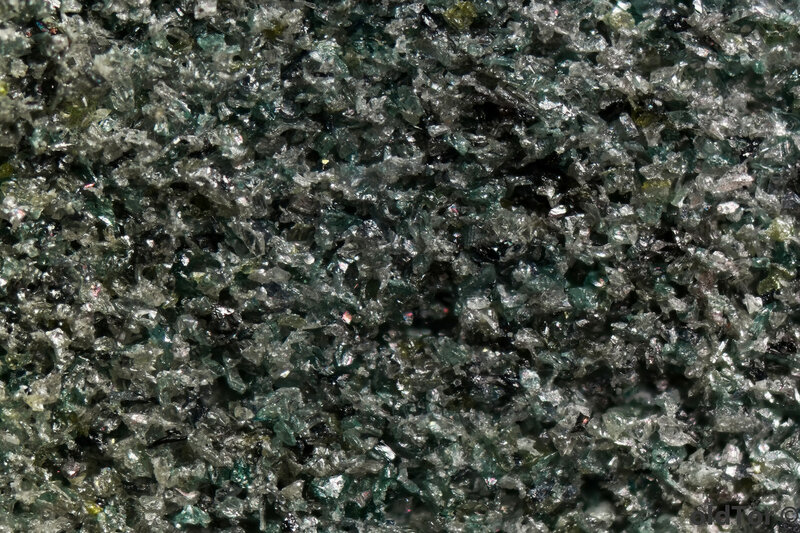
quote:Изначально написано Евгений_Е:
... Я не знаю какой КК находится в кристалоне, но зерно там точно более крепкое - дробится меньше...
В кристалонах зелёный КК - вот макро coarse:

насчёт дробления - да, есть такое, но я всегда связывал это с тем, что кристалоны, как масляные, имеют отличия в связке. Хотя в таком увеличении камень и напоминает решето, но тем не менее - кое-что видно. Лично мне, долго крутя под микроскопом, стало казаться, что как будто каждое зёрнышко как будто бы покрыто наплывшей на него некоей оплавленной массой, как плёнкой. Если догадка верна - то может в этом причина, что зерно меньше дробится в них и выделяется в суспензию...
Вот для сравнения fine:

Ещё соображение - у кристалона, как будто бы зёрна в массе своей более округлые, а у обсуждаемых брусков 150-х, как будто более продолговатые - может их чуть по-разному получают или обрабатывают.
Логично, что более продолговатое, ломается легче и с него охотнее облетают частицы в "первичную суспензию".
Мне понравилось как выделяется суспензия с 150-х брусков, единственно, что получить возможность поработать чуть подольше на чистом бруске в окончании этапа работы, можно только если и существенно снизить давление и работать на бруске, как следует пропитанном водой - больше, чем достаточно для работы "как обычно" - не знаю как это происходит, но в один день мне не удалось поработать на чистом, чтобы суспензия хоть полминутки не выделялась вовсе, а на следующий, на том же инструменте и в том же режиме работы - удалось. Но камень был непросохший и сырой ещё с предыдущего дня, а я ему ещё водички добавил. Хотя в работе в начале вечера, бруски вели себя также как и накануне.
Но я не утверждаю категорически что дело в насыщении бруска водой - может ошибаюсь, просто это единственное пришедшее в голову объяснение.
Возвращаясь к прошлой версии 150 камня, снятого с продажи в магазине Рубанков: 40 камней есть у Гриндермана, в магазин товар пока не выложен, но заказать можно - 70х20х200 C-150-K.
Сегодня опробовал присланные мне на тест новые 150-е камни.
Они ждали меня давно, но забрать смог их только вчера (новогодние праздники, моя длительная командировка).
Главным условием теста было то, что я не должен был связываться с теми кто их уже опробовал до меня. Я несколько нарушил это правило, но не значительно. Созвонившись с Ярославом по другому вопросу разговор невзначай зашёл в том числе и про эти камни, но моя голова была забита проблемами на работе, и я не внимательно слушал его отзывы об этих камнях отдыхая в командировке от заточки и от камней в том числе (Ярослав, извини, но это так).
Теперь, после работы на этих камнях, внимательно всё прочитав и посмотрев, есть собственное мнение.
Начну свой отзыв с цитат Ярослава, продолжив его слова об этих камнях, но прежде хочу ответить на его вопрос по телефону.
Ярослав, эти два образца - новые камни. Старого среди них нет.
quote:Originally posted by oldTor:
Замачивание брусков вполне привычное:
Я заметил разницу. Вариант "А" значительно дольше "пускал пузыри" в отличии от варианта "Б". Это говорит о том что связка разная. Замачивать камни лучше не до исчезновения пузырьков, а немного дольше. Примерно десять минут, так они работают лучше. Это я знаю по предыдущим камням. Попробовал и на этих.
quote:Originally posted by oldTor:
Пока что разница не особо заметна - суспензия выделяется быстро, можно сказать одинаково, та, что я называю "первичная" - пока не похоже на появление в ней зёрен основной фракции - больше похоже на откалывающиеся от зерна частицы
Суспензия на образце "А" выделяется не охотно в отличии от образца "Б".
На образце "А" её образуется не так много чтобы смывать излишек. Скорее нужно будет увлажнить камень. На образце "Б" она образуется почти сразу после начала работы, но не могу сказать что она слишком избыточна.
Есть неоднородность связки на обоих образцах. На образце "А" это примерно середина камня на одной стороне. То есть одна половина камня на одной стороне работает грубее другой, и при этом суспензия выделяется больше. Перевернув камень на другую сторону такой разницы не заметил. Вся поверхность камня была однородной.
На образце "Б" было тоже самое. Одна сторона однородна по связке, на второй заметил разницу.
Эта разница, кстати, есть и на моём Shapton Kuromaku 120, поэтому ничего страшного в этом нет.
quote:Originally posted by oldTor:
Не обнаружив явной разницы в брусках сходу, начинаю пробовать по-разному - меняя движения, их амплитуду, добавляю воду, работаю на почти сухой поверхности, смываю суспензию и варьирую её насыщенность. немного работаю по боковым граням долота, их всё равно невредно зачистить, а по неприработанной поверхности можно почувствовать какие-то нюансы.
Разница ощущается когда работаешь по большой плоскости. В моём случае это стамеска шириной 45 мм., которой требовалось выровнять рабочую плоскость ("спинку", "лицо"). Вариант "А" значительно проигрывает по скорости съёма по сравнению с "Б", но при этом и не так сильно заваливает плоскость стамески из-за меньшего количества суспензии. Словом, эти два камня очень дополняют друг друга.
quote:Originally posted by oldTor:
По совокупности всех озвученных выше моментов, мне трудно сказать, какой брусок из двух я бы предпочёл - в каждом есть своя "фишка".
Это точно! Я бы предпочёл иметь у себя два этих камня.
Максим, по этой причине рекомендую тебе не сбрасывать со счетов вариант "А"!
Как я уже сказал ранее, они дополняют друг друга, но например для узкого инструмента, или если мне важна ровная плоскость того что затачиваю, я предпочту вариант "А", для широкого инструмента, или для производительности работы - вариант "Б". Да и у Ярослава почти такое же мнение (цитата ниже). Сейчас я говорю не только про свой инструмент, но и про ножи. Недавно мне довелось полностью выравнивать спуски на ноже из 440С. Вот где бы пригодились эти камешки, а главное какой бы был хороший тест, но пока то что есть.
quote:Originally posted by oldTor:
Бруски мне понравились оба. Брусок (А) я бы скорее использовал там, где надо как можно аккуратнее и дозированнее выполнять этап грубой заточки, брусок (Б) - по-моему лучше подойдёт для бОльшей площади - например обработка спинки стамески.
Что ещё хочу отметить.
Камни готовы к работе. Их не нужно выравнивать и снимать панцирь.
Плоскость идеальна, имеется небольшой просвет поперёк камня по краям (это не плохо), вдоль камня просвета от лекальной линейки нет.
Панциря нет.
Камни долго остаются мокрыми.
Про износ пока рано говорить, но их пока не нужно выравнивать после получаса работы на каждом камне.
Если ещё что замечу, о чём забыл сказать или если будет что дополнить, то отпишусь в этой теме.
quote:Originally posted by Евгений_Е:
Про черный КК я завел разговор поскольку столкнулся с бруском от завода Труд Вача. Ужасный по исполнению брусок - зерно с одной стороны сыпется, а с обратной держится намертво. Но зерно практически не дробится. Возможно это другая крайность.
Этот брусок (если мы конечно говорим об одном и том же), работает вообще без СОЖ (вода, масло), то есть на сухую, а чёрная сторона там просто не работает. Не знаю уж из-за чего. Связка в нём магнезиальная, по хорошему должен работать, но не хочет.
Все грубые абразивы для ручной заточки я видел только из зелёного КК, наверное не спроста(?). Хотя нет, был Суэхиро 80 из чёрного КК, но он сыпался так, что о плоскости на этом камне и речи быть не может.
Андрей, большое спасибо за информацию! Присмотрюсь к моментам, которые сам не заметил, тем более что вот как раз мне скоро предстоит восстанавливать стамеску 30мм.!
По замачиванию - странно - у меня бруски одновременно перестали пузыриться - разность буквально несколько секунд, но зато Б давал более интенсивные пузыри в самом начале замачивания. Но пока я доставал фотокамеру - эффект уже пропал, и я подумал что это несущественно, раз в остальном они замачивались, как мне показалось, вполне подобно.
Тоже присмотрюсь повнимательнее к этому моменту.
С уважением, Ярослав.
Спасибо! Мои проблемы и недовольство бруском, были из-за отсутствия навыков их использования. Почитав тесты, я понял свои ошибки...
quote:Originally posted by Евгений_Е:
Спрашиваю на основе своего опыта использования бруска 150 купленном в рубанках летом...
Использовал для тяжелых работ по небольшой плоскости и с довольно большим нажимом, абразив довольно быстро разрушается выделяя много суспензии.
Евгений, если на Вашем камне выделялось много суспензии, значит он был не твёрдым в своей связке с абразивом. Это удивительно, потому что все предыдущие камни, за исключением самых первых (опытных образцов) с таким зерном, были твёрдыми, и суспензию камня не выделяли при работе на них. Их абразивность была равна нулю. Поэтому и моё удивление.
По Вашему профилю заполненному на этом сайте, я вижу что Вы живёте в Москве.
Могу дать на тест новые 150-е камни.
При положительном ответе, дальнейшая связь через почту (она есть в моём профиле) или личку, чтобы не засорять тему.
Теперь продолжу начатый вчера отзыв.
Начал с замачивания камней.
Образец "Б" дольше пузырил. Видимо лучше подсох со вчерашнего вечера, потому как не столь твёрдый в связке.
Сегодня получилось поработать на камнях подольше, примерно по часу на каждом. Начал с образца "Б" потому, что он действительно более производителен. Довольно быстро удалось закончить выравнивать рабочую плоскость стамески, поэтому перешёл на обратную (не рабочую) плоскость.
Этого в принципе не нужно, или не обязательно делать, но я это делаю почти на всех стамесках которые восстанавливаю, да и лишняя работа не помешает для теста камней. Как я и говорил вчера, суспензия камня выделялась охотно, не могу сказать что очень обильно, наверное меньше чем от "рубанковского" 360, который мне нравится за свою резучесть-агрессивность.
Мне показалось что образец "Б" лучше держит плоскость по сравнению с 360-м.
Грязи было не много, мне даже не пришлось сливать грязь из подставки, сделал это в конце работы.
Суспензия на камне была постоянной плёнкой, не жирной, а именно той которая нужна для работы, как только чувствовал что её можно бы и разбавить, но немного воды, и она уже жиденькая.
На фото ниже, приведу два камня в конце работы на них. Слева образец "Б", справа образец "А". Это для удобства сравнения.


На фото видно что суспензия на образце "Б" (слева) ровным слоем покрывает весь камень. На образце "А" (справа) она размыта водой. На образце "А" иногда пробивалась серая грязь на камне. Это говорит о том, что суспензии камня было не много. Ну и после работы, когда сливал воду из подставки для камней, то от образца "Б" измельчённого абразива на дне было больше чем от образца "А".
Образец "А" проявил некоторые огрехи в выравнивании плоскости стамески на образце "Б". Не могу сказать что существенные, просто увидел небольшие не проточенные места. Ну и плоскость он конечно держит в лучше не в ущерб абразивности, но в ущерб скорости. Собственно я сегодня и подтвердил свои вчерашние, первые впечатления об этих камнях.
После того как закончил работу, камни помыл, вытер насухо.
Наступил волнительный момент проверить плоскость.
Образец "Б" сносился. Вдоль камня получился бугор. Да, я не оговорился, именно бугор. Дело в том, что на обоих камнях я работал на той стороне, которая мне вчера показалась не однородной по связке, и я её пометил маркером с торца камня. Неоднородность связки как раз и провоцировала меня работать на той стороне которая и по звуку, и по отклику была более агрессивной. Старался работать одинаково, но видимо или я переусердствовал, или всё же я старался работать по всей плоскости (не исключаю человеческий фактор), но не получилось. Итог - есть бугор вдоль камня, но очень не значительный. Поперёк камня - плоскость. Для слишком требовательных пользователей возможно и потребуется выравнивание, но учитывая что этот камень обдирочный, я пока воздержусь. Хотя наверное в ближайшие дни всё же сделаю попытку подровнять камни, интересно что выйдет в итоге.
Вариант "А" по прежнему не требует выравнивания. Каких либо изменений плоскости я не заметил.
В заключении, на сегодня, ещё одно замечание после работы.
Камни немного подсохли, и в отличии от того какими они были до ...., и стали после ....
На фото опять не в алфавитном порядке, а в том порядке как я на них работал.
Слева - вариант "Б", справа - Вариант "А".

На фото (даже на таком), видно что камень справа изменился в окрасе, он порыжел. Это снятый металл оставшийся в порах камня, что говорит о том, что он более твёрдый. Если посмотреть под углом к источнику света (примерно как при доводке арканзасов на наличие рисок), то видны отблески лампы. Сфотографировать этот эффект мне не удалось, но вот фото поближе.

Эти блёстки и есть то отражение света на плоскости камня.
Максим, твои опыты были не напрасны! Ещё раз повторюсь, не исключай вариант "А". Эти камни могут продаваться как разные по связке и назначению.
quote:Originally posted by yemz:
Могу дать на тест новые 150-е камни.
Огромное спасибо, но пока откажусь. Не до тестов пока...
quote:Изначально написано yemz:
Максим, твои опыты были не напрасны! Ещё раз повторюсь, не исключай вариант "А". Эти камни могут продаваться как разные по связке и назначению.
Спасибо, Андрей. Уже несколько камней "побочных" получилось. Рубанки, например, не хотят расширять номенклатуру. Думаю делать свой магазин с расширенной линейкой. Проблема, что по одному камню не выгодно торговать, по первым оценкам, хотя бы по три штуки в руки. Будем стараться довести тесты, что бы каждый смог подобрать себе набор с нужными свойствами. Пока своими силами не выходит - много работы по освоению промышленных инструментов. Очень бы пригодилась помощь сообщества. Мы бы могли отладить веер разных материалов/зернистостей/свойств, если бы нашлась группа экспертов, готовых давать методично обратную связь, дело бы пошло.
Не мне учить Вас, но ,может быть, имеет смысл обратить внимание на небольшие интернет магазины, специализирующиеся на около ножевой тематике и средствах заточки? Они бы и брали не по одному камню и реклама типа сарафанного радио. Не все же на Ганзе зарегистрированы и имеют доступ к информации о вашем предприятии
Благодарю за совет, но речь об отработке свойств. Зернистостей: 220,320,400,500,600,800,1000 (7 шт), материалов: КК,ОА (2 шт), твёрдости: I,J,K,L,M,N,O (7 шт), структуры: 4,5,6,7,8,9,10 (7 шт), марки связок: у нас пока 3 принципиально разных связки. Итого, квадратно-гнездовым методом 7х2х7х7х3=2058 характеристик, и каждая из них для чего-то хороша. Нужно тестить, выбирать для каждой области свою.
С ума сойти! Это же на годы работы, даже если целенаправленно только этим заниматься.
Максим, я готов в принципе заняться, пока есть огромный интерес, и сейчас решаю вопрос с микросьемкой, если решу, то точно буду готов.
Зернистостей, думаю, достаточно по FEPA-F 220 320 500 1000 для начала.
Причём F500 и F1000 камней, что примерно соответствует JIS 1000 и 3000, я уже много перепробовал, и в обиходе их несколько разных - есть с чем сравнивать.
Из 220 и 320 использую только Шептон 220 и Чосера 400, как то я на них остановился и других не ищу.
Из сталей есть углеродка типа У8 разных видов, Широгами ламинат, Сандвик 12с27, AUS-8, VG-10, скоро будет ZDP-189 ламинат, мехпила и х.з. что ещё, если поискать, то есть на чем тестировать найдётся.
quote:Originally posted by Komimort:
С ума сойти! Это же на годы работы, даже если целенаправленно только этим заниматься.
разумеется, что нет.
для поиска на конечном упорядоченном множестве надо взять сначала краевые значения, затем методом половинного деления плясать от них.
За счёт этого не "протыкивая" всё множество можно на небольшое число испытаний найти оптимальный вариант.
Для поиска оптимальной по твердости связки под конкретную задачу этот подход будет работать.
По выбору зерна уже всё более-менее изучено и проверено.
По размеру зерна тоже.
Вдобавок к этому есть масса готовых примеров в виде разнообразных японских камней, продукции типа NORTON и прочей, успевшей себя более-менее хорошо зарекомендовать на практике.
Гораздо более сложная и непредсказуемая вещь сейчас --- это рынок ( спрос, коньюктура ) и экономическая ситуация в стране.
А с техническими то задачами мы уж точно справимся.
Я конечно утрирую про годы, тем более, что некоторые комбинации уже опробованы, а другие можно угадать, анализируя уже имеющиеся на рынке аналоги.
А вот сбыт - это отдельная тема. В наше время качество товара не может гарантировать его продажи.
По-хорошему нужно войти в какую-то сеть с ограниченным, но функциональным ассортиментом, причём необязательно высшей категории, но недорогим и понятным. Например небольшими двухсторонними камнями или наборами из 2-3 камней с узнаваемым именем, плюс интернет-магазин с расширенным ассортиментом. Это даст приток средств и потребителей, на котором можно будет развивать тему и в глубь и в ширь.
Сети - это великая сила. В сетях продаётся даже то, что в обычных условиях вообще нормальному человеку не нужно.
Но для этого нужен законченный товар с упаковкой, вкладышем, маркетинговыми материалами для продавцов и т.п., т.е. существенные вложения, причём достаточно рискованные (не секрет, что маркетинговый бюджет проще попилить, чем освоить).
Нужны выходы на скобяные оптовые рынки, ведь кто-то возит китайские ножи и трамонтины контейнерами, значит есть места, где можно поймать розничных торговцев.
В общем, как говорит теория управления проектами - технические вопросы, как правило, решаемы. Чаще всего проекты проваливаются по организационным проблемам.
quote:Originally posted by Komimort:
Но для этого нужен законченный товар с упаковкой, вкладышем, маркетинговыми материалами для продавцов и т.п.
дело хорошее, кто бы занялся. мы можем делать брусок, Вы - упаковку и продвижение в сети. всё решается.
Насчёт тестов - добро пожаловать в команду. пиши в личку предпочтения по размеру-характеристики, вышлю.
Если браться за тесты, хорошо бы согласовать методики, термины, шкалы. Уже не раз поднималась эта тема:
forummessage/224/17
forummessage/224/17
forummessage/224/17
Очевидно, что для грубых и средних, тонких и доводочных камней критерии и методики должны быть отличны. О группах сталей, площади контакта, усилии, СОЖ, и прочем, дискуссию имеет смысл продолжить.
У меня есть возможность организовать на сайте раздел - базу данных, куда зарегистрированные пользователи смогут добавлять свои наблюдения.
Результат - то о чём давно идёт речь, база "камень + железка + нюанс = результат". Если за дело организованно взяться, думаю через обозримый период времени будут удобные результаты.
Над стендом работу буду продолжать тоже.
quote:Originally posted by MSharab:
Результат - то о чём давно идёт речь, база "камень + железка + нюанс = результат". Если за дело организованно взяться, думаю через обозримый период времени будут удобные результаты.
Появилась интересная идея:
Стоит стандартизировать требования для простейшей железки, на которой можно тестировать камень. Это позволит организовать продажу таких тестовых наборов "Протестируй свой камень на кухне".
Как я понимаю, совсем не обязательно тестировать на рабочих инструментах, достаточно квадратика дюймового размера или около того. Набор из трех - пяти таких "пятаков" будет стоить вполне разумные деньги. Повторять или выполнять тесты без станков, а вручную, появится у самого широкого круга участников. Заодно, у самого широкого круга появится возможность попробовать свои силы в работе с разными сталями до покупки дорогих клинков...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Ответил в другой теме и предлагаю продолжить обсуждение методик тестирования здесь:
Продолжил тест камней.
В качестве "подопытного" была выбрана стамеска Stanley Everlast 12мм..
Решил заточить фаску с выходом на РК, и посмотреть что будет.

Что за сталь - не знаю. Знаю только что это второй патент 1908-1915 года выпуска.
Фаска была заточена на станке, при чём на боковой части камня.
Это не моя заточка, а предыдущего пользователя.


Для начала попробовал затачивать на "образце Б", и сразу выявились огреха предыдущей заточки.

Потом попробовал конечно и на "образце А".
Нужно сказать, что суспензия на обоих камнях выделялась быстро и обильно.
Сказывалась малая площадь контакта затачиваемого инструмента с камнем.
Слева "А", справа "Б".


Нужно обязательно сказать, что на фото такое количество суспензии скорее для наглядности сколько её может быть, и чего желательно не допускать.
Заметил особенность на обоих камнях, что при избытке суспензии камень начинает заваливать плоскость фаски по углам, и звук меняется на громкий. Съём металла при этом не скажу что увеличивается, а под фаской появляется такое ощущение что работаешь по песку, а не по плоскости камня. Поэтому смывайте почаще поверхность камня.
После "образца Б" линия РК имела небольшую дугу.
Не стал до конца выводить правый угол оставив его для другого камня, который твёрже по связке.

Перейдя на "образец А" довёл фаску убрав не проточенный угол.
Заусенец на обратной стороне был, но не скажу что большой.
После масляных камней NORTON он намного больше.

В заключении проверил всю работу этих камней на камушке с меньшим абразивом и из оксида алюминия.

Незначительные завалы линии РК имелись, но не существенные. Они легко убрались минут за пять.
Ну и конечно как всегда, я контролирую сам процесс с помощью мерительного инструмента. Маленький лекальный угольник, проверяю угол не снимая с приспособы.

На сегодня вывод такой, при одинаковой производительности камней на малой ширине стамески "образец А" менее склонен к заваливанию линии РК по углам.
Лишний раз подтвердил своё мнение что стамески до 12-14 мм. шириной можно перетачивать не используя заточные станки.
P.S.
Времени потратил минут 20-30. Это чистого времени, не считая подготовку (замачивание-промывку) камней, саму съёмку, и бытовые-семейные трудности которые отвлекали и мешали позволяя делать всё в перерывах.
Красиво получилось. Интересно сравнение с другими обдирочниками.
Да, Андрей, теоретически, можно поработать над суспензией - что бы не так активно выделялась, нужно?
quote:Originally posted by MSharab:
Интересно сравнение с другими обдирочниками.
Могу сравнить только с Shapton Kuromaku 120, но это другой абразив, и другая цена.
Скажу немного уклончиво.
Меня эти камни вполне устраивают именно в спарке. Если бы такие камни были у меня, то я вряд ли бы стал покупать Shapton. Теперь имея и то, и другое, я не откажусь от обладания ими. Сделать выбор предпочитая что либо одно сложно. Я не знаю больше обдирочных камней из КК которые были бы производительные и не сильно стачивались при этом.
quote:Originally posted by MSharab:Да, Андрей, теоретически, можно поработать над суспензией - что бы не так активно выделялась, нужно?
Меня это не напрягает. Я думаю что если ты начнёшь работать над суспензией, то это опять приведёт к повышенной твёрдости камня, и потере производительности.
В ближайшее время хочу подровнять камни и посмотреть на сколько сильно они просели.
Решил не откладывать в долгий ящик выравнивание камней. Тем более что проверив их когда они подсохли увидел что уже пора.
Нанёс карандашную сетку.

Притир из стекла 200х100х12.
Порошок КК F120.

Через пять секунд работы на каждом камне, видны небольшие ямки в середине.

В итоге, через минуту камни ровные. Достаточно одной порции порошка.
Окончательная проверка, не доверяя притиру и рукам, с помощью лекальной линейки 200 мм., предварительно вытерев камни тряпкой насухо.

Андрей, спасибо большое за информацию и обзор!
Я эти бруски уже подровнял тоже, но даже не брал порошок - просто по матированному калёному стеклу поработал примерно минуты по 2,5 на каждый. Медленнее, конечно, чем на порошке, но некритично.
quote:Originally posted by oldTor:Я эти бруски уже подровнял тоже, но даже не брал порошок - просто по матированному калёному стеклу поработал примерно минуты по 2,5 на каждый. Медленнее, конечно, чем на порошке, но некритично.
Конечно не критично. Тем более если взять за правило почаще их ровнять во время долгой работы, то такой метод даже удобнее чем с порошком.
P.S.
Подкорректировал своё сообщение по заточке стамески.
Первоначально она была заточена не мной, такой досталась при покупке.
Удивился, я думал, что один такой - часто использую маленькие стеклянные притиры. Везде советуют большие, но на маленьком можно оперативно, практически во время заточки...
Спасибо
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by Евгений_Е:
Удивился, я думал, что один такой - часто использую маленькие стеклянные притиры. Везде советуют большие, но на маленьком можно оперативно, практически во время заточки...
В теме про выравнивание камней я об этом говорил, хотя могу и ошибаться.
Позволю себе немного оторваться от названия темы чтобы ответить.
Хотя ответ может быть актуальным и для камней о которых тема.
Маленькие притиры меньше изнашиваются, и их проще ровнять если они из гранита например. Это факт который я проверил временем. Экспериментируя с различными размерами притиров, я выбрал для грубых порошков именно этот размер (200х100), для тонких порошков размер притира немного больше - 280 (250)х150. Ещё один плюс таких размеров, это компактность на рабочем столе во время заточки, ну и для хранения малые размеры притира не будут лишними.
Пришёл к этому когда у меня были в полном комплекте "рубанковские" камни, и я ими активно пользовался. Я их ровнял камнем 150 (старый) который только и годился для этого. От него и оттолкнулся когда выбирал размер минимального притира, ну и размеры алмазных пластин для выравнивания камней тоже учитывал.
Я читал отзывы многих людей к мнению которых прислушиваюсь, и уважаю их доводы в пользу притиров больших размеров, но со своим упрямством сделал для себя комплект притиров малого размера. Все большие притиры пораздавал (о чём не жалею со временем), предварительно выровняв их.
Надеюсь не сильно отвлёкся от темы.
Для выравнивания синтетиков тоже часто пользуюсь твердыми камнями из чёрного и зелёного КК размером 200х120, причём скорее всего этого же завода Инф-абразив, так как приехали из Волгограда.
Они друг друга дополняют. Чёрный быстро пригладился но форму держит, а зелёный наоборот - работает быстрее и тоньше, но его приходится часто ровнять. Правда если из черного выпадают зерна, то это ахтунг.
А стёкла использую А4 форматом, просто есть подходящая деревянная коробка.
quote:Originally posted by yemz:
Меня эти камни вполне устраивают именно в спарке. Если бы такие камни были у меня, то я вряд ли бы стал покупать Shapton. Теперь имея и то, и другое, я не откажусь от обладания ими. Сделать выбор предпочитая что либо одно сложно. Я не знаю больше обдирочных камней из КК которые были бы производительные и не сильно стачивались при этом.
Сегодня выводил спинку 25 стамески попеременно на куромаку-120 и 150-рубанков. Полностью соглашусь - ощущения разные, и каждое приятно по своему. Спасибо за отчёт. Может 2000 есть желание испытать?
quote:Originally posted by MSharab:
Может 2000 есть желание испытать?
После подробного отчёта Ярослава даже и не знаю что добавить смогу.
quote:Originally posted by MSharab:Наша "Куромаку" выйдет 23 февраля. Уже приблизились.
А вот это действительно интересно, и отрадно что все потуги были не напрасны. Впрочем, не буду заранее делать выводы.
Максим, недавно прочитал на "Мастеровом" что скоро появятся новые камни 150, http://forum.woodtools.ru/inde...0684#msg1360684 . Очень рад этому, тем более что многим этот камень будет интересен. По твоим тестам что в нём будет от образца "А", и что от образца "Б"?
Да, до появления на полках осталась неделя. По работе представителя серийной партии - это "Б", но чуть лучше держит плоскость, суспензия поменьше идёт, но идёт, хватает.
Сделали образцы более мягкого варианта A 320 SL в размере 50х12х150. На всех не хватит, всего 3 шт. Прошу отозваться, кому слать. Кому достанется провести тесты - доверяю проведению (кто первый напишет). Пишу в теме, что бы не обидеть никого из озвучивших намерение принять участие в общей работе. В конце концов, это не последние образцы.
Мне слать
)Я обещался с предыдущим сравнить
Тоже хочу поучаствовать, на днях получил А320SO - будет с чем сравнить.
Кому третий?
quote:Originally posted by MSharab:
Кому третий?
Мне.
Хорошо, заодно верну камни.
quote:Originally posted by MSharab:
Хорошо, заодно верну камни.
Максим, я не тороплю тебя.
Прекрасно обхожусь без них.
Будет лучше, если ты сравнишь то что получилось, с тем что есть.
Если конечно они больше не нужны для опытов, тогда - да.
Для меня важен результат, и это сейчас главное.
Ещё раз повторюсь.
Торопиться не нужно!!!
Максим, а рубанковские 800 и 2000 отличаются от 500LC и 1000KC от Гриндермана?
А у камней Гриндермана 500 и 600 связка по твердости одинаковая?
Да, камни Рубанков мягче Гриндермана на 2 степени (т.е. существенно).
А 500LC и 600LC отличаются только зернистостью (твёрдость L у обоих).
quote:Изначально написано MSharab:
Да, камни Рубанков мягче Гриндермана на 2 степени (т.е. существенно).
А 500LC и 600LC отличаются только зернистостью (твёрдость L у обоих).
Понравились мне камни 500LC и 1000KC, твердость в самый раз. Я бы сказал, что для инструмента такая твердость даже предпочтительней. Для ножей можно было бы помягче. Не знаю, почему решили эти камни Андрею отдать, а не рубанкам.
Вот тут пример, где они пригодились: http://knives-n-stones.ru/inde...%BE%D1%81%D0%B0
Попробовал так же на обычной нерже и m390 - результат однозначно хороший. По m390 еще будет обзор. Тяжко и медленно пока получается не забывать фотки делать в процессе.
quote:Originally posted by Komimort:
Не знаю, почему решили эти камни Андрею отдать, а не рубанкам.
Андрей Петров и Сергей Гололобов сами устанавливают требования к своим линейкам - размер, зернистость, твёрдость для каждого камня. По камням Гриндермана хорошо бы его самого спросить, почему он так считает.
Рад, что камни понравились.
quote:Изначально написано yemz:
Продолжил тест камней.
В качестве "подопытного" была выбрана стамеска Stanley Everlast 12мм..
Решил заточить фаску с выходом на РК, и посмотреть что будет.Что за сталь - не знаю. Знаю только что это второй патент 1908-1915 года выпуска.
Фаска была заточена на станке, при чём на боковой части камня.
Это не моя заточка, а предыдущего пользователя.
Для начала попробовал затачивать на "образце Б", и сразу выявились огреха предыдущей заточки.
Потом попробовал конечно и на "образце А".
Нужно сказать, что суспензия на обоих камнях выделялась быстро и обильно.
Сказывалась малая площадь контакта затачиваемого инструмента с камнем.
Слева "А", справа "Б".
Нужно обязательно сказать, что на фото такое количество суспензии скорее для наглядности сколько её может быть, и чего желательно не допускать.
Заметил особенность на обоих камнях, что при избытке суспензии камень начинает заваливать плоскость фаски по углам, и звук меняется на громкий. Съём металла при этом не скажу что увеличивается, а под фаской появляется такое ощущение что работаешь по песку, а не по плоскости камня. Поэтому смывайте почаще поверхность камня.
После "образца Б" линия РК имела небольшую дугу.
Не стал до конца выводить правый угол оставив его для другого камня, который твёрже по связке.Перейдя на "образец А" довёл фаску убрав не проточенный угол.
Заусенец на обратной стороне был, но не скажу что большой.
После масляных камней NORTON он намного больше.В заключении проверил всю работу этих камней на камушке с меньшим абразивом и из оксида алюминия.
Незначительные завалы линии РК имелись, но не существенные. Они легко убрались минут за пять.
Ну и конечно как всегда, я контролирую сам процесс с помощью мерительного инструмента. Маленький лекальный угольник, проверяю угол не снимая с приспособы.На сегодня вывод такой, при одинаковой производительности камней на малой ширине стамески "образец А" менее склонен к заваливанию линии РК по углам.
Лишний раз подтвердил своё мнение что стамески до 12-14 мм. шириной можно перетачивать не используя заточные станки.P.S.
Времени потратил минут 20-30. Это чистого времени, не считая подготовку (замачивание-промывку) камней, саму съёмку, и бытовые-семейные трудности которые отвлекали и мешали позволяя делать всё в перерывах.
1. Это не заточной станок.
2. Ваше приспособление рассчитано - точнее производителем не рассчитано (нет никакой математики, физики и т.д.) для оттачивания стамесок или еще чего нибудь при таком подходе. Те рычаги (1-го, 2-го и 3-го рода, физика 7 класс) которые оно создает (да еще и под таким углом как на фото), убиваю режущую кромку колоссальными неконтролируемыми силами (давление и т.п.). Вы подули на эту конструкцию - а она в десятки раз увеличило воздействие Вашей силы.
3. Приспособление Веритас это дорого - но сточки зрения механики и биомеханики полная неадекватность (аматорство), поэтому и такие результаты работы на нем у всех.
Интересное видео, интересный и увлеченный мужик. В его навыках не приходится сомневаться.
Вопрос, а почему он при заточке делает такое большое количество движений вдоль кромки, тем более при заточке рубаночной железки.
В заточке рубанка, обычно использую либо движения под 90 гр. к РК, либо, нарушаю традиции, которым меня учил мой дед, точу примерно под 45 гр. Но никогда не точу вдоль рк.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Интересное видео
какое видео? желательно бы ссылочку вставлять или хотябы цитировать часть поста в котором оно выложено,а то непонятненько.
Видео из поста 208, который прямо перед моим.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Приветствую, мужики. Вопрос: имеет ли кто опыт сравнения камней из КК от Инфабразив и веневских алмазов на стадии обдирки? Что шустрее будет?
quote:Что шустрее будет?
КК одназначно.
quote:Видео из поста 208, который прямо перед моим.
теперь понятно, просто на момент написания у меня этот пост невиден был.
Рад представить дополнение белой линейки - 400, 600, 1000 для апекса.
Камни на специальной связке типа N. Партия первая, количество небольшое - 20 шт 1000-ков, 30 шт - 600, 70 шт - 400-х. Следующая партия выйдет через месяц. Камни очень однородные, на нержавейках стоят просто замечательно. Посмотреть здесь: http://www.grinder-man.ru/inde...th=18_45&page=3
1000 и 400 твёрдости L, 600 - твёрдости K. Обратите внимание. Через месяц будет A600NL.
Ранее эти бруски тестировал oldTor - forummessage/224/56
начиная с 205 и далее.
quote:Originally posted by Шмыга1:
КК одназначно.
Не однозначно, по разному бывает! Сильно зависит от стали. По мягкой кухне алмаз может и выиграть...
Но в большинстве случаев, действительно, КК быстрее на обдирке.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Мягкая кухня, ежели из нержи - то её рекомендуется точить на электрокорунде\оксиде алюминия. Да и многих углеродок и не только мягких, тоже самое касается.
Из алмазных брусков нержа любит выдирать зерно и засаливать их очень быстро, к тому же что алмаз, что карбид кремния, оставляют на таких сталях напрочь "рваную" кромку, которую потом довольно муторно выводить в что-то приличное. Да и ОА на слишком твёрдой связке - тоже.
Надо что-то на средне-твёрдой или средне-мягкой.
Кстати, новые бруски апексоидные из оксида алюминия, от ИНФ-абразив, показали прекрасную производительность и создание весьма однородной кромки, на кухонных мягких нержавейках. И не очень мягких тоже.
Для заточки японской аус-8 со снесением микроподвода, выравниванием фасок и нормальной остротой - NA 600 и NA 1000 - справляются очень оперативно и кромка удивительно чистенькая и острая выходит. На трамонтине сенчури, достаточно для той же процедуры NA 1000 - буквально 3 минуты только на этом бруске, и заточка завершена - можно переходить к финишу. Кромка, конечно погрубее и риска глубже, чем на аус-8 выходит, но тоже очень равномерная и однородная.
А "тяжёлой артиллерией" типа алмаза или карбида кремния, на таких сталях по-моему работать - только усложнять себе задачу на последующих, более тонких этапах. Выводить многовато..
Производительность работы - не только эффективное абразивное резание, но и то, какой характер кромки, какую однородность и тонкость таковой получается на конкретной стали.
P.S.
Естественно, если речь о полной переточке с исправлением и выведением геометрии наново, то актуально для начального этапа взять что-то на твёрдой связке - так как, разумеется, создавать геометрию на чём-то что может терять таковую быстрее, чем обрабатываемый клинок - крайне неудобно и нецелесообразно.
Так что удобство и скорость работы, определяет в каждом конкретном случае, тип и вид абразива, но и не в меньшей степени - характеристики связки.
P.P.S.
Я не имею ввиду, что нельзя точить мягкую кухню на алмазах или карбиде кремния - можно. Но это не оптимально в большинстве случаев.
Если придерживаться рамок темы, то я бы сказал, что бруски из карбида кремния, например 400 и 1000, которые я пробовал - для кухни из нержи тоже подходят. 400 быстро, за проходов по пять на сторону может выправить фаску, но с 1000-ником надо быть осторожным - на мягкой стали он может дать избыток суспензии в силу собственной мягкости и рыхлости, и его способность к быстрому обновлению зерна сыграет "не в ту сторону" - можно насажать задиров. Если использовать на приспособе, то вес штанги уже даст избыток давления. В ручном режиме, еле-еле касаясь, невесомо, можно подправить на нём аккуратно кромку мягкого ножа, и смывая суспензию, обновляя СОЖ буквально каждые два прохода.
Т.е. при наличии опыта и понимая - справиться хорошо - можно. Но есть специализированная серия по нержавейке, и с ней, тем более при рассчётном использовании - т.е. на приспособе с подвижным абразивом - куда проще и быстрее получить хороший результат будет по таким сталям.
Ярослав, я с тобой соглашусь лишь отчасти.
Вопрос был про обдирку, на этой стадии нет ещё рк, мы только создаем или меняем форму. Для нерже с Заявленной твердостью 51-52, при выборе между кк и алмазом, я думаю алмаз может оказаться быстрее...
Я пытаюсь сравнить виневский 200/160 160/125 и рубанковский 150. Такую мягкую сталь, грубая сторона алмаза дерет очень быстро, а тонкая подчищает оперативненько. Когда пересводил шеф 55hrc алмазы оказались быстрее на обдирке.
Сейчас, я избавился от полного набора алмазов, оставил только 260/200 для ребер стеклянных притиров. Грубую обдирку делаю на ленте...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Обдирка-обдирке рознь. Если перетачивать на меньший угол и снимать много "мяса" - как вариант, почему бы и нет.
Если обдирка - просто выровнять заводскую заточку, убрать её следы, подровнять фаски - то, как я выше написал уже.
В любом случае, тема-то о конкретных абразивах, и в рамках её, как попробовавший серию NA - я бы её для подобных сталей рекомендовал бы, считаю что она очень удачно под них "заточена".
Иногда и на меньший угол быстро снять "мясцо", вообще проще и быстрее всего, карбид кремниевым бруском с зерном порядка м20, а то и м14 на мягкой связке, но такие гиперчувствительны в давлению, особенно на таких мягких сталях. Зато если с этим справиться - задачу можно решить в считанные минуты, и не прибегая к обдирочным брускам вовсе. Но - ещё пару лет назад я бы, так работая, просто запорол всё дело. Так что тут надо осторожно. И, конечно, это актуально при ручной заточке. Приспособы с подвижным абразивом типа "апекса" - дадут уже из-за штанги избыточное давление, как я уже говорил. Тут надо другой порядок давления и контроля за ним. Зато если уж получается, то это совсем иной порядок скорости работы и количеств задействованных абразивов - время, потраченное на приобретение навыка, считаю, того определённо стоило.
Напросился на на тест A320SL и получил от Максима коробку с камнями
Спасибо большое , во первых мне эти камни очень нравятся , я периодически покупаю у Гриндермана , а во вторых как то так получилось что 1000 ков у меня не было пока - так что все в струю прям..
Теперь время найти довести и потестить. но даже первое впечатление очень положительное ..- геометрия у камней отличная, поверхность однородная как по распределению зерна , таки по цветности, сколов нет..
В общем спасибо ещё раз..
Не вынесла душа поэта
)Быстренько снял фаски , скруглил и слегка на шкурке постеленной на стекло выровнял А320SL
А тут как раз сегодня забрал кухонник из СРМ S90V из бланка уральцев
Попробовал одну сторону сформировать РК на КК F320 - ну там без проблем, а вторую на А320SL- и с удивлением понял что достаточно быстро грызет - я бы сказал с удовольствием , за какие то 5 минут свел РК и даже вытянул приличную такую заусенку( что на порошке меня даже удивило , в очередной раз восхитился термичкой Бурчитая)
Медленнее конечно чем на F320 - но вполне достойно..
обновление тоже в норме
Камень требует замочки мин 5 буквально и пару раз в процесе работы прыснуть из брызгалки
В общем камень понравился в первом приближении
на очереди сравнение с A320SO на разных сталях
![]()
О, поздравляю с классным клинком!
И с абразивами! Очень интересно - я пока не пробовал s90v на A320SO, правда у меня он в формате бланка, пока пробовал только на обычных нержавейках - понравилось.
Спасибо Ярослав! В результате я этот клинок полностью заточил на инфо-абразивовсих синтеткиах - мне понравилось
Кроме гриндермана где еще есть возможность приобрести данные абразивы в виде полноформатных камней?
В Рубанках большие из КК есть
http://rubankov.ru/shop/UID_52..._2007020mm.html
quote:Originally posted by rean81:
Кроме гриндермана где еще есть возможность приобрести данные абразивы в виде полноформатных камней?
quote:Originally posted by aptekar113:
В Рубанках большие из КК есть
http://rubankov.ru/shop/UID_52..._2007020mm.html
не все камни из КК произведённые заводом ИНФ-АБРАЗИВ (Россия) одинаково полезны.
разные серии из того что выпускалось делались на разных связках
отличия между ними очень-очень значительнные...
практически по всем характеристикам.
И цены на полноразмерные камни(те что потоньше) покусываются.Я бы предпочел добавить и приобрести японский камень(что собственно и сделал).
Ну ...например полноразмерные японские камни из КК дороже в разы , а особых преимуществ на обдирке я у них не заметил, да их ещё и поискать надо
А из ОА - все таки камни инф- абразива потверже и поплотнее- ТЕ форму держат лучше .
Я например раздумывал о взятии японского синтетика в районе 400-600 но после того как попробовал эти - передумал - смысла нет ..
риску все равно зачищать полностью, геометрию они держат получше, цена дешевле - так чего "тебе ещё надо сабака.."
Согласен. Мне в целом, для обдирочных работ и надо.
Парочка из оксида алюминия не помешает. Т.к. чаще всего имею дело с простыми сталями невысокой твердости.
quote:Originally posted by aptekar113:
полноразмерные японские камни из КК дороже в разы , а особых преимуществ на обдирке я у них не заметил
мне один из образцов ( брусок на основе КК, получен от Дмитрия Копшука ) произведённых ИНФ-АБРАЗИВ-ом
понравился даже больше, чем японский KING NEO #800
и дело было тут совсем не в цене...
меня удивила (в хорошем смысле) способность камня удерживать поверхность и при этом сохранять стабильно высокую абразивную способность.
В этом он превзошел и китайские LUYU и японские KING NEO.
( про SIGMA POWER не знаю... не сравнивал с ним, так как нет под рукой образца )
Сегодня продолжил тестирование камней - на углеродке У8 - большом шефе ( копия Артельного от Арма)
На фото с A320SLсверху, A320SO снизу..
На простой углеродке разница в работе сразу сильно падает и становится почти незаметной, съем правда выше чем на нержавейке, но и засаливание больше - причем у бруска SL (более мягкого) оно сильнее за счет какой то больше "пористости" что ли, ну и + шлама образуется больше за счет более быстрой выработки - на фото это хорошо видно - черные полосы и это валики из шлама
Естественно параллельно использовался брусок КК F320 - никаких преимуществ на углеродке у него перед брусками ОА нет - более того он им начинает уступать из за быстрой потери геометрии и быстрого накопления шлама на поверхности , засаленности правда практически нет именно из за большей мягкости бруска
![]()
После сведения РК на 320 брусках доводил РК на бруске КК F600 - работает быстро, тонко,хорошо держит геометрию, не засаливается, риску дает щадящую - даже на бритве позволяет вести работы не повреждая РК
а вот 1000 к КА мне не понравился - то ли из него рвет агломераты зерен, то ли само зерно неправильной формы - но под клинком стоит хруст и риска паразитная лезет..хотя брусок был хорошо замочен..
Слегка улучшила ситуацию суспензия фиолетового валлийца, но до хорошего варианта не довела..
Надо попробовать Аото или другую нагурку дающую мягкую истончающуюся суспензию видимо..
Я например раздумывал о взятии японского синтетика в районе 400-600 но после того как попробовал эти - передумал - смысла нет ..
риску все равно зачищать полностью, геометрию они держат получше, цена дешевле - так чего "тебе ещё надо сабака.."
2 aptekar113
поэтому в скобках я уточнил - те что потоньше(в смысле зернистости). А так это просто мое мнение - имею право =)
Дык никто против вашего мнения не возражает
)quote:Изначально написано aptekar113:
а вот 1000 к КА мне не понравился - то ли из него рвет агломераты зерен, то ли само зерно неправильной формы - но под клинком стоит хруст и риска паразитная лезет..хотя брусок был хорошо замочен..
Слегка улучшила ситуацию суспензия фиолетового валлийца, но до хорошего варианта не довела..
Надо попробовать Аото или другую нагурку дающую мягкую истончающуюся суспензию видимо..
Я пробовал 1000-ник и рубанковский для столярного инструмента и гриндермановский в виде бланка, оба из КК.
Для столярного инструмента хорошо, а вот для ножей оба слишком рыхлы, и да - хруст под фаской бывает. Иногда встречаются как будто бы вкрапления - типа того что я показывал в 2000-нике, только более сопоставимые по размеру с фракцией бруска в 1000-нике. Помогает, если смывать суспензию как только начала образовываться и держать минимальное давление, но всё же более грубые бруски у этого производителя куда как лучше. А вот с тонкими пока есть проблемы. Либо надо уменьшать концентрацию зерна и добавлять больше связки, делать брусок плотнее, чтобы избавиться от рыхлости вовсе, ну и чуть добавить наверное твёрдости - при малом пятне контакта при заточке, её не хватает откровенно.
Вот было бы по типу борайда 1000 серии CS-HD в полноразмерном формате - вот это было бы классно. Так что у меня 1000-ники работают вышеупомянутые только по твёрдым но весьма вязким сталям, с постоянным смыванием, минимальным давлением и при ширине фаски более 0,5мм.
Иначе дело плохо заканчивается для кромки. Помимо чёрных частиц, собственное зерно бруска выделяя в суспензию, заседает в рыхлости и может отттуда вымываться СОЖ в самый неподходящий момент - вдруг отдельные целые зёрна попадают под фаску и оставляют отдельные задиры и забои на кромке. Т.е. смывать надо тщательно.
Зато по столярному инструменту, та же обработка спинки стамесок и долот - всё хорошо, высокая обновляемость, а значительное пятно контакта нивелирует остальное.
В общем, к брускам ДО 1000 - у меня нет претензий, наоборот - всё очень здорово, особенно с карбидом кремния. А вот начиная с 1000 - я предпочитаю по большей части, по ножам что-то другое.
P.S. Я сравнивал в макро Борайд и 1000-ник от Инф-абразив - не скажу что борайд прямо на много порядков плотнее - скорее, визуально - чуть-чуть. Но из него целенькое зерно не выделяется, форму держит лучше и нет вкраплений. Хруста под фаской просто не бывает. Хотя визуально, повторюсь, разница не принципиально велика. Но невооружённым взглядом и тактильно, заметно, что он плотнее, нет пористости подобной. Как следствие - даже очень твёрдые и довольно хрупкие стали, типа той же zdp-189 борайд затачивает чисто и однородно, а на 1000-нике с которым его сравниваю - эту сталь я однородно заточить не сумел - вместо перехода на финиш с лёгким повышением угла сразу, мне пришлось брать японский водник с суспензией и убирать забойчики.
Так что универсальности не хватает. Но если эти моменты исправят - получатся классные бруски!
quote:Originally posted by oldTor:
ДО 1000 - у меня нет претензий, наоборот - всё очень здорово, особенно с карбидом кремния. А вот начиная с 1000
В общем то на 100% соглашусь с Ярославом ..
Забыл вчера добавить - попробовал бруски АО 320 оба с суспензией сланцев Лукаска и Валлийца фиолетового - заметил приличный прирост по скорости работы , а вот засаленость уменьшилась не значительно..уменьшилась конечно но не настолько как хотелось бы
Надо пробовать с другими натирками..
А вот брусок КК600 кроме восторга других чуйств не вызывает - пока это лучший синтетик который я держал в руках..
Правда Маким мне потом написал что это не стандартный брусок - у него твердость М - а обычно делается L - так что вполне возможно что я пока единственный обладатель этого чуда
))Сегодня сравнил КК 1000КС от Гриндермана и 2000 от Рубанков.
Я как-то уже высказывал мнение, что 1000КС хорош для столярного инструмента и мнение мое не не изменилось. У 2000 лучше отклик,точить руками им удобнее. 1000КС лучше держит форму и на каталке с ним работать хорошо.
И еще, 2000 активнее отдает зерно и как писал выше Ярослав, иногда похрустывает.
quote:Originally posted by aptekar113:
А вот брусок КК600 кроме восторга других чуйств не вызывает - пока это лучший синтетик который я держал в руках..
Правда Маким мне потом написал что это не стандартный брусок - у него твердость М - а обычно делается L - так что вполне возможно что я пока единственный обладатель этого чуда ))
Таких камней выпущена небольшая партия, есть в продаже: http://www.grinder-man.ru/hand...?product_id=158
Большое спасибо за информацию! Заказал себе такой!
С уважением, Ярослав
quote:Изначально написано Komimort:
Тоже хочу поучаствовать, на днях получил А320SO - будет с чем сравнить.
Получилось ли на майских попробовать? По мне, так рыхловат камень вышел, нужно поплотнее - но не твёрже. Ваше мнение?
quote:Originally posted by oldTor:
Большое спасибо за информацию! Заказал себе такой!
Приветствую, Ярослав.
Камень пробный, интересно что о нём скажешь. Лично мне показался чрезмерно твёрдым, даже для ножа из средней нержавейки. Если имеет свою область применения, можно будет подумать о других зернистостях в такой твёрдости.
Доброго дня! Камушек я получил, пока успел только быстро один нож подточить, но на нормальный обзор времени не было. Скоро сделаю и выложу тут!
Нержавейку карбидом кремния я не особо-то люблю затачивать, честно говоря, предпочитаю оксид алюминия, а карбид кремния скорее на обдирке и на твёрдой связке, так как нержавейки, даже не "кастрюльной мягкости", а порядка 57-58 роквеллов, часто достаточно вязкие, чтобы из брусков на мягкой и средней связках, вырывать зерно. Тут такого я не заметил. Однако, мои вкусы к твёрдым плотным брускам из карбида кремния, продиктованы тем, что я работаю по достаточно узким фаскам (часто это менее 0,5мм.) и в т.ч. на высоколегированных и порошковых сталях, часто с крупными карбидами довольно. А это значит, что из брусков помягче, они выцарапывают зерно слишком легко, неконтролируемо выделяя суспензию, либо, особенно при чрезмерном давлении, крошатся что тоже приводит к царапкам, хрусту под фаской и забоям на кромке. А бруски КК потвёрже и поплотнее, в которых острое зёрнышко сидит надёжно, и если не давить лишку, аккуратненько обтачивает, как бы, эти карбиды, оставляя намного более аккуратную и фаску и кромку, целое зерно не выделяется в суспензию, а только "облетающие с него чешуйки", а обнажившиеся острые грани продолжают как следует чистенько резать. При работе же с разумным пятном контакта, не слишком большим, скорость обработки весьма высокая даже при немалой твёрдости камня, а при умеренном давлении и удачно выбранном количестве СОЖ - выглаживания камня практически нету. Может быть сильное засаливание, на высокоуглеродистых, кстати, сталях, но это не беда.
Потому, если для работы со столярным инструментом, и в основном из классических инструментальных сталей, карбид кремния на более мягкой связке удобен, в силу специфики работ и пятна контакта, то для ножей, помимо совсем мягких брусков из карбида кремния (которые хоть и сложны в работе, из-за быстрой деградации их формы, но при умении не давить, иногда творят чудеса просто), очень и очень нужны именно плотные и твёрдые.
В данном бруске я это всё как раз и вижу, постараюсь поскорее найти время на полноценные пробы и создание обзора!
Большое спасибо!
quote:+1000Originally posted by oldTor:
то для ножей,.... очень и очень нужны именно плотные и твёрдые.
И для бритв тоже
) потому что на более мягких брусках - полезет суспензия и зерном КК кромку токо так разодрать - а на этом отлично получается - я его теперь для выравнивания РК бритв с нарушенной геометрией с удовольствием используюВот, скромный обзорчик нарисовался:
Приобрёл я камень GRINDERMAN 64C F600 MC из небольшой партии с твёрдой связкой:

Макрофото поверхности камня, ещё не работавшей, 8:1, кроп, 2мм. по горизонтали:

Камень очень твёрдый, при замачивании я не заметил пузырьков воздуха, выходящего из камня, замачивал примерно минут 7. После чего вода нормально держалась какое-то время на поверхности камня, а когда начал работу, стала потихоньку впитываться. Я просто добавлял её по чуть-чуть из пульверизатора в процессе.
С небольшим, но достаточным количеством воды на камне, работа потрясающе мягкая и щадящая для столь твёрдого абразива, равно как и для связки, когда подсыхает, ход по камню становится чуть заметно "шершавее", но информативность не падает - попробовал дать углу заточки "покачаться" - уход от угла моментально сообщается рукам по ощущению от хода, усиление или уменьшение давления, наличие акцента при движениях НА или ОТ зерна - также замечательно чувствуется. Попробовал я заточить на нём Zero Tolerance 0550 из cpm s35vn - очень и очень понравилось!
Чёрный след от снятого металла заметен сразу, однако, достаточно без особого нажима потереть пальцем, чуть добавив воды, и весь шлам остаётся плавать в СОЖ - в камне не оседает. Конечно, при вандальном давлении, шлам "втирается" в камень куда сильнее - я это проверил, однако, достаточно с усилием потереть сильно засаленный участок камня ребром ладони под струёй воды, как поверхность опять свежа и готова к работе.
Суспензия при работе можно сказать не выделяется - есть лишь лёгкая мутноватая взвесь в воде, работе не мешающая - за время работы мне ни разу не пришлось помыть камень полностью! Просто добавлял воды понемножку.
Износ отсутствует, выглаживание тоже - как камень начинал работу, так и закончил - всё шикарно, на редкость информативно и на редкость же аккуратная и однородная рисочка вышла для зерна F600, как и тонкость работы при впечатляющей скорости. Вот так выглядит результат в макро (8:1, кроп, ~2.6мм. по горизонтали):

Шикарный камень - более удачного водника на такую зернистость, так чисто работающего, отлично держащего геометрию, без проблем с засаливанием, с высокой однородностью работы и получаемой остроты, да ещё в таком внушительном типоразмере, мне, пожалуй, не попадалось!
Огромное спасибо Инф-Абразив и Андрею Grinderman-у!
P.S. Прекрасный пример того, как много значит связка - иногда и куда больше, чем фракция - при скорости работы выше чем у 1000-ника, тонкость результата по такой стали - вполне сопоставимая оказалась.
Я прямо в восторге от камушка!
Такого опыта и авторитета, как Ярослав не имею, но как потребитель Вашей продукции выскажусь: камень замечательный, жду полную линейку зернистости (пусть и ограниченной серии).
с наилучшими пожеланиями, иван
Сделал пробы его на бритве и остался очень доволен!
Обзор вот тут:
forummessage/224/13
пост 197
Или тут:
http://www.liveinternet.ru/users/oldtor/post390759999/
Вдохновясь отзывом Ярослава, взялись за 400 и 1000 твёрдостью М.
Благодарю всех, кто пишет. Спасибо! Отзывы - вот что греет мастера.
О, 1000-ник это чрезвычайно интересно!
С уважением.
quote:Originally posted by oldTor:
1000-ник это чрезвычайно интересно
Поддерживаю
)давно пользуюсь брусками КК И ОА Вашего производства. Причем очень понравился в свое время приобретенный комбинированный камень ОА м63/м20 иногда на выездной работе очень выручает. В связи с этим вопрос, а не планируется ли в дальнейшем еще выпуск комбинированных камней?
Сейчас жду кк 600мс(посылка пришла, но забрать и опробовать только через неделю смогу), тысячник на твердой связке тоже дюже интересен...
quote:Originally posted by Асвитол:
а не планируется ли в дальнейшем еще выпуск комбинированных камней?
Благодарю за отзыв. Когда знаешь, что работа полезна, хочется продолжать и делать её ещё лучше.
По комбикам работы пока приостановлены, но в планах стоит линейка мобильных двухслойных камней. Рук не хватает - много серьёзных промышленных задач, импортозамещение, однако.
Прошу прощения, если на мой вопрос уже когда-то давался ответ.
Были ли попытки своими силами создать керамические бруски различной зернистости типа керамики Idahone?
Были ли положительные результаты?
Я считаю формат керамических стержней длиной 23 мм F1200 очень удачным. Я уже неведомое их количество понакупил и раздарил друзьям и знакомым.
Думаю, аналогичная продукция вашего завода имела бы определенную популярность. Я бы с удовольствием, например, приобрел линейку таких стержней различной гритности с шагом, например, 200.
quote:Originally posted by twilight_sparkle:
Были ли попытки своими силами создать керамические бруски различной зернистости типа керамики Idahone?
Техническая керамика это особая область. Из разработанных технологий самое близкое - наш A320SO. На других фракциях пока получить технологичные изделия не получилось, но будем работать.
Благодарю за доверие!
Хочу сказать пару слов о "Бодриде" и другом брусочке, который получил от Андрея Гриндермана вместе с последним купленным бруском.
Бодрид 1000 we, в принципе довольно удобная штука, особенно для грубых брусков, но не подходит для тонких водников, например японских, начиная уже с 3000 грит - легко царапает, даже как следует замоченный, и на мой взгляд, мягковат. Я поцарапал им "апексный" NA 1000 тоже довольно легко, с непривычки.
Зато брусочек от Гриндермана с маркировкой "600 А" - мне очень-очень понравился - он намного твёрже, подравнивает скорее засчёт межзёренных зазоров, собственной суспензии практически не даёт, но даже выглаженный, не теряет эффективности. Прекрасно себя показал даже на тонких водниках, причём тем, что не даёт своей суспензии, оказался отлично годен для щадящего выделения суспензии из других камней. В том числе и на керамической и на бакелитовой связке.
Сделал макрофото обоих - сначала бодрид, потом 600А - масштаб съёмки 8:1, стэкинг, кроп, 2мм. по горизонтали, фото кликабельны и доступна развёртка в 100%:


600 А тут немного засорен, правда - только что был в работе. Вот он мне просто очень понравился - один из лучших и удобнейших dressing stone, что я пробовал.
Кстати, осмелюсь указать вот на какой момент - на сайте ИНФ_абразив, "Бодриды" названы "аналоги нагура" - это всё же совсем не так, и их прямой аналог, именно то, что называют Dressing Stone - и по "происхождению" и по области применения.
С уважением, Ярослав
А каковая вообще идея Бодрида?
Когда в прошлый раз затаривался у Андрея партией камней, прихватил и его на попробовать. Честно признаюсь, не понял.
Тут необходимо отметить, что я очень тщательно слежу за геометрией камней в процессе заточки, рядом всегда притир с порошком КК различной зернистости. При малейшем намеке на потерю плоскостности или необходимость взбадривания камня, я сразу возвращаю исходные свойства на притире.
И вот в контексте этого полезность Бодрида для себя как-то не осознал.
Для чего он подходит лучше всего? У меня 600WE, если что.
quote:Originally posted by twilight_sparkle:
Тут необходимо отметить, что я очень тщательно слежу за геометрией камней в процессе заточки, рядом всегда притир с порошком КК различной зернистости. При малейшем намеке на потерю плоскостности или необходимость взбадривания камня, я сразу возвращаю исходные свойства на притире.
Вопрос из праздного любопытства...
Что вы затачиваете, для чего необходимо настолько часто следить за плоскостью и поверхностью?
Из моего опыта - поддерживал поверхность постоянно держа притир с кк наготове только при выведении идеальной плоскости на стали, используя мягковатый камень.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Изначально написано Евгений_Е:
Что вы затачиваете, для чего необходимо настолько часто следить за плоскостью и поверхностью?
У меня пока не так много опыта, чтобы дать квалифицированный ответ на этот вопрос.
Я просто чувствую руками, что что-то не то. Немного правлю геометрию, и сразу становится то, что надо.
quote:Изначально написано twilight_sparkle:
А каковая вообще идея Бодрида?
Идея - Dressing stone. Очистка от засаливания, лёгкое освежение водных камней. Для выравнивания в полном смысле слова, dressing stone не применяется - используется для приведения рабочей поверхности " к одному знаменателю" в процессе работы.
Можно конечно, если насажать лёгких косяков на воднике, натереть его как следует дрессинг стоуном, до обновления рабочей поверхности в достаточной степени, чтобы царапки сгладились, не мешали работе,а то и вовсе ушли, если камушек достаточно мягкий, но это не выравнивание, как таковое.
Для подравнивания я тоже предпочитаю притир. Но в процессе работы снять засаливание или чуть предупредить или убрать подглаженность бруска\камня - самое то. В качестве примеров, можно привести подобные камушки, идущие в комплекте со многими японскими водниками.
quote:Originally posted by twilight_sparkle:
А каковая вообще идея Бодрида?
БОДРИД "родился" у нас случайно, как побочный продукт одного из экспериментов. Первое впечатление - ни на что не годный композит. Но, как показывает практика - не бывает плохого инструмента, бывает, что инструмент используют не по назначению. Так и тут.
Тестировал очередной веер апексных брусков, за порошком в цех идти поленился и попробовал притереть бруски друг о друга. Результаты не очень - КК друг по другу, КК на ОА - всё притирается очень медленно. Попробовал БОДРИД - заметная яма с засаливанием на аналоге C1000VL "ушла" за 10-15 движений. Лично я в восторге от способности этого камня.
А идея его - "для дома, для семьи". С БОДРИДОМ вполне можно обслуживать кухню на Апексе без стекла с порошками. Говорю про БОДРИД в апексном формате. Чистить камни легко и очень быстро. Для средних задач плоскость вполне годится. Ярослав прав, что выравниванием в полном смысле это назвать нельзя, но если не придираться, быстро и удобно.
quote:Изначально написано Nikolay_K:мне один из образцов ( брусок на основе КК, получен от Дмитрия Копшука ) произведённых ИНФ-АБРАЗИВ-ом
понравился даже больше, чем японский KING NEO #800и дело было тут совсем не в цене...
меня удивила (в хорошем смысле) способность камня удерживать поверхность и при этом сохранять стабильно высокую абразивную способность.
В этом он превзошел и китайские LUYU и японские KING NEO.
( про SIGMA POWER не знаю... не сравнивал с ним, так как нет под рукой образца )
Благодарю, Николай, за лестную оценку. Если можно, прошу подробности - размеры, маркировка, если есть. Не могу понять о какой характеристике речь. Спасибо.
quote:Originally posted by MSharab:
Если можно, прошу подробности - размеры, маркировка, если есть.
ответил в П.М.
quote:Originally posted by MSharab:БОДРИД "родился" у нас случайно,
как побочный продукт одного из экспериментов.
Первое впечатление - ни на что не годный композит.
Но, как показывает практика - не бывает плохого инструмента, бывает, что инструмент используют не по назначению.
вот так оно всегда и бывает.
95% научных открытий были сделаны случайно по недоразуменью
но людьми ищущими и думающими.
яблоки многим на голову падают, но только Ньютону мы обязаны за открытие законов и рождение мат.аппарата механики.
Сегодня я как то совершенно случайно взял полоску ( апексную) A1000NL которую мне положили с большими камнями присланными на тестирование ,
Я её при получении довел , скруглил фаски и благополучно положил на полку
Сегодня случилось СТРАШНОЕ!-дочка хапнула кухонник из S90V и бодренько чего то там пошинковала прямо на тарелке- потом посмотрела на мое лицо и сменила нож и тарелку на доску ))
ну и пришлось кончик приводить в порядок - а так как там где то 1 см кромки то большой камень мне не нужен был - я полез и взял эту полоску
Боже ж мой как она мне понравилась !!!!
Воду берет и не протекает, риска однородная , ход мягкий , снятый метал не садится на поверхность шламом , а плавает в слое воды и легко снимается скот-брайтовой губкой и при этом практически не дает суспензию - ТЕ срабатываться будет меньше чем классические японские водники.
Я просто в восторге ( я б даже сказал в экстазе )!!! Практически таком как меня охватил когда я на 600 М из КК поработал . По моим ощущениям работает даже лучше чем японский Кинг #1000
Ярослав правда по этой линейке уже отписывался - я просто как то не сассоциировал его рассказ со своим бруском
forummessage/224/56
Интересно! И справился брусочек с s90v ?
Вот это я называю "и снова здравствуйте"))) к вопросу разрушения мифа о том, что "высокованадиевые "обычные абразивы" не берут"))))
Спасибо за информацию! Попробую эту серию на s90v при случае тоже. И на чём-нибудь ещё с т.н. "зверским составом"))
Справился- на УРА! правда у меня эта S90 достаточно отзывчива на заточку на камнях с обновляемым зерном - возможно Бурчитай чего то хитрое с термичкой накрутил - точится великолепно и долго заточку держит, ну и + там очень тонкое сведение - практически в 0 - так что РК представляет из себя ниточку шириной менее 0,5 мм
Попробовал я тут NA600 из свежей серии "для нержавеек" на очередном ноже:

- очень понравилось - идеально вписывается в абразивы, на которых удобно вручную выдержать максимально близкую к плоскостности поверхность при ручной заточке. Пробовал как раз убирая следы правок на Aus-8 Kanetsugu.
Всё быстро и чётко:

И да, подтверждаю - бруски этой серии очень быстро смачиваются - я просто с полминуты подержал под струёй воды, и брусок перестал воду вбирать дальше, она какое-то время стоит на его поверхности - можно работать, не устраивая грязи на рабочем столе, время от времени лишь добавляя чуть воды и в ванночке споласкивая брусок от шлама.
Засаливание, при котором требуется уже воспользоваться dressing stone, получается только если чрезмерно давить при заточке, и немного, при нормальном давлении, когда точится скругление к носику клинка - пятно контакта меньше, интенсивность съёма выше и засаливание "глубже".
Но всё совершенно в комфортных пределах для работы.
Опробовал сегодня кк Ф600 серии "М" оочень понравилось.. сравнивал с м14 тоже от Гридермана, но на более мягкой связке...
твердая связка дает больший контроль и чистоту фаски, а вот мягкая форма дает скорость и суспензию которая"порой подмыливает тактильные ощущения". При все при этом жесткая связка КК в итоге дает более тонкий результат, засаливаемости нет, весь шлам плавно плавает в воде. Ожидаемо с углеродки шлама больше плавало, а вот с С30в не так много и выгледело оно мельче и однороднее. Воду камень впитывает но совсем чуть чуть.
Отдельное спасибо за плоскопараллельность. по приходу прошелся на стекле с КК ф 320 и в 500..камешек нигде не "гуляет" плоскость иделаьна и можно было сразу притиреть на ф500.
буду пробовать и дальше посмотрю какие еще приятные сюрпризы есть в нем!
Спасибо, очевидно, новые линейки стоили трудов. Серия кк твёрдости М (MC) прирастёт к 600-му 400-м и 1000-м. Белую линейку NA будем развивать от апексов в полный формат. Как выпустим, отпишусь.
Безусловно! Спасибо Вам большое!
С уважением, Ярослав
Кто-нибудь поставляет вашу продукцию в Беларусь??
quote:Originally posted by rean81:
Кто-нибудь поставляет вашу продукцию в Беларусь??
магазин Рубанков, но прежде всего - Гриндерман. Пишите, отправят.
Так, что-бы оптом - никого.
Сегодня отправил небольшую партию абразивов в Минск.
Сюда: http://zapal.by/
Как правило отправляю абразивы для Edge Pro.
Бруски для ручной заточки не отправляю, т.к. того, что производиться, пока для России не хватает.
quote:Originally posted by grinderman:
т.к. того, что производиться, пока для России не хватает.
О как!
в стране кризис... абразивный кризис... не хватает на всех брусков 
Брусков нет, но вы держитесь.
quote:Originally posted by Nikolay_K:
О как!
Николай, скорее не так.
Камни для ручной заточки становятся всё лучше чем были раньше, и дешевле уже известных аналогов. От этого вероятно и спрос, и нехватка в достатке.
Максим не раз говорил, что для него камни для ручной заточки в коммерческом смысле скорее побочный эффект, но тем не менее, прогресс есть.
Я очень надеюсь что это только начало. Очень хорошее начало.
Благодаря Андрею эти камни стали известны большому количеству пользователей, и этому можно только радоваться. Ну а кризис, он не вечен.
quote:Originally posted by Nikolay_K:
Брусков нет, но вы держитесь.
Действительно, камни запускаются в производство когда есть "окна" между промышленными заказами. И над оптимизацией свойств хотелось бы поработать, да руки не доходят - рынок пока не большой, а новых промышленных продуктов много в освоении. Будем исправляться, нельзя же два года кормить мастеровой народ "завтраками".
Лично у меня большой интерес к этому сегменту. Основных причин две:
1. Приятно знать, что наша работа полезна, от заводов не дождёшься восторженных отзывов.
2. Сам приобщился к заточному делу и считаю возможным создать отечественный "ответ" японцам, европейцам, американцам.
Николай скажет - японцев не трогать, ну можно и без японцев...
quote:Originally posted by MSharab:
2. Сам приобщился к заточному делу и считаю возможным создать отечественный "ответ" японцам, европейцам, американцам.
Николай скажет - японцев не трогать, ну можно и без японцев...
ну можете и на японцев замахиваться,
главное, чтобы это было позитивным, результативным и плодотворным.
Если обнаружу, что вы смогли в чём-то их превзойти, то порадуюсь.
Потенциал для этого у вас есть.
Но ставить "догнать и перегнать японцев" в качестве главной приоритетной цели, думаю, не лучшая идея.
quote:Изначально написано Nikolay_K:
Но ставить "догнать и перегнать японцев" в качестве главной приоритетной цели, думаю, не лучшая идея.
догнать и перегнать... думаю для завода вполне реализуемая цель, не в в ближайшие год - два, но в горизонте 3-6 лет вполне себе осуществимая, если постараются и никто мешать не будет.
А если не ставить целей - то некуда идти, а значит тишина и покой, нет развития.
А тишина и покой только на погосте.
У меня огромная просьба всё же собраться с силами и сделать на сайте раздел, в котором будут полностью описаны все выпускавшиеся марки камней.
Пока нигде эта информация не систематизирована, приходится гадать на кофейной гуще.
Описание должно содержать свойства связки, рекомендации по работе с камнями на этой связке, рекомендуемые марки сталей под эту связку для обеспечения наилучших показателей скорости заточки, износа камней и качества заточки.
При необходимости уточнять особенности работы при заточке вручную и на апексоидах.
Это сделать обязательно нужно. После появления такого раздела мир станет лучше! Кроме того, при заказе через интернет можно всегда уточнить у продавца связку.
quote:Originally posted by twilight_sparkle:
У меня огромная просьба всё же собраться с силами и сделать на сайте раздел, в котором будут полностью описаны все выпускавшиеся марки камней.
Пока нигде эта информация не систематизирована, приходится гадать на кофейной гуще.
Описание должно содержать свойства связки, рекомендации по работе с камнями на этой связке, рекомендуемые марки сталей под эту связку для обеспечения наилучших показателей скорости заточки, износа камней и качества заточки.
При необходимости уточнять особенности работы при заточке вручную и на апексоидах.
Это сделать обязательно нужно. После появления такого раздела мир станет лучше! Кроме того, при заказе через интернет можно всегда уточнить у продавца связку.
Полностью с Вами согласен. Именно так себе и представляю качественную работу, потребитель должен иметь возможность выбрать то, что ему нужно. Возможно, даже стоит сравнивать бруски с популярными производителями.
Если найдётся человек, способный выполнять такую работу - готов к сотрудничеству, гонорары обсудим.
Если будет такая возможность, то прошу выделить десяток-другой брусочков и для белорусов))
В нагрузку к апексному формату на сайте http://zapal.by будут отлично смотреться!!!
Хотя политика ценообразования данного магаза оставляет желать лучшего...
quote:Originally posted by rean81:
Если будет такая возможность, то прошу выделить десяток-другой брусочков и для белорусов))
Братский народ без брусков не оставим, но по продажам обращайтесь к Гриндерману, там и мелочей полезных найти можно.
В продолжение обсуждения размера походного бруска.
Предлагаю оценить влияние размеров на вес бруска при плотности 2 г/см3:
если выбрать ширины 40 и 50, длины 125 и 150, толщины 10 и 20 мм, получим:
B H L Вес, г
40 10 125 100
50 10 125 130
40 20 125 200
50 20 125 250
40 10 150 120
50 10 150 150
40 20 150 240
50 20 150 300
Очевидно, в выбранном диапазоне основное влияние на вес оказывает толщина бруска, затем уже длина, и незначительно - ширина.
Вопрос - какой вес оптимальный?
quote:Originally posted by MSharab:
В продолжение обсуждения размера походного бруска.
первоначальная идея была не про походный брусок,
но про обычный брусок более удобного формата ( для ножей ).
поэтому вес не так уж важен.
А для походного варианта вполне уместно рассматривать формат типа 150 x 20 x 20.
quote:Originally posted by Nikolay_K:
А для походного варианта
Голосую за двухсторонний 150х25(30)х15
40х10х150= 120 грамм всего и на твердой связке - все конкуренции адназначна
)quote:Пожалуй, согласен. Оптимальненько... Давали как-то на пробу 320SO с непонятными размерами: что-то вроде 153х42х12 - очень понравился. Только сейчас таких у Андрея в магазине нет... А не для походов - всё то же, но на разных связках 😊Originally posted by aptekar113:
40х10х150= 120 грамм всего и на твердой связке - все конкуренции адназначна
Хотелось бы всё же уточнить на счёт толщины. Самопроцитируюсь (это из параллельной темы):
quote:Originally posted by Serge Ant:
Максим, скажите, а насколько влияет на цену толщина? Ну, к примеру, при прочих равных, 10мм и 20мм - т.е. вдвое - какую разницу в цене дадут? И при какой минимальной толщине логистика не превратится в русскую рулетку? В смысле, процент боя при транспортировке не возрастёт...
quote:Originally posted by Serge Ant:
10мм и 20мм - т.е. вдвое - какую разницу в цене дадут?
Не ответил, поскольку считать нужно. По мне так вопрос надо ставить по другому - какой размер для какой работы удобен, ну а сколько стоит - столько стоит. С уменьшением размеров растёт доля труда в себестоимости, с увеличением массы - доля материалов и энергии. Безусловно, с экономической т.з. есть оптимум, но разве это важно?
quote:Originally posted by MSharab:
По мне так вопрос нужно ставить по другому - какой размер для какой работы удобен, ну а сколько стоит - столько стоит.
для походного варианта достаточно ширины в диапазоне 15--25мм
для пущей универсальности одну из сторон желательно сделать скруглённой ( но не обязательно радиусной )
для обычной работы ( заточка ножей ) с избытком хватает ширины 40мм и длины 150мм.
оптимальный на мой взгляд формат безотносительно лёгкости и компактности --- это: 150 x 40 x 25
можно даже ещё уже ( даже 30мм и 20мм подойдут )
по длине 150 --- это разумный минимум, который можно увеличить и до 200. ( но больше, чем 200 едва ли нужно )
это не походный, это просто достаточный и удобный формат для заточки обычных ножей. более удобный, чем выпускаемые в настоящее время 210х70
причина удобства в том, что более мелкие камни проще выравнивать и профилировать. Проще поддерживать в надлежащем виде их поверхность.
quote:Originally posted by MSharab:
Безусловно, с экономической т.з. есть оптимум, но разве это важно?
оптимум будет определяться скорее всего реальным спросом в рознице.
А спрос в свою очередь распространённостью и признанностью качества продукции.
В своё время китайские LU-YU были реальным "хитом розницы", так как были дёшевы, имели удобный размер и их качество было значительно выше всего остального в том ценовом сегменте.
размер у них 200x50x20
зерно КК от 240 до 2000
цена от 220 до 300 рублей.
и их можно было найти в обычных хоз.магах и на рынках ( доступность для потребителя )
Но сейчас они пропали... увы.
У вас есть возможность залезть в эту нишу, пока она пустует.
Скажем даже при цене в пределах 500 рублей, думаю, что оно сможет стать товаром массового спроса, народным товаром.
quote:Не согласен. С точки зрения потоковой заточки Вы правы, но для неё имеющиеся типоразмеры вполне достаточны. Ну, нравится, например, Николаю (который Nikolay_K) 150x40x25. И я даже готов согласится, что ширина 40 лучше, чем 50. Но и ныне выпускающийся и продающийся у Grinderman'а 150х50х25 не настолько плох, чтобы запускать новую линейку. Для "в поле" апексные подходят вполне, с бланком, или без. А тонкие - с меньшим ресурсом и, обязательно, недорогие - хороший вариант "на попробовать". 6-8мм за полцены - я бы всю линейку перепробовал, и КК, и ОА. А не только то, что гарантированно израсходуется. И удешевление обязательно за счёт толщины, размер рабочей поверхности должен быть полноценным. Иначе лучше не пробовать - только отрицательные эмоции...Originally posted by MSharab:
По мне так вопрос нужно ставить по другому - какой размер для какой работы удобен, ну а сколько стоит - столько стоит.
quote:Originally posted by Serge Ant:
6-8мм за полцены - я бы всю линейку перепробовал, и КК, и ОА
Ну, это совсем другая тема. "Пробники". Согласен. Не думал раньше об этом. Спасибо. Сделаем.
quote:Изначально написано Nikolay_K:
Скажем даже при цене в пределах 500 рублей, думаю, что оно сможет стать товаром массового спроса, народным товаром.
В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
quote:Originally posted by MSharab:
В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
Если пересчитать на длину 200, что получится? Толщину, действительно можно уменьшить...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by MSharab:
Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
С одной стороны - вроде как не дорого ( для понимающего человека) и я например с чистой совестью порекомендовал такой набор новичку
С другой стороны - набор брусков ИСМ под заказ - из 5 брусков чуть короче - обходится при заказе дешевле ( правда не факт что их можно будет взять
)Ну и кроме того - для большинства набор 1000 ком не ограничивается , значит нужно закупать ещё один брусок и цена возрастает ещё
Суммируя - по такой цене понимающие не возьмут ( потому что у большинства такие или подобные бруски уже ЕСТЬ ) , а новички будут менжеваться считая что дороговато..
ИМХО конечно чистое ..
quote:Originally posted by MSharab:
формат 36х17х153 (исходя из имеющихся пресс-форм).Хотелось бы мнений - оно, не оно?
по-моему вполне.
quote:
Комплект 64С 220,400,600,1000
можно обойтись боле скромным: 320, 600 и 1000.
quote:Originally posted by aptekar113:
С другой стороны - набор брусков ИСМ под заказ - из 5 брусков чуть короче - обходится при заказе дешевле
Вы их уже получили эти бруски?
quote:Изначально написано MSharab:В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
Согласен с Николаем:
quote:Изначально написано Nikolay_K:по-моему вполне.
+100500
quote:Изначально написано aptekar113:
С одной стороны - вроде как не дорого ( для понимающего человека) и я например с чистой совестью порекомендовал такой набор новичку
С другой стороны - набор брусков ИСМ под заказ - из 5 брусков чуть короче - обходится при заказе дешевле ( прада не факт что их можно будет взять
Ну и кроме того - для большинства набор 1000 ком не ограничивается , значит нужно закупать ещё один брусок и цена возрастает ещё
Сумируя - по такой цене понимающие не возьмут ( потому что у большинства такие или подобные бруски уже ЕСТЬ ) , а новички будут менжеваться считая что дрроговато..
ИМХО конечно чистое ..
А по-моему - отлично. ИСМ короче и к тому же они всё-таки "штучный заказ" и вообще купить непросто и к тому же не в России, сравнивать трудновато.
quote:Изначально написано Nikolay_K:Вы их уже получили эти бруски?
Пока их только будут делать. У меня есть, но не всех зернистостей, и я бы сказал, что более грубые, чем м14 не выиграют, да и м14 не выигрывает у ИНФ-абразив - всё-таки на фракциях погрубее, для бОльшей универсальности, что в плане разных сталей, что в плане "привычности" в работе, по аналогии с другими водниками, куда предпочтительнее связка, используемая ИНФ-абразив.
Т.е. по моему мнению, вся "фишка" ИСМ именно в брусках фракций м10-м7-м5, хотя между ними у них и невелик разброс в работе. Но характеристики брусков в целом - очень хороши именно для таких фракций. На более грубых, производительность ниже чем на керамической, и требуется привычка к ним в работе. Для опытного человека - очень классно, для новичка.... не сказал бы.
Имхо, разумеется.
quote:Originally posted by Nikolay_K:
можно обойтись боле скромным: 320, 600 и 1000.
Спасибо! Такой набор выйдет в 1630 примерно.
quote:Originally posted by oldTor:
вся "фишка" ИСМ именно в брусках фракций м10-м7-м5
Ярослав, опробуйте новый C 1000 VL в полном формате. Риска в 2-3 раза мельче, чем на 1000 KC (C 1000 VK по новому). Может и М5 не нужно, сразу на природу.
quote:Originally posted by aptekar113:
а новички будут менжеваться считая что дрроговато..
Нет задачи сделать брусок за 80 руб. Такие торгуют в Лероа Мерлене, например. У нас дешевле не получается. Обращались сетевики - дай им 10 тыс. шт. в месяц, сами не понимают ни .. чего, абы тыщами. Кому интересно, для тех и работаем.
quote:Originally posted by MSharab:
боле скромным: 320, 600 и 1000.
Такой набор выйдет в 1630 примерно.
Я не говрю о том что нужно делать набор а 100 р - просто 2000 это какая то психологически пороговая цифра - народ как только е слышит - сразу задумывается
3 бруска по 500 р как выше изложено - пойдут гораздо легче
.quote:Originally posted by MSharab:
опробуйте новый C 1000 VL в полном формате
А он уже у Андрея появился ? Не нашел ..

quote:Originally posted by aptekar113:
А он уже у Андрея появился ? Не нашел ..
Приветствую, Марат. Пока нет, только сделали опытные. Скоро будет. Я Ярославу потестить предлагал, да он в отпуск уезжает, т.ч. его замечательных фотографий придётся подождать несколько недель.
quote:Originally posted by MSharab:
только сделали опытные. Скоро будет. Я Ярославу потестить предлагал
Я тоже ХАЧУ
))..правда я тоже в отпуск в середине июля уеду Но 2 недели то ещё есть
Фото только как у Ярослава не обещаю ...с макро у меня не получается - надо к Ярославу на учебу напроситься
quote:Originally posted by aptekar113:
Я тоже ХАЧУ ))..
Ответил в личку.
quote:Изначально написано MSharab:
Ярослав, опробуйте новый C 1000 VL в полном формате. Риска в 2-3 раза мельче, чем на 1000 KC (C 1000 VK по новому). Может и М5 не нужно, сразу на природу.
Опробую, как только получится!
М5 может и не нужно - я вообще чаще после м7 уже на природники ухожу доводить.
quote:Originally posted by MSharab:
Ответил в личку.
Отписался
quote:Originally posted by Евгений_Е:
Если пересчитать на длину 200, что получится?
КТВ 36х17х203 - 220, 400, 600, 1000 - 2700 руб/комплект
КТВ 48х20х203 - 220, 400, 600, 1000 - 4000 руб/комплект
Зачем 200?
quote:Originally posted by MSharab:
КТВ 48х20х203 - 220, 400, 600, 1000 - 4000 руб/комплект
Возможно ли уменьшить толщину с уменьшением стоимости?
На мой взгляд должны получиться отличные склейки из пар камней и итоговой толщиной ~20мм.
quote:Originally posted by MSharab:
Зачем 200?
Для меня это минимальная из удобных длина для заточки длинной кухни.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by Евгений_Е:
На мой взгляд должны получиться отличные склейки из пар камней и итоговой толщиной ~20мм.
Склейки обойдутся дороже - каждый брусок нужно обработать, потом склеить. Научимся со временем прессовать двухслойные, тогда станет актуально.
Если в продаже будут бруски с толщиной 10 мм, то не стоит беспокоиться о склейке! Пользователи сами склеят нужные им пары брусков. Потереть пару брусков друг об друга, накапать клея и сложить поровнее, думаю многие сами справятся...
Даже хорошо, если бруски будут продаваться не склееными. Появится вариативность между вашими брусками или сторонними, в том числе натуральными.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by MSharab:
Склейки обойдутся дороже - каждый брусок нужно обработать, потом склеить. Научимся со временем прессовать двухслойные, тогда станет актуально.
большого практического смысла в этом нет.
кому очень надо --- тот и сам сможет склеить.
Ажиотажного платёжеспособного спроса на комбо-бруски нет, и не предвидится.
Единственное, что может быть полезным --- дать рекомендации по способам склейки ( с учётом возможно разной ТКР ).
ТКР ---- температурный коэф. расширения.
quote:Изначально написано MSharab:В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
Возможен вариант 320,600,1000 за 1600. Отметьтесь, пожалуйста - кому интересно, кто что думает. Если такой формат удобен, выпустим пробную серию.
quote:Originally posted by MSharab:
Возможен вариант 320,600,1000 за 1600. Отметьтесь, пожалуйста - кому интересно, кто что думает.
не откажусь от такого набора.
А насчёт удобен-не-удобен --- это вскрытие покажет, в смысле на то она пробная партия и нужна, чтобы теорию и догадки проверить на практике.
Хорошо, скоро не обещаю, но выпустим бруски покомпактнее и подешевле.
quote:Originally posted by MSharab:
скоро не обещаю, но выпустим бруски покомпактнее и подешевле.
за дешевизной лучше не гонитесь
китайцев всё равно не обгоните
да и ни к чему это.
насчёт компактности уже довольно было сказано.
она хороша в меру.
У меня вопрос по поводу связки BN для камней F120 из карбида кремния.
Каковы ее особенности по сравнению со связкой NC?
Спасибо!
quote:Originally posted by twilight_sparkle:
У меня вопрос по поводу связки BN для камней F120 из карбида кремния.
В данном случае связка та же (V), твёрдость та же (N), изменился материал - вместо зелёного карбида кремния (С), используется чёрный (B).
Даю ссылку на расшифровку: http://inf-abrasives.ru/abrazi...chilnykh-kamney
Для обдирки чёрный КК ресурсней - менее хрупкий, чем зелёный.
quote:Изначально написано MSharab:
Даю ссылку на расшифровку:
Благодарю!
Целесообразно также в тексте добавить описание каждой из типов связок V, W, S, N.
Хотя бы по паре предложений.
Возможно, но думаю полезней описание свойств камушков. Физ-мех свойства связок не так важны, как эксплуатационные свойства композитов.
Получил я на пробы три бруска 120 из оксида алюминия, отличия, я так понимаю, в концентрации зерна и характеристиках связки:

Пока что успел опробовать на железке - старая советская инструменталка, похожа на 9ХС, при заточке корродировать не пыталась, несмотря на обилие воды, довольно твёрдая, я бы сказал что около 59HRC.
Поскольку это первая проба данных брусков, свои впечатления считаю предварительными и не претендующими на безапелляционность - это именно первые впечатления.
Время замачивания, которое оказалось достаточным - 4 минуты.
На каждом бруске сначала делал несколько движений еле касаясь, потом придавливал и движения вперёд-назад малой амплитудой, для более явного выделения суспензии, и "катания" инструмента на ней, смывал отработку и проверял в одном и том же режиме работы, степень затирания рисок - сначала наносил вдоль железка переменными, затем смывал отработку и поперёк, до визуального отсутствия прежних рисок. Почему говорю о затирании, а не о удалении - количество и характер суспензий отличается на разных брусках, говорить о "удалении" риски глупо, если зерно в суспензии затирает её - под микроскопом это уже явно видно. Так что, говорю именно о "затирании" в "первом приближении", невооружённым взглядом.
Пробный брусок 50 - показался самым рыхлым и "крупнозернистым", пробный 46 - самым плотным, 48 - между ними. При том обнаружил противоречие, постучав по брускам костяшками пальцев - 48 звучит на полтона выше 50-го, а 46 лишь на какие=то центы, менее четверти тона, выше 50-го, т.е. соответственно, заметно ниже 48-го. Вот оно как.
На 50-м, засалка неглубока и слабовыражена, отчасти наверное, в силу наиболее активного обновления поверхности. Даже не фотографировал.
На 48 - самая "густочёрная", но не сразу - сначала постепенно темнеет, а потом обвально "набирает цвет" - это, думаю, связано с характером суспензии ( см. далее в таблице):

на 46-м, потемнение более равномерное и суспензия мне нравится с момента её образования до полной отработки - больше всего:

Да, все три камня, обладают хорошей обновляемостью поверхности, хоть и отличающейся. Даже на 46-м образце, при работе вдоль камня водном направлении, от зёрен в суспензии появляются "канавки":

Но, в отличие от 50-го и, в меньшем мере, 48-го, тактильно меньше влияют на ощущения в работе.
Поскольку, при заточке разного инструмента, влияние неочевидных факторов на результат весьма велико, повторюсь, что выводы мои - пока лишь первые впечатления, но не безапелляционные утверждения. Вот такую составил таблицу сравнения этих образцов:

Заканчивал заточку железка на 46-м, и сделал макрофото результата - масштаб 8:1, стэкинг, кроп, ~2.6мм. по горизонтали:

Хотя пока что попробовал только на одном железке, выскажу кое-какие предположения - потом будет видно, оправдаются, или нет.
Мне более всего понравился образец 46 - наиболее равномерное соотношение поверхностей обработанных с суспензией и на чистом камне, наименьший завал геометрии и удержание формы камня, более мелкая суспензия, более однородное скольжение фаски по камню, меньше желания "надавить" при работе.
Эффективность съёма нормальная - не назову её высокой ни на одном, но не назову и слабой. Хотя, может, высокой она мне не показалась по сравнению с полюбившимися мне брусками из карбида кремния - возможно. Это субъективное впечатление.
Предполагаю, что 46-й окажется наиболее удобным в обдирке ножей, а точнее, в грубой заточке, так как все три образца оставляют сравнительно неглубокую риску для своей фракции - я бы сказал, что шероховатость получается ближе к результату некоторых брусков из ОА с зерном порядка 240, на твёрдой керамической связке - например Norton india medium.
Значит ли это, что данные образцы проигрывают? Всё несколько сложнее - в чём они точно выигрывают, так это в щадящем отношении к инструменту - если на тех же индиа я далеко не всегда стану выходить при обдирке на кромку, то на 46-м образце, да и на 48-м, я это сделал бы - результат после 46 - на макрофото, тому подтверждение - очень аккуратненько для обдирки. Что вселяет оптимизм на дальнейшие пробы, уже на ножах.
Да, ещё добавлю, что работа 50-го и 48-го, наверное должнабыть особо востребованной, при эффективном удалении более грубых рисок после машинной обдирки - тут обильная суспензия и именно такого характера, мне кажется - самое то, что надо.
Ярослав, спасибо за такой подробный обзор.
Как я и предполагал, тебе понравился самый твёрдый из образцов, или средний.
Мне же, теперь могу это озвучить, больше всего понравился 50-й, но это не для ножей, а для столярки, точнее для ремонта совсем запущенного инструмента.
Самое интересное будет когда Максим скажет об этих образцах - что да как, а твои выводы совпали с моими на 100%, ну и я узнал ещё много интересного для себя.
Андрей, большое спасибо!
Рад, что впечатления совпали!
Даже не знаю, Ярослав, как благодарить за труды. Всегда жду твои отчёты и фотографии. Спасибо, за добротное отношение к делу!
Насчёт "самое интересное", Андрей, уж и не знаю что сказать...
Камни - варианты аналога Shapton Kuromaku 120. Это три последних варианта, наиболее близкие по совокупности свойств оригиналу с моей точки зрения. Выполнены из белого электрокорунда на керамической связке типа S. Отличаются рядом технологических параметров, но для обсуждения, думаю, можно ограничиться оценкой производительности и стойкости, скорректировать можно.
Интересно, как оцените удержание воды?
Спасибо!
Удержание воды, как по мне, так совершенно нормальное. Даже подсохшие слегка камни, когда после фото начинал опять пробовать - быстро давали, и при умеренном давлении, намёк на "лужицу" в месте контакта с инструментом - т.е. увлажнение продолжает работать и без "стоячей воды" на поверхности камня.
В общем, вопросов к удержанию воды и смачиваемости камней в целом - у меня не возникло.
P.S. загустевание СОЖ по мере выделения из камней зерна - по-моему вполне в рамках, особенно учитывая размер зерна и количество снятого металла. Я даже не пользовался пульверизатором, совсем не замаялся изредка смачивать камни в ванночке.
А на Куромаку похож?
quote:Originally posted by MSharab:Насчёт "самое интересное", Андрей, уж и не знаю что сказать...
Я имел ввиду те параметры камней которые ты мне прислал после моего отчёта, и которые не совпадали с моими.
quote:Originally posted by MSharab:
Интересно, как оцените удержание воды?
Соглашусь с Ярославом. Камни не "плывут", и замачивать их долго не нужно.
К тому же на 50-м камне и так приходится убирать суспензию, а это дополнительное смачивание.
Извини, Андрей, эти данные, отчасти, технологический секрет. Отличия результатов оценки композитов "по методике" и "по ощущениям" связаны с тем, что методики разработаны для оценки инструмента на классических керамических связках, а новые связки отличаются по физ-мех свойствам и ведут себя при эксплуатации иначе.
На белых и зелёных камнях 120 и 220 все отмечают отсутствие удержания воды. Эти пробы, в том числе, решали и задачу удержания воды - поэтому и спрашивал.
quote:Originally posted by MSharab:
Извини, Андрей, эти данные, отчасти, технологический секрет.
Понял, обязуюсь не разглашать.
Продолжил пробы ОА 120, образец 46, нержавейка 95х18.
Для начала макрофото бруска - 8:1, кроп, 2мм. по горизонтали:
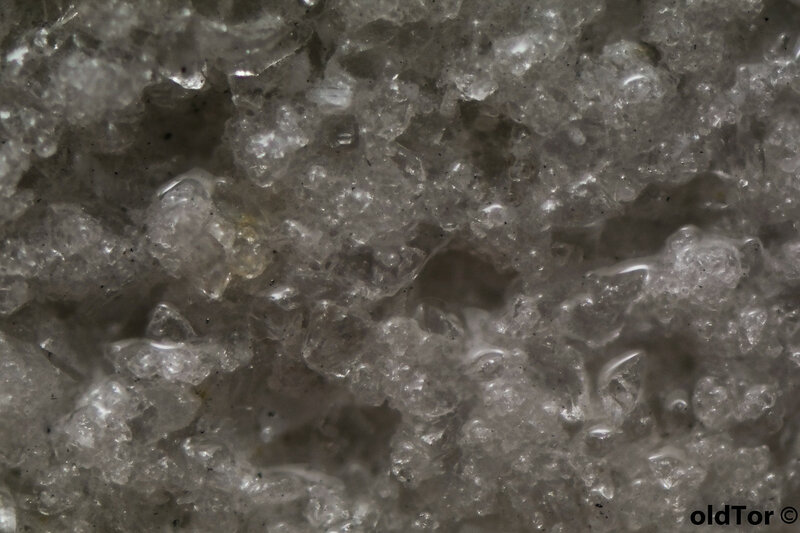
Начало работы ожидаемо для столь грубого зерна - "принимается" абразив не сразу - поначалу скользит, ему надо преодолеть "гладкость" ранее более тонко обработанных фасок. Визуально, оставляемая из поверхность выглядит на удивление чистенькой, как после 100мкм ОА на твёрдой связке. Под увеличением, становится понятно, почему - работает брусок очень аккуратно для своей зернистости. Проточил до заусенки, с "отрицательным давлением" - менее веса клинка, заусенка с помощью суспензии вывелась, получилось вот так - макро 8:1, кроп, 2.6мм. по горизонтали:

Даже "забои" - скорее представляют собой замины, на такой стали, и по моему опыту, на высокохромистых и намного более твёрдых, оксид алюминия на не слишком твёрдой связке, ведёт себя так же - в чём его несомненный плюс.
Однако, я решил попробовать улучшить результат, но поработав "с обычным давлением" при заточке, т.е. так, как будет точить не слишком опытный пользователь или просто торопящийся человек. Сначала подтупил кромку на шкурке P1200, и принялся за дело - до заусенки спецом дотачивать не стал - мне ещё затачивать этот клинок и я предпочитаю столь грубым зерном, без нужды, не протачивать кромку до максимально достижимой тонкости.
Получилось вот так - опять-таки 2.6мм по горизонтали:

Как можно видеть, остановился я вовремя - выход на кромку есть, но она не проточена по-максимуму - довольно ровненькая, ровнее, чем раньше.
"Зато", наличествуют более глубокие риски, которые далее могут вылезти "прорезами кромки", при дальнейшей заточке следующим абразивом.
Почему я уделил такое внимание в пробе этого бруска давлению - обновление рабочей поверхности и выделение суспензии, на нержавейке и с шириной фаски более 1мм. - что для ножа много - очень активное. Всё-таки такое поведение бруска больше подходит столярному инструменту, но применять на ножах вполне можно. Правда, я считаю, что брусок в состоянии раскрыть свои плюсы только уже достаточно опытному заточнику - который чётко понимает зачем ему именно оксид алюминия с высокой обновляемостью и с таким обновлением рабочей поверхности, который умеет работать с давлением и выбирать его, делая поправку на пятно контакта и сталь.
Вообще, конечно, 95х18 - заведомо не очень правильный пример, всё-таки это достаточно вязкая нержавейка, такие куда более оперативно затачиваются на оксиде алюминия на более твёрдой связке, без столь явного выделения суспензии - для обдирочного этапа это куда быстрее по таким сталям. Надо будет потом попробовать по чему-то типа элмакса или s30v - предполагаю, что им этот брусок подойдёт больше - посмотрим, оправдается предположение, или нет.
Ярослав, а работает А120 быстро? Оправданы ли камни зернистостью выше 220? Я совершенно не претендую на квалификацию в заточке, но крупнее 220 не пользую - уже весьма быстро и рисочка аккуратная. Ну и 50й образец, интересно как тебе на "мягкой" стали.
Я не пробовал 50-й и 48-й, так как даже и 46 - слишком мягок для мягкой стали - нарушается принцип "мягкое на твёрдом, твёрдое на мягком" - 46, самый твёрдый из трёх - всё равно слишком мягок для пластичной нержи, хоть она совсем и не "пластилиновая" - в нормальной термичке. Производительность ниже на порядок, чем на сопоставимом или чуть тоньше, зерне ОА на более твёрдых связках.
Оправданы ли более тонкие с теми же характеристиками - я попробую сделать выводы после проб на легированных, в т.ч. высокохромистых более твёрдых сталях.
Не обещаю что успею быстро, но постараюсь.
Что касается с каких фракций делать обдирку - я редко беру что-то грубее 220, а то и 300. Самые часто применяемые абразивы у меня с 400 где-то идут.
Спасибо.
Вот снова тот же клинок притупил на шкурке, и проточил до заусенца, с его последующим убиранием на еле выделяющейся суспензии, ещё советского бруска из оксида алюминия на довольно твёрдой керамической связке, с зерном 180-220 примерно. Времени ушло раза в два меньше, риска куда агрессивнее - я это связываю с более подходящей для обычной нержавейки, твёрдостью связки. макро поверхности применявшегося бруска - 2мм. по горизонтали:

И результат его работы - 2.6мм. по горизонтали:
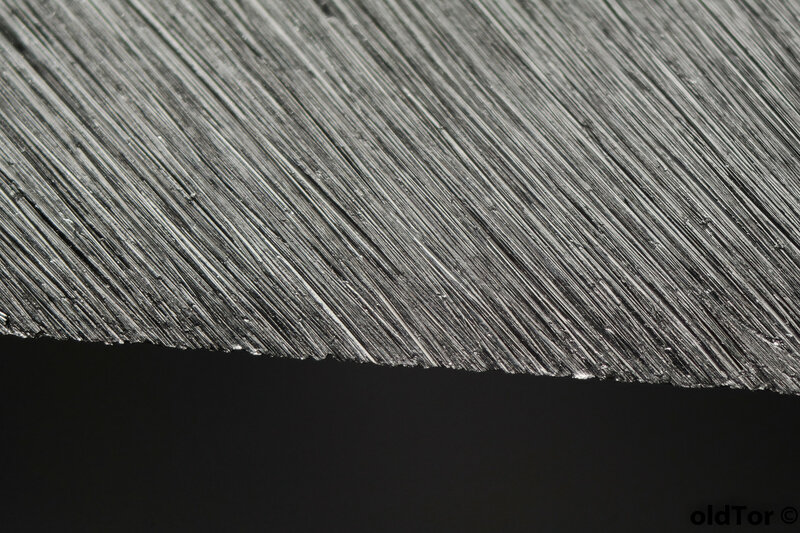
Сравните результаты с результатом 46-го, учитывая что времязатраты порядка в два раза, не в его пользу. ОА180-220 режет лучше, хоть и глубже, в целом, и быстрее. Наклон рисок я спецом чутка изменил, чтобы убедиться, что это не остатки рисок предыдущих.
Конечно, дело бывает не только в связке, но и в размере зерна - очень крупное зерно дольше прирабатывается, прежде чем начнёт как следует брать обрабатываемую поверхность, ранее намного тоньше обработанную, хотя в данном случае, вышло быстрее и пробы 46-го, после подтупления кромки, где поверхность фаски уже была обработана его зерном, т.е. время на приработку не потребовалось - стало быть, в данном случае, ключевой аспект скорости заточки - всё же связка, более подходящая для нержавейки, как мне кажется.
И по совокупности всего этого, мне кажется, что 46-й априори не для мягких сталей.
quote:Originally posted by oldTor:
Что касается с каких фракций делать обдирку - я редко беру что-то грубее 220, а то и 300. Самые часто применяемые абразивы у меня с 400 где-то идут.
Ярослав, мне кажется что нужно обязательно уточнять обдирку чего предстоит сделать, подвода или спуска.
Подводы конечно удобнее чем то деликатным ремонтировать.
Я вот осенью купил заготовку ножа из 440С, решил сделать себе грибной нож. Спуски хоть и полированные, но были очень кривые, это было хорошо видно по отражению. Обдирку делал тогда на тестовых камнях Инф-Абразив из КК 150, просто за неимением других. Пробовал конечно и на абразиве 220КК - 400ОА, но как мне показалось что я буду это делать слишком долго. Теперь жалею лишь о том, что тогда у меня не было полтинника из ОА, чтобы сравнить.
Максим, это моё мнение на твой вопрос Ярославу.
Очень грубые камни иногда бывают нужны, их удел - ремонт плоскости. Это не означает что они необходимы, но я всё чаще применяю их вместо механической обдирки, мне так проще контролировать сам процесс, и я уверен что не накосячу.
quote:Изначально написано yemz:
Ярослав, мне кажется что нужно обязательно уточнять обдирку чего предстоит сделать, подвода или спуска.
Подводы конечно удобнее чем то деликатным ремонтировать.
Для меня выведение спусков на ножах - это работа, относящаяся к слесарке, а не заточке, и я так понял Максима, что его вопрос был о обдирке в ракурсе заточки:
quote:Изначально написано MSharab:
... в заточке, но крупнее 220 не пользую - уже весьма быстро и рисочка аккуратная. ...
Я, по крайней мере, под обдиркой подразумеваю всегда именно грубую заточную операцию, если речь о ножах.
Меня попросили опробовать по мягкой нержавейке, но у меня из таковой, только ножи в деле. Есть, правда, пара резцов и пара стамесок нарекс, именно из нержи, но им ещё не нужен такой ремонт - так что пришлось на ножах пробовать...
А по 440с КК150 как себя показали? В плане суспензии и производительности, именно по спускам?
quote:Изначально написано yemz:
Очень грубые камни иногда бывают нужны, их удел - ремонт плоскости. Это не означает что они необходимы, но я всё чаще применяю их вместо механической обдирки, мне так проще контролировать сам процесс, и я уверен что не накосячу.
Согласен - в ремонте стамесок и железок применяю.
quote:Originally posted by oldTor:
Для меня выведение спусков на ножах - это работа, относящаяся к слесарке, а не заточке, и я так понял Максима, что его вопрос был о обдирке в ракурсе заточки:
Это, получается, я не понял Андрея. Со столярным инструментом вовсе не приходилось работать, да и каждый лучше пусть занимается своим делом. Если камень имеет право на жизнь, будет жить. Прошу обсудить область применения, и необходимые корректировки. В то же время, несмотря на то, что камней много не бывает, не хотелось бы плодить бесконечное множество характеристик. Было бы лучшим вариантом разграничить области назначения камней и отработать разумный компромисс для каждой области.
quote:Originally posted by oldTor:
А по 440с КК150 как себя показали? В плане суспензии и производительности, именно по спускам?
На спуски ушёл день, и я считаю это хорошим результатом.
Кроме выравнивания, спуски пришлось ещё немного свести до 0,5, было 0,8.
Пробовал два образца, но по производительности мне понравился камень который помягче, и у которого суспензии больше. Сейчас не вспомню какой, но по моему это был образец "Б". Суспензию приходилось часто смывать, но это меня не смущало.
quote:Originally posted by MSharab:
Если камень имеет право на жизнь, будет жить. Прошу обсудить область применения, и необходимые корректировки.
И новый "рубанковский" 150 из КК, и "куромаку" 120 из ОА, для меня это камни для выравнивания плоскостей, в том числе и восстановление фаски на столярном инструменте. Иногда проще на камне сделать новую первичную фаску, чем доставать Тормек и замачивать на нём камень, а потом всё мыть и убирать. С камнями проще и легче бывает.
Понимаю что не самый лучший пример, но на стамеске Stanley Everlast 1/2 дюйма, фаску вывел за несколько минут на "рубанковском" 150.


Ну а это уже ОА 120 и стамеска 45 мм.
Справедливости ради хочу сказать что предварительно всё же каверны ржавчины убирал на станке, и только потом камень.



До и после.


Большое спасибо за обзор и отличные фото!
Я вот тоже вижу бруски такой зернистости, больше для выравнивания плоскостей, зачистки рисок от машинной обработки. Т.е. область применения - преимущественно столярный инструмент, ну, или, как вариант, выравнивание и корректировка спусков на ножах.
Тут, конечно, важна хорошая обновляемость как раз, работа с суспензиями, скорость.
И если 150 карбид кремния может более производителен за единицу времени, то 120 ОА, выигрывает тем, что оставляет менее шероховатую поверхность.
Я ещё погоняю эти три образца, но для вышеупомянутых задач, наверное склонился бы в пользу 50 или 48 варианта. Мои предпочтения 46-го, понятны исходя из моей основной работы по ножам, но для даже обдирки ножей, как части заточной операции - бруски с такой зернистостью востребованы довольно редко, хотя в арсенале их иметь всё равно, я считаю, надо.
В общем, вот такое "резюме" у меня пока вырисовывается...
P.S. Планирую попробовать их как раз на убирании следов машинной грубой заточки на некоторых ножах, постараюсь выбрать стали более-менее известные и широкоупотребительные. Думаю, ОА должен хорошо подойти кое-каким легированным инструменталкам и нержавейкам потвёрже, по идее, убирание должно быть очень быстрым на малом пятне контакта, и как раз плюсы в щадящей обработке. Т.е. если смотреть "с обратной стороны заточки" - от грубой машинной а не от переточки затупившегося, ранее чисто заточенного клинка - должно быть тоже востребовано.
Надеюсь, что на неделе удастся что-то успеть, сразу выложу обзор.
Превратил A320SO в масляный камень, чему несказанно рад. В качестве водника я так и не придумал, куда его применить.
Технология замасливания простая - намазываем вазелином как бутерброд, греем (я грел газовой горелкой) пока вазелин не впитается. Потом еще горячий камень мажем еще, пока не остынет и вазелин не перестанет впитываться.
Результат получился похож на dual stone 300, но лучше. Чем-то похож на антикварный карборундум fine.
В отличие от Индии выделяет суспензию, работает быстро, гораздо быстрее чем с водой и не засаливается, хорошо держит форму, не выглаживается. Использовал дешевое оливковое масло.
Переточил много углеродки - топоры, стамески, и немного нержавейки типа AUS-8, 8Cr13MoV - все точится очень быстро, поверхность получается довольно гладкая, заусенец небольшой. Дальше переходил сразу на вашиту или керамику fine.
quote:Изначально написано Komimort:
[B]Превратил A320SO в масляный камень[B]
А исходно притирали на каком размере зерна КК?
quote:Изначально написано twilight_sparkle:
А исходно притирали на каком размере зерна КК?
Точно не помню, скорее всего F220.
quote:Originally posted by oldTor:
то 120 ОА, выигрывает тем, что оставляет менее шероховатую поверхность.
Этим, мне новый камень и понравился.
quote:Originally posted by oldTor:
Я ещё погоняю эти три образца, но для вышеупомянутых задач, наверное склонился бы в пользу 50 или 48 варианта.
Ярослав, на этих камнях, особенно на 50-м, нужно следить за плоскостью камня и суспензией. Полтинник работает быстро, но суспензия может заваливать края. Я как то увлёкся, и не заметил что случилось.
Исправлять потом сложнее, чем следить за тем что делаешь.
quote:Originally posted by oldTor:
бруски с такой зернистостью востребованы довольно редко, хотя в арсенале их иметь всё равно, я считаю, надо.
Забыл добавить когда оставлял отзыв. Мне очень понравилась толщина камней. Да, полтинник конечно "тает" при больших объёмах. Через какое время случится что он сточится до критической толщины, мне судить сложно, но свой Shapton Kuromaku я сточил до 13 мм. примерно за месяц. Иными словами, 2 мм. толщины камня при активной работе ушли в "пропасть".
И тем не менее, считаю что толщину камня нужно оставить как есть. У кого много работы по слесарке, купит несколько камней, а для остальных этой толщины хватит надолго. Один раз сделал, и камень лежит "отдыхает" до лучших времён, или до серьёзной работы которая бывает не часто.
quote:Originally posted by Komimort:
Превратил A320SO в масляный камень, чему несказанно рад. В качестве водника я так и не придумал, куда его применить.
Спасибо!
Теперь понял свою ошибку.
Нужно будет попробовать снова.
quote:Изначально написано MSharab:В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
Размеры приемлемые, линейка тоже. Для ЕДС ножей из нормальных сталей - лучше не придумаешь. У меня в хозяйстве было несколько камней 150х30х40, для небольших ножей - удобно.
И еще для кухни имеет смысл из ОА сделать линейку отдельную, но размерами примерно 50х200. Сколько я не пробовал КК для мягкой кухонной нержи, все равно ОА лучше будет на этапах от F220 до F500, F1000 - уже все равно КК или ОА.
По зерну я уже неоднократно говорил, что достаточно 320, 500, 1000. В том числе для современных типа m390, VG-10 до 60-62HRC.
Только для монстров S90V, ZDP-189 может понадобиться более плотная линейка зернистостей - 220,400,600,1000. Но те, кто имеет ножи из ZDP-189, наверное смогут прикупить камни подороже, например, из линеек 150х50 или 200х75?
quote:Originally posted by Komimort:
И еще для кухни имеет смысл из ОА сделать линейку отдельную, но размерами примерно 50х200
Благодарю за отзыв. Думаешь, 150 мм ОА для кухни коротковат? Дело в том, что речь о бюджете, и 150 будет доступнее 200.
По моему опыту ножи больше 15 см удобнее на длинных камнях точить, 200х50 в самый раз, еще мне нравится японский бюджетный формат 180х63 - на таком камне тоже можно комфортно большие ножи точить.
На днях ради интереса затачивал несколько кухонников на камнях 150х50 из КК 500LC и 1000KC - некомфортно уже на сантоку 180 мм. Но, может быть это дело привычки. В итоге вместо 1000KC взял рубанковский ?2000 полноразмерный.
В конце концов я могу и бланками мачете заточить (подвижным абразивом, спасибо Дмитричу за науку), только возиться дольше и расход абразива большой.
Поэтому если делать специальную серию для популярной кухни, то есть смысл длинные камни делать. М.б. просто полноразмерные 200х75 вдоль пилить?
Я рассуждаю так, что серия из КК больше подходит для современных ЕДС и карманых ножей, у них как правило (у нормальных ножеманов нормальные современные стали, даже китайцы сейчас их применяют. Для них пусть будет серия из КК небольшого формата - длиннее 15 см я редко вижу карманные ножи Да и большинство охотничьих в этот формат вписываются.
Кухня же в основном у людей дешевая, стали там попроще и помягче, для них была бы хороша серия из ОА. Хватило бы и 2х зернистостей - 320 и 600 или 400/1000, например. Если удастся такую пару камней (или еще лучше - один комбинированный) вписать в небольшую сумму - будет хорошо. А для финиша я бы людям далеким от заточки керамомусаты советовал
quote:Originally posted by Komimort:
Хватило бы и 2х зернистостей - 320 и 600 или 400/1000, например. Если удастся такую пару камней (или еще лучше - один комбинированный) вписать в небольшую сумму - будет хорошо.
Здраво. Толщина бруска, понимаю лучше не менее 20 мм?
не меньше.
И размер бы чуть пошире 50-ти мм типа вышеуказанного 180х63 или 185х65.
quote:Originally posted by Komimort:
Превратил A320SO в масляный камень, чему несказанно рад.
Сергей, вот теперь я могу понять Ваш восторг.
Сегодня восстановил столовый нож у которого обломили кончик. Камень перевёл из водника в масляный. Размер камня не большой - 100х45х10, но этого вполне хватило для ремонта и последующей грубой заточки.
Заусенец (теперь уже на масляном камне) действительно получается маленьким.
Переход на вашиту после него вполне логичен. Ещё раз спасибо Вам за совет.
quote:Originally posted by Komimort:
По моему опыту ножи больше 15 см удобнее на длинных камнях точить, 200х50 в самый раз, еще мне нравится японский бюджетный формат 180х63 - на таком камне тоже можно комфортно большие ножи точить.
Насмотревшись видео Ярослава, я теперь затачиваю с малой амплитудой, привык уже.
Длина камня, для меня не критична даже для больших ножей, а вот ширина всё же лучше около 50 мм..
quote:Originally posted by MSharab:
Здраво. Толщина бруска, понимаю лучше не менее 20 мм?
Для "комбинашки"?
Если нет, то насколько камень будет дешевле если станет тоньше?
Тонкие бруски требуют подставочек. Японцы в этом отношении опять же - молодцы. Бюджетные серии с тонкими камнями или на подставках, или комбинированные.
Как пример - New Cerax CR-3800 или King PB-04, Shapton Pro в коробках-подставках и многие другие.
Понятно, что это удорожание, но зато существенно повышает потребительские качества.
quote:Originally posted by Komimort:
Тонкие бруски требуют подставочек.
Это смотря какие и какой толщины.
Камням на твёрдой связке никаких подставочек не нужно, важнее то, на чём они лежат во время работы, а подставка может быть универсальная, одна для всех камней.
Для Shapton Pro, это скорее контейнер для хранения камней чем подставка для работы, впрочем как и для Crystolon и India от Norton. Мне нравятся эти контейнеры, но я никогда их не использую, мне не удобно, грязь потом нужно смывать не только с камня, но и с контейнера, и вокруг него. Впрочем это актуально лишь для водников. Все мои камни которые были на подставках, я отделял от них, но это наверное привычка и моя неприязнь к вклеенным камням. Даже все антикварные коробочки от масляных камней я выкинул без сожаления. Не люблю вони прогорклого масла, и всегда мою масляные камни после работы под горячей водой с моющим средством, а с вклеенным камнем это не совсем удобно.
Вместо контейнеров-подставок, удобнее лоток с бортами и подставкой под камни различных размеров. Так на рабочем месте чище.
Камни в полдюйма, или пусть будет 15 мм. (как у Shapton Pro), имеют право быть например для тех, у кого заточка - хобби, или эпизодическая работа.
Я знаю что для многих цена имеет значение, пусть и не на весь сет камней, но хотя бы на обдирку с заточкой.
Если "комбинашка", то по 12-13 мм. на сторону будет достаточно.
Возможно эти миллиметры и не существенны в цене при изготовлении камней, тогда пусть будет как все привыкли - 20 мм..
Originally posted by Komimort:
Превратил A320SO в масляный камень, чему несказанно рад.
Originally posted by yemz:
Сергей, вот теперь я могу понять Ваш восторг.
...Камень перевёл из водника в масляный...
Огромная благодарность Komimort за находку!
Думаю, стоит сразу поставлять A320SO с пропиткой, не у всех есть возможность с приемлемыми трудозатратами пропитать камень. Хотя, есть и обратная сторона - вывести пропитку уже не удастся. Получается имеют право на существование 2 варианта камня - водный и масляный. Что скажете?
quote:Изначально написано yemz:
Все мои камни которые были на подставках, я отделял от них, но это наверное привычка и моя неприязнь к вклеенным камням.
...
Вместо контейнеров-подставок, удобнее лоток с бортами и подставкой под камни различных размеров.
Тоже отделяю, так как есть универсальная подставка. Но я так думаю, что тот, кто покупает единственный камень или комбинированный - предпочтет в контейнере, да и продавать (впаривать, извиняюь) мне кажется их легче будет.
Я пробовал CR-3800 в подставке-ванне-контейнере - показалось удобно и хранить и пользоваться. Можно прямо на кухне куда-нибудь поставить и глаз радует, то же King Neo ST-4.
quote:Изначально написано yemz:
Я знаю что для многих цена имеет значение, пусть и не на весь сет камней, но хотя бы на обдирку с заточкой.
Если "комбинашка", то по 12-13 мм. на сторону будет достаточно.
Возможно эти миллиметры и не существенны в цене при изготовлении камней, тогда пусть будет как все привыкли - 20 мм..
Тут еще вопрос прочности, камень 200х50 может и расколоться при малой толщине. Я за 20 мм минимум. Более тонкие - лучше клееные на подставки, как, например, у Naniwa SS 10 мм или комбинашки.
quote:Изначально написано MSharab:
Получается имеют право на существование 2 варианта камня - водный и масляный. Что скажете?
A320SO как водник существенно хуже, чем он же с маслом. Водником лучше оставить A320SL, если будете его выпускать.
Если вместо вазелина взять что-то более твёрдое: парафин, воск, и работать с маслом аккуратно, то можно замаслить только одну сторону, вторую оставить водной... Сразу впитывается миллиметра на 2, в ходе эксплуатации (аккуратной - маслом мазать, но не поливать) ещё на 5-6. Давно хочу так же, с помощью фена, пропитать ОА стеариновой кислотой (плавится при 70), но что-то не могу её найти в скромных розничных объёмах...
quote:Изначально написано Serge Ant:
Если вместо вазелина взять что-то более твёрдое: парафин, воск, и работать с маслом аккуратно, то можно замаслить только одну сторону, вторую оставить водной... Сразу впитывается миллиметра на 2, в ходе эксплуатации (аккуратной - маслом мазать, но не поливать) ещё на 5-6. Давно хочу так же, с помощью фена, пропитать ОА стеариновой кислотой (плавится при 70), но что-то не могу её найти в скромных розничных объёмах...
Парафин и воск не очень. Стеаринка - интересная мысль. Но стеаринка, поскольку это кислота, менее стойка к внешним воздействиям.
Парафин и воск - как пробка, чтобы ниже не протекало, а точить на любимом масле... А в стеаринку олеинка разлагается, должна быть стойкой.
Продолжил пробы образцов ОА120. Как и обещал, проверил на "твёрдой нержавейке" - в качестве коей, был взят клинок из ELMAX.
За буквально 15 проходов на сторону, клинок был заточен, убраны повышения угла и микрофаска по которой нож правился много раз:
Как я и писал ранее, и предполагал по работе этих образцов - их мягкость и обновляемость, оказалась хороша на нержавеющей стали именно твёрдой - скорость и точность обработки куда выше, чем по значительно более мягкой и пластичной 95х18, на которой пробовал ранее. Раза в три, навскидку.
Так что тезис "твёрдое на мягком, мягкое на твёрдом" - работает во всей красе и именно в плане связки.
Вот так выглядит это в макро 9:1, кроп, 2.5мм. по горизонтали:
Выделение суспензии на пару порядков слабее, чем на 95х18, работа значительно информативнее.
Проверил и на образце 48 - он позволяет получить более тонкую кромку, поверхность фаски в целом выглядит более чистой, однако отдельные риски более глубоки, нежели широки, а достигаемая бОльшая тонкость кромки на этом образце, чревата несколько более глубокими "зубьями" - это скорее минус, так как на остроту на этом этапе работы выходить незачем, а убирая на шкурке забойчики, ставя технологический барьер - стачивать нужно больше:
Более быстрых абразивов по элмаксу, к тому же оставляющих для своей зернистости столь неглубоко прорезанной риски и столь скромный рельеф на кромке, я пока для черновой обдирки не встречал.
В общем - для твёрдых нержавеек - прекрасно. Для мягких - уныло.
После прошлого обзора, я в качестве примера, приводил грубую заточку 95х18 на достаточно твёрдом бруске ОА180-220. Для сравнения сделал и тут на нём пробу, сначала сточив на шкурке рельеф от ОА120 на кромке.
Вот что получилось:
Припуск после технологического барьера так и остался, хотя остальное в целом, прилично. производительность на порядок хуже, чем по 95х18 - клинок с хрустом "скачет" по зерну в бруске. Вот она разница снова - на мягкой связке ОА мягкую нержу кушал тухло, а твёрдый ОА - шикарно. На твёрдой нерже - абсолютно обратная ситуация.
Очередное подтверждение, что если про сталь говорят что она "точится сложнее такой-то" - впечатление может смениться на диаметрально противоположное, если подобрать под неё правильно абразив, с учётом особенностей связки и - этапа работы - ситуация и условия подбора на обдирке, или, скажем, тонкой заточке - могут серьёзно отличаться! Но это уже область опыта того, кто затачивает.
Не понял почему не отображаются превьюшки фото - вставлял как обычно, у меня в блоге отобразились...
http://www.liveinternet.ru/users/oldtor/post395867251/
Ярослав, Спасибо за труды!
Я всё таки в сомнениях насчёт 46-го. В технологии использована весьма дорогая связка "S". Насколько свойства камня отличаются от обычной керамики? Насколько оправдано делать именно такой камень для ножей? Повторюсь, мы искали "Куромаку", и, по мнению Андрея, нашли в N50. Если оправданно, то может что-то стоит скорректировать? Для ориентира - зёрна в N46 расположены реже, чем в N48 и N50 - в ед.объёма их меньше на 6% и 5% соотв. Твёрдость N46 выше, поскольку в ед. объёма существенно больше связки.
Может тогда не стоит расширять номенклатуру сверх меры, и выбрать 50-й образец?
Всё-таки, мне кажется, что он по бОльшему спектру задач и частоте применения будет востребован. 46-й же совсем узкоспециализированным выходит, и если он не так хорош для обдирки столярного инструмента, как 50-й, то и на ножах мало кто так будет заморачиваться - такая зернистость редко нужна в обдирке, как первой операции заточной, и можно начинать с брусков, которые у Вас уже производятся. Например 120NA Grinderman хоть и отличается, но для ножей более универсален, или вот например Grinderman 220 NA - отличная штука - и по мягкой нерже и по легированным сталям - например по D2 довольно твёрдой.. Вот как раз тут им D2 точил:
Спасибо! Пусть полежит пока эта технология, вернёмся к ней попозже.
Я тут немного запутался в информации, есть несколько вопросов, не праздных, так как планирую покупки для себя и для друзей.
Появились ли в продаже полноразмерные 200мм 220NA, 500LC, 1000КС?
Рубанков F150 и Гриндерман F150 из КК - чем отличаются?
Гриндерман F230 из КК есть в 3х форматах - толщиной 45 и 20 мм и широкий 100 мм - это все одинаковые камни? Состав этого камня с прошлого года не менялся? (Примерно года полтора назад тестировал этот камнень и представляю его свойства, хочу тот самый).
У Андрея на сайте доп. информации практически нет - только обозначения по FEPA.
quote:Изначально написано Komimort:
Я тут немного запутался в информации, есть несколько вопросов, не праздных, так как планирую покупки для себя и для друзей.Появились ли в продаже полноразмерные 200мм 220KA, 500LC, 1000КС?
Рубанков F150 и Гриндерман F150 из КК - чем отличаются?
Гриндерман F230 из КК есть в 3х форматах - толщиной 45 и 20 мм и широкий 100 мм - это все одинаковые камни? Состав этого камня с прошлого года не менялся? (Примерно года полтора назад тестировал этот камнень и представляю его свойства, хочу тот самый).
У Андрея на сайте доп. информации практически нет - только обозначения по FEPA.
Из вышеперечисленного появились полноразмерные F220KA 75x25x200
500LC и 1000KC сам давно жду...
Рубанков K-150-C по задумке должен быть мягче моих F100 и F120.
Как оно на самом деле, я не проверял.
Как показала жизнь, свойства камней, от партии к партии могут отличаться. И это замечено даже у именитых мировых производителей.
По поводу информации.
Абразивный материал указан, тип связки указан, зернистость есть, твердость тоже указана.
Есть габариты, вес и фото.
считаю, что не хватает только рекомендаций по использованию камней.
С зернистость в мкм?? Мне как то проще..
зернистость в мкм не особо совпадает с иными системами координат - большие допуски. И в разных таблицах переводят кто во что горазд. беря за "точку отсчёта" в мкм "даймонд компаунд" или наши алмазы, и выходит ерунда - нортон вот алмазные порошки указывает до десятых долей мкм., типа у них нет разброса)))) А у нас разбросы указаны - зашатаешься - 80\63 - это к примеру, охренеть какой разброс...
Гриндермановские бруски по Fepa, "рубанковские" по jis - так точнее ориентироваться, по-моему.
А главное, что проще сопоставлять в голове с уже использующимися брусками, с известной зернистостью именно в этих системах координат, с подобным же зерном. А с алмазами это плохо кореллирует - и абразив и связки другие и характер работы напрочь.
А так меньше в голове надо переводить одного в другое, чтобы с чем-то сопоставить, чем уже пользуешься.
По крайней мере у меня такое впечатление.
Но, конечно, если бы в маркировку, наносимую на бруски, добавить принадлежность к "системе координат" - было бы проще. А то буковка "F" есть не везде на гриндермановских, а на рубанковских вроде "J" нету...
А было бы хорошо этот момент унифицировать.
quote:Originally posted by rean81:
С зернистость в мкм?? Мне как то проще..
зернистость всегда имеет разброс и характер распределения.
значением в мкм можно охарактеризовать медиану ( то есть среднее значение )
но не всё распределение в целом.
И это надо всегда держать в уме.
у FEPA и JIS есть допуски на разброс и предельные значения ( в хвостах распределения )
у медианы в мкм ничего такого нет.
---
а если вспомнить ещё про дробление и характер обновляемости зерна,
то будет ещё "веселее", так как можно будет ввести средний эффективный размер зерна, который будет очень сильно отличаться у двух брусков с разной твёрдостью. И ещё больше если один из них будет масляным.
Тут уже впору говорить о шерховатости... но её трудно померить.
Поэтому так и живём с мкм и интуитивным сопоставлением камней отталкиваясь от практического опыта.
quote:Originally posted by oldTor:
Но, конечно, если бы в маркировку, наносимую на бруски, добавить принадлежность к "системе координат" - было бы проще. А то буковка "F" есть не везде на гриндермановских, а на рубанковских вроде "J" нету...
FEPA традиционно используется для характеризации шкурок и порошков ( но не камней )
а JIS для мягких японских камней с интенсивной обновляемостью зерна...
Однако, Boride ведь по Fepa указывает зернистость?
Ну, или, может тогда пользоваться обозначениями, принятыми для шлифпорошков, которыми раньше оперировали в советское время? м20, м14 и пр.?
Хотя там тоже разбросец на грубых фракциях не малый...
quote:Originally posted by oldTor:
Однако, Boride ведь по Fepa указывает зернистость?
вроде бы да.
Я и не говорю, что FEPA нельзя использовать для камней.
Но намекаю на то, что полезно прослеживать историю того откуда взялись те или иные стандарты. Чтобы понять их суть и границы применимости.
Думаю, что обозначения импортных брусков по Fepa - переползли из маркировки абразивных порошков, используемых при изготовлении этих абразивов.
У нас, я думаю, было так же.
quote:Изначально написано grinderman:
По поводу информации.
Абразивный материал указан, тип связки указан, зернистость есть, твердость тоже указана.
Есть габариты, вес и фото.
считаю, что не хватает только рекомендаций по использованию камней.
Все так, только обозначение связки/твердости не везде. Где-то на фото есть. Я так понял, что только на новых сериях указывается?
Все что без обозначений - старые известные камни?
quote:Originally posted by Komimort:
Все так, только обозначение связки/твердости не везде. Где-то на фото есть. Я так понял, что только на новых сериях указывается?
Думаю, всегда можно уточнить у Андрея информацию по каждому интересующему камню. Если характеристики и изменяются, то только в лучшую сторону.
quote:Изначально написано oldTor:
Думаю, что обозначения импортных брусков по Fepa - переползли из маркировки абразивных порошков, используемых при изготовлении этих абразивов.
У нас, я думаю, было так же.
У нас (до 1991) было лучше. ГОСТ 3647-80 кроме зернистостей (медиан)нормировал и распределение (были группы Д, Н, П, В). Нынче порошки рассевают по FEPA.
В целом FEPA имеет более компактные, по сравнению с JIS распределения, но существенно проигрывает ГОСТу. Но поскольку в России действует стандарт FEPA на порошки, логично ссылаться на него, JIS использовать для удобства считывания.
Надо же к чему то привязаться, хотя известно, что работа порошка зависит от ряда параметров композита.
На самом деле JIS для меня, например, более понятен, точнее условный JIS (так как численные маркировки у разных японцев не всегда в точности соответствуют JIS).
К счастью я уже все популярные зернистости FEPA-F перевожу в японские в уме, не нужно заглядывать в чарты
Для меня камни от Гриндермана близки к Борайдам, поэтому логичнее для них смотрится Fepa-F. Им бы еще 1500 и 2000 зернистости освоить, и тогда заживем!
quote:Originally posted by skvater:
Им бы еще 1500 и 2000 зернистости освоить, и тогда заживем!
Ну 2000 может и не нужно, натуральным камушком можно затереть? А вот белый 1200 уже в работе, образцы не плохие, по опыту - месяца два и выйдут в продажу.
Натуральным можно конечно, но и синтетик тонкий не помешает. А мельче 1200 планируете осваивать?
quote:Originally posted by skvater:
А мельче 1200 планируете осваивать?
Пока нет, но пробовать будем.
Если честно, то скорее F1200 не очень нужна, по FEPA-F между F1000 и F1200 вроде небольшая разница, а вот F1500 - нужна для легированных сталей с закалкой выше 62HRC.
Это я рассуждаю по своей практике.
Для мягкой нержи и простой углеродки 400-1000-3000-натуральный финишник.
Для легированных high HRC чаще всего - 220-400-1000-3000-5000 - предфиниш - финиш.
Если перевести в FEPA-F, то это будет F320-F500-F1000, а второй ряд я бы в FEPA-F выразил 230-320-400-600-1000-1500.
Тут правда связку и твердость (количество абразива) нужно учитывать, поэтому я, например, градацию водных японских камней обычно считаю условной.
Кстати, вопрос, который давно меня волнует, камни Рубанков.нет 2000 и Гриндерман F1000 делаются из одного зерна?
Тут в какой то теме было упоминание, зерно одно - 1000. 1200 при наличии 1000 и правда не особо интересен (хотя можно сделать переход 600 - 1200). 1500 я бы подождал с интересом
Здравствуйте. Посоветуйте, пожалуйста, брусок для ручной заточки ножей из мягкой нержавейки, например Мор.
quote:Изначально написано тарр:
Здравствуйте. Посоветуйте, пожалуйста, брусок для ручной заточки ножей из мягкой нержавейки, например Мор.
Grinderman из оксида алюминия F320 и F600
quote:Originally posted by skvater:
Grinderman из оксида алюминия F320 и F600
Спасибо. F320 на сайте Гриндермана есть.
Теперь надо найти тисочки.
Попробовал сегодня R220VL, если это наш ответ Шептону, то я поддерживаю!
Камень однозначно интереснее, чем 220КА, который оранжевый. И правда чем-то похож на 120 шептон по структуре и отклику. Буду ждать полноразмерного. И 120-150 камень в этом исполнении тоже был бы наверное полезен, только его я бы его ещё чуть помягче сделал.
Ещё попробовал 150 из КК, который с логотипом рубанков, но продаётся у Гриндермана - камень понравился больше, чем стандартный F100, и даже больше, чем стандартный F220.
И тоже скажу, что можно было бы помягче такие грубые камни делать. Видно придётся ещё и рубанковскую серию пробовать
По вопросу заточки Mora из нержавейки - я бы рекомендовал все-таки второй камень F600 из КК, на нем чище фаска выходит. И еще взять какой-нибудь натурал, можно апексного формата. А для заточки можно попробовать A320SO, но с маслом - очень мне понравился камушек по мягким сталям. После А320SO на моровской нерже можно сразу на финиш переходить, я вашитой пользуюсь, и микроподвод яшмой - это если дерево стругать, по продуктам можно на вашите остановиться. Извините за офтоп, но не хочется оставлять вопрос полуоткрытым
Вопрос ещё такой.
Твердость камня, в частности камни из КК F1000 от Гриндермана и 2000 от рубанков, который на 2 ступени мягче, чем обусловлена?
У меня такое мнение сложилось, что в Гриндермановском больше абразивного зерна. Структура вроде у обоих камней примерно одинаковая, без крупных пор. Мнение сложилось в результате опытов. Камень от рубанков работает медленнее, хотя по логике должен больше зерна отдавать.
У японцев чаще всего так - более "мягкие" камни отдают больше зерна, быстрее теряют форму, но работают быстрее. А тут - почти наоборот.
Может, конечно это специфика сталей (углеродка с закалкой выше 60 HRC, VG-10).
quote:Изначально написано Komimort:
По вопросу заточки Mora из нержавейки - я бы рекомендовал все-таки второй камень F600 из КК, на нем чище фаска выходит. И еще взять какой-нибудь натурал, можно апексного формата. А для заточки можно попробовать A320SO, но с маслом - очень мне понравился камушек по мягким сталям. После А320SO на моровской нерже можно сразу на финиш переходить, я вашитой пользуюсь, и микроподвод яшмой - это если дерево стругать, по продуктам можно на вашите остановиться. Извините за офтоп, но не хочется оставлять вопрос полуоткрытым
Ааа... Скажу честно, я ничего не понял, я в заточке пока что абсолютный ноль. Мне б с чего-то начать. Пока есть китайский клон Апекса. Ножи точу хорошо, но времени уходит минут по сорок на нож. Надо осваивать нормальную заточку.
quote:Изначально написано тарр:
Спасибо. F320 на сайте Гриндермана есть.Теперь надо найти тисочки.
Подставку-держатель можно заказать на Али или купить в барахолке китайских ножей
quote:Изначально написано тарр:
Ааа... Скажу честно, я ничего не понял, я в заточке пока что абсолютный ноль. Мне б с чего-то начать. Пока есть китайский клон Апекса. Ножи точу хорошо, но времени уходит минут по сорок на нож. Надо осваивать нормальную заточку.
40 минут уж больно мало. У меня на заточку (от обдирки до финиша) одного ножа на апексе уходит от полутора часов и более. Для мягких сталей (55-58 единиц) предпочтителен ОА, для сталей твердостью более 58 лучше будет КК. Для финиша хорошо подходят натуральные камни (для той же Моры)
quote:Originally posted by Komimort:
для заточки можно попробовать A320SO, но с маслом - очень мне понравился камушек по мягким сталям. После А320SO на моровской нерже можно сразу на финиш переходить, я вашитой пользуюсь,
А320 я с маслом не пользовал. Как я понимаю, это дорога в один конец? После А320 тоже часто на Вашиту перехожу. Для кухонников это неплохой вариант агрессивного реза по продуктам
quote:Изначально написано skvater:
А320 я с маслом не пользовал. Как я понимаю, это дорога в один конец. После А320 тоже часто на Вашиту перехожу. Для кухонников это неплохой вариант агрессианого реза по продуктам
См. 344 пост. С маслом только A320SO, стандартный 320 лучше с водой.
quote:Изначально написано skvater:
Для мягких сталей (55-58 единиц) предпочтителен ОА, для сталей твердостью более 58 лучше будет КК.
Немного спорное утверждение, это только в теории так.
На практике, если конкретно по камням инф-абразива, камни из КК F500 и F1000 позволяют получить лучший результат для нержавеек, в том числе моровского сандвика (или Китая) за счёт дробления зерна, в том числе.
Но я ничего не имею против гриндермановских камней из ОА, они вполне подходят и для нержавейки и для углеродки.
quote:Изначально написано тарр:
Ааа... Скажу честно, я ничего не понял, я в заточке пока что абсолютный ноль. Мне б с чего-то начать. Пока есть китайский клон Апекса. Ножи точу хорошо, но времени уходит минут по сорок на нож. Надо осваивать нормальную заточку.
Если у тебя на апексе китайские камни, то возьми лучше нормальных камней апексных у Гриндермана, почувствуешь разницу.
Камней из ОА много в наличии в разделе http://www.grinder-man.ru/hand/oahand/othersizeOA
Там есть почти все в наличии, только более тонко нарезанные. Можно взять 320-500-1000, или 320-600.
И не путайте 320 и 320SO, это совсем разные камни, 320SO твёрдый, с водой сильно засаливается, но с маслом работает хорошо.
quote:Originally posted by Komimort:
не путайте 320 и 320SO, это совсем разные камни, 320SO твёрдый, с водой сильно засаливается, но с маслом работает хорошо.
Это понятно, что камни разные (разные типы связки и твердость). У меня есть А320SO, в принципе работа с водой меня устраивает. По мягким сталям он особенно хорош, вот только со временем камень обгалтывается и засаливается. Это решается только взбадриванием
С маслом таких проблем нет у A320SO.
Кстати, к вопросу о нержавейке и типе абразива - у King есть замечательный камень King Neo 800 из КК, специально для кухонной нержи, и по углеродке он работает вяло, и есть неплохой камень King Deluxe, который по нерже просто отказывается работать, а Широгами грызет без проблем, он из ОА.
quote:Изначально написано Komimort:
Если у тебя на апексе китайские камни, то возьми лучше нормальных камней апексных у Гриндермана, почувствуешь разницу.
У меня клон Апекса, жуткий китайский мутант. Первичную обдирку я сделаю на нём, а доводку лучше вручную на камне.
quote:Originally posted by Komimort:
С маслом таких проблем нет у A320SO.
Никак не доходят руки самому пропитать. Правильно ли я понял, что с пропиткой камень обновляется (работает в режиме самозатачивания)?
Да, гораздо лучше, чем с водой. Но при заточке нужно масло добавлять, чтобы шлам смывался.
По моей информации А 320 SO снят с производства. Очень бы хотелось узнать, так ли это, и по какой причине этот замечательный камень решили убрать из линейки?
quote:Originally posted by MSharab:
Никак не доходят руки самому пропитать. Правильно ли я понял, что с пропиткой камень обновляется (работает в режиме самозатачивания)?
Максим, не знаю как камень обновляется, но с маслом (по совету Сергея) он действительно работает лучше. Объёмы у меня были маленькие учитывая размер камня 100х45х10. Очень советую тебе попробовать самому чтобы сравнить.
Я, пока что ещё ни разу не взбадривал камень, после доводки и работы на нём работая с маслом. Как по мне, то этот камень с маслом, напоминает работу с вакуумплотной керамикой, только грубее учитывая фракцию абразива.
Главный по мне плюс - при работе с водой шлам забивает A320SO, при работе с маслом - шлам в нем не задерживается. Износ невысокий. Из того, что пробовал можно сравнить с кристолонами/карборундумами, но они вырабатываются быстрее.
quote:Originally posted by twilight_sparkle:
По моей информации А 320 SO снят с производства.
Даже не могу предположить, откуда могла появиться такая информация. Жаль линейки ему пока нет, но снимать с производства мыслей не было.
quote:Originally posted by yemz:
Как по мне, то этот камень с маслом, напоминает работу с вакуумплотной керамикой, только грубее учитывая фракцию абразива.
Спасибо. Займусь.
quote:Originally posted by MSharab:
Жаль линейки ему пока нет
а планируется? было бы интересно его в других зернистостях попробовать
quote:Originally posted by Komimort:
при работе с водой шлам забивает A320SO
Я пользуюсь с суспензией нагуры Аото - потом просто смываю под струеё воды и н какого шлама, выглаживается постепенно это да - есть - но кто не выглаживается ?
quote:Изначально написано MSharab:
Даже не могу предположить, откуда могла появиться такая информация. Жаль линейки ему пока нет, но снимать с производства мыслей не было.
Я еще никогда не был так рад ошибиться! :)
quote:Originally posted by MSharab:
Даже не могу предположить, откуда могла появиться такая информация.
От меня, а мне в свою очередь от Гриндермена.
Небольшой отзыв по камню карбида кремния 500 зернистости от рубанков:
очень понравился. Использовал для ножей. Точил самые разные. От мягких нержей до твердых под 60 единиц.
Из коробки полностью готов к работе. Есть плоскость и сняты радиусные фаски по краям.
Сложилось впечатление, что более годен для сталей твердостью более 54 ед.
Совсем мягкие безродные ножи точатся невразумительно. Для них требуются камни с более твердой связкой.
Перед работой необходимо замочить минут на 5. И в процессе работы по-немногу добавлять водички. Буквально на кончиках пальцев.
Чтоб поверхность камня была постоянно с небольшим слоем воды. Выделяющаяся суспензия здорово ускоряет работу. Но надо следить за ее количеством. Чтоб без избытка, иначе будет заваливать кромку.
В конце заточки хорошо полностью смыть суспензию и поработать с минимальным давлением на чистом камне.
Избыток давления при заточке ведет к повышенному износу камня. После каждой заточки полезно восстановить плоскость - сделать пару кругов на стекле.
Очевидно, действительно основная специфика работы камней "рубанков" - столярный инструмент с большой площадью контакта. Однако, при желании, с успехом можно точить и ножи.
И снова всем здравствуйте. Как открылся магазин Гриндермана, заказал два брусочка ОА, F320 и F600. Терзучу свои Моры и Ганзо, нарабатывая моторику.
Теперь думаю попробовать камешки КК, как думаете, F500 и F1000 подойдут?
И для доводки Idahone S-4.
Правда ни того, ни того нет в наличии,но надеюсь появятся.
quote:Originally posted by тарр:
Теперь думаю попробовать камешки КК, как думаете, F500 и F1000 подойдут?
И для доводки Idahone S-4.
конечно подойдут, особенно для сталей твердостью более 58 единиц. После 1000 Гриндермана Idahone особо ничего не даст (может и заусенец вытянуть). Лучше возьмите что нибудь натуральное (если средства поджимают, то гусевской сланец Грин Бразилиан подойдет)
quote:Originally posted by skvater:
Лучше возьмите что нибудь натуральное (если средства поджимают, то гусевской сланец Грин Бразилиан подойдет)
Спасибо, воспользуюсь Вашим советом, ценник на камень гуманный.
quote:Originally posted by RuChef:
От меня, а мне в свою очередь от Гриндермена.
Здесь явно какая то ошибка, возможно из-за временного отсутствия товара. Сегодня A320SO есть в наличии в камнях и появится на днях в апексах.
Рад представить сообществу совместные плоды работы в Карелии:
Материала отснято не мало, по мере возможности будем обрабатывать.
quote:Originally posted by MSharab:
Рад представить сообществу совместные плоды работы в Карелии:
Максим, большое спасибо за видео!
С удовольствием посмотрел пока три.
Есть вопросы, но они больше технического характера, и скорее как кто привык работать, и не относятся к данной теме.
Ну и конечно, приятно увидеть Андрея воочию. А ты ведь тоже мелькнул в кадре?
Максим, отличное кино! Андрей Мефодиевич отлично себя чувствует в кадре:-) надо было все 3 кина сразу скидывать, а то мало ли народ поленится перейти на youtube и посмотреть все видео.
Хорошее начинание. Про ножи для мясорубки и керамический нож тоже познавательно, спасибо.
Спасибо! Наш вклад в популяризацию заточки
Продолжение следует.
quote:Originally posted by MSharab:
Рад представить сообществу совместные плоды работы в Карелии:
Материала отснято не мало, по мере возможности будем обрабатывать.
Рекомендую вынести материал в отдельную тему.
Отдельную тему пока не представляю. Роликов будет 5-7. Пока публикую тут:
Кому интересно, загляните на ютуб. канал "ИНФ-АБРАЗИВ". сделали ещё 2 ролика.
Максим, спасибо за продолжение.
Демонстрировать камни в работе у Андрея получается великолепно!
Маленькое замечание.
Андрей говорит о Grit-ах про абразивность камней, но все понимают (кто в теме), что он имеет ввиду Fepa.
А "хитрый" камушек, в конце ролика, неужели вакуумплотная керамика?
quote:Originally posted by yemz:
А "хитрый" камушек, в конце ролика, неужели вакуумплотная керамика?
Видимо вопрос касается C1000KQ. Как видно из маркировки КК1000, тип связки - К (новая, пока работаем над ней), твёрдость Q (СТ3 по нашему). Плотность действительно очень высокая, но формовали без вакуума.
Посмотрел видеозаписи, заинтересовали камни из розового корунда 120 и 220. Как я понял, твердость связок в них другая, нежели в старом розовом 100NR? Реально ли сделать более тонкие камни из розового ОА? У Борайда есть Руби, но самая мелкая зернистость в этой линейке 220
quote:Originally posted by MSharab:
Как видно из маркировки
Видно будет, когда будет наглядно.
Когда то искал, как расшифровать маркировку своего камешка Tyrolit. Нашёл подходящую наглядную схему, расшифровал.
Взял схему за основу, что бы расшифровывать камни "GRINDERMAN", поменял местами твёрдость и связку, немного подчистил. Что скажете, структуру убрать, связки кроме керамической убрать? Что ещё не подходит?
quote:Originally posted by Skif 77:
Взял схему за основу, что бы расшифровывать камни "GRINDERMAN"
Интересно, но, позвольте спросить - чем неудобна статья на сайте? (ссылка в оглавлении)
По существу:
"Структуру убрать" - согласен. Мы не указываем, хотя это очень важный параметр. Для каждого камня она подбирается индивидуально и на одной твёрдости не будет разных структур.
"Связки" - согласен.
Зернистость. Размерный ряд зернистостей следует расширить в соответствии со стандартом FEPA (от 120 до *постараемся* 1500)
quote:Originally posted by skvater:
Реально ли сделать более тонкие камни из розового ОА?
Маловероятно. Такие порошки в России не изготавливают в наше время (до развала были). А буржуи готовы сделать под заказ от 20 тонн. Сами понимаете.
Да, новый ролик по заточке Р6М5 КК и доводке A1000NL уже на ютубе.
quote:Изначально написано MSharab:
Маловероятно. Такие порошки в России не изготавливают в наше время (до развала были). А буржуи готовы сделать под заказ от 20 тонн. Сами понимаете.Да, новый ролик по заточке Р6М5 КК и доводке A1000NL уже на ютубе.
А насколько хорошо новые розовые камни держат плоскость? Андрей в видео при заточке упоминал, что при работе ими выделяется суспензия. Старый 100Nr у меня даже намека не дает, ободрал на нем около 20 ножей, даже еще надписи видны
quote:Изначально написано skvater:А насколько хорошо новые розовые камни держат плоскость? Андрей в видео при заточке упоминал, что при работе ими выделяется суспензия. Старый 100Nr у меня даже намека не дает, ободрал на нем около 20 ножей, даже еще надписи видны
Розовые камни F120 и F220 мы решили сделать немного мягче, дабы немного повысить их агрессию.
Их стойкость к износу может быть и стала немного меньше, но это будет трудно заметить в сравнении с розовым F100 из старой партии.
Ну а по отношению к Boride Ruby ресурс наших "розовых", как минимум в два раза выше, а может даже до 3-х раз они живучее.
quote:Originally posted by grinderman:
Розовые камни F120 и F220 мы решили сделать немного мягче, дабы немного повысить их агрессию.
Надо будет потом на пробу прикупить, но еще бы хотелось дождаться камней с 1500 зерном. Хотя бы примерные сроки их выхода известны? Это будут камни из ОА или КК?
quote:Originally posted by skvater:
Хотя бы примерные сроки их выхода известны?
Несколько новых камней в работе, но раньше 3х-4х месяцев вряд ли появятся. Разработка новой технологии дело не быстрое.
Два вопроса по A320SO...
Является ли нормой то, что на сером фоне проявились белые крапинки?
Чем его пропитывать и с чем точить, если делать его "масляным"? Обязательно масло камелии или олеиновая кислота (где берут это чудо?), или же сгодится Баллистол/WD40/веретённое/трансформаторное/бытовое/моторное?
Пропитывал обычным аптекарским вазелином, с нагревом. Пропитал одну строну на несколько мм вглубь. Масло использую оливковое. Про выбор масел была отдельная тема, на твёрдых камнях использовал и вдшку и парфиновое масло (веретенку) - камни не пострадали.
Белые крапинки есть, но они как-то не мешают.
quote:Originally posted by Komimort:
Белые крапинки есть, но они как-то не мешают
На моем тоже есть, вроде не влияют на процесс
quote:Originally posted by Komimort:
Пропитывал обычным аптекарским вазелином, с нагревом.
Спасибо!
Нанести вазелин и подуть феном?
Оливковое? Думал, растительные масла категорически не подходят.
Да, именно так, сделать хороший бутерброд и подогреть феном, пока не впитается, можно повторить - пропитывается только у поверхности, можно будет использовать и как водник на обратной стороне.
quote:Originally posted by Max32:
Оливковое? Думал, растительные масла категорически не подходят.
оливковое, как раз, и подходит. А вот другие распространенные растительные: подсолнечное, льняное и т.д. - нет. Можно масло камелии использовать, но это уже "экзотика"
quote:Изначально написано Max32:
Нанести вазелин и подуть феном?
quote:в аптеках есть - тюбиковый вазелин, густой и является сплавом жидкого и загустителей типа парафина - он может и непробьет брусок насквозьИзначально написано Komimort:
можно будет использовать и как водник на обратной стороне.
и есть жидкое вазелиновое масло - оно точно пробъет сразу насквозь, и как водник уже неполучиться ихмо - под водой жидкой суспензии они недают, неводное поведение
еще бывает технический вазелин - он полужесткий как свечки, и видимо неподходит сюда
quote:Originally posted by maxara:
в аптеках есть - тюбиковый вазелин, густой и является сплавом жидкого и загустителей типа парафина - он может и непробьет брусок насквозь
и жидкое вазелиновое масло - оно точно пробъет сразу насквозь, и как водник уже неполучиться ихмохотя я под водой такими и пользуюсь, только жидкой суспензии они недают - неводная реакция
Для остановки пропитывания брусков маслом, у меня хорошо получилось с мылом. Берем обычное мыло и чуть размягчаем до состояния густой сметаны. Наносим на брусок и чуть втираем пальцами. Некоторое время ждем высыхания и можно использовать. Способ отлично работает на брусках с достаточно большими порами типа индии и т.д., и совсем плохо на тонких порах типа тонких арканзасов.
Обычно пропитку делаю куском мыла, которое лежало в мокрой мыльнице и покрылось размягченным слоем. Прямо куском мыла намазываю мокрый вытертый брусок и пальцами втираю мыло снаружи. Получается я не только шпаклюю брусок, но и пытаюсь забить его поры. Звучит сложно, но на одну сторону полноразмерной индии уходит около минуты.
Масло можно втереть довольно глубоко и после высыхания оно совсем не мешает. Притирка не убирает мыло, только снаружи. Далее масло впитывается только до мыла. При мытье камня масло легче отмыть до конца, но мыло не успевает размягчиться. Одиночное мытье в посудомойке полностью отмывает брусок от масла и похоже от мыла...
ps. Я не рекомендую этот способ на брусках предназначенных исключительно для воды, поскольку возможно испортить брусок. Это будет на ваш страх и риск. Сам использую для брусков, которые любят пить много масла, чтоб не впитывали. Пробовал использовать фейри - не понравилось, похоже в него добавляют компоненты замедляющие высыхание и впитывание, а смывается потом значительно быстрее мыла.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by maxara:
тюбиковый вазелин, ... - он может и не пробьет брусок насквозь
Я как раз работаю над этим. =) Но одного тюбика (30 грамм) оказалось мало для камня A320SO 200х75х15. Намазал - в микроволновку - дал впитаться - ... несколько раз. По 5 минут на 200 Вт.
Так, наверно, и карнаубским воском можно пропитать. Ещё бы знать - зачем...
Карнаубским воском - будет скользский брусок. А вазелином пропитывал, чтобы масло при заточке не впитывалось.
А зачем целиком камень пропитывать? Я пропитал на пару мм, двух намазываний хватило.
С мылом - мысль интересная, надо попробовать при случае. Возможно и вода будет лучше удерживаться на таком бруске.
quote:Изначально написано Komimort:
С мылом - мысль интересная, надо попробовать при случае. Возможно и вода будет лучше удерживаться на таком бруске.
Это кстати давняя "фишка" с легко салящимися сланцами - моется с обильной мыльной пеной или фейри, а потом ополаскивается, но не отмывается от них - потом при работе, лёгенькая мыльная взвесь может быть в воде, но на работу не влияет и камень меньше салится. С искусственными брусками это уменьшает "проливание воды насквозь", и думаю вариант от Евгения тем более сработает.
Кстати, для синтетиков не слишком грубых и выделяющих суспензию, но "сильно пьющих", если говорить о гриндермановских, то КК начиная с 400 (Хотя м ними особых проблем в этом плане не наблюдается, и актуально скорее на 1000-нике, но в качестве примера и "на попробовать" - подходит) и тоньше - можно прибегнуть к такому способу - выделяем суспензию, слегка, разравниваем её тонким слоем по камню, чтобы "уселась" в поры. Даём камню обсохнуть, далее спрыскиваем водой - удобнее всего из пульверизатора, и работаем - усевшаяся в рыхлость бруска суспензия, снижает и впитываемость СОЖ и, к тому же, при заточке сталей, склонных данный брусок засаливать, не даёт шламу забиваться слишком глубоко - он легко потом стирается с бруска пальцем в ванночке с водой или под струёй воды. Кстати, этим способом я решил проблему засаливания и на брусках не только на керамических связках - с бакелитовыми (например бруски ИСМ) - этот метод прекрасно себя оправдывает, а при зерне из карбида кремния, скорость его работы практически неизменна. Но вот как оно будет с корундовыми брусками - надо проверять, особенно, если связка твёрдая - важно не выгладить брусок при наведении суспензии - её должно быть очень мало, только "сесть" в рыхлость камушка и не более.
Есть на канале ИНФ-АБРАЗИВ в ютубе ролик от Андрея Петрова о A320SO. Но, презентую последний ролик из серии, претендующий на комический, хотя, кроме тех, кто участвовал, мало кто смеялся: https://www.youtube.com/watch?v=nVE1ODW5wJk
Прошу ставить "лайки", как это не пошло, и писать комментарии - всё это повышает пресловутый "рейтинг". Думаю, лучше пусть эти ролики будут в топах, чем что-то типа "а ещё мы можем вот так..."
quote:Изначально написано MSharab:
презентую последний ролик ...
Как-то после просмотра сразу захотелось Лене подарить нож :)
Надеюсь, ребенка не оставят без столь желанного предмета быта!
quote:Originally posted by twilight_sparkle:
Надеюсь, ребенка не оставят без столь желанного предмета быта!
Думаю, отвертеться не удастся - бойкие дети нынче пошли. По камушку себе выпросили, и с ножом справятся. Будем надеяться на долгосрочный интерес к предмету, как говорится - точи нож смолоду
Попробовал искусственные нагура от ИНФ-Абразив, на основе кварца 3мкм.
Пробую две, они немного разные, в качестве Dressing Stone - очень хороши оказались для японских водников, что для naniwa chosera (400 - 1000 - 3000 грит), что для suehiro (1000 - 5000 - 8000 грит)
В качестве, собственно, искусственных нагура, на искусственных же камнях я пока не пробовал, но зато опробовал на природных - на хиндостане и на Гусевском Бордо Бразилиан.
С хиндостаном надо пробовать в разных его притирках - в той, что я пробовал, до F220 - естественно, прироста съёма кварцевая суспензия не дала, однако смягчила работу камня и не давала шламу усесться в его поверхность.
С Бордо Бразилиан, вышло интереснее - я бы вообще сказал, что он очень хорошо подружился с этой искусственной нагура. Взял я его уже выглаженный, и надо сказать, что нагурка его прекрасно равномерно и довольно тонко - освежила.
Искусственная нагура о которой речь, имеет маркировку 86м. Она понежнее второй, о которой пока речи нет (85к), которая малость пожёстче и активнее чистит синтетические водники погрубее, обе требуют замачивания, примерно в течение 20-30 секунд - можно под струёй воды.
Наводится на твёрдом, тонкодоведённом и выглаженном сланце она легко:

После того, как я плотно на ней поработал круговыми движениями, бритвой, ранее доведённой и подсевшей, т.е. работа по достаточно чистой и гладкой поверхности, в течение примерно минут 4-х, кварцевое зерно искусственной нагура, явно раздробилось, причём, сумело и освежить сам сланец, однако смешение суспензий отразилось больше на окрасе суспензии, нежели на собственно работе, по крайней мере, грубее работать ничего не стало, а только постепенно тоньше. Вот так выглядит это смешение с уже раздробленной кварцевой суспензией, отработавшей:

Ну а теперь макрофото результатов работы - макро 9:1, стэкинг, кроп, 2мм. по горизонтали - сначала работа круговыми и только, далее - на уже почти что отработанной суспензии, на зерно:
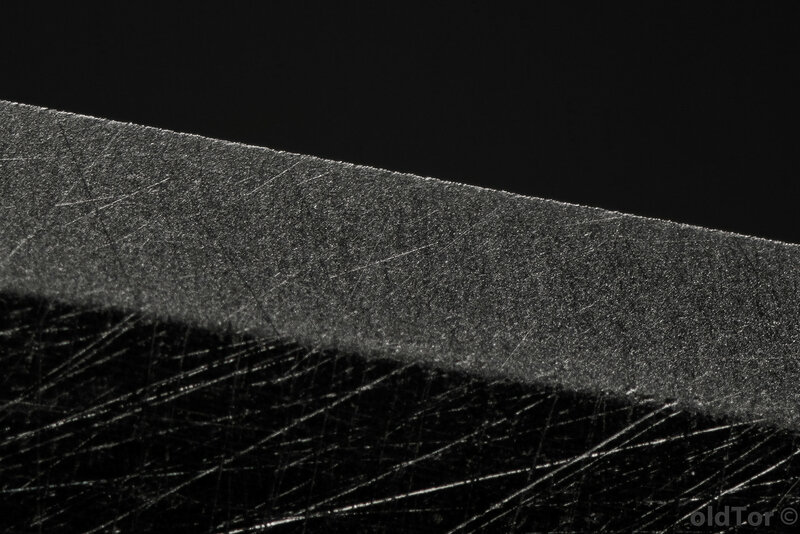

Что можно сказать - для работы на твёрдых камнях-основах - подходит. Этап - углублённая правка или тонкая заточка, максимум префиниш, и это будет зависеть (как и в случае с другими суспензиями, в т.ч. натуральными), во многом, от характера работы камня-основы, под суспензию.
Кромка весьма агрессивная, но для малых углов заточки вполне, как я считаю, допустимая, не чрезмерно - по крайней мере далее, вполне быстро удалось довести бритву. Ну а при применении подобной связки абразивов на ножах - так вообще всё замечательно.
В общем - в своём роде, мне кажется довольно симпатичная и удобная штука - и в качестве слурика и в качестве dressing stone.
quote:Originally posted by oldTor:
Что можно сказать - для работы на твёрдых камнях-основах - подходит.
Спасибо, Ярослав за работу. Отличные фото, за тобой не угнаться.
Образцы эти пока опытные, хотелось ещё поработать - попробовать разные сочетания, плотности. С момента отправки ещё один интересный композит на эту тему получился.
Правильно я вижу по фото, что кромочка даже аккуратнее получилась на суспензии, чем на уже почти чистом камне?
Не за что!
Спасибо!
В общем - да, но с большим "но" - тут обязательно надо учитывать разность метода работы и изменение состояния поверхности самого камня. Т.е. нельзя просто сказать что суспензия сработала тоньше самого камня - по сути, если на суспензии не зачищать круговыми, разнонаправленными движениями, с малым давлением, так что под фаской "подушка" из суспензии, и фаска "не продавливает" её до камня, как я делал, а наоборот - сразу и на суспензии работать привычными движениями, комбинированными вперёд-назад или однонаправленными на зерно, то результата как на первом фото - не получится, а будет более похожий на тот, который на втором.
Буду в Москве на
"14-я Международная выставка технологий, оборудования и материалов для обработки поверхности и нанесения покрытий, 25-27 ОКТЯБРЯ 2016, МОСКВА, КРОКУС ЭКСПО"
ссылка на сайте: http://inf-abrasives.ru/
Заезжайте, пообщаемся.
Присоединюсь к честной компании. Попробовал два камня 500 и 1000. Работа камней понравилась. Точат достаточно быстро (хотя смотря с чем сравнивать конечно).
quote:Изначально написано skvater:
sermmt, это к чему и после чего?
Просто взял для тестирования два камня этого завода и решил погонять. С учетом их стоимости раза в два-три дешевле японских водников, мне работа и результат понравились. Вот и все.
quote:Originally posted by sermmt:
Просто взял для тестирования два камня этого завода и решил погонять
это КК или ОА? Какую сталь затачивали?
quote:Изначально написано skvater:
это КК или ОА? Какую сталь затачивали?
На фото обычная нержавейка. Камни под маркировкой I-1000-C J-500-C с рубанков.нет. Сегодня прошелся по филейнику из "дамасска". Результаты так же понравились, хотя по ощущениям и скорости уступает этому японцу (тестировал одновременно, хотя камень у меня давно и 400 почти стерся) - http://knife.kasumi.ru/katalog/vodnye_kamni/36025/
По цене разница уж очень существенно отличается, а 400 из ссылке выше по скорости износа ну уж очень сильно уступает 500 с завода.
В итоге я очень доволен именно по критерию цена\качество.
J500C пробовал, но на относительно мягких сталях (до 60 HRC) он, хоть и работает, но мне не очень понравился, тот же C600VM показался интереснее, а ножика потвёрже под рукой не нашлось.
quote:Изначально написано sermmt:На фото обычная нержавейка. Камни под маркировкой I-1000-C J-500-C с рубанков.нет. Сегодня прошелся по филейнику из "дамасска". Результаты так же понравились, хотя по ощущениям и скорости уступает этому японцу (тестировал одновременно, хотя камень у меня давно и 400 почти стерся) - http://knife.kasumi.ru/katalog/vodnye_kamni/36025/
По цене разница уж очень существенно отличается, а 400 из ссылке выше по скорости износа ну уж очень сильно уступает 500 с завода.
В итоге я очень доволен именно по критерию цена\качество.
У японцев традиция делать мягкие грубые камни. Они должны давать много зерна и за счет этого работать быстро. Только некоторые грубые японские камни не страдают быстрым износом. У нас пока противоположную традиция - делать камни потверже, но они и работают помедленнее, зато форму держат.
quote:А на "Клинке" - не?Originally posted by MSharab:
Буду в Москве на
"14-я Международная выставка технологий, оборудования и материалов для обработки поверхности и нанесения покрытий, 25-27 ОКТЯБРЯ 2016, МОСКВА, КРОКУС ЭКСПО"
quote:Originally posted by Serge Ant:
А на "Клинке" - не?
Пока "не". Может в будущем.
quote:Изначально написано Komimort:У японцев традиция делать мягкие грубые камни. Они должны давать много зерна и за счет этого работать быстро. Только некоторые грубые японские камни не страдают быстрым износом. У нас пока противоположную традиция - делать камни потверже, но они и работают помедленнее, зато форму держат.
Да, мой опыт пока подтверждает ваши слова. Тут уже дело выбора каждого между износом и скоростью работы, а так же ценой.
quote:Изначально написано sermmt:Да, мой опыт пока подтверждает ваши слова. Тут уже дело выбора каждого между износом и скоростью работы, а так же ценой.
а так же способом работы на камне. Для работы на приспособе, мягкие камни плохо пригодны. На более твердых камнях работать на приспособе куда приятнее - мало грязи, небольшой износ и хорошее удержание формы
На выходный сравнил Бодрид(А1000WE) и А600 . Вообще то мне бонусом к Бодриду положили кусок А500 - но по характеру работы он от 600 не отличается - поэтому практически имеет смысл обращать внимание на отличии Бодрида (А1000WE) от А600(500)
Бодрид (А1000WE)- зерно мельче , связка мягче - легко наводится суспензия которая при растирании отлично убирает засаливание , НО - на камнях с твердой связкой - срабатывается сам быстрее , чем убирает верхний засаленный слой - особенно это касается КК - у меня после очистки сэта больших камней из КК от М20 до М5 - ушел 1 мм Бодрида
А600(500) - соответственно тверже - больше работает за счет съема верхнего слоя засаленного камня , но на тонких ( F1000 и выше) камнях на мягкой связке - оставляет царапины на поверхности и сам набирает шлам ( хоть и не значительно - поверхность сереет)
Как вариант работы - навести чуть суспензии бодридом и дальше стирать А600 тым
А вообще хотелось бы что то чуть тверже Бодрида по связки , но с тем же зерном
))Все вышесказанное естественно относится к работе вышеперечисленными камнями в качестве dressing stone
А я а600 притёр на каком-то твёрдом бруске и он у меня не царапает даже мягкие и тонкие камня - зато чистит просто супер. Правда, есть подозрение, что в зазоры в его поверхности может попасть что-то с бруска и тогда да - может поцарапать. Но пока просто отлично всё. Шлам конечно слегка набирает, но по-моему именно этими "зазорами" он так эффективно всё и чистит. особенно крут оказался по брускам ИСМ, кстати - постоянно вместе с ним их использую.
Бодрид у меня редко достаётся - мягкие камни и так обновляются и шлам уходит (если конечно не точить совсем неподходящими брусками совсем не подходящие им стали), а твёрдым, бодрид не очень подходит - верно сказано, сам уходит быстрее, а очистка не очень эффективна.
На чём-то среднем по твёрдости - да, симпатично, но только на относительно грубых абразивах, а начиная с 1000 jis включительно и тоньше - царапает. Т.е. потом надо навести суспензию на камне чем-то другим и потереть, чтобы поверхность стала однороднее.
В общем и то и другое, полезно иметь. Пока не встречал таких универсальных дрессинг стоунов, чтобы подходили ко всей палитре водников одинаково удачно, и вряд ли это возможно.
Индекс по камням ИНФ-Абразива
http://myabrasive.ru/forum/viewtopic.php?p=2153#p2153
обновлен. Далее не трогаю.
Олег, большое тебе спасибо!!!
Посмотрев видео, где Андрей точить нож для мясорубки решил пройтись по тем же стопам, но абразивный сет был другой(как говориться из того что было...)
- начал со 100 микронного ОА очень плотного и твердого еще из самых ранних серий. Замачивать почти не пришлось, буквально с минуту под струей воды. Работы было много даже на этом этапе, понятно, что ОА теряет агрессивность со временем, но в принципе за 10-15 мин получилось выровнять более менее одну сторону(рассказывать буду про одну сторону, хоть и ровнял обе + нож) сам нож на данном камне не точил(когда то я его выровнял и заточил , так что в выравнивании он не нуждался)
Камень понравился, агрессию старался держать до последнего. Засаливания сильного не было, легко удалялось.
- Все же пришлось взять и ОА 63 микрона(он у меня комбинированный с камнем м20). Водичку пьет поболее чем первый, ну оно и понятно два слоя.
Салится чуть поболее 100микронного, но риска приятнее и уже проступали черты некого зеркаливания.
Оба камня прекрасно держат форму. Единственное что, иногда хотелось чуть по агрессивнее работу видеть.
-Потом в дело пошел кирпичик из КК м14 на нормальной связке, я б даже сказал чуть мягковатой. замачивать прришлось минуты 2-3 пузырьки активно так прут из него. Работает шустро риски от предыдуших вывел достаточно быстро, но т.к. камень мягкий, долго на нем не решился работать из-за опасения завалить плоскость.
- вспомнил что есть у меня кирпичик КК ф600 ВЛ, та самая твердая связка...Замачивать его не пришлось буквально 0,5-1 минута под струей воды и в дело.
На этом этапе даже стало явление гидрозамка проскакивать, но ввиду того что пластина перфорированная отмачивать водичкой вовремя получалось оперативно. На этом же камне был и поправлен и заточен сам нож(по ощущением нож мягче чем пластина, но думаю это обманчиво т.к. пятна контакта в обоих случаях разнятся в разы.) Камень несмотря на связку(а может и вопреки) работал тоньше того же кирпичика КК м14.
Засаливание было минимальнейшее, легко снимается и по большей части плавает в слое СОЖ. Но связка тут и злую шутку сыграла, камень таки выглаживается, агрессивность съема падает(на обычных ножах заметить сложнее, не сопоставимо разная площадь и время работы в этих случаях)
Если одной притирки данного бруска хватает на достаточно большое количество ножей, то для пластин мясорубки взбадривать думается мне придется после работы одной пластиной но на двух её сторонах.
- потом кирпичик ОА м10(из первейших серий). водичку пьет, быстро, но умеренно. в результате получилось некоторое зеркало, кирпичик засаливается достаточно быстро, часть засаливания уходит от воды с фейри, а часть таки и остается и растет. Но камень мне нравиться, хоть и порой вылезают артефакты крупных зерен. Для кухни порой прекрасно подходит когда мусат уже поздно, а точить капитально еще не охота.
Вот результат:
- Сама пластина
![]()
та же пластина с ножом на сухую прижата и чуть притерта
![]()
та же пластина с ножом на сухую прижата и чуть притерта, но уже дережит нож даже будучи перевернутой вверх ногами.
Не помню как это называется взаимное сопряжение что ли. Если есть знающие люди буду рад узнать истинное название сиего процесса.
![]()
quote:Originally posted by Асвитол:
начал со 100 микронного ОА очень плотного и твердого еще из самых ранних серий
quote:Originally posted by Асвитол:
Все же пришлось взять и ОА 63 микрона(он у меня комбинированный с камнем м20)
Я лишь добавлю фото этих камней.
Они уже в прошлом, и это, уже история.



Андрей, спасибо за фото. Да камни именно такие, единственно что 100 микронный у меня раза в 2 побольше. А вот комбинашка именно такая же. Причем по моим ощущениям 63 микрона тут работают как индия медиум(а порой даже на уровне индия корс сравнивая со старой индией от нортона), может чуть более чище. Камушек для нетребовательного хозяина для кухни весьма оптимален, а учитывая его цену, так вообще не имеет себе равных.
Кстати вопрос:
кто сравнивал новые ОА 1000 и м10? есть ли ощутимая разница?
quote:Originally posted by Асвитол:
Да камни именно такие, единственно что 100 микронный у меня раза в 2 побольше.
Сетка на моих фото сантиметровая.
Поэтому больше быть не может.
обновил индекс http://myabrasive.ru/forum/viewtopic.php?p=2153#p2153
актуальность сильно под вопросом, т.к. местами маркировка полностью не указана и были ли изменения камней - хз.
150-й КК в рубанках весь заменен новой модификацией.
Сегодня купил такой - вполне близок к пробнику "Б" http://myabrasive.ru/forum/viewtopic.php?p=2140#p2140
120й ОА, A 320 SL сказали не ждать в близж. 2 месяца
Если вдруг в производство пойдут другие модификации вместо них - я лучше пойду себе возьму японов, вместо того, чтобы обновлять индекс и сошкрябывать по половицам отзывы -- много дешевле будет.
quote:Originally posted by Botanic:
120й ОА, A 320 SL сказали не ждать в близж. 2 месяцаЕсли вдруг в производство пойдут другие модификации вместо них - я лучше пойду себе возьму японов, вместо того, чтобы обновлять индекс и сошкрябывать по половицам отзывы -- много дешевле будет.
Во первых, благодарю за проделанную работу - на сегодня это полезнейший ресурс. Будем работать, что бы появились исчерпывающие описания каждого камня на официальных сайтах.
По 120 и 320 мягким белым камням ситуация нетипичная - обсуждали опытные характеристики, а не товарные. Соглашусь, что выкладывать отзывы по опытным в какой-то степени некорректно. Учту на будущее.
В любом случае эти 2 камня предназначались для столярного инструмента и когда выйдут в продажу будут выполнять свою функцию.
quote:Соглашусь, что выкладывать отзывы по опытным в какой-то степени некорректно. Учту на будущее.
да, в самом деле, на это я не ругался ни в коей мере.
Если мои эмоции чуть перевести в более конструктивное и формализованное русло, то, вероятно, это бы выглядело так:
- хотелось бы знать историю изменений (и что изменялось), чтобы понимать, какие отзывы устарели и уже неактуальны (не удалять, но переместить в музей) и на сколько.
- к участникам темы: оставляйте, пожалуйста, полные данные по описываемому камню. Это:
* у кого приобретен(Grinderman, Rubankov, опытная серия)
* когда (чтобы учесть, были ли изменения камня после)
* формат (апекс и стационар - см. выше - отличаются по мягкости)
* стандартные умолчания отзыва о камнях: площадь контакта, мягкость камня, сталь, тип РИ и т.д. - самое главное - хотелось бы, чтобы в дальнейшем информация структурировалась. Наброски структуры есть. Проблема лишь в том, что на форуме едва ли народ сможет пересилить лень, поэтому потребуется, имхо, это переносить на ваш ресурс и не просто ссылками лучше будет, а с выдержкой\суммированием по каждому камню
+\- набор вводных рода "хотите камни для стамесок - вам туда".
Возникает, разумеется, вопрос(помимо "кто этим будет заниматься?") о форме таких выжимок и описываемых свойствах(какие взять, в каких категориях описывать) - тут у меня полного четкого ответа нет. В данный момент меня интересует совокупность: мягкость(износ, количество суспензии), удерживаемость воды, +\- время замачивания, тип РИ, стали.Т.е. минимальный вариант - разбить тему на форуме на группу подтем, каждая из которых хранит информацию только об 1й модели или хотя бы 1й серии. Перенести\продублировать туда основную инфу\отзывы и дальнейшее обсуждение\отзывы разносить по этим темам. На сколько будет разумным плодить темы? Нууууу... мне вот совершенно до фени были страниц 60 отзывов про камни гриндермэна, бланки, натирки и пр, когда искал инфу про камни для стамески. Как минимум, стоит разделить на бланки, камни гриндермэна и камни рубанков +\- буфферная тема для отзывов по экспериментальным образцам.
Конечно, это замечательно, что представитель завода участвует в обсуждении камней и я, верно, многого хочу, потому как у того же шептона едва ли на сайте есть выжимка из отзывов и пр.
Но у них выделены серии, в рамках которых свойства наследуются и разделение информации происходит вполне нормально, структурированно.
В общем, если это слишком сложно, то я просто зашел поворчать - не обращайте внимания.
Мог бы спросить кого-нить и успокоиться и не ворчать, но это не наш метод - выбор должен быть осознанным и обоснованным, сколь это возможно.
Я согласен с Олегом. А то меня вот спрашивают, например, какие я могу порекомендовать апексные бруски от Гриндермана для нержавеек, я говорю про бруски которые тестировал и отсылаю к своим обзорам, а меня переспрашивают "а как они нынче называются и не изменились ли", или пишут что "такой маркировки на сайте не видно".
А я временами затрудняюсь что ответить, так как уже сам запутался, какие бруски и серии преемственны каким, что будет появляться, а что нет я тем более не могу знать, в общем, либо, чтобы ответить надо рыть много страниц тем, выискивая где это упоминалось, либо отправлять спрашивающего "в поиск" - первое очень утомительно, учитывая что спрашивают часто, а второе - не всегда достаточно вежливо)
Структурированной инфы недостаточно - негде глянуть инфу - проверить себя быстро и чётко и на что также быстро и чётко дать ссылки.
Может стОит сделать хотя бы некую таблицу преемственности серий и их изменений + указания по связкам с расшифровкой и прикрепить, например, в заглавном посте, как справочную информацию?
Спешу успокоить - за всё время радикально менялся только один камень - Рубанок 150. Все остальные - и Гриндерман и Рубанки, имеют те же свойства что и 4-5 лет назад. Мы избавляемся от дефектов, повышаем однородность камней, стабильность свойств от партии к партии.
В этом году сделана новая белая линейка апексов 400-600-1000. Там "гульнул" 600й - первые штук 30 были твёрдостью K, потом пошли L и больше ничего не менялось.
Есть ряд идей по улучшению, но как только они примут реальную форму, я об этом напишу, более того - камни будут отличаться маркировкой и, возможно, цветом.
Путаницу могло внести изменение формата маркировки, когда 600MC стал C600VM. Но эта замена описана на сайте.
Спрашивайте, если что, отвечу на все вопросы. А материалы по эксплуатации систематизируем, дайте время.
6) Вроде бы кто-то уже упоминал, но повторю: на сайте grinder-man маркировки указаны не везде. Соотносить отзывы на форуме и в магазине не выходит. Тех же F320 на форуме упоминается 320 SO, 320 SL, 320 LA
Пока картинку не откроешь, не узнаешь, что за 320-й ОА лежит http://www.grinder-man.ru/rock...0)25x6x152blank
По камням из ОА, чтобы узнать, есть ли еще камни на связке "КА", и вовсе приходится почти все открывать.
------
8) Несколько, быть может, избыточно, но было бы, наверное, здорово, если бы вы выложили полный список актуальных маркировок камней. Рубанковские-то сразу видны, потому как все на 1й странице, а с камнями Grinderman не все так просто из-за разнообразия размеров и отсутствия маркировок.
9) старые стац. камни Grinderman какую теперь маркировку имеют?
Ориентироваться на http://inf-abrasives.ru/image/...zelenye_600.jpg
и http://inf-abrasives.ru/image/...0_Belye_600.jpg
?
10) аналогично хотелось бы знать тип связки у камней Rubankov.net, чтобы понимать, что уже попробовал или насколько близко будет лежать следующий кандидат на покупку.
quote:Originally posted by Botanic:
4) F1000KA - где его искать?
http://www.grinder-man.ru/hand...)50x15x150F1000
Только у меня длиннее и шире.
благодарю
quote:Originally posted by Botanic:
7) по маркировкам - упоминаются:
A 400 NL, A 600 NL, A 1000 NL
A 400 NA, A 600 NA, A 1000 NA
Какие из них актуальны - только NA или оба?
Сегодня отвечу только на этот вопрос, в ближайшие дни выложу все спецификации.
Во второй строке характеристики указаны некорректно. Были в формате 1000KA (F1000, K - твёрдость, А - корунд), стали A1000VK - добавилась буква V - классическая керамическая связка. Впрочем такие камни не выпускаются с начала года.
A1000NL - твёрдость L, новая связка типа N (то же керамика, но с другими свойствами).
С марта 2016 года используется новая маркировка, поскольку появилось несколько новых связок и планируется ещё. А маркировка камней должна быть уникальна, для идентификации камня. http://inf-abrasives.ru/promys...chilnykh-kamney
forum.guns.ru --ваш пост
--остальные все от Ярослава
forum.guns.ru
forum.guns.ru
forum.guns.ru
forum.guns.ru
forum.guns.ru
forum.guns.ru
-- здесь тогда про какие камни идет речь?
Я только Ruby 220, да 220 NA вживую видел..
В любом случае не тороплю.
Спасибо, будем ждать
quote:Originally posted by Botanic:
здесь тогда про какие камни идет речь?
Действительно, только не A600NA, а просто 600NA. Это маркировка по старой "двухбуквенной формуле". Теперь тот же камень стал A600NL. (Про варианты с твёрдостью чуть выше писал).
A 220 NA - так же существовать не может: либо 220NA, либо A220VN.
ок, подправил свой креатив.
Ненароком сделал гибрид старой и новой маркировки, извините.
quote:В этом году сделана новая белая линейка апексов 400-600-1000. Там "гульнул" 600й - первые штук 30 были твёрдостью K, потом пошли L и больше ничего не менялось.
Тем, кто отписывался
http://myabrasive.ru/forum/viewtopic.php?p=2169#p2169
skvater, oldTor -- им достались с реальной твердостью L? (не с твердостью K, маркированные как L)
http://forum.woodtools.ru/inde...4041#msg1424041
quote:О твёрдости: I(М2), J(М3), K(СМ1), L(СМ2), M(С1). Как видно, I и K существенно отличаются.
Это примерное соответствие вашей маркировки твердости советской маркировке сохраняется для всех выпускаемых камней или верно только для брусков Rubankov?
L Rubankov == L Grinderman?
quote:Originally posted by Botanic:
им достались с реальной твердостью L? (не с твердостью K, маркированные как L)
Третью букву и ввели для того, что бы однозначно идентифицировать камни.
Первая малая серия камней имела твёрдость K и была замаркирована A600NK. Работал, кстати, камень очень шустро, но сделали поресурснее.
OldTor тестировал 600NA твёрдостью L (A600NL).
Относительно обозначения твёрдости (I(М2)...M(С1)):
Буквенные значения английского алфавита и их соответствие советскому стандарту регламентированы ГОСТ Р 52587-2006 и могут быть проверены согласно утверждённых методик. Так же соответствуют стандарту FEPA. Так что, если написано L - значит L вне зависимости от бренда.
quote:Изначально написано Nikolay_K:
.. формат 36х17х153 - оно, не оно?по-моему вполне.
Первые камни 36х18х150 уже в магазине: http://www.grinder-man.ru/hand/36%D1%8518%D1%85153
В производстве все характеристики в этом размере.
quote:Originally posted by Botanic:
Спасибо, будем ждать
Выпускаемые и планируемые камни на ноябрь 2016 года:
Настольные камни 53х25х153, 75х25х203.
Характеристики: A120VK, A230VK
C100VK, B120VK, C230VK, C320VL, C400VL, C500VL, C600VL, C800VK, C1000VK, B1000VK
Твёрдые C400VM и C600VM идут в размерах 75х20х203 и 53х20х153.
A320SO - 75х15х203 и 53х12х153.
В размере 36х18х153 и 48х20х200 будут представлены все вышеперечисленные характеристики. 48х20х200 выйдет в начале 2017 года.
Апексы: 12х6х153, 25х6х153, 25х6х200
Характеристики: C120VN, C220VN, C400VL, C600VL, C800VL, C1000VL
B120VN, B600VL, B1000VL
A120VN, A220VM
A320SO
R100VN, R120VL, R220VL
A400NL, A600NL, A1000NL
Бодрид A1000WE: 50х25х75, 25х10х153, 35х20х47
Интересно, B1000VK уже хочу попробовать
вроде такие тонкие из чёрного карбида никто не делал.А есть уже соображения, чем камни из чёрного карбида будут отличаться от камней из зелёного?
quote:Originally posted by Komimort:
А есть уже соображения, чем камни из чёрного карбида будут отличаться от камней из зелёного?
Работает он по другому. Более "резиновый" что-ли, насколько это применимо к керамике. Но результат примерно одинаковый. Я тестировал на Р9 и У8, может чуть чище зелёного, наверно чуть медленнее.
Спасибо за инфу.
Не подскажете, этот камень по новой маркировке http://www.grinder-man.ru/hand...K)50x25x150F320
как теперь бы назывался?
В идеале бы про всех старых
http://www.grinder-man.ru/hand/cshand/50-25-150 (100-230-320)
http://www.grinder-man.ru/hand/oahand/50-25-150OA (100-230-320)
, но хотя бы КК 320 пока узнать
quote:Originally posted by Botanic:
, но хотя бы КК 320 пока узнать
C320VL - смотрим перечень характеристик для размера 50х25х150 - там из КК только одна характеристика. Неоправданное расширение номенклатуры никому не выгодно.
ок.
Если
quote:A120VK, A230VK
C100VK, C230VK,
Тоже соотносятся с камнями Grinderman в разделе 150х50х25..
То как-то рубанковский K-150-C имеет совершенно другой уровень обновляемости, чем "K" твердость от Grinderman 150x50x25 (по прикидкам, должно быть ;=L, если смотреть по бланку R220VL).
не понятно.
Не увидел в списке выше Grinderman 1000KA
http://www.grinder-man.ru/hand...)50x15x150F1000
, Grinderman ОА F320 150x50x25 и камни рубанков.
Сняты с производства?
quote:Originally posted by Botanic:
То как-то рубанковский K-150-C имеет совершенно другой уровень обновляемости, чем "K" ... если смотреть по бланку R220VL).Не увидел в списке выше Grinderman 1000KA .. ОА F320 150x50x25 и камни рубанков. Сняты с производства?
K150C сравнивать с корундом некорректно. Даже белый и розовый корунды при одной технологической твёрдости работают по разному. Старый K150C Рубанков плотнее Гриндермановских грубых, но твёрдость у него K.
Белые камни мы приостановили - работаем над связкой, что бы не было крупных пор и однородность была. По плану до лета будут в продаже.
Линейка Рубанков проста - 70х20х200 150,360,500,1000,2000. Описывать не стал.
quote:Originally posted by Botanic:
Спасибо за инфу
Создал 4 профильные темы для накопления опыта. Ссылки в голове темы.
quote:Старый K150C Рубанков плотнее Гриндермановских грубых, но твёрдость у него K.
ясно. Придется переборно подбирать. С учетом вылета ОА, остались в планах только рубанковский 360-й и очень надеюсь, что обновляться он будет не как старые КК Grinderman F100, F230 (которые не обновляются совсем).
Старые КК Grinderman F100, F230 по советской маркировке были у меня на уровне СТ. По плотности - решето, по сравнению с рубанковским.
Рубанковский К-150-С у меня новый (со старым дела не имел) - до СТ ему очень далеко, где-то около С топчется.
quote:K150C сравнивать с корундом некорректно. Даже белый и розовый корунды при одной технологической твёрдости работают по разному
Я в курсе. Корунд 25А, если мерить по опыту с советскими брусками и брусками от техника\ермака32, обновляется слабже, чем КК аналогичной твердости - разница в полступени-ступень. Ruby чуть более деручий, поэтому разница чуть меньше. Выше упоминал уже с такой скидкой в расчетах.
Успехов в экспериментах.
Второй раз пытаюсь заказать камни в рубанках. Первый раз не было в наличии. Сейчас на прямой вопрос написали, что в наличии, а счет не шлют. Тоже хотел попробовать 360, 500 и м.б. 1000. 2000 мне понравился как раз тем, что помягче C1000VK от Гриндермана.
quote:Originally posted by Botanic:
С учетом вылета ОА, остались в планах только рубанковский 360-й и очень надеюсь, что обновляться он будет не как старые КК Grinderman F100, F230 (которые не обновляются совсем).
Обновляется он очень хорошо, и нужно постоянно контролировать суспензию, чтобы её было не слишком много на поверхности.
Скорее всего вопрос уже поднимался, так что не обессудьте. На сайте http://inf-abrasives.ru/promys...iya/superfinish есть упоминание о брусках для суперфиниша, при этом "под заказ". Кто-нибудь интересовался, заказывал?
quote:Originally posted by sermmt:
Кто-нибудь интересовался, заказывал?
Да - автомобильные, подшипниковые, машиностроительные и др. заводы России и ближнего зарубежья
quote:Изначально написано MSharab:
Да - автомобильные, подшипниковые, машиностроительные и др. заводы России и ближнего зарубежья
Вас понял, вопрос снят
quote:Изначально написано Komimort:
Продолжаю возиться с C400VM, принесли сегодня китайский складень а-ля швейцарский нож со штопором в стиле "техно", его камень не взял.
Прошу ответить здесь, хоть цитата из другой темы. Как "не взял"?
Хочу понять в чём дело.
Выделяется суспензия, но сталь снимается плохо, т.е. получается, что расход камня большой, а толку мало.
Я такое встречал на японских камнях типа Суэхиро Дебадо, Кинг Делюкс.
quote:Originally posted by Komimort:
Выделяется суспензия, но сталь снимается плохо, т.е. получается, что расход камня большой, а толку мало.
Что же там за сталь такая? Я C400VM тестировал на "шефе" за 120 рублей. Химсостав не скажу, но добиться от него остроты необычайно сложно. Так на нём даже намёка на износ камня не было.
А х.з., наверное 420 обычная. Но все познается в сравнении. У меня замочены были Церакс 1500 и Кинг Гипер 1000. В сравнении с C400VM они гораздо быстрее металл снимали. Там нужно было заводскую заточку снести и переточить на нормальный угол. М.б. из-за того, что заводская заточка была на грубом точиле камень так потек?
Вот это чудо китаепрома, сверху: https://yadi.sk/i/ZWjWsl3YzBuCJ
Кстати, вполне недурно наточился. Внизу кухонный нож за 100 р, там сталь другая немного и точится он на C400VM вполне.
С Венгерами, Лаури проблем не было.
Но это все вполне нормально, повторюсь, что у именитых японских камней тоже есть такая проблема - в каком-то диапазоне перестают работать и исходят на грязюку.
quote:Originally posted by Komimort:
в каком-то диапазоне перестают работать и исходят на грязюку
Да, есть такое. Суехиро Нью Серакс у меня текли, только не помню какая там была сталь, давненько это было
Я тут еще поразмыслил, возможно проблема от того, что на подводах была пила от заводского точила, а она там была такая, что невооруженным глазом можно каждую впадинку и горбик разглядеть. И в общем натирал этими зубами камень, как морковку теркой
Нужно было все сначала снести более грубым бруском.quote:Originally posted by Komimort:
возможно проблема от того, что на подводах была пила от заводского точила
Тогда 1000+ должны были тем более потечь, странно...
Самое обидное, что это не поддается систематике.
Пока что из универсальных жрунов знаю только Нанива Чосера, Кинг Гипер, Суэхиро Церакс/Нью Церакс. У всех остальных есть те или иные проблемы. Но все перечисленные японцы, за исключением мягкого Церакса, тухло работают по порошкам или, например, X12МФ, здесь камни из КК вне конкуренции.
Нужно еще на порошках этот камень попробовать, но не несут пока ничего порошкового. Если будет время, у меня где-то были тестовые полоски, м.б. на них попробую в выходные, посмотрю.
quote:Изначально написано sermmt:
Скорее всего вопрос уже поднимался, так что не обессудьте. На сайте http://inf-abrasives.ru/promys...iya/superfinish есть упоминание о брусках для суперфиниша, при этом "под заказ". Кто-нибудь интересовался, заказывал?
Разве ж это суперфиниш? На фото на сайте М10, М20, М7? Это же практически грубая обдирка
Супер-финиш по нашему это от 2х микрон и меньше
quote:Изначально написано Komimort:Разве ж это суперфиниш? На фото на сайте М10, М20, М7? Это же практически грубая обдирка
Супер-финиш по нашему это от 2х микрон и меньше
Потому и спросил. Стало интересно о чем речь
Призыв сообществу: не дайте утонуть профильным темам по эксплуатации (смотри ссылки в шапке темы). Прошу писать у кого что есть - на чём пошло, на чём нет.
Есть 230VK, достаточно быстро срабатывается.
Кто-нибудь сравнивал в работе 230VK и 230VL?
Я ошибся когда писал в параллельной теме, 230VL камня не было, у меня тоже А230VK.
По поводу достаточно быстро срабатывается - смотря с чем сравнивать, с грубыми камнями всегда так, японцы грубые еще быстрее срабатываются.
Просто умозрительно, для А230 сильно усредненный размер зерна 53 микрона. Для F1000 - 4.5 микрона. Получается что F1000 будет изнашиваться в 12 раз сильнее при той же связке и той же нагрузке.
пытаюсь разобраться с новоприобретенными камнями.
forum.guns.ru
quote:600NA. Это маркировка по старой "двухбуквенной формуле". Теперь тот же камень стал A600NL
Но ведь по старой формуле, NA: N - твердость, A - корунд.
А в новой кодировке он стал твердостью L.. не опечатка?
Оба бланка (только F1000, а не 600) у меня теперь есть и не сказать бы, что и впрямь отличаются по твердости (предварительные результаты).
quote:Originally posted by Botanic:
Но ведь по старой формуле, NA: N - твердость, A - корунд.
А в новой кодировке он стал твердостью L.. не опечатка?
В данном случае исключение из правила - N - тип связки.
Новые белые апексы вначале маркировали NA1000, затем A1000NL.
Твёрдость не менялась.
Прошу мнения сообщества:
занялись окрашиванием белых камней в разные цвета. Вопрос: имеет ли смысл соблюдать корреляцию естественной последовательности цветов с размером зерна, или это не важно вовсе?
quote:Originally posted by MSharab:
имеет ли смысл соблюдать корреляцию естественной последовательности цветов с размером зерна,
ИМХО - очень желательно , особенно при закреплении цвета за определенной зернистостью
Ибо - надписи имеют свойство стираться - а цвет запомнить легче ..
Как сказал классик:
"...позолота вся сотрется - свинная ж кожа остается..."
Имел в виду: красный - грубый, зелёный - средний, фиолетовый - супертокий.
Имеет ли смысл придерживаться такого правила? Либо - где какой цвет будет получаться - и ладно. Не факт, что любой пигмент удастся сдружить с любой зернистостью (только начали исследовать).
Да в принципе поддерживаться линейки по дне обязательно . гораздо важнее закрепление цвета за зернистостью
quote:Изначально написано MSharab:
Имел в виду: красный - грубый, зелёный - средний, фиолетовый - супертокий.
Имеет ли смысл придерживаться такого правила? Либо - где какой цвет будет получаться - и ладно. Не факт, что любой пигмент удастся сдружить с любой зернистостью (только начали исследовать).
Самое главное - сдружить цвета с зернистостями, и в дальнейшем стараться придерживаться выбранной цветовой схемы.
Идея с естественной последовательностью конечно красивая, и если удастся реализовать - то никто не будет против.
Уже сейчас цена на камни не копеечная.Насколько пигментация повысит стоимость камней.А то тут немного поправим, тут доработаем - и вот вам камни по цене суэхиро .
quote:Изначально написано MSharab:
Имел в виду: красный - грубый, зелёный - средний, фиолетовый - супертокий.
Имеет ли смысл придерживаться такого правила? Либо - где какой цвет будет получаться - и ладно. Не факт, что любой пигмент удастся сдружить с любой зернистостью (только начали исследовать).
У вас нормальная, читаемая маркировка на камнях, во всяком случае на рубанковских. Зачем усложнять? На мой взгляд совершенно излишнее.
quote:Изначально написано Евгений РК:
Уже сейчас цена на камни не копеечная.Насколько пигментация повысит стоимость камней.А то тут немного поправим, тут доработаем - и вот вам камни по цене суэхиро .
Согласен полностью
quote:Originally posted by Евгений РК:
и вот вам камни по цене суэхиро .
Нет такой цели. Окрашивать пробуем белые камни, КК вряд ли удастся подкрасить.
У суэхиро разноцветные камни из ОА. Те, что я видел из КК - черные либо серо-зеленые.
Но цены однако еще не скоро догонят суэхиро
Скажем, тысячник полноразмерный NewCeraх сейчас можно купить примерно за 3000 р. Если брать пару - то может дешевле, но все равно 2000 р только сам камень стоит.
Добрый вечер.
Купил у Гриндермана камень апексного формата из ОА AN1200+,
но у Вас в линейке камней его нет. Может старое обозначение, но я на него негде не нашел отзыв. Проясните что за камень.
quote:Originally posted by виталий0207:
Купил у Гриндермана камень апексного формата из ОА AN1200+,
вот это интересно, а фото можно?
quote:Originally posted by виталий0207:
Проясните что за камень.
Здравствуйте! Скорее всего это один из прототипов A1000NL. Точнее не скажу.
Не первая попытка систематизировать пару сталь-камень, но бродят мысли - хотелось бы поделиться.
Если стали структурировать по двум параметрам: вязкость - твёрдость, не обязательно при этом синхронизировать твёрдость в группе вязкости по абсолютному показателю твёрдости, можно выделить девять групп, предположительно с разной обрабатываемостью и соответственно применимым абразивом.
Мягкие, Средние, Твёрдые Х Вязкие, Средние, Сухие = 9 групп.
Вероятно, не все 9 крадрантов будут заполнены марками сталей.
Вопрос - применим ли такой упрощённый подход, и позволит ли он позиционировать характеристики камней для обработки сталей в квадрантах.
Конечно, апексы и настольные камни должны обладать разными свойствами, важны сеты, площадь контакта, подготовка, жидкость, но - принципиально абразивный материал и твёрдость/плотность для группы сталей можно ли рекомендовать для группы сталей по такому делению?
Применимо? Нужно для нацеливания - мы много опытов ставим, наработали разные прототипы, хотелось бы систематизации.
quote:Originally posted by MSharab:
Не первая попытка систематизировать пару сталь-камень, но бродят мысли - хотелось бы поделиться.
Если стали структурировать по двум параметрам: вязкость - твёрдость, не обязательно при этом синхронизировать твёрдость в группе вязкости по абсолютному показателю твёрдости, можно выделить девять групп, предположительно с разной обрабатываемостью и соответственно применимым абразивом.
Мягкие, Средние, Твёрдые Х Вязкие, Средние, Сухие = 9 групп.
Вероятно, не все 9 крадрантов будут заполнены марками сталей.
Вопрос - применим ли такой упрощённый подход, и позволит ли он позиционировать характеристики камней для обработки сталей в квадрантах.
Конечно, апексы и настольные камни должны обладать разными свойствами, важны сеты, площадь контакта, подготовка, жидкость, но - принципиально абразивный материал и твёрдость/плотность для группы сталей можно ли рекомендовать для группы сталей по такому делению?
Применимо? Нужно для нацеливания - мы много опытов ставим, наработали разные прототипы, хотелось бы систематизации.
Попробую дать совет из своего опыта, хотя и далекого от вашей задачи.
Рекомендую для начала создать внутреннюю вашу таблицу с максимальным количеством параметров типа марки стали, ее твердости, относительной твердости для этой марки, усилие прижима к бруску и еще кучу параметров которые сможете для себя собрать и систематизировать.
Собрав огромные базы по самым разным тестам можно начинать систематизировать выискивая опорные характеристики.
Наоборот действовать нельзя - слишком легко промахнуться с собираемыми параметрами...
Суть задачи - найти простое и понятное, но точное и удобное описание стали и рекомендации к брускам. Подбор для технолога на заводе, это не проблема, так же как и для ветеранов этого форума. Для простого обывателя понятие "суховатая сталь" слишком расплывчато - появится вопрос, а моя RWL суховатая или не очень? Далее откровенное несоответствие заявленных производителем характеристик твердости и реальных клинков.
Если от вас получится простая таблица, которая будет предельно понятна любому обывателю купившему свой первый хороший нож - это будет огромная победа и прорыв для ваших продаж!
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано MSharab:
...принципиально абразивный материал и твёрдость/плотность для группы сталей можно ли рекомендовать для группы сталей по такому делению?
Есть камни, которые хорошо справляются с разного типа сталями. Вот такие камни покупают и рекомендуют. Примеры - Naniwa Chosera, King Hyper Regular, Suehiro NewCerax.
Есть камни, которые хорошо держат форму, м.б. в ущерб другим свойствам, что принципиально для СПРИ - Naniwa Chosera, Shapton Pro, Suehiro DualStone и т.п.
Есть специальные серии для быстрорезов, типа Sigma Power, Higashiyama HSS, ShaptonGlass Stone, опять же в ущерб некоторым другим свойствам на первое место выходит способность быстро грызть порошки и быстрорезы.
Для бритв выбирают камни каторые могут работать относительно щадяще и при этом имеют хорошую абразивность, например, Naniwa SS.
Так что я бы не отталкивался от сталей. Дело не только в сталях и ТМО.
Спасибо. Останемся в старой парадигме. Делать камни с разными свойствами и привлекать специалистов для оценки их области применимости. Как наработаем новые линейки брошу клич.
MSharab
Вопрос....
А Вы не пробовали для брусков мельче F1000 применять для перемешивания шнековые мешалки или шаровые мельницы?
quote:Originally posted by g65t5:
А Вы не пробовали для брусков мельче F1000 применять для перемешивания шнековые мешалки или шаровые мельницы?
Пробовали. На заре. Году эдак в 2004-м.
quote:Изначально написано oldTor:С 2000-ником же, к величайшему сожалению, обнаружилась серьёзная проблема.
Тоже заметил на #2000 есть вкрапления. Чувствую при заточке. Отрезал от этого же камня свой кусочек, и пользую им как нагура освежая поверхность. Помогает. Хотя всё таки неприятно, что камень с посторонними включениями.
Да, это ограничивает его применение. Стал применять его в тех случаях, когда до финиша ещё относительно далеко, и если будут паразитные глубокие царапки, то их можно вывести последующим абразивом, либо, если предполагаю далее, перед доводкой, выполнять технологический барьер.
Либо просто не прорабатывать им особо усердно - дотянул риску до кромки, на РК вышел, сколько-то снял, но не по-максимуму, и далее уже на следующий абразив.
quote:Хотя всё таки неприятно, что камень с посторонними включениями.
Нам тоже это очень неприятно. Последние 1,5 года работали над однородностью тонких камней и уже есть неплохие результаты. Новые камни из КК должны выйти в апреле. Планируется две линейки из КК и одна из ОА, аналоги нагуры.
Мастеру, готовому снять видеоролики с тестами вышлю образцы. Ролик хотел бы разместить на ютуб-канале предприятия, но это обсуждается. Так же как и аспекты, которые хотелось бы осветить в ролике.
Добрый день!
Не совсем обычный вопрос.
Возможен ли вариант, при котором вы берете камень 53х12х153, аккуратно распиливаете его пополам по длине, чтобы получились 25х12х153, и получившиеся две половинки я у вас покупаю?
quote:Originally posted by twilight_sparkle:
25х12х153, и получившиеся две половинки я у вас покупаю?
В виде исключения, для Вас - можно. Но удобнее будет, если напишите для чего сей брусок, да и характеристику уточнить не помешает, возможно будет целесообразно изготовить небольшую партию. Да и размер не обязательно именно такой, сделаем какой удобнее. На производстве изготовить штучную вещь возможно только в виде исключения.
Я считаю саму идею об ограничении толщины в 6 мм для грубого синтетического абразива до F400 под апексный формат устаревшей и связанной лишь с со стандартами борайдовских камней.
Повторяю, речь идет только о грубых синтетических абразивах, расход которых при больших объемах обдирочных работ достаточно высок.
Я не очень понимаю, почему при обдирке, где допустимо некоторое давление в разумных пределах, нет бланков с толщиной абразива 10, 12, 15 и даже 20 мм. Ширина 25 мм - согласен, подобрана оптимально, длина 153 мм - готов понять и простить, но вот с толщиной явно не хватает выбора.
Лично мне, как мне кажется, камень толщиной 12 мм под апекс из таких абразивов как A320SO, B120VN, C220VN, C400VM зашел бы просто отлично.
Но раз из стандартных камней на такую толщину имеется только A320SO, то я хотел попробовать идею на собственной шкуре, прежде чем высказываться о необходимости пересмотра всей доктрины выпуска камней под апекс. А поскольку у меня оборудования для аккуратного распиливания камней не имеется, задал вопрос, как говорится, в лоб производителю :)
Для меня тут гораздо важнее поставить эксперимент и подтвердить или опровергнуть свои догадки, чем все остальное. Так что если возможность имеется, я бы ей охотно воспользовался.
При бОльшей толщине усугубляется вопрос веса и давления + если толщина будет под 15-20мм., возрастает момент опрокидывания хона на грань, особенно на скруглении линии РК к носику. Перепад давления на работе где пятно контакта больше (участки РК в виде прямой) и меньше (на скруглении) - будет ощутимее, т.е. глубина врезания зерна и агрессивность обработки.
Инерционность возрастает, прорабатывать малой амплитудой переменными движениями - откровенно некомфортно.
Но это субъективно моё мнение. Некоторые и полноразмерные "кирпичи"- что алмазные, что водники, ставят на массивные "апексоиды" с толстенными тяжёлыми направляющими, и получая результат на выходе менее однородный, чем иной заточник получит на низкооборотистом станке, вполне довольны.
Иногда можно приноровиться работать с достаточно толстеньким хоном, поддерживать его на некоторых зааточных приспособлениях, компенсируя вес и работая аккуратно и не быстро, следя за тем, чтобы опрокидывания не было, но специально устраивать себе такие проблемы - зачем оно?
quote:Изначально написано oldTor:
но специально устраивать себе такие проблемы - зачем оно?
Ярослав, большое спасибо за разъяснения. Я приблизительно так и представлял себе негативные эффекты, но в случае 12-мм камня это ошибка, которую мне хочется осмысленно совершить. Тем более, что часть избыточной массы скомпенсируется отсутствием необходимости использовать бланк.
По мне так тоже, тонкие пластины на апексе (6 мм) вполне оправданны. Если использовать без банка - то да. Сам работаю без бланков, но это оправдано неограниченным количеством брусков. Пожалуй можно сделать даже всю линейку в 12 мм, но на бланках как то элегантнее, что-ли. Прошу обсуждения.
Обратимся к сухим цифрам (ориентировочным):
Масса стандартного алюминиевого бланка составляет 40 грамм.
Масса камня C220VN с бланком составляет 85 грамм.
Масса камня B120VN с бланком составляет 85 грамм.
Масса камня A320SO c бланком составляет 95 грамм.
Масса камня Boride T2 F1000 c бланком составляет 95 грамм.
Масса гусевского сланца c бланком составляет 95 грамм.
Масса яшмы c бланком составляет 100 грамм.
Масса штанги китайского апекса составляет 205 грамм.
Масса штанги Hapstone Pro V5 составляет 355 грамм.
Таким образом, масса бланка примерно совпадает с массой камня.
Но дополнительные 40-50 грамм от увеличения толщины камня вдвое не идут ни в какое сравнение с дополнительными 150 граммами из-за перехода с китайского апекса на Hapstone. И лично я от такого перехода особых трудностей не испытал.
На мой взгляд, небольшую тестовую партию обдирочных камней толщиной 12 мм можно попробовать выпустить, а время уже рассудит.
Каких-то серьезных причин для полного провала, исходя из приведенных ранее цифр, я не вижу.
Но это мое субъективное мнение, ибо я не знаю специфики рынка сбыта. Может быть, всех действительно устраивает толщина 6 мм.
Сделаем 120-е и 230-е КК и ОА. Высота будет в диапазоне 10-12 мм, уточним по безотходному резу. В мае будут.
В свое время определял размер этих абразивов.
По-этому внесу свои пять копеек в обсуждение.
Полностью согласен я Ярославом.
Но добавлю еще кой чего от себя.
Дело не только в весе "костыля" с камнем.
Дело еще и в толщине (высоте) системы костыль-бланк-камень.
Когда-то уже давно я покупал все абразивы для Edge Pro http://www.edgeproinc.com/ у Бена (Benton Dale)
Их толщина была 1/8" и 5/32", что на "наши" примерно 3 мм.
Я работал этими камнями и меня все очень даже устраивало.
Потом я "просек", что абразивы можно покупать в Boride, и я стал приобретать эти же камни значительно дешевле в той-же толщине - 1/8" (F320-F1200) и 5/32 (F100-F230).
Чуть позже я "просёк", что камень Boride в толщине 1/4" (6мм) значительно дешевле двух аналогов в толщине 1/8" (3 мм).
И когда я получил первую партию камней толщиной 6мм, я тут-же поклеил их на бланки и провел испытания.
Вот тут я получил первый дискомфорт от работы с более толстыми камнями.
Всевозможные ощущения, контроль над процессом ощутимо ослабли.
Повторюсь, дело здесь не в увеличении веса, а в увеличении громоздкости костыля с бланком и камнем.
Тут, как правило, мужики тусуются, так что можно сравнить все это с толщиной стенки презерватива...
Так вот после перехода на 1/4", что-то более ресурсное я даже пробовать не стал.
Можно, конечно, попробовать и изготовить что-то более толстое и ресурсное.
Может быть народ и примет новинки, как благо.
Толщина, скорее всего, будет 10-11 мм (С Максимом сегодня обсудили эту тему)
А почему бы, например, не использовать в апексоидах вот эти камни: http://www.grinder-man.ru/hand/36%D1%8518%D1%85153 ?
Правда твердость этих камней в грубом зерне рассчитана на фрихенд, но можно попробовать
Друзья, благодарю за ваши ответы! Крайне познавательно.
P.S. Тут из разряда юмора нашел умельца-максималиста в затронутом вопросе :)
При всех сложностях компенсации веса хона с его приростом, 10-12 мм (а то и поболе) на бланках или без них как минимум было бы любопытно попробовать, что ни говори, а 6 мм слизываются довольно быстро, а полноформатными камнями их заменять в апексоидах еще менее удобно.
quote:Изначально написано twilight_sparkle:
Друзья, благодарю за ваши ответы! Крайне познавательно.P.S. Тут из разряда юмора нашел умельца-максималиста в затронутом вопросе
Да, это Сергей из Нижнего Новгорода, если я не запамятовал.
Это видео ранее много раз появлялось в Заточном.
Сергей размещал здесь где-то объявления по оказанию заточных услуг, фото образцов своих работ.
Кстати очень и очень не плохо у него получалось!
Ну научился человек вождению, правда, сразу на "БелАЗе" и не хочет пересаживаться на что-то более мелкое
Но не везде на Белазе можно...
веневцев пиленых пользовали же люди, а они под 10мм. стоочился камень- прилепил на бланк и дальше в путь. ресурс уже больше будет.
Добрый день!
Примите, пожалуйста, претензию-отзыв-пожелание.
Второй раз заказываю у Андрея круг для 7го Тормека из ОА. Первый был светло-серого цвета F230. Сейчас пришел оранжевый F230. Первый по ощущениям тверже, немного грубее. Грызут одинаково хорошо, то что оранжевый однородней даже лучше. Вопрос к твердости. Если выровнять камни штатной правилкой и заточить с десяток кухонных ножей из нержи, то на светло-сером еще явно видны следы от выравнивания. На оранжевом их уже нет. Т.е. камень бысто теряет форму и требует более частого выравнивания. Вот первое пожелание - более твердую связку. Штатный(родной) камень Тормека, тоже более твердый. Вместе с ним заказал и круг из КК F400. Мне он тоже показался мягким. Возможно это будет плюсом при доводке твердых сталей, но в основной массе инструмент и ножи несут не с высокой твердостью.
Второе. Пластмассовая втулка в центре камня по внешнему диаметру несколько меньше Тормековского и светло-серого, купленного ранее. Плюс утоплена глубже от внутренней боковой поверхности и при постановке/снятии камня на вал стал частенько попадать камнем по валу. Было бы удобней, если бы эта втулка была несколько шире и ближе к боковой поверхности круга.
Третье. Посадочный(внутренний) диаметр вышеупомянутой втулки больше тормековского, да и светло-серого, купленного у Андрея ранее. На обоих купленных в этот раз камнях, и F230, и F400. Если одеть камень на вал и не притягивать гайкой, то его можно немного "покачать" на валу. Понятно, что при затягивании гайкой никаких качений не будет. Но получается, что ось(центр) камня и центр вала не совпадают. Совпадение происходит при выравнивании штатной правилкой. Но я часто меняю камни, и если при повторной установке я не сориентирую Верх/Низ камня как он был при предыдущей установке и затягивании гайки, то ось (центр) камня сместится относительно центра вала и необходимо лишний раз снова выравнивать. Пожелание - посадочный диаметр втулки, более близкий к диаметру вала.
Благодарю.
ЗЫ. Андрею благодарность за ответственную работу и оперативность.
quote:Originally posted by Zeya:
Примите, пожалуйста, претензию-отзыв-пожелание.
Благодарю за отзыв. Посмотрим, соберём данные.
Приветствую, Роман!
Спасибо за отзыв!
Обратной связи всегда не хватает.
По поводу втулки.
Этот вопрос пока "стоит ребром".
Думаю Максим со своей командой что-то придумают в ближайшее время.
Светло-серые круги из прошлых партий на вал садились туго, втулка немного разбухала от воды и снять круг с вала становилось проблемно.
Регулярно поступали жалобы на эту тему.
Сейчас размер отверстия больше на 0,1 мм и пошли жалобы на слишком свободную посадку и на "люфты".
По поводу твердости.
Недавно получил письмо с противоположным толком.
Человек сетует на то, что оранжевый круг несколько твердоват, менее агрессивный, нежели "родной".
Сам нередко затачиваю ножи на своем Тормеке.
И по моим ощущениям, наш "рыжий" круг несколько тверже оригинала.
Но я думаю, что мы нашли некий "компромисс" между агрессией круга и его ресурсом.
И в ближайшее время с твердостью этих кругов мы ничего делать не будем.
Я тоже заметил с кругом F120, что он чуть свободнее садится на вал, чем "родной" (у меня, правда, Elmos, но калибр тот же), но некритично - т.е. не гуляет и не шатается, просто легко садится.
Разбухания втулки не заметил, правда и не сказал бы что за самый долгий один цикл применения камня у меня, таковой пропитывается прямо до втулки, а при заточке я стараюсь, чтобы вода на боковины\гайку\вал не капала.
Вот насчёт длины втулки - да, как будто чуть коротковата, но вот думаю - а может как раз этот зазор можно промазать чем-то безусадочным, ради предупреждения как раз таки разбухания втулки, раз уж такой расклад вероятен?
quote:Originally posted by grinderman:
По поводу втулки.
Вопрос
А не думали сделать через две втулки. Обе полной длиной на толщину круга. Внутренняя чуть длинее или в гайке выступ для поджатия. Сочлинение втулок по конусу на всю длину втулок. Угол лучше 30...40 градусов. Чем больше угол тем меньше сил для разъёма. Внутренняя втулка (разрезная) по принципу цанги
Так как пятно контакта по конусу то внутреннюю вынуть необходимо лишь на малую длину и дальше пойдет легко. А за счет того что втурка разрезная (3-5) пазов то она будет самоцентрироваться.
Сложность только в том чтобы подобрать материал втулок достаточной твердости, и что бы пользователи при этом не тянули гайку со всей дури.
quote:Изначально написано g65t5:
Вопрос
А не думали сделать через две втулки...
Сложность только в том чтобы подобрать материал втулок достаточной твердости, и что бы пользователи при этом не тянули гайку со всей дури.
Решение красивое, но его надо технически воплощать.
К тому же это поведет к удорожанию кругов.
А как Вы думаете, кто за это все заплатит?
Да и 90 (90-150 для Jet jssg-10) об/мин не те обороты, чтобы так заморачиваться.
Уверен, что надо довести до ума, то что уже есть.
Т-4(3) и Т-8(7) сейчас оснащаются ручными гайками.
"Со всей дури" ее не затянешь.
Проблема в обратном: эта гайка самозатягивается в процессе работы, и ее, порою, трудно открутить.
Гайка легко откручивается, если одной рукой взяться за камень, а другой за пластиковый круг с резинкой с противоположной стороны и потянуть по ходу часовой стрелки. Гайка ослабится, дальше руками.
А усложнять втулку не стоит. Лучше тогда посадку на валу и круге под конус делать.
quote:Originally posted by skvater:
там не люминь, а какой то сплав типа силумина
Да какая разница! Точно не чугуний. Там всякие AL;АМГ;АМЦ;Д;В; всё одно ЛЮМИНИЙ. И то что один сплав из мусора,а другой "крылатый металл"не делает из них не титана ни стали.Был еще какой то сплав,на заводе звали "Электрон",но что за штука уже не помню.
Важно что 10мм Венёвского бруска по весу совсем не равны бутерброду из бланка+12мм синтетического камня.
У толстых камней есть еще одна проблема(приминительно к Апекс-клонам с круглыми и шарообразными ручками),это пропеллерная выработка! И сделать камень плоско-параллельным,задача муторная.Ведь камень лежит на стекле на двух диагональных углах. Допускаю,что возможно надо было об этом задуматься и недоходить 5-7мм до края,что бы оставить базовую поверхность,не додумался.
Моё ИМХО:Камни до 400# в толщине 10-12мм имеют право быть,но,ими надо приноровиться работать!
А в 220-320# возможно было бы неплохо и 30мм ширины,тк,часто линию РК еще и приходится выравнивать. Особенно на клинах 250+мм после заминов от костей и протяжной точилки.
Когда ожидается линейка камней из КК F600+ с твердостью связки N под апекс?
quote:Originally posted by twilight_sparkle:
Когда ожидается линейка камней из КК F600+ с твердостью связки N под апекс?
Не совсем понял вопрос.
Обсуждалась возможность выпустить в апексном формате C600VM.
Но как то пока не случилось.
По другим порошкам и мыслей пока не было.
Считаете нужно?
quote:Изначально написано MSharab:
Не совсем понял вопрос. Обсуждалась возможность выпустить в апексном формате C600VM. Но как то пока не случилось. По другим порошкам и мыслей пока не было. Считаете нужно?
На мой взгляд, в линейке камней для апекса не хватает аналогов Boride серии T2. На последних этапах заточки перед доводкой борайдовские F1000 и F1200 серии T2 показывают очень хорошие результаты.
Отсюда вытекает полезность наличия отечественных аналогов.
Существующие камни C600VL, C1000VL из-за мягкости связки не дают возможности получения максимальной степени остроты для своей зернистости. Кроме того, насколько мне удалось проанализировать отзывы, полноформатный камень C600VM получился очень удачным. На основании этого движение в направлении увеличения твердости связки для камней из КК представляется перспективным как для полноформатников, так и для апекса.
К сожалению, у меня нет в наличии камней A600NL, A1000NL, поэтому не могу сравнить их с твердыми борайдами, но твердость связки L подсказывает, что это вряд ли аналог борайдовской серии T2.
На этапе тонкой заточки уже не требуется серьезный съем металла, поэтому твердая связка, на мой взгляд, себя оправдывает, давая прирост остроты.
Нужно это или нет даже в тестовом варианте - решать вам. Я многого могу не знать.
quote:Originally posted by twilight_sparkle:
К сожалению, у меня нет в наличии камней A600NL, A1000NL, поэтому не могу сравнить их с твердыми борайдами, но твердость связки L подсказывает, что это вряд ли аналог борайдовской серии T2.
У них разная твердость, NL значительно мягче борайдовских Т2. Но все таки, NL мягкой не назвать, камни хорошо держат геометрию, суспензию не выделяют и совсем не выглаживаются
Некоторые впечатления о новом Dressing Stone от ИНФ-Абразив - B600VJ
В профильной теме, пост 5:
forummessage/224/19
Благодарю за отзыв, Ярослав. Дресс мне тоже показался очень удачным - уже третий месяц живёт на столе, всегда под рукой. Первая партия сей час в работе, в 20-х числах мая будет у Андрея в магазине.
Товарищи, подскажите. Забыл на неделю с лишним камушки в воде.... не придал этому значение и при заточке 3 камушка от бланка отвалились. Чем можно приклеить чтобы потом гарантированно можно было снять камень с бланка для замены при необходимости без проблем и танцев с бубном? Спасибо.
Вопрос снят)
Дабы тема не тонула, и поднять настрой, сообщаю:
несмотря на большое число трудностей по внедрению опытных образцов в производство, работы над новыми камнями идут полным ходом. Хоть камней нет, но вы держитесь
Приветствую. Когда в продаже будет полноразмерный с600vm? С уважением.
quote:Originally posted by MSharab:
Хоть камней нет, но вы держитесь
А мы держимся. 1500 апексный вроде должен был в марте выйти, а тишина
quote:Originally posted by Немо77:
Приветствую. Когда в продаже будет полноразмерный с600vm? С уважением.
Партия в работе, в конце мая-начале июня будет.
quote:Originally posted by skvater:
1500 апексный вроде должен был в марте выйти, а тишина
Пока на выходе настольный, надеюсь в течении месяца сделаем партию. С апексом придётся повозиться.
Из обсуждения в теме
forum.guns.ru
quote:Originally posted by mishkamen:
Брусок от Гриндермана КК F1000 оставляет желать лучшего есть неприятные крупные включения
quote:Originally posted by skvater:
В моем бруске ничего такого нет. Работает чисто и однородно, на свои заявленные М7
quote:Originally posted by skvater:
Апексный формат
...
уже более 1,5 лет использую и все отлично
это есть две разницы: апексный и не апексный.
Так не апексный ОА F600 мне не шибко понравился, а апексный - вполне хорош.где-то тут
У них связки разные. Бруски приостановлены и обещали сменить у них тип связки.
Про КК информации не имею.
Спросил потому, что идет в разрез с собранной статистикой по не апексным брускам КК F1000(Rubankov.net).
Продолжение:
forum.guns.ru
forum.guns.ru
forum.guns.ru
__________
прим.: не сразу обратил внимание, что помимо Rubankov.net уже есть бруски Grinderman КК F1000
неизвестный http://www.grinder-man.ru/hand...)50x25x150F1000
C1000VK http://www.grinder-man.ru/hand...)75x25x200F1000
Информации по ним толком нет камни grinderman эк
К счастью, бланк проглядывается только один:
C 1000 VL http://www.grinder-man.ru/rock...%D0%A1)25x6x152
quote:Originally posted by Botanic:
К счастью, бланк проглядывается только один:
Да, он один. Вариантов выбора тут нет
По совету Олега, продублирую свой пост из того обсуждения, чтобы не потерялся:
quote:Изначально написано Botanic:
это есть две разницы: апексный и не апексный.
Про КК информации не имею.
Спросил потому, что идет в разрез с собранной статистикой по не апексным брускам КК F1000(Rubankov.net).
Разница не только в типоразмере. Камни для "Рубанков", поскольку для столярного инструмента - в принципе обладают более высокой обновляемостью, так как рассчитаны на бОльшее пятно контакта при обработке, и зернистость указана по Jis.
А Гриндермановские - по Fepa и их что апексный 1000-ник, что стационар, малость плотнее или твёрже. Скорее - плотнее.
Вот 1000-ник от "Рубанков":
Вот 1000LC -
quote:Изначально написано skvater:
Сейчас он маркирован VL (твердость связки прежняя).
от Гриндермана:

quote:Originally posted by Botanic:
Брусок от Гриндермана КК F1000 оставляет желать лучшего есть неприятные крупные включения
Прошу прощения не брусок а бланк.
quote:Изначально написано twilight_sparkle:
...На мой взгляд, небольшую тестовую партию обдирочных камней толщиной 12 мм можно попробовать выпустить, а время уже рассудит...
А120,220,С120,220 в размере 25х12х152 появились, только на сайте не ищите, спрашивайте Андрея по почте.
Дресс 50х25х75 C600VJ тоже есть в наличии и не представлен на сайте.
Гриндерман вторую неделю один работает, не успевает сайтом заниматься.
quote:Originally posted by MSharab:
А120,220,С120,220 в размере 25х12х152 появились
Интересно, в перспективе бы взял. А какая твердость связки на этих камнях?
Характеристики "толстых" апексов те же, что и серийных.
Насчёт дресса - опечатка: B600VJ, тот самый forummessage/224/19 #5
в "зелёных" темах давно никто не отмечался. Хотелось бы вскоре резюмировать применяемость, но данных маловато.
quote:Originally posted by Немо77:
Приветствую. Когда в продаже будет полноразмерный с600vm? С уважением.
Сделали, есть в магазине: 75х20х200 и 36х18х150 (маленькие Андрей пока ещё не выложил, но они есть).
quote:Originally posted by MSharab:
Сделали, есть в магазине: 75х20х200 и 36х18х150 (маленькие Андрей пока ещё не выложил, но они есть).
Заказал.
Здравствуйте.
MSharab, не подскажите, это ваш продукт?
quote:Originally posted by vovchiklj:
MSharab, не подскажите, это ваш продукт?
Наш, "ИНФ" - это мы.
Тогда два вопроса:
- Что ж добро такое не рекламируете)? При цене в розницу 100 руб, размер бруска 150х25х12, мне понравился. Под Апекс - идеально. Есть там же и настольные размеры примерно 50 шириной, длинной примерно 150 наверно. Цена аж 200 руб).
Конечно при таком размере зерна грубая заточка, но в реальных (не в интернете) магазинах этого нет!
По нержавеющим ножам (от китайских до советских и до трамонтины про) очень положительный результат.
Я думаю и с более твердым железками камень справится. Связка должна позволить.
- И второй вопрос... Мне в магазине где покупал странную вещь сказали, что завод не может делать бруски из более мелкого зерна.. . Это какое то недопонимание? Или как?
quote:Originally posted by vovchiklj:
Конечно при таком размере зерна
Это 120 грит?
skvater
Нет, это ГОСТ. Номер зерна 8 . Это несколько меньше. И состав зерна скорее всего немног другой.
vovchiklj,
6 К что обозначает? Тип связки?
Цифра - структура - средняя, К - связка - керамическая
Спасибо. Интересный камень. Как я понимаю, плоскость при обдирке мягкой нержы он хорошо держать должен?
quote:Изначально написано skvater:
Спасибо. Интересный камень. Как я понимаю, плоскость при обдирке мягкой нержы он хорошо держать должен?
Понимаете мой ответ, Вам, будет субъективен.
Все будет зависеть от давления на камень, по какой поверхности работает и пр...
Что сделал я и мои впечатления.
С водой я не стал заморачиваться, ибо при такой структуре даже масло плохо будет держаться в камне. Поэтому я нагрел камень и натер парафиновой свечкой. Это дало возможность не лить много масла. Технология может и спорная, но мне понравилась.
В процессе засаливания, если чуть добавлять масло, из камня подымалась суспензия(может вырванные зерна, может их обломки), поэтому износ поверхности все равно идет. После 4 испытуемых на фото, проверил простой металлической линейкой на просвет. На глаз, может 0.1 мм, может меньше. Но такой, что при его размере зерна даже ровнять смысла нет.
![]()
Так как Вы проявили интерес, все же постарался сфотографировать, на сколько смог.
![]()
![]()
Моя задача стояла сделать переход (с минимальным углом который позволяет Апекс) между спусками и подводами. Сделать заточные подводы более тонкими под керамический муссат.
И важно было, чтоб камень удерживал зерно при высокой агрессивности. Любая суспензия такого крупного камня мигом испортит тонкие подводы и придется дополнительно исправлять тонкими камнями.
И камень прекрасно справился. Камень периодически мыл под струей теплой воды с мылом щеткой(но редко). Снова смазывал маслом и дальше точил.
Вообщем быстро - дешево - сердито)
Спасибо за подробное описание. Идея со стачиванием грани "спуск-фаска" интересна. Никогда так не делал
quote:Изначально написано skvater:
Спасибо за подробное описание. Идея со стачиванием грани "спуск-фаска" интересна. Никогда так не делал
Когда перечитаете Заточной раздел с последней страницы и до первой раза 4, Вы много чему сможете научится, даже о чем и подумать не могли)))
P. S. Проникающая способность ножа повышается, и тонкая заточка и доводка упрощается.
quote:Originally posted by vovchiklj:
- Что ж добро такое не рекламируете)? При цене в розницу 100 руб, размер бруска 150х25х12, мне понравился. Под Апекс - идеально. Есть там же и настольные размеры примерно 50 шириной, длинной примерно 150 наверно. Цена аж 200 руб).
Подобные бруски для промышленного использования у нас заказывают многие торговые и пром. предприятия. Характеристики другие, отделка то же. То, что продают в розницу - не видел раньше. Потому и не рекламирую, не совсем это то, хотя и недорого вроде получается.
Хотел бы подчеркнуть, что описанный камень, я не в коем случае не противопоставляю камням Grinderman и Rubankov.net.
Я не пробовал их. Поэтому камень вполне может и проиграть более специализированным камням для ручной заточки.
Со своей структурой, камень ближе для обработки на высоких скоростях.
quote:Originally posted by vovchiklj:
Я не пробовал их.
Рекомендую взять и попробовать. Если, конечно, есть место в сете для грубых - они вполне бюджетные, например 220 рыжий в размере 36х18х150 стоит 300 р. (http://www.grinder-man.ru/hand...?product_id=362 )
quote:Изначально написано MSharab:
Апексы толщиной 12 мм:
Класс! И цена - отличная.
Очень хорошая новость, но такие размеры ИМХО не только для грубых камней востребованы, гритности 400-1000 удвоенный ресурс тоже не помешает.
quote:Изначально написано Andrew3000:
Очень хорошая новость, но такие размеры ИМХО не только для грубых камней востребованы, гритности 400-1000 удвоенный ресурс тоже не помешает.
Полагаю, востребованность данного формата как раз и будет определяться тем, как разойдется первая пробная партия. Так что в наших силах повлиять на это решение - надо покупать, да побольше :)
Приятно, конечно. Но давайте не в ущерб смыслам. Апекс 6 мм уже тяжеловат для тонкой работы, куда уж 12...
1000-ник 6 мм на бланке весит около 80 грамм, предположим, 12 мм будет весить грамм 120-140, это еще вполне в рамках пристойности и управляемости. При минимальной аккуратности и контроле давления все хорошо будет со смыслом. Сейчас народ местами изощряется вон полноформатные индии в полкило на апексоиды прилаживать, так что это уж точно выйдет не хуже.
Но, само собой, обкатать идею надежней на первых выпусках, этим и можно заняться для начала, я уж эту возможность точно не собираюсь упускать.
quote:Originally posted by Alexander045:
19-6-2017 21:44
Излагаю...
Сталь нержавейка советская(мягковата),сет камней 400-600, без лишнего фанатизма, через 3-4 ножа, заметное седло...
Да 1000 пожалел использовать...
А формат на сайте, почему не определен, что будет такая выработка камней...можно честно написать было...?
Признаться, на совсем мягких не пробовал. Трамонтина про тестировалась, специально приобрел разделочный нож чуть длиннее 20 см, и на нём опробовал разные варианты. Бруски темнеют от металла - да, если корябнул по кончику ножа, остаётся канавка, но до седла не доходило.
quote:Изначально написано Andrew3000:
гритности 400-1000 удвоенный ресурс.
Вот тут я не соглашусь. Если 400 камень хоть немного, но изнашивается (примерно после сотни ножей похудел на 0.5 мм), то 600 и 1000 практически выработке не подвержены. Имею ввиду белые из ОА. 400 в принципе можно сделать 12 мм, а 600 и 1000 (мое ИМХО) - не стОит
Ну да, это у кого как. У меня, например, мелкогритные камни работают и соответственно срабатываются как бы не больше, чем крупные (не люблю помногу металл снимать).
недавно 1000 подравнивал, удалял засаленность, еще немного видны остатки заводской маркировки. Такими темпами им еще мои дети точить будут
если конечно связка со временем свойств не потеряетНу мне все сразу стало ясно по выработке камней...)))
quote:Originally posted by Alexander045:
Ну мне все сразу стало ясно по выработке камней...)))
Действительно, возьмите A320SO - он точно не изнашивается вообще, а уже подвести кромку - NL. Даже если изнашиваются, расход будет ничтожный.
quote:Originally posted by MSharab:
Даже если изнашиваются, расход будет ничтожный
Тут либо проблемы с давлением (передавливание), либо слишком уж мягкая и вязкая сталь, которая вырывает зерна. Даже дешевые кухонники, типа Аполо, которые везде за 500 рублей продаются, точатся камнями NL без их износа и какого либо выделения суспензии
Внимание, презентую 4000 грит.
Сегодня первая партия новых камней, над которыми работали больше года, поехала в Питер к Андрею, на следующей неделе будет доступна.
Камни из кварца, но при этом работают, медленно, но уверенно.
Называться сей композит будет БРИЗ #4000, уверен название вполне созвучно с "содержанием" камня.
Выпущены небольшие партии настольных камней форматом 50х20х150, апексы 25х6х152 и "нагуры" 35х25х50. Нагура - вполне, в данном случае, применимый термин - суспензия рабочая, характеристика отличается от настольного.
С некоторым волнением жду отзыва от Ярослава. Он согласился опробовать камень, и посылка к нему тоже едет. По сроку, конечно, данных нет, но надеюсь ему самому весьма интересно, что у нас получилось, и он не удержится от пробы. Значит на следующей неделе увидим его обзор. Буду ждать.
Всех, кто задумывается о приобретении 4000, прошу подождать. Камни, по предварительным оценкам, получились вполне рабочие.
На нашем сайте пока информации нет, сделаем со временем.
quote:Originally posted by MSharab:
презентую 4000 грит
На JIS перешли?
Да, тоже стандарт обозначения заинтересовал.
quote:Originally posted by Serge Ant:
На JIS перешли?
Пока только эти камни. БРИЗ #4000 - звучит...
Фракция 3 мкм, или F1200.
quote:Originally posted by MSharab:
Пока только эти камни. БРИЗ #4000 - звучит...
Фракция 3 мкм, или F1200.
Странно, но сапфир по другому переводит микроны в fepa.
http://www.sapphire.ru/vcd-247-1-87/goodsinfo.html
У них зерно М5 соответствует F1200.
Интересно, а вы покупали зерно маркированное по какому стандарту? Какой у него изначально разброс по размеру зерна?
Например Дмитрий в своем гриталоне использовал зерно по госту и в брусках М3 зерно 3-2 микрона...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Перевод зернистостей с одной системы на другую - довольно непростое дело.
Мне больше всего нравится эта статья:
http://www.ru-chef.ru/blogs/ar...%B4%D1%8F%D1%82
и вполне кореллирует F1200 - 2.5\3.5 при средней точке 3, и Jis 4000 - 2.6-3.4 при средней точке 3.
Однако, М5 в порошках карбида кремния в сапфире всегда заявляли как F1200, это да. И если смотреть ту же статью - то м5, это 5\3 при средней точке 4. Т.е. зерно 3мкм там есть)
НО!
Есть большое НО! - Это средние значения. А крайние, там можно посмотреть, в каком процентном соотношении могут присутствовать и до какого размера.
В общем - непростое это всё дело.
"Всё относительно")
P.S. Так что, по-моему, у "БРИЗа" 4000 jis\F1200 указаны весьма корректно.
А вот к сапфиру вопросы, как м5 оказалось F1200, хотя м5 и м3, как смежные фракции, перекликаются.
Справедливости ради, отмечу, что я порошок м5 из сапфира и F1200 из другого источника, в притирке камней не сумел различить. Даже оттенок порошка такой же. Правда сравнивал давно уже.
P.P.S.
Обзор обязательно сделаю, очень интересен камень, так как, насколько я понимаю, не имеет аналогов. По крайней мере, я таких не знаю.
3 микрона это хорошо. Как раз нужен водный камень после линейки Гриндерманов. Кстати у Борайдов F1200 это и есть 3 мкм
quote:Originally posted by oldTor:
Мне больше всего нравится эта статья:
http://www.ru-chef.ru/blogs/ar...%B4%D1%8F%D1%82
Хорошо написано. Если "отжать" получится https://inf-abrasives.ru/conte...JIS_red2015.pdf
quote:Originally posted by MSharab:
Выпущены небольшие партии настольных камней форматом 50х20х150, апексы 25х6х152
Хочу! Куда и сколько платить?
quote:Originally posted by Пал/Бор:
Хочу! Куда и сколько платить?
Терпение, едут в Питер. На следующей неделе можно будет заказывать. Но я бы дождался обзора от ОлдТора.
Ага,пока прочухаешь,уже кончится!
quote:Originally posted by Пал/Бор:
Ага,пока прочухаешь,уже кончится!
Кончится - сделаем ещё. Это подобраться к нему было трудно, а теперь, когда технология отработана - обычное дело. Так что дефицита не будет. Главное - что бы камень понравился.
quote:Originally posted by MSharab:
Выпущены небольшие партии настольных камней форматом 50х20х150
Очень хорошо! Понял, что размер 75х200 для меня избыточен.
Теперь у меня хотелка - ОА в формате 50х150 склеить F200 с F400 толщиной по 15-20, и F600 с F1000 толщиной по 10-15.
Попробовали сделать C600VM в формате 90х20х280 мм - получилось. Внушительный каменюка... Интересно, нужен кому такой размер? Грубые можно высотой 50-60 мм сделать.
Мужчины, скажите пожалуйста, у этого камня http://www.grinder-man.ru/hand...)50x25x150F1000 связка и твердость тоже VK, как у его более большого собрата?
quote:Originally posted by Апостол_Русс:
твердость тоже VK
Да, настольные камни всех размеров делаем с одной, проверенной характеристикой. Фото на сайте старое, актуальная маркировка - C1000VK.
Спасибо за оперативный ответ, снимаю шляпу.
Позвольте еще вопрос:
Неужто и этот http://www.grinder-man.ru/hand...?product_id=405 шедевр теперь VK ?
p.s скромно предполагаю что стоит подправить описание на сайте, для людей понимающих это что-то значит)))
Не придирайтесь. На фото и в описании информация есть. Всё наладится.
quote:Originally posted by Max32:
Теперь у меня хотелка - ОА в формате 50х150 склеить F200 с F400 толщиной по 15-20, и F600 с F1000 толщиной по 10-15
Давно хочу понять прелесть склеенных/двухсторонних камней. По мне удобнее обращаться с моно-камнями, как минимум по гигиене, да и притереть можно по разному. Кроме удобства хранения плюсов комби не вижу, прошу Ваше мнение -в чём "плюс"?
Комби-формат идет от масляных камней, керамики и сланцев, вот их действительно удобно бывает брать в таком тандеме, особенно в компактном исполнении, куда-нибудь, где с водными комфортно не устроишься. Полноформатные склейки, признаться, тоже не вполне оптимальными нахожу, но мало ли бывает обстоятельств..
Для походного варианта согласен, компактно и толщина рабочая. Для кармана, пожалуй оптимально. Спасибо!
мое мнение таково, что здесь только экономика.Либо берешь один камень нормального размера, либо "два" камня меньшего размера, причем тратишь примерно равную сумму.
quote:Originally posted by MSharab:
прелесть склеенных/двухсторонних камней
Принимая размеры рабочей плоскости постоянными, размышляю о толщине:
Работать на камне большей высоты удобнее, но при переноске меньший вес - лучше.
При небольших, любительских объёмах работ толщины 20 мм (а для мелкозернистых твёрдых и 10-15) достаточно, но тонкий камень боязно расколоть по пути без кофра.
Склеивать 70х200 я и не думаю. Речь максимум о 50х150, исключительно как выездной набор. Идея возникла после знакомства с Suehiro 1000/3000 на тонком "корытце". До этого - ОА 70х200 на струбцине (три резиновых опоры и две направляющих с гайками).
В целом, действительно заманчиво приобрести сдвоенный камень в формате, скажем 36х18х150 по цене моно-камня. И как эконом годится, и для похода не плох. Можно подумать на эту тему. Раньше мне так не казалось.
Следующий вопрос - какие характеристики целесообразно объединить в таком камне?
Если как эконом и/или в поход, то мне кажется интересной идея объединить камни КК и ОА - был бы такой "универсал" под все что дома и в походе может быть из простых нержавеек и охотничье походных ножей с максимум Д2. Исключая углеродки и порошки.
По зернистости что-то среднее - вернуть рабочую остроту без фанатизма и зеркальных РК.
Я бы такой точно взял в рюкзак.
quote:Originally posted by kbv888:
По зернистости что-то среднее - вернуть рабочую остроту без фанатизма и зеркальных РК.
Лучше с конкретикой - A220/C600, например. Хотя, пока соединить их в одном бруске шансов мало.
Попробую пофантазировать...
1. В походно-полевых условиях чаще нужно подточить-подправить нож. Потому как мало кто берёт с собой изначально тупой нож, а вылизывать его как бритву тоже смысла нет. Значит, для похода нужна склейка пары "средних" камней. Например, F300 и F500. Или F200SO и F400SO. Для компактности, и учитывая нечастое использование - толщиной по 10-12 на слой. Возможно, чуть меньшего формата - например, 35-40х125.
2. Для "набора начинающего заточника" или "гостевого" (родителям ножи заточить, друзьям, или барышне незамужней) желательны две спарки. Например 200+400 и 600+1000. Толщиной можно поболее: грубую 15-20, мелкую 12-15 (каждый слой), и форматом от 50х150 до 60х180.
А можно делать в одном комбинированном камне разную толщину слоёв в зависимости от зернистости? F200+F400 - 20+15 мм, F600+F1000 - 15+10 мм.
upd: О комбинации ОА+КК я как-то не подумал. А ведь и правда - в лесу, бывает, стали всЯкие встречаются...
Так дойдем до набора склеек ))
Идея в том что камушек один
Для поддержания разговора: так выглядит "лаборатория" в которой тестирую опытные образцы новых камней
quote:Originally posted by MSharab:
Хотя, пока соединить их в одном бруске шансов мало.
Вы же клеете камни на бланки.Так почему нельзя аналогично через прокладку(люминь-текстолит-аналоги) делать походно-гостевые спарки?
quote:Originally posted by Пал/Бор:
Вы же клеите камни на бланки
На самом деле бланки и приклейка это вотчина Андрея. Хотя мы тоже клеим абразив для промышленных задач, в том числе и бруски. Я писал ранее, что склейка двух брусков будет стоить дороже их по отдельности - нужно сделать оба, потом ещё и склеить.
"соединить в одном бруске" - имеется в виду сразу формовать двухслойный, но пока не получается - усадка при обжиге разная, трещат.
quote:Originally posted by MSharab:
дороже их по отдельности
Вам виднее. Просто бизнес-идея.
Мне нетрудно самому склеить камни толщиной 15-20, или даже наклеить на алюминий камни толщиной 10-12. Нетрудно обточить их затем по контуру, если размеры будут гулять на 1-2 мм. Но я не наблюдаю в продаже камней привычного формата, но малой толщины.
Склеивать два камня размером 50х150х25 - нет экономии в цене, массе и габаритах.
quote:Originally posted by Max32:
Но я не наблюдаю в продаже камней привычного формата, но малой толщины.
Подумаем.
quote:Originally posted by MSharab:
Подумаем.
Не уверен, что спрос будет большой, но я бы хотел примерно такой набор из ОА:
F200 150х50х15
F400 150x50x15
F600 150x50x10
F1000 150x50x10
Альтернативный вариант - два камня 53х12х153: опробованный A320SO и воображаемый A500SO. Склеить маслостойким герметиком, и замаслить вазелином или стеариновой кислотой.
Выигрыш по цене при изготовлении двух тонких камней будет незначительным. Трудоёмкость изготовления камня высотой 25 мм и 10 мм сопоставима, доля припуска выше. Поработаем над формованием "спарки". Как уже писал - основная проблема разная усадка разных зернистостей. Но, если у других получается, значит и у нас получится.
quote:Originally posted by MSharab:
Как уже писал - основная проблема разная усадка разных зернистостей. Но, если у других получается, значит и у нас получится.
А если посередине сделать прокладку со средней зернистостью, например - 2 мм слой из смеси?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Евгений_Е:
А если посередине сделать прокладку
Интересная мысль, но технологичнее подогнать усадку слоёв. В случае с прокладкой нужно будет приготовить дополнительную смесь и укладывать в прессформу не 2 а 3 слоя. Но, на заметку возьму.
quote:Originally posted by Энрофлон:
Как связаться с вами?
Все контакты на нашем сайте. Удобнее - по е-почте.
Давно никого не было в профильных темах - те что зелёные в шапке. Вроде уже камни многим знакомы, но лишними наблюдения точно не будут. Хотелось бы обобщить опыт и дать каждому камню "резюме", задача вроде как коммерческая, но в то же время и полезная для выбора новичку. Наших сил для тестирования не хватает. Так что прошу сообщество писать по понравившимся и по не понравившимся камням, первые будем держать, вторые - дорабатывать.
На неделе БРИЗ#4000 будет доступен в магазине. Прошу простить за перебои, исправимся.
quote:Originally posted by MSharab:
Интересная мысль, но технологичнее подогнать усадку слоёв. В случае с прокладкой нужно будет приготовить дополнительную смесь и укладывать в прессформу не 2 а 3 слоя. Но, на заметку возьму.
у японцев видел камни просто склеенные элластичным клеем
типа 3M 77 или МОМЕНТ, такому клею незначительная усадка или разбухание не страшны.
а также видел вариант, где между камнями пластиковая пластина
ну то есть половинки наклеены на эту пластину с разных сторон.
quote:Originally posted by Nikolay_K:
то есть половинки наклеены
Так можно сделать, но уже писал - цена будет как за два камня (оба нужно сделать и ещё склеить). Что бы не было удорожания на комби - надо сразу формовать двухслойный. А тут появляются трудности при обжиге. Решим мы эту проблему, когда возьмёмся. Пока актуальность считаю невысокой.
quote:Originally posted by MSharab:
Что бы не было удорожания на комби - надо сразу формовать двухслойный.
Гнаться во всяком деле за удешевлением --- это не совсем верная стратегия.
Это ещё с давних пор известно. Это народная мудрость.
Да и сейчас, в наши времена ниша совсем дешевых вещей уже занята китайцами. Стоит ли идти по их пути? Думаю, что не стоит.
Это путь тупиковый. Они уже это поняли и начали менять свою ценовую и производственную политику.
А те трудности, которые мы сейчас переживаем --- они временные.
Они не навсегда.
Кто желает влиться в команду, есть вакансия гл. механика. В нашем случае - ответственный за содержание и развитие производственных мощностей: станков, и всего с ними связанного. Вопросы в п.м.
приобрел пару брусокв у RuChef на выставке клинок, камни GRITOMATIC заявлено что ИНФабразив
КК= c240VK | J-240 200 x 75 x 25 mm (пил воду минут 8, в процессе работы постоянно обновляет зерно, выделяет суспензию активно, мягче чем предыдущий мой 250кк)

так же брусок
B1000 VK | J-2500 200 x 75 x 25 mm (пил воды минут 15, тактильный отклик у камня замечательный, в процессе работы , было слышно как попадается крупное зерно, при этом паразитных рисок замечено не было.



Вот и мне довелось испытать в деле продукцию отечественного производителя.
Весьма доволен.
(Фото.....)
![]()
quote:Изначально написано rean81:
... Весьма доволен ...
Отлично! Буду ждать отзывов в профильных темах (в первом посте зелёным).
quote:Originally posted by Nikolay_K:
Гнаться во всяком деле за удешевлением --- это не совсем верная стратегия.
Это ещё с давних пор известно. Это народная мудрость.
это так и есть. кропление приводит к попадалову.
хорошо , если додумаются , хоть какие то камни сделать лучше ,
уже существующих.
или хотя бы такие же. хотел как то попробовать их камни ,
написал и обьяснил , что нравятся твердые . помогли очень.))))
дали ссылку на магазин )))) я так подумал , что любой другой
здесь продавец , так бы смог ))) ладно хоть гритность указывают )
------
С Уважением Гемранов.
quote:Originally posted by igor gemranov:
помогли очень.)))) дали ссылку на магазин ))))
ИНФ - завод, в розницу пока не торгуем. Хотя мысли есть.
Изготовить под заказ партию инструмента возьмёмся - только в объёме минимальной партии. Как правило это 5-7 кг.
Я в очереди за камнями.
Максим, добрый вечер. На сайте завода нашел информацию о том, что Вы изготавливаете круги на станки для заточки цепей бензопил, даже указана возможность приобрести на пробу одну единицу.Но еще у меня возник вопрос, а собственно из чего изготовлены круги? (есть подозрение что скорее всего электрокорунд и возможно даже легированный)
Электрокорунд на керамической связке, с оптимальной характеристикой.
спасибо за ответ. как разгребусь с делами займусь процедурой приобретения круга вашего производства.Сегодня специально купил орегоновский для сравнения "в лоб".
quote:Изначально написано Шмыга1:
...купил орегоновский для сравнения "в лоб".
Для такого дела вышлю безвозмездно. Пишите в личку адрес.
отписал
Кому не трудно, прошу чиркнуть комментарий в наших с Андреем роликах на ютубе. Ссылка в шапке. Заранее благодарен!
quote:Изначально написано MSharab:
Кому не трудно, прошу чиркнуть комментарий в наших с Андреем роликах на ютубе. Ссылка в шапке. Заранее благодарен!
написать не сложно, но что и где? в заголовке последние видео год назад
Да, с новыми видео пока не получается. Много промышленных серьёзных задач. Хотелось бы сделать ролики с новыми настольными камнями, пока не получается. Но и годовалые ролики, на мой взгляд, интересны, не суетны и по существу. Рейтинг их падает из за отсутствия обсуждения - почему и попросил.
Писать можно что угодно - ругать, хвалить, делиться опытом, предлагать изменения. Любое движение в комментариях будет поднимать рейтинг и привлекать новых зрителей.
Надеюсь атмосфера, которую мы старались создать благоприятно повлияет на психическое состояние зрителя - в новостях жутики, в ютубе развращение духа (моё мнение).
Послушайте Петра Налича - позитивно: http://www.mkpn.net/goldfish/index.html
Удалось наконец немного протестировать круг для заточки цепей от ИНФ-АБРАЗИВ и сравнить его с другими.
Итак в опытах, помимо ИНФовского, участвовали круги под маркой "OREGON" и круг который шел в комплекте с станком от "CHAMPION" вот они
Для начала были произведены замеры кругов: отклонения посадочного отверстия как и толщины всех трех кругов от заявленного, оказалось не более 0,1 мм. Плоскость боковой поверхности при прикладывании к ней лекальной линейки выявила неровность чемпионовского круга, причем довольно значительную(около 1мм), в добавок ко всему, на нем были обнаружены волны, как будто его отпиливали от болванки алмазным кругом. Геометрия Орегона и ИНФа идеальна.
Итак ставим каждый круг поочередно на станок и испытываем в деле.
ОРЕГОН :
Работа орегоном (как и следовало ожидать) очень приятна и стабильна. Нет посторонних вибраций из-за несбалансированности круга, биение боковой поверхности так же отсутствует.При заточке РК зубьев, прижигание отсутствует, зерно хорошо обновляется, заусенец практически отсутствует.
ИНФ: вибрации и биения отсутствуют, работа круга очень ровная как и у орегона. Единственное показалось, что круг обновляется не столь интенсивно как орегон. Как будто он немного плотнее, но тем не менее засаливания и прижогов не наблюдается. Износ круга тоже меньше чем у орегона. Чистота повверхности после обоих кругов сопоставима, разници я не уловил.
Ну и решил сравнить их работу при большом съеме(обычно так точат малоопытные "точильщики"), орегоновский тут выступил немного лучше, прижога кромки не наблюдалось, ИНФовский кромку нагрел значительно больше, но посинения металла так же не было.Тут видимо сработала большая обновляемость орегона.
ЧЕМПИОН: после запуска станка с этим кругом сразу появилась вибрация, попытки выравнять круг ни к чему не привели. Затачивать не стал, ибо это мусор а не круг и тратить время на него не стоит.
Апосля обкатки кругов пришло время микроскопии:
Микроскоп показал что догадки о большей "упакованности" ИНФа были верны.
Итак, подведя итоги могу сказать, что круг от ИНФа является аналогом Орегона, разница в их работе различна не более чем на 10%. Ну и цена для сравнения: Орегон стоит 1200р, ИНФ 500р, розовый чемпион 200р(а есть еще белые в продаже за 400р, говорят они получше розовых). Что бы хотелось изменить в круге, так это добавить "бумажку" как у орегона, с ней круг лучше крепится в оправке, давление упорной шайбы лучше распределяется на поверхность круга и поможет избежать поломки круга при затягивании винта.
Ну а это фото замера вибрации с орегоновским диском,с инфовским замер не успел произвести(виброметр был занят),через пару недель исправлюсь и выложу для полноты картины.
![]()
Большое спасибо! Интересно было почитать обзор!
это круги приложенные друг к другу, хорошо видно на сколько кривой чемпионовский круг. Ну и независимый эксперт в кадре засветился))).
Спасибо , действительно очень интересно, обзоров по абразивам для машинной заточке очень мало
Вопрос по гриндермановским камням.Можно их постоянно хранить в воде?
quote:Изначально написано Rezchik:
Вопрос по гриндермановским камням.Можно их постоянно хранить в воде?
да
quote:Изначально написано Rezchik:
Вопрос по гриндермановским камням.Можно их постоянно хранить в воде?
Да, но зачем? Там везде керамическая связка разных типов, от воды не портится. Только в воду соду добавляйте или уротропин - чтобы не зацвела. Спирт, этиловый или изопропиловый тоже вариант.
Если на бланках, может отклеиться.
Такой вопрос в теме про гриталоны поднимали. Ответ был такой же. Там тоже хитрая керамическая связка.
quote:Изначально написано Urchini:Только в воду соду добавляйте или уротропин - чтобы не зацвела. Спирт, этиловый или изопропиловый тоже вариант.
.
Никогда этого не делайте. Если не храните камни в воде, а пользуетесь ими. А спирт, как известно, «тонким слоем» хорош)
quote:Изначально написано Straykl:
Никогда этого не делайте. Если не храните камни в воде, а пользуетесь ими. А спирт, как известно, 'тонким слоем' хорош)
Хозяин-барин. Вообще противник держать камни в воде постоянно. Использовал, отмыл, на предварительную сушку - жёсткую или мягкую.
Спирт и сода ничем не помешают. Вытащил, под текущей водой сполоснул - и в бой.
quote:Изначально написано Urchini:Хозяин-барин. Вообще противник держать камни в воде постоянно. Использовал, отмыл, на предварительную сушку - жёсткую или мягкую.
Спирт и сода ничем не помешают. Вытащил, под текущей водой сполоснул - и в бой.
если дома то смысла держать в воде не вижу, в мастерской камни всегда замочены так как всегда в "бою"
никогда не добавляю химию в воду чтобы не попортить камни, сливаю воду раз в неделю, пс никогда вода не зацветала даж за месяц, кк камни в оцинкованном ведре, водники в пластиковых контейнерах полузакрытых.
quote:Изначально написано Emiliokazanova:если дома то смысла держать в воде не вижу, в мастерской камни всегда замочены так как всегда в "бою"
никогда не добавляю химию в воду чтобы не попортить камни, сливаю воду раз в неделю, пс никогда вода не зацветала даж за месяц, кк камни в оцинкованном ведре, водники в пластиковых контейнерах полузакрытых.
Практика, принял. Чем спирт или сода может повредить керамике - не вижу вариантов.
quote:Изначально написано Urchini:Практика, принял. Чем спирт или сода может повредить керамике - не вижу вариантов.
вопрос к производителю
Керамике повредит только плавиковая кислота с подогревом. Остальные известные соединения против спечёной на 1250оС "глины" не повредят.
Шмыга1
а видеоматериал снять сможете? С большим желанием заказал бы такую работу, смонтирую, выложу сам.
quote:Изначально написано MSharab:
Керамике повредит только плавиковая кислота с подогревом. Остальные известные соединения против спечёной на 1250оС "глины" не повредят.Шмыга1
а видеоматериал снять сможете? С большим желанием заказал бы такую работу, смонтирую, выложу сам.
А щёлочь, если камень из оксида алюминия? :-))) но тоже концентрированная и с подогревом.
Вот на счёт видео ничего не скажу, не пробовал ни разу.
Но и категорический отказ тоже не даю. Надо майские праздники пережить и там видно будет.
quote:Originally posted by MSharab:
Керамике повредит только плавиковая кислота с подогревом
Речь о камнях на керамической связке?
quote:Изначально написано skvater:
Речь о камнях на керамической связке?
Плавиковая кислота разрушает формы оксида кремния, единственная кислота. Растворение стекла ею - тот же процесс. Из реакции удаляется тетрафторид кремния, летучий.
Речь вообще об инструменте на керамической связке. Пожалуй ещё заморозка мокрого инструмента повредит, но это должно быть очевидно.
Еще ранее обсуждали, что углеродистая сталь, которая въелась в камень, может повредить. У меня было такое
quote:углеродистая сталь, которая въелась в камень, может повредить
В смысле "въелась"? И как повредить может?
Прошу подробностей сего примечательного события, пожалуйста.
quote:Originally posted by qt3:
В смысле "въелась"? И как повредить может?
В том смысле, что если работать на камне без достаточного количества воды/суспензии не поверхности, то он засаливается (поверхность забивается металлом). Если это не удалить и забить, то углеродка будет корродировать, при этом расширяясь в объеме. Я заметил это, когда твердый камень из ОА начал у меня сыпаться при заточке (давал много суспензии). Как только ушел этот засаленный слой, все встало на свои места
Любопытно, спасибо.
Итак, как обещал, выкладываю с опозданием замеры вибрации с кругами, про которых писал ранее в этой теме(пост 680).Хотелось бы еще сказать, что в прошлый раз мерил немного не то, что надо.Но сейчас исправился и замерил пиковую амплитуду в мкм.
первый это замер вибрации "голого" станка
это вибрация орегона:
![]()
ну и отечественный продукт:
![]()
Оба круга(как впрочем и голый станок) показали одинаковые значения, которые колебались в пределах 19-23 мкм.
Подскажите, на полноразмерных камнях из КК Гиндерман 400VM и 230VK, корка/панцирь есть? Надо ли новый камень перед первым использованием обновить на грубом порошке?
quote:Originally posted by skvater:
на полноразмерных камнях из КК Гиндерман 400VM и 230VK, корка/панцирь есть?
Все камни шлифованные по обоим большим плоскостям. На грубых порошках при этом притупляются вершинки зёрен, поэтому взбодрить надо. Можно для запуска камня навести суспензию подходящим дрессом, либо пройтись спинкой стамески для образования своей суспензии.
quote:Originally posted by MSharab:
Можно для запуска камня навести суспензию подходящим дрессом, либо пройтись спинкой стамески для образования своей суспензии
Да пробовал, наводил суспензию 220-м ОА, потом бритвой повозил. Надо все таки на стекле и 120 порошке его хорошенько взбодрить
Максим, а сколько ориентировочно требуется времени для полного высыхания Бриза 150х50?
Меня терзают смутные сомнения, что суток явно мало. Это нормально, что камень так неохотно сохнет? Даже после двух суток есть легкое ощущение, что камень влажный, плюс цвет с кремового на белый обратно никак не меняется.
Я проведу тесты, измеряя массу камня.
Вопрос не праздный. Допустим, в при перевозке камня в холоде, например, зимой, влага внутри может быть очень опасна. Ситуация, конечно, гипотетическая, но все же.
Долго сохнет. Несколько дней до полного высыхания. Однако, это рядовая ситуация со многими водниками. Например, когда я покупал свой слегка б\у суэхиро g8 тут, в разделе, то хозяин его неделю держал до отправки, чтобы камень гарантированно просох полностью, ибо если не ошибаюсь, была ранняя весна и ещё была опасность заморозков в дороге.
Правда у него конечно объём значительно больше, но тем не менее, и слурик его, размером примерно с сигаретную пачку, тоже сохнет не быстро - больше суток точно.
С другими водниками стационарными та же ситуация - до полного просыхания не редкость дней 4-5, в зависимости ещё от влажности в помещении и условий хранения.
С некоторыми камнями это даже плюс - достаточно первый раз замочить как следует, и потом, пользуясь скажем через 1-3 дня, уже на замачивание нужно меньше времени. А особо легко просыхающие, как правило, воду в себе не держат, "текут насквозь", что при заточке требует постоянно их смачивать, иначе и воды недостаточно и засаливание сильное. За всё приходится чем-то платить)
quote:Originally posted by twilight_sparkle:
Допустим, в при перевозке камня в холоде, например, зимой, влага внутри может быть очень опасна.
Хороший камень можно и за пазухой провезти
По существу - за выходные (2-3 дня) высыхает до бела.
Здравствуйте, возможно ли изготовление ПП круга 75х20х10 для заточки электродов?
quote:Изначально написано Emiliokazanova:
Здравствуйте, возможно ли изготовление ПП круга 75х20х10 для заточки электродов?
Такие вопросы лучше отправлять на почту предприятия.
Размер круга такой делаем, по характеристике определимся. Возможно.
Максим, у меня несколько вопросов.
1. На днях попробовал A400NL и A600NL под под апекс. Камни безумно понравились по характеру работы как на апексоиде, так и с небольшими ухищрениями - вручную. Камни мне показались интереснее, однороднее и чище по результату, чем их собратья C400VL и C600VL (с оговоркой, что мои зеленые камни - из старых серий, еще до новой маркировки).
Ожидаются ли полноформатники в данной серии? Я бы с радостью приобрел даже в формате 153х36х18, не говоря уже о 150х50х25.
2. По случаю удалось заполучить брусочки квадратного сечения Рижского абразивного завода 150х20х20 с маркировкой 24А М28П СТ1К1 Б10:
2.1. Характер работы камня пришелся по душе. Какой ориентировочный аналог по связке в продукции завода Инф-абразив?
2.2. Формат очень понравился при работе на апексоиде, при этом из общедоступных аналогов только серия Петроград 120х15х15. Здесь уже длины бруска будет не хватать для комфортной работы. Какие-то подвижки в направлении увеличения формата - намечаются? Или есть сомнения в целесообразности таких подвижек?
Тут надо сделать лирическое отступление. К сожалению, вот уже год не получается приобрести камни в формате под апекс 152х25х12 (утолщенные): то их раскупили, то новую партию не завезли. В этом даже есть некая ирония судьбы, поскольку изначально подобный формат именно я и просил :)
Но я обратил внимание, что в утолщенном формате и белые, и зеленые камни вышли только обдирочные. При этом гриндермановские F120, F220 идут на достаточно твердых связках M, N с низким износом. И, возможно, по этой причине для такой связки данный формат не совсем оправдан.
В моем представлении данный утолщенный формат полностью раскрыл бы себя именно для высокопроизводительных камней на связке с твердостью L, или даже K, для гритности F400 (и, возможно, F220). Камнем C400VL на апексе крайне удобно выходить на кромку при обдирке (скорость, борьба суспензии с ростом заусенца).
И вот для этих целей очень классно бы смотрелся увеличенный до 150х20х20 (или даже 150х25х25) формат брусков Петрограда. Там как раз камень L-500-C (по JIS) идет на связке L.
Резюмируя, хотелось бы услышать вашу личную позицию по вопросу 2.2. Нужно оно, не нужно. Мне действительно интересно, поскольку статистикой по продажам камней я не обладаю.
Спасибо!
1. Над белыми работаем. Пока до полноформатников не дотянулись, но стараемся.
2.1. По паре материал-зернистость соответствует A400NL, связка, твёрдость и структура отличаются. Если опробовали - интересно сравнение. Рижский может быть ещё близок по работе с C400VM.
2.2. Увеличение толщины брусков под Апекс обсуждали, 6 мм признан оптимальным балансом удобства заточки и ресурса. "Не давить" более тяжёлым камнем трудно. Если говорить о полевом формате, возможно 20х20х150 удобнее носить, чем 36х18х150, но перед выпуском обсуждали на форуме оптимальный размер, победил 36х18. Плодить типоразмеры не хотелось бы.
Благодарю за информацию!
Здравствуйте Максим!
Сейчас я работаю на белом камне ОА с зерном м14. В принципе все в нем есть, однако хотелось бы чуть мягче связку для более высокой обновляемости, камень быстро выглаживается, его приходится взбадриваю регулярно грубым , около м120 камнем. От этого камень имеет характер работы со спадом скорости . Замечательно работает с суспензией камня из КК.
quote:Originally posted by Вишер:
на белом камне ОА с зерном м14
Доброго здоровья!
Как писал выше работа над камнями идёт, за эти годы появилось понимание нужных свойств. Как только новые камни выйдут, обязательно озвучу на Ганзе. Будут мягче и чище в работе, но не стану опережать события. Терпения.
Спасибо, буду ждать.
Простите бескультурную серость, но не вдаваясь в тонкости, какие бруски мне выбрать для правки моих ножей из данного ассортимента
вк, вл, вм..черт ногу сломит!
нож раз - бенч. 154 см
нож два- бенч. 440 с
аир - рвл 34, 100/13м
финики и кухонная нержа.
Точить не умею, умею лишь более-менее править.
Размер удобный будет 36х18х153мм
Кремний, аллюминий? Зернистость??
р.с. вот купил в ларьке брусок штаер - там писано Р180 плюс Р320. Но этож кошмар, он дерет просто сталь
Подскажите пожалуйста..
Я бы взял F320 и c600vm на основе карбида кремния. Собственно их начинающим и рекомендую. И не только начинающим.
Как работать и с чего начинать обучение:
https://www.youtube.com/watch?v=7cqfMnQ1dgM
https://www.youtube.com/watch?v=OLj8xX6PSog
Уже с полгода перешел на набор:
Grinderman C230VK (64С М63 СМ1)
Grinderman C400VL (64С М20 СМ2)
Grinderman C600VM (64С М10 С1)
+ мелки от Петроградъ (брусочки 120х10х10мм.)
http://rubankov.ru/id/bruski-a...20mm-11873.html
в качестве натирок.
На кухне не текут (Arcos, noname, 65х13, 42х13, etc), косяк из Р6М5 с большой площадью контакта с натирками обрабатывают нормально. Аналогично и по япам рода
http://japan-noj.ru/nozhi/ovoshchnoy-ugl/
ламинат с SUJ-2.
Раньше еще был
K-150-C (Рубанков\Петроградъ), но объёмы заточки не те (стамески не точу), так что обхожусь вполне и 230-м камнем.
А вот дальше придется думать.
Дальнейший сет уже за пределами ИНФ-Абразивовских камней собрал.
oldTor, благодарствую, попрубую.
Последние несколько месяцев обдирка веневцы двусторонний 100/80-50/40 , дальше инфабразив 320,600 и природники.то, что твёрже 60НРС порошки оксида алюминия/ карбида кремния и природники.
Зотачивал пчак, шх15 твердый за 60 единиц. На камнях получилось очень агрессивно, передовел на притире , стало лучше.
quote:Originally posted by Botanic:
Дальнейший сет уже за пределами ИНФ-Абразивовских камней собрал
Опробуйте БРИЗ#4000 при возможности. Выпустили в полном размере (75х20х200).
Не хочу.
Уже есть Chosera 3000 в качестве отработанного варианта (хотя и ей уже не часто пользуюсь).
В качестве более универсального варианта меня интересует сейчас только КК, потому как по обработке того же быстрореза Р6М5 ОА меня не устраивает. Кварц - тем более. Дело не в скорости, а в характере работы\получаемой поверхности.
+ уже писали, что для большой площади контакта БРИЗ недостаточно однороден по работе.
Для нержи, типо AUS-8 и мягче пока ищу сет 1000грит - переход на нат. камни - синтетик тут не нужен.
----
Вкратце: неинтересно. Камней у меня и без того слишком много (более двухсот на руках, если верить списку, что веду).
Да и время терять на отбор не хочу, а я очень критично отношусь к выбору подходящей мягкости\обновляемости камней и грызучести.
Не хочу ничего пробовать и брать ничего нового.
...
Собирался подумать про C400VL или VK (у меня есть, но 35мм. ширины при проточке шефа на костыльке маловато - сваливаюсь), так не смог найти в размере 150х50 у Гриндермэна
Не выпускается?
Все камни из КК выпускаются, ничего снимать с производства не планировалось. Наоборот - улучшаем качество, расширяем веер.
Если нет "на полке" - спрашивайте Андрея в почте, всяко бывает.
Относительно БРИЗа. Насчёт неоднородности найду, почитаю. Хотя тестирую его последние недели на стамесках - отличный стойкий рез. На зеркале визуально без оптики есть "царапки", но под микроскопом видно только на плоскости, при выходе "царапины" на кромку её не видно - глубина ничтожна.
И ещё два наблюдения. Не казните, натуральными камнями пока не работаю.
1. При обработке на БРИЗ#4000 кухни (VG10, Трамонтина Про с белой ручкой) стойкость возросла, точу теперь через 5-6 месяцев против 2-х, когда останавливался на F1000 (#2000).
2. На подводе клинка из дамаска проявляется фактура металла (зебра) видна при увеличении. После синтетиков 4к и 6к такого нет - плотная череда рисок скрывает под собой этот рисунок.
Т.ч. Бриз не совсем "монтируется" в привычный ряд.
quote:Изначально написано MSharab:Т.ч. Бриз не совсем "монтируется" в привычный ряд.
Я бы даже сказал совсем не монтируется
quote:Все камни из КК выпускаются, ничего снимать с производства не планировалось.
Отлично, спасибо. Осталось определиться и решиться.
C400VL мне очень пришелся по душе. Даже больше, чем C600VM.
quote:Насчёт неоднородности найду, почитаю.
Сам пока не нашел. Может и в личном разговоре с Ярославом то было.
Это по большой площади контакта именно - для этого дела и япы не все проходят у меня. Собственно, из япов только Chosera, да Shapton pro +\- Suehiro Cerax с ограничениями.
Для чистового шлифа условия отбора по критерию однородности куда жесче


Масштаб (1дел.=10мкм.):

Для такого дела набор подбирал.
Не так, чтобы это нужно было регулярно, но хочется уместить в один набор как можно больше. Потому как камней много.
Проявления структуры стали - в моём рядовом случае есть VG-10 с крупными карбидами, потому лучше обходиться без проявления структуры.
Вопрос стойкости меня вообще мало волнует.
В любом случае, по моей схеме заточки 4000грит, какими бы они ни были - это не конец. Так что почти все плюшки отпадают.
И в любом случае, камнями я уже наелся доверху.
Такого на делал. Красиво, осталось непонимание провалов на кромке.
Нет так нет. Но повторюсь, БРИЗ не похож на 4000 не из КК не из ОА.
провалы - это неудачно что-то поддевал\открывал. Суть процесса на том этапе была не в заточке, потому и выводить не стал.
На фаске узкой такую безрисочную поверхность сделать несравнимо проще.
А все-таки подскжатие разницу между вл и вм, вк.
И еще, паста в ассортименте есть. Щяс думаю над заказам, однозначно возьму дощечку с кожей, но не знаю, брать ли пасту, поскольку есть мягкая паста гои.
Заранее спасибо.
V - керамическая связка.
N - твердость С2 ("средняя твердость", "плотность 2")
M - твердость С1 ("средняя твердость", "плотность 1")
L - твердость СМ2 ("средне-мягкая твердость", "плотность 2")
Т.е. у N и M один класс твердости, но разная плотность (N плотнее).
L мягче, чем N и M.
K - твердость СМ1.
Подробнее о типах связок и твердости см.:
Что такое твердость и структура абразивного инструмента forummessage/224/58
Структура и твердость абразивного инструмента forummessage/224/58
quote:Изначально написано Botanic:
И в любом случае, камнями я уже наелся доверху.
*посмотрел на десяток своих камней*
*печально выдохнул*
нельзя так, просто нельзя. Форум же и начинающие читают.
Спасибо за описание связок.
И еще вопрос - не подскажите связку на бруске F320 SO?
я тоже себя считаю начинающим, так что претензии не принимаю.
связка S - керамическая, но другая, не V
"S - для белых камней высокой плотности,"
https://inf-abrasives.ru/promy...hilnykh-kamney/
"A 320 SO - Брусок из белого электрокорунда фракции F320 на связке типа S твёрдостью O, для мягких сталей"
твердость O --- СТ1
см. посл. страницу здесь
https://inf-abrasives.ru/image...D0%90%D0%98.pdf
В разделе "Тех. литература"
https://inf-abrasives.ru/literatura
=D
Здравствуйте.Такой вот вопрос,раньше ножи с рессор,клапанов и т.д. вытачивал на наждаке без проблем.Современные стали типа М390 ELMAX и прочие лишь елозят по камню.Камней дома для наждака вагон,уже впору самому торговать камнями.Так вот -производятся у нас наждачные круги для грубого съема(обдира) современных сталей с твердостю 60-63 единицы?Чтобы уверенно грызло сталь.Последний раз брал немецкие,зерно -36,сказали что хороши по каленной стали,но чуда не произошло.
Такие подойдут?
http://www.grinder-man.ru/tormek/tochilo
смотрите на карбид кремния.
А F100, это не мелкое зерно?Мне не точить нож, а вытачивать спуски,т.е. самое крупное зерно нужно.И забыл основной вопрос,новые камни нужно как то вскрывать?
quote:Originally posted by 123qwertyuiop:
,т.е. самое крупное зерно нужно
Это не факт. Для максимальной эффективности процесса резания нужно создать условия, при которых основная масса зёрен будет резать а не мять металл или скользить по нему. Чем больше размер зерна, тем на абсолютно большую глубину нужно погрузить зерно в материал для начала процесса стружкообразования. Для этого нужно развить достаточное усилие.
Зачастую F100 режет эффективнее F40. Но не стоит забывать об остальных параметрах системы - скорость, жёсткость, СОЖ.
Правка круга так же один из элементов. Править круги нужно обязательно. И от характера микропрофиля на рабочей поверхности круга сформированного во время правки режущие свойства будут значительно меняться.
Дело не только в размере зерна, разумеется, однако для черновых работ, действительно в основном рекомендуются круги весьма грубой зернистости, но при том очень важна плотность кругов и прочие характеристики связки. Под свою группу сталей свои.
Что и как подбирается - это лучше всего почитать справочники, и выяснить, при каких оборотах какое именно по типу абразива и размеру зерна для какой операции рекомендуется брать и стоит ещё учесть диаметр круга.
Но лучше почитать несколько справочников, потому как они часто ориентированы на конкретное производство и иногда применение рекомендаций из такового, неприменимо в частном случае. Т.е. тоже нельзя принимать за правило первый попавшийся справочник.
Для тех же быстрорежущих сталей часто лучше взять например 1500 а не 2800-3000 оборотов и круг из карбида кремния довольно пористый и грубый, и не сильно твёрдый по связке, а не наоборот - более тонкий и, например, из 25а.
Хотя бы потому, что "красностойкая" сталь на меньших и с кругами, что меньше греют - обрабатывается несравнимо легче. Ну и так далее.
Общие рекомендации и подробный разбор маркировки различных кругов, можно посмотреть тут: https://www.youtube.com/watch?v=0_lcuxP20pQ
oldTor,спасибо за наводку,но зимой сидел и читал про эти маркировки и обозначения.Скорее всего для каленных сталей и придумали гриндер,а камни это так.Для большого съема всетаки не предназначены.Камни у меня и с мягкой связкой и твердой,но ведут себя одинаково.
Не за что, вообще я так полагаю что Вы это лучше меня знаете, я просто "в тему", так как отдельно не обсуждалось особо, для "общего пользования" разместил.
Но думаю да, гриндер всё-таки по сталям, с которыми Вы работаете - будет во многом предпочтительнее, хотя бы тем что вариантов лент сейчас много и менять и пробовать их менее накладно чем круги.
Но в заточном разделе это всё мало обсуждается, полагаю, что Вам будет более продуктивно задать вопросы в разделе "Мастерская" по поводу слесарки заготовок и клинков.
Доброго.
А что за материал VB?
B - был черный КК
-- смесь зеленого и черного КК?

картинку взял отсюда http://rubankov.ru/id/bruski-a...20mm-11436.html
Здесь инфы нет inf-abrasives.ru: Маркировки камней
quote:Изначально написано Botanic:
Доброго.
А что за материал VB?
[/URL]
Маркировка приведена к "общему знаменателю" - V тип связки.
Есть, право, и изменения.
Связка существенно доработана и теперь в ней нет крупных включений. не хотел публиковать эту информацию пока нет тестов, но поддамся человеческой природе.
понятно, спасибо.
еще такой гадкий вопрос: я так понимаю, что порошок абразивный поставляется одной и той же фабрикой, которая работает по одному стандарту (F\JIS\ГОСТ)...
Или это не так и камни Grinderman бодяжатся на одном порошке, а для рубанков спецом закупается порошок, который уже соответствует JIS?
С Японии заказывать порошки пока в голову не приходило
Все микрошлифпорошки идут по Фепа, по крайней мере поставщики так заявляют. На самом деле не нужно цепляться - средняя фракция имеет полное право плавать в пределах диапазона, что собственно и делает от партии к партии. Больше вопрос к тому, как с этим работать
да просто мысль возникла, когда в очередной раз камни перебирал и перепробовал.
Есть табличка с переводами
https://inf-abrasives.ru/conte...JIS_red2015.pdf
И все в ней круто.
Но если производится все из порошков Fepa - почему бы не сделать не глобальную табличку(уже есть), а внутреннюю?
Мол: "наш 1000jis - то же самое по порошку, что и наш F600".
А то если уж мне едва хватило занудства собрать полный сет и разобраться, то, очевидно, есть люди, которые плюнули на это совсем и пошли покупать чусеру
...
а, ну да.Еще остаётся глобальная задача с точки зрения достраивания сета за пределами системы - теми же япами и пр. - тут табличка по ссылке выше уже пригодится. Хотя особой пользы я в ней так и не вижу: базовые точки для стадий вполне однозначно определяются - что мне толку от инфы по разбросу, если есть практические данные в работе.
...
тобишь, предложение есть: сделать табличку перевода рубанковских jis в Fepa Grinderman, раз уж порошок один.
Это бы прилично сократило время на перебор вариантов и выбор сета в целом в будущем.
К примеру: 150й гритности в табличке вообще нет.
Потому покупая у Grinderman грубый 150й\120\100 и у рубанков - разные будут или одинаковые?
Некоторым Fepa в табличке соответствует несколько jis.
и т.д.
Гриндерман планирует переходить на гриты, скоро всё наладится.
Но только в области порошков. Связки и твёрдость меняют экспл. св-ва. Т.ч. табличка применимости остаётся актуальной. Если кто готов заняться, предложения рассмотрю.
Мне кажется, что наиболее правильно в принципе указывать зернистость именно по тому, в какой системе она указана производителем порошка. И только по ней.
Так как, полагаю, ни для кого не секрет, что совпадения "точь в точь" разных систем практически нет. В т.ч. по допускам - они в разных системах - разные.
И если производитель делает порошок по одной системе - подразумевается что и допуски и разбросы будут по этой системе, и не совпадут с допусками и разбросами другой - т.е. фактически таблицы - это _сравнительные таблицы_ а вовсе не средство "подбить одно под другое, третье" или наоборот. Это всё отход от точности и принципиальный, кмк.
Взять 10 человек, кто тему недурно знает и попросить их перевести скажем 10 брусков из одной системы в другую наиболее близко, и получим на диво много разных результатов. И каждый будет по-своему прав. Но при том все эти результаты - будут некорректны. Точным будет только один - исходный, по которому стандарту, с учётом допусков и пр. именно этого стандарта, изготовлен порошок.
Потому, беря например суэхиро 1000 грит по jis - я знаю что это именно 1000jis. беря Борайд F600 - знаю что это F600. Всё понятно и знаешь что отсебятины в указании зернистости нет.
А трактовка одного абразива сразу во всех стандартах или хотя бы в двух или одном, но не том, в рамках которого изготовлен абразив - априори отсебятина.
Так как это именно трактовка, с поправкой "примерно соответствует, но...". Ну и толку - не станешь же писать на каждом бруске или его упаковке статью по зернистостям или таблицу с пояснениями и комментариями, а просто указание зернистости в другой системе, нежели та, по которой абразив произведён - это банально недостоверная информация о продукте.
Берем Imanishi Bester 1200, Naniwa chosera 1000..пускай и хватит, хотя можно и сигмы припрячь.
Один и тот же JIS, но работа весьма сильно отличается. Настолько сильно, что 1200й бестер в бланке у меня на позиции 600jis отрабатывает.
И таких примеров не мало на самом деле.
К чему я.
Мне оно надо, следить за отклонениями на ..не знаю.. пускай, целых 20% при переводе между системами? Да они не сыграют роли - затеряются на фоне влияния связки.
Но в рамках одного производителя было бы хорошо не плодить излишних сущностей, потому как хочется найти тот самый брусок за минимальное количество холостых выстрелов.
А для этого нужны отправные точки.
Для меня такие точки:
1) пригодность по отзывам (однородность, скорость)
2) твердость (ради этого составил сквозной рейтинг твердости)
3) тип связки, материал зерна
4) размер зерна
Меня не интересует точный размер зерна - интересует стадия, т.е. место, куда брусок впишется: после какого бруска и до какого.
Олег, я с тобой совершенно согласен. И что затеряется на фоне связки - тоже. И мне тоже достаточно понимать стадию, а не знать точную зернистость до нюансов, тем паче что она не гарантирует определённой шероховатости.
Но я - за точность.
И мне для понимания и выстраивания собственной статистики где как и что работает и с какими особенностями, меньше всего нужна ещё одна переменная, когда, например, неизвестно по какому стандарту изначально сделан абразив и совпадает ли указание зернистости и системы, нанесённое на брусок, с реальностью.
основная мысль была:
- можно делать двойную маркировку Fepa - Jis
- как поскольку борайды очень популярны, то в апексе пользователям будет удобнее Fepa
- JIS, даже приблизительный (не нужна дикая точность), будет удобнее тем, кто больше по стационарам или по распиленным водникам.
Себе все перевожу в микрометры, потому как и F у того же Сапфира не такой, как у всех, и JIS бывает двух стандартов, а микрометры я могу аж на глаз прикинуть (ежель крупное зерно).
Но это всем будет неудобно и не популярно, так что однозначная табличка перевода, пускай и с погрешностями - верх ожиданий.
quote:Originally posted by Botanic:
2) твердость (ради этого составил сквозной рейтинг твердости)3) тип связки, материал зерна4) размер зернаМеня не интересует точный размер зерна - интересует стадия, т.е. место, куда брусок впишется: после какого бруска и до какого.
#750это все было на старинных ссср овских по госту брусках. поняв 1-2 из них , уже знаешь , что ожидать от остальных. нынешние системы , зачем перенимают ? правильно , путать клиента .
P.M.
Ц
quote:Originally posted by MSharab:
Все микрошлифпорошки идут по Фепа, по крайней мере поставщики так заявляют. На самом деле не нужно цепляться - средняя фракция имеет полное право плавать в пределах диапазона, что собственно и делает от партии к партии. Больше вопрос к тому, как с этим работать
это что вообще ? мол это не я , это поставщики )))) лепет ребёнка из детсада. купите сетки на али и сами сейте , раз нормальное сырье купить нет ума)))
Fepa такой же стандарт как и другие и имеет _как и другие_, определённые допуски. Просто в каждом стандарте они свои. На каком основании считать абразив по Fepa не "нормальным сырьём" - непонятно.
Ещё раз дам ссылку на статью о зернистостях - там о допусках разных систем можно подробно почитать, а то по таким вот постам складывается впечатление, что представление о том, что это такое, крайне поверхностное.
http://www.ru-chef.ru/blogs/ar...%B4%D1%8F%D1%82
quote:лепет ребёнка из детсада. купите сетки на али и сами сейте , раз нормальное сырье купить нет ума)))
Вы уж извините, вдруг у Вас представления о мире материалов и прочего несколько детские. Материалы и компоненты "на границе даташита", в браке, а также вообще контрафактные попадаются даже в высоконадежной электронике и около того, не говоря уж о каких-то там ширпотребных абразивных порошках.
Купите штук так 30-100 транзисторов из разных партий по $1200-1500 за штуку, с пристрастием промерьте, а потом лопочите про "купить нормальные нет ума", и что-нибудь еще про алиэкспресс.
И дело не в уме ни разу.
Прежде, чем безосновательно наезжать на людей, которые одни из немногих в России делают какой-то абразивный продукт для физлиц и в объемах не "2 вагона с предоплатой", просят и получают обратную связь, сталкиваются с проблемами, говорят о них и пытаются их решать, подумайте хорошенько.
Может быть Вы еще поведайте про то, где именно покупать "нормальное сырье" с гарантией качества 100%?
+100500
quote:Originally posted by igor gemranov:
Все микрошлифпорошки идут по Фепа, по крайней мере поставщики так заявляют. На самом деле не нужно цепляться - средняя фракция имеет полное право плавать в пределах диапазона, что собственно и делает от партии к партии. Больше вопрос к тому, как с этим работатьэто что вообще ? мол это не я , это поставщики ))))
Поясню. Например F1000 - средний размер основной фракции (50% зёрен по массе) может находиться в диапазоне от 3,7 до 5,3 мкм. Хвосты - от 1 до 10 мкм. Каждая партия сырья независимо европейского, китайского или отечественного производства имеет уникальный грансостав - мы много чего попробовали. Как средний размер, так и количество и распределение "хвостов" в совокупности критически влияют на технологичность изделий из данной партии микропорошка и на реальную твёрдость изделия при постоянстве технологии. Кроме грансостава есть ещё ряд параметров, которые также нужно замерять и учитывать.
Именно это и имелось ввиду под "как с этим работать".
Доброго времени суток.
4000 - понравился.
Он мне очень напоминает японские натуралы по результату работы.
Дымчатое зеркало дает.
Градация мягкости это чертовски правильное решение. Иногда по японцам приходится бегать чтобы найти что нибудь твердое нужной зернистости.
320 2000 без нареканий. 2000 хорош для подготовки поверхности к любым доводочным операциям. Достаточно однородный.
Вот бы еще кто то объяснил это магазинам. Они закупают по зерну а по твердости ассортимента всегда нет.
Если бы полный ассортимент был и по гриту и по твердости цены не было бы.
quote:Изначально написано ozhAlex5550001:Дымчатое зеркало дает.
А дымчатое это хорошо?
quote:Изначально написано Straykl:А дымчатое это хорошо?
В целом да. Это отлично. Про касуми и не фирму а явление слышали? Вот это где-то ещё не но уже шаги к нему. Чем-то хорошо и лучше просто зеркала, расписано в темах по тэгу "касуми".
Тут правда кому-то это интересно. Кому-то нет. Выбор и разумная достаточность за оператором.
quote:Originally posted by oldTor:
А трактовка одного абразива сразу во всех стандартах или хотя бы в двух или одном, но не том, в рамках которого изготовлен абразив - априори отсебятина.
Как ты себе это представляешь?
Вот скажем компании 3M надо купить абразива для производства пленок/ремней по FEPA P3000. Им по определению придется конвертировать "поверхностные" гриты в "объемные" (порошок же - объемный) и мириться со всеми вытекающмими неточностями.Дальше - больше. Спецификации производителей порошков легко могут быть в двух шкалах. В США это ANSI и FEPA-F, у нас ГОСТ и FEPA-F.
Вот и получается, что гнаться за точностью нет смысла.
Имхо самое главное - всем говорить на одном языке, а этим языком является JIS. В нашем магазине только Boride и Grinderman не говорят на этом языке и являются источником ошибок покупателей, которые "покупают 1000 или 1200 грит перед трехтысячником" или "ищут камень между Grinderman 1000 и Breeze 4000", которые на минутку в разных шкалах от одного производителя. Каждый раз приходится людям объяснять как устроен мир гритов, это такое откровение что гриты разные бывают! Но как было бы проще, если Grinderman и Boride использовали JIS
)))quote:А дымчатое это хорошо?
Да. Это значит что он работает как японский натурал.
quote:Originally posted by RuChef:
Но как было бы проще, если Grinderman и Boride использовали JIS )))
Проще, если все будут общаться в микронах, по крайней мере это универсальная мера.
Вопрос не знаю кому лучше адресовать - здесь или в теме самого Гриндермана: выпускается ли камень B120VK размером поболее чем 150*36*18?
75х25х200 - http://www.grinder-man.ru/hand...K)75x25x200F100
Могут быть остатки C120VK, новые партии идут B120VK.
В размере 50х25х150 должны быть, на витрине магазина не представлены.
Принял, благодарю!
тут тоже есть http://rubankov.ru/id/bruski-a...20mm-11436.html
если верить картинке
quote:Изначально написано Botanic:
тут тоже есть http://rubankov.ru/id/bruski-a...20mm-11436.html
если верить картинке
Ага, понятно. Но если что, я у Андрея закажу.
quote:Originally posted by Botanic:
тут тоже есть
Заметил отзыв у Гриндермана на B600VL, спасибо. Связка новая, нет включений (можно убедиться микроскопом). Присмотритесь, интересно насколько заметно изменение технологии.
и на C600VM, и на B600VL, B320VL визуально заметил.
Бляшек нет. Выглядят приятно и качественно.
чуть подробнее писал здесь http://www.myabrasive.ru/forum/viewtopic.php?p=6188#p6188
и далее
C600VM

B600VL
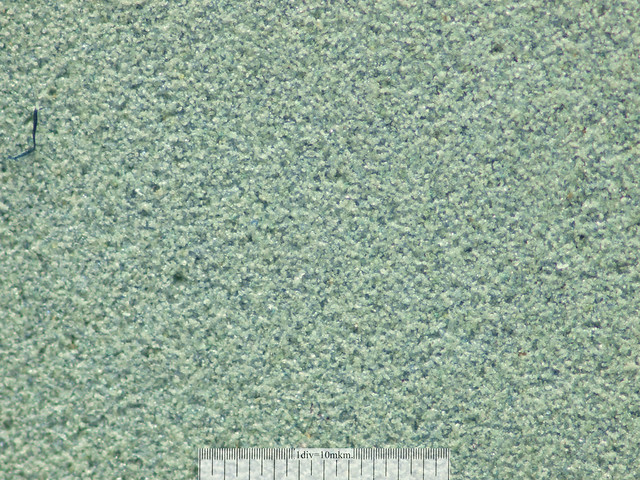
B320VL

Но у меня и до этого к ним не было особых претензий по однородности работы.
C400VL, C1000VL - пока еще с визуальными дефектами (поры, бляшки).
Несколько огорчает, но без нареканий по работе.
Сравнивать черный КК и зеленый не возьмусь.
На днях приедет B1000VK - может что и выявится, но меня все и так устраивает, так что напрягаться не планирую.
quote:Originally posted by Botanic:
чуть подробнее писал здесь http://www.myabrasive.ru/forum/viewtopic.php?p=6188#p6188
и далее
Снимаю шляпу, хоть и не ношу
Хотелось бы отзыв на B1000VK, по моим тестам на 2500 тянет.
До 3000jis B1000VK не тянет точно, если сравнивать с той же naniwa chosera 3000 или cerax 3000 new (по памяти).
По сравнению с shapton pro 2000 - ну, наверное, сопоставимы.
Он куда ближе к ожиданиям, чем C1000VL - последний все же отличается прилично и по глубине\размеру риски, и по скорости, и по обновляемости.
Подробности когда-нить потом и не подробно.
quote:Originally posted by Botanic:
чем C1000VL
Дело не в замене зелёного кк на чёрный - это вынужденная мера, зелёный уже почти год в России не производят. Отличие в связке.
раздражает, черт возьми.
спецом закупался одинаковыми моделями, чтобы сравнить черный и зеленый КК.
А тут, оказывается, и свойства связки изменились, и зеленого КК уже может и не будет.
В итоге с коллегами опять говорим каждый о своём бруске и рекомендовать кому-то что-то уже не имеет смысла.
опробовал F320 на косячке. Все же он действительно тверже модели из зеленого КК, купленной 4+ лет назад. Однородность, глубина риски - все примерно такое же. Скорость не существенно ниже и чуть больше глянцует.
Переход на F1000 даже зеленый КК за разумное время не возможен.
quote:Originally posted by Botanic:
раздражает, черт возьми.
Зря, представьте что происходит в промышленности - весь индастриал коробит: изменение номенклатуры, отработка режимов, подбор характеристик на нескольких десятках заводов с десятками операций.
Мы сохранили свойства, только сделали композит качественнее - без включений. Вот и интересно, насколько это чувствуется.
quote:Зря, представьте что происходит в промышленности - весь индастриал коробит: изменение номенклатуры, отработка режимов, подбор характеристик на нескольких десятках заводов с десятками операций.
Мы сохранили свойства, только сделали композит качественнее - без включений. Вот и интересно, насколько это чувствуется.
Ничего плохого не могу сказать про рост качества - молодцы.
Текущее раздражение связано лишь с отсутствием одинаковой серийки и\или информационной поддержки пользователей.
Промышленные проблемы - понятно, но меня, как пользователя, они вообще заботить не должны.
Я вам про лаг работы с клиентурой (отсутствие информации о разлете характеристик, разных выпусках и в чем оно все выражается),
вы мне про промышленный уровень - это вообще разные уровни организации.
Когда я узнал, что зеленый КК F1000 отличается от черного КК F1000, больше, чем просто материалом зерна?
Сегодня.
На сайте гриндермана в отзывах? ну да, был отзыв, что испортили хорошую вещь.
Но Андрей написал, мол, только сенсей найдет разницу.
А по факту - это даже разные этапы развития связки.
В магазине Grinderman отзывы идут вперемежку, без различения черный или зеленый КК.
И по факту вместо бланков C1000VL и C600VL пришли аналоги из черного КК - здесь я не в претензии, но, очевидно, вполне показательно.
Раскрутка модели есть, модель по факту другая.
Информации про это не было.
Очевидно, если бы мне хотелось систематизировать - нужно было уточнять каждую деталь и закупаться у представителя завода напрямую. Но и тогда бы все равно был разлет с серийкой и все фигня - системы все равно нет.
Не собираюсь как-то конструктивно подкреплять и спорить - просто высказал мнение.
Нужно оно кому или нет - без разницы.
quote:Originally posted by MSharab:
Зря, представьте что происходит в промышленности - весь индастриал коробит: изменение номенклатуры, отработка режимов, подбор характеристик на нескольких десятках заводов с десятками операций.
Мы сохранили свойства, только сделали композит качественнее - без включений. Вот и интересно, насколько это чувствуется.
Вчера сравнивал в микроскоп эти два бруска 1000 из черного и зеленого карбида кремния. Отчетливо видно, что в зеленом больше связки, причем во много раз. В черном зерно торчит как на шкурке - зернышко к зернышку, а на зеленом вокруг-между зерен пространство заполненное связкой. Возможно такое состояние приобрел брусок во время притирки, но как я понял оба бруска были одинаково подготовлены.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by MSharab:
Зря, представьте что происходит в промышленности - весь индастриал коробит: изменение номенклатуры, отработка режимов, подбор характеристик на нескольких десятках заводов с десятками операций.
Мы сохранили свойства, только сделали композит качественнее - без включений. Вот и интересно, насколько это чувствуется.
Вчера сравнивал в микроскоп эти два бруска 1000 из черного и зеленого карбида кремния. Отчетливо видно, что в зеленом больше связки, причем во много раз. В черном зерно торчит как на шкурке - зернышко к зернышку, а на зеленом вокруг-между зерен пространство заполненное связкой. Возможно такое состояние приобрел брусок во время притирки, но как я понял оба бруска были одинаково подготовлены.
ps. Поздравляю, хотя брусок из черного КК не пробовал, только смотрел, он мне очень понравился. Судя по разговорам, надеюсь действительно вышел хороший брусок.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Т.е. что, привычных и уже полюбившихся и заслуживших столько положительных отзывов и подробных обзоров и сравнений, брусков из зелёного КК больше не будет?
Если это так, то очень жаль. Столько обзоров, видео, тестов - потеряют актуальность и ценность...
мх.. опять два сообщения с одним id.
отредактировать теперь свой пост не могу.
продублирую на всяк пожарный:
Вкратце:
пробовал еще на 65х13.
Тактильно: C1000VL vs B1000VK
Без костылька когда начал точить, то B1000VK вполне приятен, хоть и рыхловат\мягковат, а вот C1000VL - похрустывает и тактильно глуховат - сказывается чуть большая твердость и агрессивность работы.
В остальном - все по-прежнему, как и после проб на косячке, стамеске, паре ножей и китайской бритве..
B1000VK отрабатывает стадию 2000грит вполне себе честно и без особой паразитки.
2500грит камня у меня никогда не было - судить не буду.
Когда-нибудь подумаю о пробах B1000VL - для ножей будет удобнее.
Текущий хорошо подходит для косячка из Р6М5 по большой площади контакта для перехода на suehiro cerax 3000 new.
Пожалуй, заменю Gritalon М3 на него: чуть тверже и проще в работе, чуть больше диапазон аккуратности, в рамках которой паразитка на приемлемом уровне.
В качестве универсального - рыхловат\мягковат. Аккуратность компенсирует, но предпочитаю эту разницу компенсировать камнями в угоду комфорту.
C1000VL - несколько чрезмерно агрессивен и паразитка скидывает его до уровня 1500грит от силы.
Аккуратность позволит, наверное, добиться результата без паразитки, но это нужно сразу же убирать суспензию и пр. - это не регулярное использование, а изврат.
Если потом переходить на котикул, то на 5CrMoV никаких проблем не было. Да и по VG-10 тоже.
Т.е. брусок хотя и с нареканиями, но рабочий. Да и работает более внятно и стабильно, чем Gritalon 64С М7 СТ3.
По сравнению с Gritalon 64С М3: паразитка тоже есть, мягче того же C1000VL (ближе к М3 по твердости) и шустрее.
Паразитка умеренная, но все равно это не 3000грит стадия.
Немного тоньше, чем B1000VK, но не принципиально.
B320VL, B600VL - совсем без нареканий.
Суммарно
у тех же гриталонов М14 и М7 отличаются вполне заметно друг от друга.
А вот М7-М3 - уже не значительно: есть и паразитка\перепад глубины риски, есть и прорезание РК - при переходе на сл. камень разницы нет.
Для покрытия 3000грит стадии нужен:
1. плотный камень
(более четкое разграничение областей работы зерна свободного и закрепленного)
(контролируемость процесса и режимов работы: суспензия\без неё, тактильно - прилегание фаски)
2.не агрессивный
(без прорезания РК)
3. однородный
(без паразитки, которая на сл. стадии не выведется)
Пока этого на отечественном рынке нет.
Имею ввиду свои понятия стадии 3000 грит, основанные на работе с Naniwa chosera 3000.
Suehiro cerax 3000 new, Kasumi 3000 - эти меньше нравятся, но и до них текущие претенденды не тянут.
==========
Все - сильно имхо и не претендую на истину или еще чего там.
quote:Изначально написано oldTor:
Т.е. что, привычных и уже полюбившихся и заслуживших столько положительных отзывов и подробных обзоров и сравнений, брусков из зелёного КК больше не будет?
Если это так, то очень жаль. Столько обзоров, видео, тестов - потеряют актуальность и ценность...
Наоборот, характер камней сохранили. Механические свойства новых связок максимально близки к классике. Только теперь нет включений, благодаря чему камни стали работать чище.
Т.ч. все отзывы вполне актуальны.
quote:Originally posted by Евгений_Е:
ps. Поздравляю, хотя брусок из черного КК не пробовал, только смотрел, он мне очень понравился. Судя по разговорам, надеюсь действительно вышел хороший брусок.
Спасибо, с интересом буду ждать наблюдений по работе камня.
quote:Originally posted by Botanic:
C1000VL - несколько чрезмерно агрессивен и паразитка скидывает его до уровня 1500грит от силы.
Неудачная проба на старой связке, их немного было сделано, и если не подводит память, все разошлись на тесты. Крупные включения капель связки, причём не сцепленные с основным композитом - были макрофото от Ярослава. Не стоит обсуждать.
у этого агломератов, как у Ярослава, нет.
Фото
C1000VL
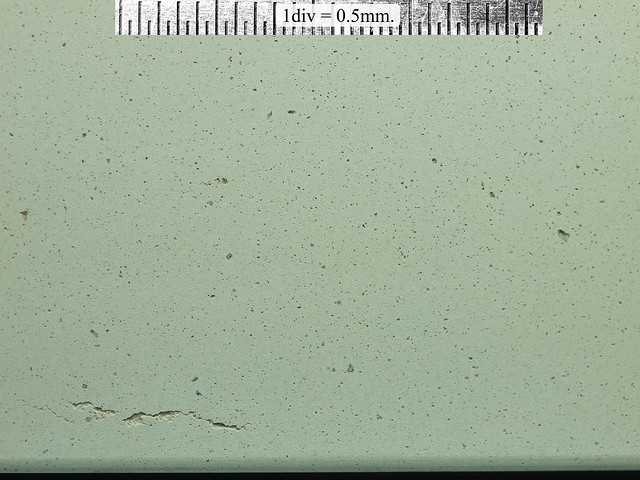
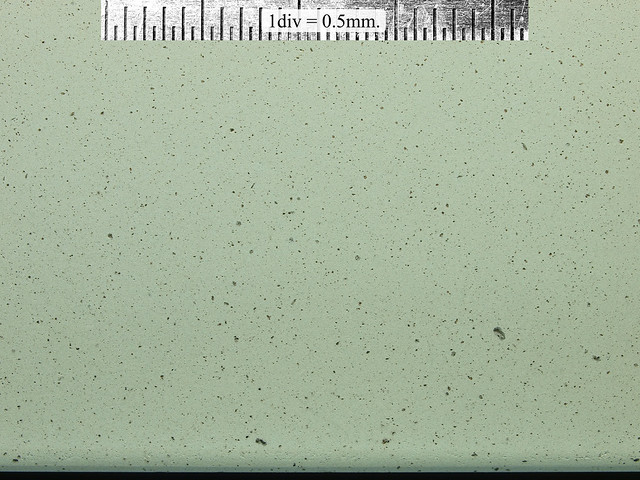
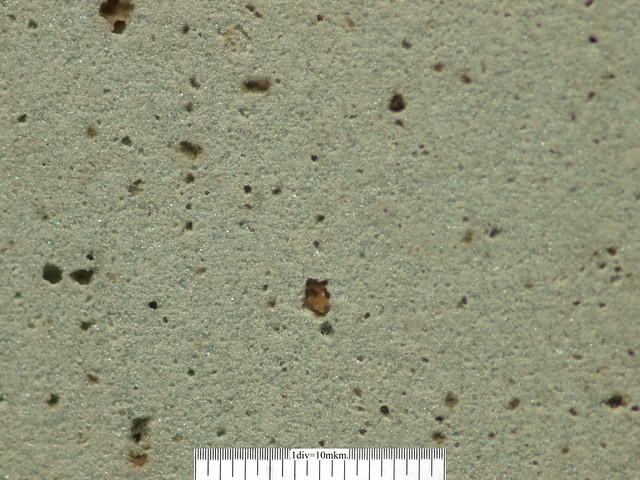
B320VL
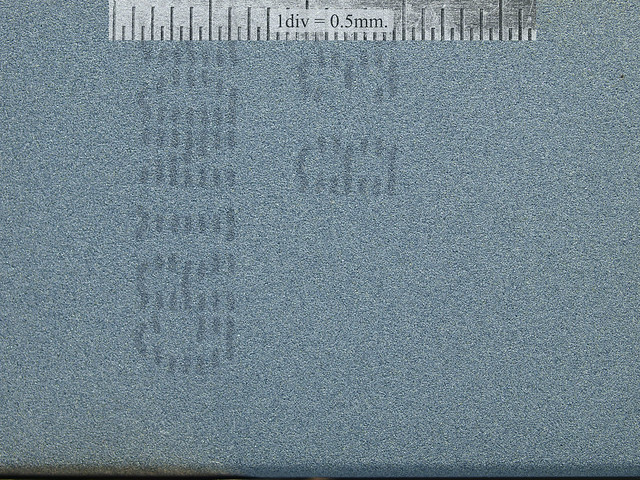
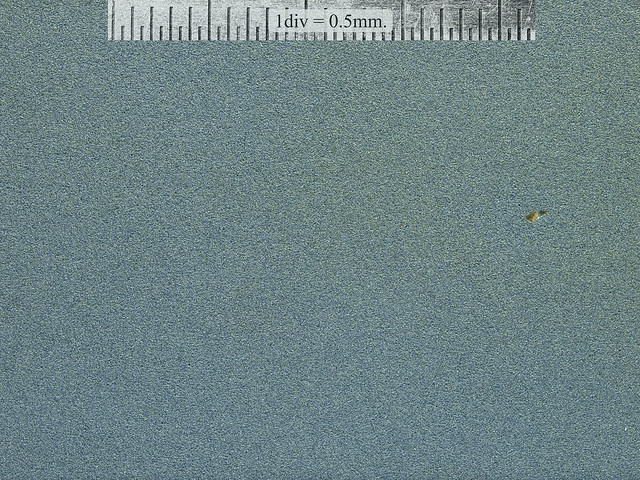

Вкрапление выковырять не удалось - раздробилось в пыль.
C400VL
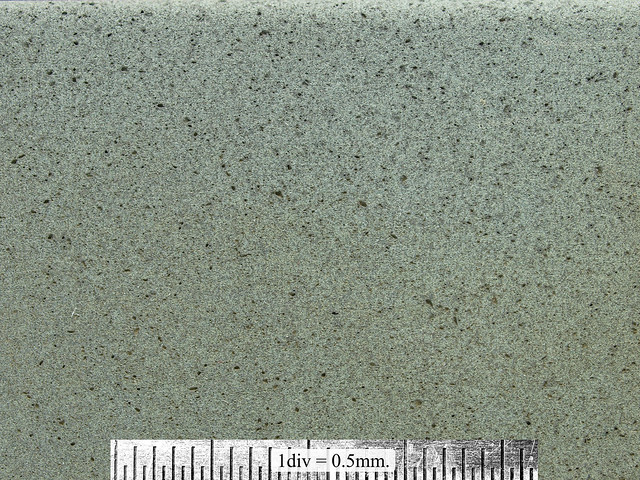
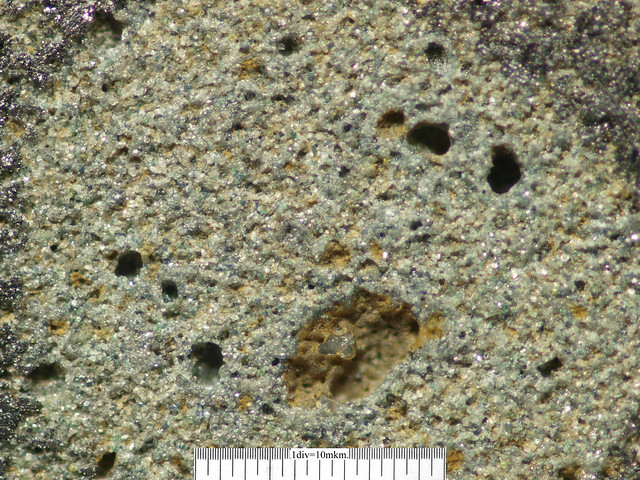
C600VL (бланк)
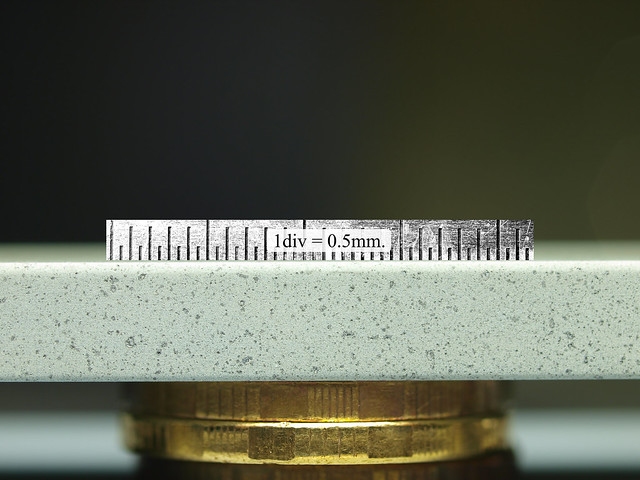
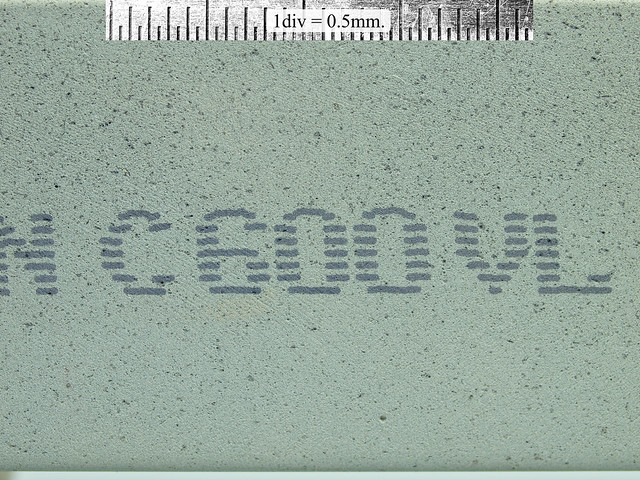
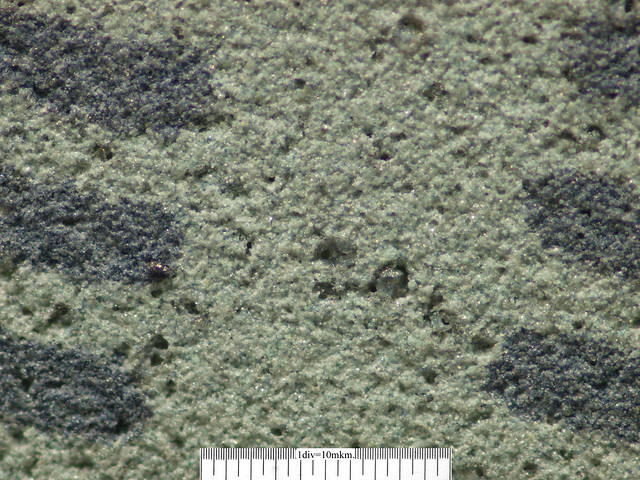
B600VL (бланк)
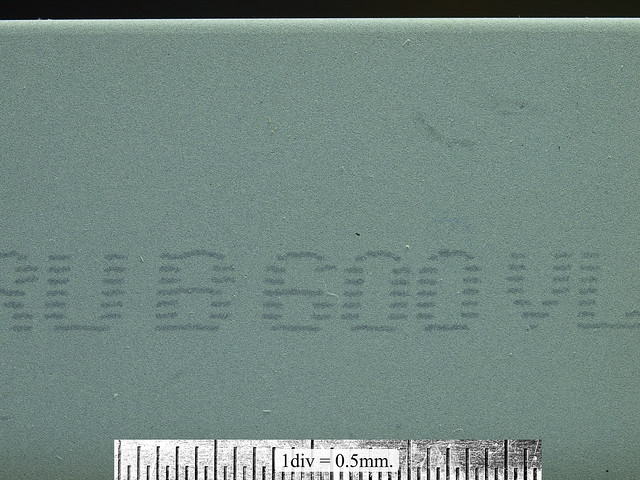

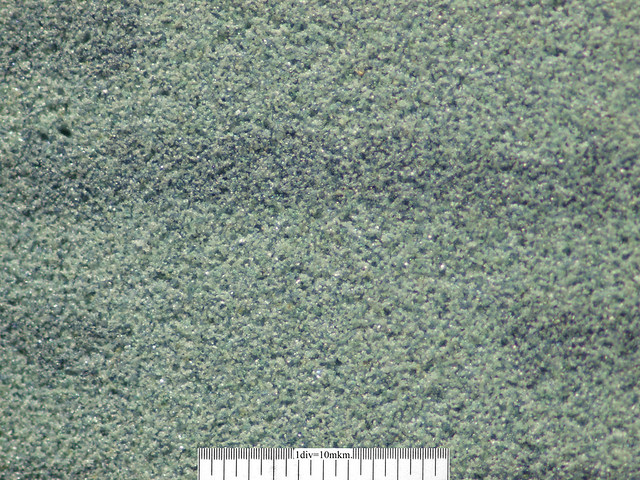
__________
Ничего критичного не отметил.
Так что выкладывать в форумном формате смысла не вижу - см. альбом:
https://www.flickr.com/photos/...157704912757195
-- фото поверхности камней с конца и до фото шлифов не включая - это новые фото.
Бланк C600VL - куплен около года назад? давно, короче. Нареканий особых по однородности нет - стадию отрабатывает.
C400VL - куплен пару месяцев назад. C600VM из той же закупки весь плотный и однородный. Нареканий на работу нет.
B320VL, B600VL, B1000VK - купил у Grinderman в прошлом, чтоль, месяце.
Бланк B600VL, брусок C1000VL - на прошлой неделе.
quote:Originally posted by Botanic:
Бланк B600VL, брусок C1000VL - на прошлой неделе.
Большая работа (альбом и описания). Приятно видеть такие труды. Спасибо.
C1000VL - на старой связке, жду сравнения со свежим B1000VL. Хотелось бы сверить наблюдения.
Максим, а по линейке из ОА будут изменения? Увидим ли мы ещё f1000?
quote:Originally posted by Vito_S:
Максим, а по линейке из ОА будут изменения? Увидим ли мы ещё f1000?
Белая линейка тонких камней (F400,600,1000) в апексном формате изначально была сделана на новых связках. Весьма хлопотна в производстве, откуда и ценник высоковат. Апексы делаем регулярно, до настольных пока не дотянулись, но работаем.
Ок, спасибо, будем ждать..Мне, кстати, полноразмерные камни ОА на старой связке нравились. Правда, при условии выбивания на них суспензии.)
Максим, есть ли подвижки с масляными камнями?
Спрашиваю не в личке, думаю что не только мне это интересно.
И да, под под мои ножи было бы идеальным увидеть твёрдость на 1 ступень ниже. Из области хотелок.))
Мне тоже интересно о маслянных брусках, особенно 10 мкм и более тонкие.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by yemz:
Максим, есть ли подвижки с масляными камнями?
Пока нет. Мне неловко признаться, Андрей, но я ещё не пришёл к масляным. В водниках определённо есть прогресс - тестирую, дорабатываем. С маслом не понимаю, мажутся, с водою мне проще.
Образцы, присланные на пробы и исследования в сохранности. Если позволишь подержать их ещё год, буду признателен. Будем заниматься.
quote:Максим, я не про это спрашивал.Originally posted by MSharab:
Образцы, присланные на пробы и исследования в сохранности. Если позволишь подержать их ещё год, буду признателен. Будем заниматься.
Не тороплю ни в коем случае, держи их сколько хочешь, можешь оставить их себе для дальнейших тестов, в том числе для разрушительных (полностью разрушительных, а не частично), тем более что мне эти камни не нужны. По масляной заточке у меня теперь есть достойная замена. Всё течёт, всё изменяется.
quote:Их явно не хватает. Может начать с апексного формата?Originally posted by MSharab:
я ещё не пришёл к масляным
впечатления о B600VL, B1000VK от AndreyAleksanych
http://www.myabrasive.ru/forum/viewtopic.php?p=6293#p6293

Получил между праздниками и успел поработать с А320VK. Отличный камень, рекомендую. Пробовал начиная от нержавеек 54HRC до Elmax 62HRC. Камень успешно справился со всем обозначенным диапазоном. Равномерная риска, хорошая обновляемость, удержание формы, минимальное засаливание. Очень доволен приобретением. Предпочту его той же 400й Наниве, которая в усмерть засаливается на мягких нержавейках. Единственный минус - камень плохо удерживает воду, при этом наиболее однородно и работая именно в условиях переизбытка влаги. Но этот относительный минус с запасом перекрывается другими его преимуществами.
К тому же слабое влагоудержание - по крайней мере ранее, было стандартным у ИНФ-Абразива на грубых камнях. Мы уже успели к нему привыкнуть и приноровиться. То есть данный компонент рассматривается не столько как недостаток, как некая фирменная «фишечка».))
quote:Originally posted by Vito_S:
К тому же слабое влагоудержание ... некая фирменная 'фишечка'.))
Спасибо, поработаем ещё над этим камушком, есть варианты.
Решил перед заточкой, притереть свои новые камни C230VK, B320VL.
Положил в воду доску для пайки, на 1 мм она была покрыта водой.
Сверху положил C230VK, он сразу прилип к доске, наверное очень сильный капиллярный эффект. Отделил камень от доски, положил снова, он опять присосался. B320VL тоже прилип. Долил немного воды (до 1мм над доской), видно как камни по поверхности увлажняются, поднимая воду с самого низа в верх. В процессе заточки выяснил что воду они держат хорошо. Сверху вода не стоит, но и вниз не протекает.
Приспособа от JonVic, нож 95х18 АИР. C230VK работает быстро, суспензии нет. Сформировал фаски и решил на камне навести суспензию 'мелком' Петроградъ L 150 B. Навёл, со временем смыл, так как подвод сначала матировался, а потом начал блестеть, а некоторые риски самые глубокие ещё остались. Ещё раз навёл, и снёс все риски.
Перешёл на B320VL, поработал на нём, он дал суспензию сам, подводы опять матировались.
![]()
![]()
Дальше вашита, и турецкий масленый с увеличением угла.
![]()
У меня вопрос всем.
Что лучше взять для выведения крупных сколов и изменения геометрии ножей со скандинавскими спусками и линзой, "пересведению" по спуску обычных во что-то напоминающее фулл-конвекс.
Я склоняюсь к камням из карбида кремния, как наиболее производительные и универсальные.
Как я понимаю есть два варианта новый 150 от петроград и 120 от гриндермана, как я понимаю у гриндермановского связка твёрже.
Итого я прихожу к мысли, что мне нужен 150 КК от петроград?
quote:Originally posted by Отто_Шрик:
Что лучше взять для выведения крупных сколов и изменения геометрии ножей со скандинавскими спусками и линзой
Если можете работать с давлением - С120K Гриндерман, если привыкли без давления работать - C150 Рубанков.
Огромная благодарность Ярославу (OldTor) за пробы и отзывы по камням новой технологии. С лета серийно пошли новые камни, теперь есть мнение. Мы с 2015 года работали над новой технологией и теперь можно сказать, что есть результат. Надеюсь, новые камни не разочаруют
Спасибо! По мере возможности постараюсь дополнить.
Попробовал камень f100 карбида кремния большого размера.
Абразивность хорошая. Ест материал прекрасно.
Но хотелось бы больше плотности и износостойкости. Очень сильно воду пьет, доливать приходится часто и править достаточно часто. Использую для восстановления геометрии подводов.
quote:Originally posted by ozhAlex5550001:
Попробовал камень f100 карбида кремния большого размера.
Приятно, что в целом понравился. Сам столь грубыми не пользуюсь. Попробуйте помельче, 220 например. Скорость не многим ниже, но ощущения куда приятнее.
Сделал тут огромный подробный обзор, в котором сравнивал разные бруски ИНФ-Абразив, в не самой обычной работе - в выведении прецизионной плоскости на спинке стамески из быстрорежущей стали р6м5.
Интересно себя проявили бруски разных лет, из разного карбида кремния - пост 45 по ссылке:
forummessage/224/11
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
quote:Приятно, что в целом понравился. Сам столь грубыми не пользуюсь. Попробуйте помельче, 220 например. Скорость не многим ниже, но ощущения куда приятнее.
220 тоже есть. К нему нет нареканий. Использую чтобы убрать самую грубую риску.
100 Зерно отлично работает чтобы убрать следы напильника и провести грубую формовку. У 220 в этом плане недостаточный съем материала. Работа по времени удлиняется почти в два раза.
Я бы даже предпочел 60 зерно если бы оно было в продаже для этой работы.
Еще из пожеланий камень на 2000 более плотный с меньшим количеством суспензии. И 1000-2000 в большом формате. Очень уж они удобные из за своей массы.
Пожелание не понял. I-2000-VB (Петроградъ) относительно мягкий, но есть B1000VK(Гриндерман) - http://www.grinder-man.ru/hand...)75x25x200F1000
Зерно у этих камней одинаковое, Петроградъ маркируется по JIS, Гриндерман - по FEPA.
quote:Пожелание не понял. I-2000-VB (Петроградъ) относительно мягкий, но есть B1000VK(Гриндерман) - http://www.grinder-man.ru/hand...)75x25x200F1000
Зерно у этих камней одинаковое, Петроградъ маркируется по JIS, Гриндерман - по FEPA.
Тогда прекрасно. Попробую. Как то привык к японской системе и не обратил на это внимание.
quote:Originally posted by ozhAlex5550001:
Тогда прекрасно. Попробую.
Интересно, опробовали?
В последнем отзыве в магазине был негатив по производительности камня (нового 1000), хотя не для производительности тонкозаточной нужен, всё равно хотелось больше мнений - много труда посвятили промышленной технологии столь однородных камней, и почти никакой обратной связи.
quote:Интересно, опробовали?
В последнем отзыве в магазине был негатив по производительности камня (нового 1000), хотя не для производительности тонкозаточной нужен, всё равно хотелось больше мнений - много труда посвятили промышленной технологии столь однородных камней, и почти никакой обратной связи.
Еще нет. Дорабатываю те камни которые пока что есть. Все хочу взять в один заказ. Отработал большой кирпич карбида кремния пока что и петроград на 2000. Про обратную связь помню. Если он достаточно однороден для перехода к полировке на 3000-4000 то у меня ноль претензий. Эти камни не для скорости а для чистоты. Перейти на 2000 с 400 все равно невозможно. Даже на алмазе.
Если вам случалось работать на натуральном камне бинсуи для меня это стандарт по плотности и износостойкости для грубого и среднего зерна.
С удовольствием на нем работаю даже несмотря на проблемы с однородностью. И кинг 1200 очень хорош по этим же показателям.
quote:Originally posted by ozhAlex5550001:
Если он достаточно однороден для перехода к полировке на 3000-4000 то у меня ноль претензий. Эти камни не для скорости а для чистоты. Перейти на 2000 с 400 все равно невозможно
А о каких сталях/инструменте идёт речь? Вчера только точил Трамонтину Про как раз с 400 на F1000 перешёл вполне удачно. На ножах до 55 обычно B600VL(#1000) -; БРИЗ#4000.
quote:А о каких сталях/инструменте идёт речь? Вчера только точил Трамонтину Про как раз с 400 на F1000 перешёл вполне удачно. На ножах до 55 обычно B600VL(#1000) -; БРИЗ#4000.
У меня только углеродистые стали. Японские ножи различных вариантов исполнения. И кое что из стамесок ножей для рубанков японских.
Формирование или восстановление формы клинка шлифовкой вручную.
На кромке обычного ножа да в некоторых случаях можно перепрыгнуть. Если речь идет об обухе и спусках максимум это двойное уменьшение размера зерна.
100 220 400-600 1200 2000 3000 4000.
На тонком зерне я использую больше камней потому как это ускоряет работу. Если пропустить в этой линии один камень то скорость работы резко замедлится. Вывести риску 1200 4000 камнем практически нереально в разумные сроки. 400-600 это камень бинсуи. В зависимости от давления он работает грубо и быстро или медленней но чище.
Бриз у меня к сожалению простаивает. Из за натурального зерна он стоит рядом с камнями для финишной обработки поверхности японскими натуральными камнями учигумори и нарутаки которые нужны чтобы показать элементы зонной закалки и дают матовое зеркало. К сожалению все синтетические аналоги проигрывают этим камням.
Зерно учигумори я оцениваю примерно в 3000-3500. Синтетические камни 4000 и выше при желании, в этом ряду нужны для того чтобы подготовить поверхность к использованию натурального камня. После него я получаю чистую глянцевую полированную поверхность зерном которое меньше натурального. А на финишном этапе получаю чистую полузеркальную поверхность от натурала. То есть я не убираю с его помощью риску от предыдущего камня а только наношу натуральным его риску. Это сильно сокращает время работы и экономит натуральный абразив. Качество при этом не страдает. Скорее повышается. На полированной поверхности сразу видны непроработанные места если они есть.
По разнице в остроте не скажу. Довожу на натуральном кромку. Так как Бриз работает по тем же принципам что натуральный думаю что следует его твердость повысить и приблизить к натуральному. По работе он мне напомнил камень Awase-do. Натуральный камень учигумори достаточно твердый. Выбить из него суспензию удается с трудом куском его самого.
Нагура от Асано дает свою суспензию и выбивает немного из него. Нагура дает белую учигумори красноватую. По цвету это хорошо видно.
Работа происходит на суспензии. Я практически не оказываю давление. Просто двигаюсь по поверхности как если бы я работал с притиром и свободным абразивом. На Бризе у меня так работать не получается.
Натуральный камень не засаливается. Просто так суспензию не дает.
Это важно. Если имеется зерно которое имеет свойство дробиться оно не должно пополняться новыми партиями в процессе работы. Камень не должен впитывать воду. Она должна стоять на поверхности сохраняя однородную влажность суспензии. На учигумори это выглядит так:
Я беру нагуру или кусок его самого и навожу суспензию. Работаю с небольшим нажимом пока суспензия не почернеет а работа не пойдет легче.
Далее уже с минимальным нажимом работаю на суспензии как на основном абразиве.
Возможно применение органической связки будет ближе к тому что нужно.
Это если вопрос стоит о том чтобы приблизиться к натуральным камням.
Если говорить о спросе мне скорее не хватает достаточно твердого с минимумом суспензии синтетического камня на 3000-4000 который давал бы полированную зеркальную поверхность. У японцев то что есть меня сильно не устраивает. В основном камни мягкие и дают суспензию которую приходится постоянно убирать. Кинг 4000 примерно то что нужно но и у него происходит выделение суспензии с чем приходится бороться.
С одной стороны это конечно специализированная работа, с другой - большой рынок со стабильным постоянным спросом.
Из моего набора ваши: 100 220 2000
220 полностью устраивает. Достаточная чистота однородность износостойкость.
100 карбида кремния много воды пьет.
2000 петроград мягкий много суспензии. Тысячный пока ждет отправки до 12 числа.
Какой нибудь аналог камня кинг 1200 был бы очень кстати. Скоро закончится.
120 из оксида алюминия пока не пробовал. Если он окажется близко к 220 по плотности то это это думаю будет то что нужно.
Попробовал в работе 1000VK. (Серый цвет)
Твердость и износостойкость подходящие. Суспензии мало так что камень дает светлую риску. Для меня это критично на этапе доводки, чтобы видеть не проработанные места. Скорость работы камня очень хорошая. Без проблем переход с 1200 кинга, на него. В качестве эксперимента перешел с бинсуи сразу на него. Это тоже возможно. Работу это удлиняет не сильно.
Тактильные ощущения отличные.
Переход на 4000 с этого камня так же нормальный, без каких либо проблем.
У меня ноль претензий к этому камню. Займет свое место в линейке для постоянного использования.
Есть ли аналог этого камня но с зерном 1000 грит? F600VM?
Спасибо, развеяли сомнения.
Скорее B600VL, но и VM не плох на более мягких сталях.
Если потрудитесь опубликовать отзыв в профильной теме, буду премного благодарен - в шапке есть ссылки, дублирую:
forummessage/224/19
Получил от Андрея очередную посылку, в ней по обычаю прилагался подарочек, камень из оа с маркировкой м14 м2! Вот для чего он не пойму, для убирания шлама, засаливания, выравнивания?!
Сработает как дресс на мягких брусках КК. Можно на ОА первичную суспензию дать.
Камень КТВ (OA) 75х50х200мм F120 какое то время поработал.
Износ намного меньше чем аналоги карбида кремния. В принципе износостойкость достаточно сбалансирована по скорости работы\стойкости формы. Но воду все таки впитывает сильно. Работа на сухой суспензии не комфортна и приходится подливать воды постоянно. Если с этим возможно что-то сделать будет идеально. В остальном никаких нареканий.
Спасибо за отзыв. Признаться, почти не пользуюсь грубыми камнями - подзабылась эта проблема. Можно позаниматься. Петроградъ 150 не пробовали? Мы его дорабатывали на удержание воды.
quote:Originally posted by ozhAlex5550001:
Камень КТВ (OA) 75х50х200мм F120 какое то время поработал.
Износ намного меньше чем аналоги карбида кремния. В принципе износостойкость достаточно сбалансирована по скорости работы\стойкости формы. Но воду все таки впитывает сильно. Работа на сухой суспензии не комфортна и приходится подливать воды постоянно. Если с этим возможно что-то сделать будет идеально. В остальном никаких нареканий.
Натрите мягко размоченным мылом, чуть вотрите в поры пальцами и просушите брусок. Потом промойте и пользуйтесь. Вода будет чуть мыльной, что не плохо, но протекать насквозь перестанет. Притирка и мытье не страшно, мыло намокает внутри, но не вымывается и постепенно идёт дальше внутрь. Со временем, если потребуется, можно повторить процедуру.
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
Были в гостях у Гриндермана, среди прочего сняли ролик для оживления ютуб-канала. Делюсь:
quote:Спасибо за отзыв. Признаться, почти не пользуюсь грубыми камнями - подзабылась эта проблема. Можно позаниматься. Петроградъ 150 не пробовали? Мы его дорабатывали на удержание воды.
Нет его не пробовал пока. Как этот закончится попробую.
quote:Натрите мягко размоченным мылом, чуть вотрите в поры пальцами и просушите брусок. Потом промойте и пользуйтесь. Вода будет чуть мыльной, что не плохо, но протекать насквозь перестанет. Притирка и мытье не страшно, мыло намокает внутри, но не вымывается и постепенно идёт дальше внутрь. Со временем, если потребуется, можно повторить процедуру.
Такой способ не видел нигде. Попробую.
Максим, привет!
1. После достаточно продолжительного времени пользования пропитанными 100%-ным стеарином грубыми камнями из ОА F230-F320 (A230VK, A320SO, A320VL) я сделал вывод об оптимальности данного способа для обеспечения удержания воды на поверхности камня. Более того, пропитка стеарином позволяет пользоваться и маслом. Поскольку удержание воды на поверхности - достаточно серьезное эксплуатационное преимущество перед штатными камнями, предлагаю вам рассмотреть возможность пропитки грубых камней непосредственно на заводе. Оптимизация технологического цикла позволит снизить до минимума потери по стеарину. Сам стеарин тоже достаточном дешевый, что существенно не отразится на себестоимости камней.
Также возможен вариант продажи через дистрибьюторов наборов для домашней пропитки, идеально подходящий для штатных размеров камней.
Готов подарить вам готовый образец A320VL для тестов и формирования собственного мнения о целесообразности пропитки стеарином. Если интересно, пишите в личку.
2. Бриз давно стал одним из самых любимых камней. Были ли попытки изготовить вариант Бриза на твердой связке от M и тверже? Чем закончилось дело? Если отказались от этого варианта, то почему? Если экстраполировать опыт от C600VM, в воображении возникает очень удачный камень.
Попытки изготовить бриз твёрже - были. У меня, например, есть такой - опытный образец. И в таком варианте есть существенные плюсы. Однако, и тут я не открою америку, так как об этом писали по поводу разных производств и разные люди, проблема в частности в "полезном выхлопе". А именно - получение связки достаточно твёрдой без чрезмерной трещинноватости, без чрезмерного количества расплава связки или выгорания её фрагментов, а и то и другое создаёт в бруске неоднородности и часто катастрофические - достаточно сложно для переноса из лабораторных условий в промышленное производство.
В своё время так не получилось 3 года назад с первыми попытками создания с-1000VL - см. пост 15 по ссылке:
https://www.myabrasive.ru/forum/viewtopic.php?f=7&t=169
Также у других производителей были сходные проблемы, в т.ч. уже с брусками на основе ОА - например были у меня, и не только у меня, на пробах, Гриталон м2 - там расплав связки и спекание сырья при температурах, требуемых для получения связки желаемой твёрдости, привели к тому, что при сырье с размером частиц м2, брусок работал неотличимо от своего собрата с размером зерна м10 и вообще больше походил на софт-керамику, чем на водный камень, имеющий зерно и связку.
Т.е. есть достаточно много технологических проблем, препятствующих получению желаемого. И многие тестовые варианты брусков, которые можно, путём многих проб и ошибок получить в лабораторных условиях, не всегда есть возможность воспроизвести в условиях промышленного объёма уже на производстве, или есть, но с неприемлемым расходом сырья, времязатрат и пр.
Тут очень много факторов, я в этом мало понимаю, но номера на пробных экземплярах на тех абразивах, разных производителей, что мне довелось тестировать, и также некоторая информация о сложностях процессов, меня совершенно убедили в том, что люди очень стараются, но не всегда реально получить в массовом масштабе искомый продукт - приходится идти на компромиссы.
Удача с c600vm - прорывное исключение, на мой взгляд это один из самых знаковых моментов в истории создания отечественных абразивов, специально рассчитанных на ручную работу, хотя и там озвучивался момент, что наиболее твёрдой вышла первая серия, последующие уже чуть-чуть отличались. Хотя, сравнивая их разных серий и с разбросом в дате выпуска в пару лет, я бы сказал, что мало кто будет в состоянии заметить разницу, и не на всех сталях.
Круто что наши производители стараются и делают классный продукт, искренне "горят" идеей, но к сожалению, не всегда есть реальная возможность получать "идеал" с допустимыми потерями в процессе его создания. Но, как говорится, "Москва не сразу строилась" - прогресс на протяжении лет - неоспоримый и значительный, остаётся пожелать в новом году дальнейших свершений и прорывов. Особенно в наше нелёгкое время, особенно приятно, что есть производства отечественные, которые больше думают о качестве продукта, нежели о его количестве, и которыми можно гордиться.
quote:Originally posted by twilight_sparkle:
предлагаю вам рассмотреть возможность пропитки грубых камней непосредственно на заводе
Привет!
Опробовал пропитку, лично мне не понравилось. Возможно, нужно снизить концентрацию стеарина, но в 100% пропитке после сработки верхнего слоя зёрен начинаются замазывания - не приятно. Да и водой уже это не отмыть. Не понял.
Грубые не пробовал - нужно будет поэкспериментировать, воду они действительно пропускают. Хотя - мыло, предложенное Евгением, вполне рабочий вариант. Благодарность!
Попутно делюсь новым роликом с Гриндерманом:
quote:Изначально написано MSharab:
Опробовал пропитку, лично мне не понравилось.
А какой именно гритности камень из ОА был пропитан? Я пропитывал только F230 и F320, причем именно F230 показал себя с наилучшей стороны.
Насчет ухудшения показателей при сработке верхнего слоя надо будет понаблюдать. Дело в том, что я и F230, и F320 из ОА использую исключительно как обдирочники, поэтому для обеспечения высочайшей агрессивности съема сразу при снижении производительности взбадриваю на порошке F60. Возможно, в связи с этим не в полном объеме смог оценить работу уже пригладившихся камней.
Насчет удаления стеарина из камня могу точно сказать, что при нагревании A230VK до 85-90 градусов в духовке стеарин вытекает - камень снова начинает пропускать воду. На более высоких гритностях уже может помешать поверхностное натяжение.
quote:Изначально написано MSharab:
Привет!
Опробовал пропитку, лично мне не понравилось. Возможно, нужно снизить концентрацию стеарина, но в 100% пропитке после сработки верхнего слоя зёрен начинаются замазывания - не приятно. Да и водой уже это не отмыть. Не понял.
Грубые не пробовал - нужно будет поэкспериментировать, воду они действительно пропускают. Хотя - мыло, предложенное Евгением, вполне рабочий вариант. Благодарность!
Попутно делюсь новым роликом с Гриндерманом:
Я полгода назад пропитал несколько комплектов. Наибольший интерес представляли бруски из КК. Вот с ним очень понравилось, в тоже время написал об этом Андрею "Гриндерману". С оксидом алюминия все не так однозначно. Но это справедливо для работы с маслом. Рискну предположить, что вы пробовали работать пропитанными камнями с водой. Это мне даже в голову не пришло попробовать, лет пять как полностью отказался от воды. Возможно, там есть сложности. С маслом же, точнее, с олеиновой кислотой, все отлично.
И да, кстати, я в процессе работы очищаю камни спиртом, он стеарин растворяет, может это тоже в плюс сыграло немного.
Резюмируя: камни апексного формата под маркой Гриндерман оказались для меня находкой: дешевые, полный ряд зернистости. Возможно, то же самое можно проделать с Борайдами CS-HD, но эксперимент не из дешевых. Так что, альтернативы таким брускам практически нет
Последний ролик из новой серии, озорной. Если скучно смотреть весь - начинайте с 5:30. Круг для Тормек из КК F600 (1000 JIS)
quote:Originally posted by MSharab:
Последний ролик из новой серии, озорной. Если скучно смотреть весь - начинайте с 5:30. Круг для Тормек из КК F600 (1000 JIS)
Поздравляю, тоже считаю это победой!
Ps. Матом в эфир не стоило, точнее стоило запикать...
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
Спасибо!
Долго обсуждали, решили пошалить. Столь кратко и ёмко дать оценку литературным языком, согласитесь, сложновато
quote:Изначально написано MSharab:
Последний ролик из новой серии, озорной.
Отличный формат. Простой и незатейливый житейский юмор - то, что нужно.
quote:Изначально написано Евгений_Е:
Ps. Матом в эфир не стоило, точнее стоило запикать...
Зачем нужно запикивать? Боимся ранить нежные души сорокалетних дяденек, которые, живя в России, не знали о существовании различных видов лексики и повсеместных формах употребления оной? А этим дяденькам точно нужно в интернеты вылезать?
Не стремлюсь кого-то зацепить, но функция речи - передача мысли. Если мысль передана, речь свою функцию выполняет. Язык не нуждается в цензуре. Превращать в литературный кружок любую площадку - нелепо. Тем более - развлекательную вроде ютуба.
Как только в роликах проявляются жизнь и живые люди, зрелищность возрастает в разы.
quote:Originally posted by twilight_sparkle:
Зачем нужно запикивать?
Почитайте книгу "лидер и племя", там описаны очень верные моменты, хотя и по американски - все повторяют несколько раз...
quote:Originally posted by MSharab:
Долго обсуждали, решили пошалить.
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
quote:Originally posted by twilight_sparkle:
Боимся ранить нежные души сорокалетних дяденек
Интересно всё же услышать больше мнений. По моему ролик поднимает настроение. Использование нецензурной лексики не коробит. Но всё же осталось ощущение чего-то не правильного. Разрушать скрижали просто, устанавливать долго и трудно. Прошу отписать, кто что думает.
Русский язык без мата превращается в доклад
Вы все забываете о маленьком пустячке...
на дворе 21й век.
Юпуб давно уже есть в телевизорах.
Смотреть на большом экране гораздо удобнее...
И вот, когда рядом бегают жена и дети.... поверьте, они из всего отметят и запомнят именно ТО слово.... особенно дети.... и повторят вам... и не раз.....
Не только ИМХО....
Блин, все забывают о маленьком пустячке, который называется комфорт окружающих. Смотрите в наушниках. И не жалуйтесь, что вашу переносную колонку запихали вам в портмонэ. Большой экран при женщинах и детях - вы знаете толк в извращениях.
quote:Ну да.Originally posted by Paltyc777:
Русский язык без мата превращается в доклад
Дома с женой, детьми, родителями, Вы тоже матом разговариваете?
Вы же не докладываете - "я пришёл домой", а именно говорите матом с домашними?
P.S.
Максим, извини за оффтопик, но правила форума (2.6) пока ещё никто не отменял. Я не ханжа, и имею богатый опыт общения с прорабами на стройке.
Одно дело личное общение, и совсем другое - публичное.
quote:Originally posted by yemz:
Максим, извини за оффтопик
Ну почему оффтоп? Обсуждается формат информационных материалов. Про детей рядом я не подумал. Аудитория нашего канала: мужчины 34-56 лет. Больше его никто не смотрит. Да и в ролике есть предупреждение. Но, на будущее учту.
Мне 62 и тоже смотрю .Материться не надо , совсем Вас не красит .
Максим, а какими средствами индивидуальной защиты органов дыхания обеспечиваются работники завода, потенциально контактирующие с порошком КК мелких фракций? Например, какие СИЗ считаются необходимыми и достаточными для работы с F2000? Я думаю, реальный промышленный опыт сильно бы пригодился всем, кто с порошками КК работает в условиях мастерской и даже дома. Если посмотреть видосики с китайских производств, честно говоря, берет оторопь от их тряпочек на лицах.
Лучше вытяжки средства вряд ли найдётся, но профессиональным респиратором тоже не стоит пренебрегать.
А какие-то модели профессиональных респираторов можете порекомендовать?
Достаточно класса защиты FFP2, там уж смотрите сами.
Собрался и я поглядеть вызвавший неоднозначную реакцию ролик. По-моему, основная часть содержательная и наглядная. Для широкой аудитории я бы все же оставил основную версию, а альтернативную с соответствующей аннотацией - для ганзовской, не из каких-то ханжеских соображений, а чисто для того, чтобы полезная информация зашла большему числу людей. Раз кому-то соленое словцо не по душе, пусть для них будет более нейтральное видео, чтобы форма не отвлекала от содержания, а соображения этикета не мешали делиться им с другими.
quote:Originally posted by Andrew3000:
а соображения этикета не мешали делиться им с другими
Спасибо, здраво. Но уже не буду менять - просмотры очень незначительные, видимо только свои будут смотреть, пусть остаётся как есть.
Решили выпустить всю линейку кругов для заточки цепей. Если кто ищет, где купить - заходите:
https://inf-abrasives.ru/promy...zatochki-cepej/
День добрый.
На сайте гриндермана появилась информация, что камни на бланках можно использовать с маслом. Что изменилось????
в очередной раз вопрос о переводе на масло.
есть сет косимов масляных которые мне очень нравятся
хочу перевести полноразмерных гриндерманов на масло с помочью ванночек с церезином или стеарином.
у когото есть опыт перевода больших камней на масло ?
есть что сказать посоветовать отговорить ?
quote:Изначально написано tj333:
в очередной раз вопрос о переводе на масло.есть сет косимов масляных которые мне очень нравятся
хочу перевести полноразмерных гриндерманов на масло с помочью ванночек с церезином или стеарином.
у когото есть опыт перевода больших камней на масло ?
есть что сказать посоветовать отговорить ?
У меня есть опыт перевода на стеарин. Карбид кремния отлично работает. ОА тоже вполне рабочий, но на грубых зернистостях. От 400 и выше переводить не советую
не советуете переводить выше 400 именно ОА или карбид кремния тоже ?
quote:Изначально написано tj333:
не советуете переводить выше 400 именно ОА или карбид кремния тоже ?
Карбид кремния можно переводить все. Я под это дело купил всю линейку и остался очень доволен.
ОА покупал коллегам. По камням было сразу видно, что переводить 400 и выше нельзя, они чисто водные. Но коллеги настояли - не хотели с водой точить. ОК, перевел. 120 и 220 еще куда ни шло, а вот "белые" мне не понравились. Они засаливаются и засалка полностью не убирается маслом, для меня это первый критерий для оценки расположенности абразива к работе с маслом.
Да, важная ремарка: переведенные на масло камни могут в дальнейшем плохо работать с водой, об этом писал представитель завода, я с водой не работаю и опыта такого не имею
ну я на воду не планирую назад. интересно почему не получилось с ОА
Мой вопрос, скорее адресован Максиму, как к представителю завода.
В его комментариях к вопросу использования камней Гриндерман с маслом, было озвучено что камни всё таки водные!!!
Что изменилось в технологии производства камней, что продавец указывает возможность их использования с маслом???!
quote:Изначально написано Alex.ups:
Мой вопрос, скорее адресован Максиму, как к представителю завода.
В его комментариях к вопросу использования камней Гриндерман с маслом, было озвучено что камни всё таки водные!!!
Что изменилось в технологии производства камней, что продавец указывает возможность их использования с маслом???!
Если вы про это:
quote:В данное время все наши камни мы приклеиваем к бланкам на бескислотный силиконовый герметик. После проведенных испытаний, мы убедились, что камни на бланках выдерживают длительное воздействие воды и масла. Следовательно, наши камни на бланках, при желании, можно использовать с маслом, и длительное время хранить в воде, не опасаясь за то, что камень отклеится от бланка.
То про возможность использовать с маслом напрямую не указано. Сказано, что продавец осведомлен о том, что некоторые пользователи используют масло, не более. И акцент делается на клее. Я вот кучу времени убил на то, чтобы найти маслостойкий клей, мне это важно
quote:Originally posted by Alex.ups:
Что изменилось в технологии производства камней
В 2018 году была изменена технология камней из карбида кремния. На мой взгляд, они стали ещё более выраженными водниками.
Белая линейка (NL) не менялась.
Максим, а алмазных брусков в планах нет?
quote:Originally posted by Alex379:
Максим, а алмазных брусков в планах нет?
Нет, алмазы как то не манят. Возможно будет эльбор, но с такой регулярностью кризисов и такими темпами развития нашего машиностроения, сроки предсказать не берусь.
quote:Изначально написано MSharab:
Нет, алмазы как то не манят. Возможно будет эльбор, но с такой регулярностью кризисов и такими темпами развития нашего машиностроения, сроки предсказать не берусь.
Да это понятно, конечно, всё сейчас непредсказуемо. Всё равно буду мониторить ваш сайт на предмет появления новинок.
Спасибо!
У меня такой вопрос:
Как я понимаю настольные b600vl и b1000vk сейчас продаются на сайте greenderman?
b600vm И b1000vl - про которые писал oldTor, на чуть больше твердой связке, были экспериментальными, в серию не пошли и приобрести их нельзя?
На тесты Ярославу были отправлены серийные бруски из промышленных партий, что бы он оценил качество именно серийных брусков.
F600 выпускаем в двух вариантах - VL и VM (http://www.grinder-man.ru/hand...75x20x200F600VM )
F1000, признаться не помню почему на бруске oldTor маркировка VL. По факту 1000-к по твёрдости теперь на границе K и L. Именно такой брусок тестировал Ярослав. В магазине он с маркировкой VK. Но как так вышло ... может при маркировке ошиблись, а я не заметил. Не помню. Но технология как была отработана в 2018 году, так и не менялась.
quote:Изначально написано MSharab:
F600 выпускаем в двух вариантах - VL и VM (http://www.grinder-man.ru/hand...75x20x200F600VM )
Т. Е. Который 600vm, он сейчас из чёрного карбида кремния, b600vm, толщина как я понимаю все-же 25 мм, а не 20 как было на с600vn?
Не внимательно смотрите, по ссылке: 75х20х200 B600VM.
Высота как и была - 20 мм, твёрдость также не изменилась - М.
Зерно стало B (Black) и новая связка, как и на всех камнях из КК Гриндерман и Петроградъ.
Как я понимаю все камни разной зерностости на связке твёрдости - m имеют толщ ну 20 мм?
Печально.
Это какие то особенности производства?
Да, высокие внутренние напряжения и худшая газопроницаемость.
Жаль, конечно, но там стачиваемость куда ниже более мягких связок, по моим ощущениям. У меня достаточно старый C600VM, отличный камень!
Отработали производство белых камней на новой связке VL. Пока в апексном формате. Свойства отличаются от NL, на мой взгляд поуже диапазон эксплуатации - смещён в сторону бюджетной нержавейки. Но, однородность на уровне и ценник более демократичный. Доступны 600 и 400. Над 1000 продолжаем работу. Фото на сайте Андрея Петрова:
http://www.grinder-man.ru/rock...x6x152_VL_blanc
Попробовал новые бруски ИНФ-Абразив:
Gribderman A400VL и Grinderman А600VL.
Сразу скажу, что бруски мне понравились. Они закономерно отличаются от тех брусков ОА, что я ранее пробовал, серии NA (позднее NL, как я понял), про которые есть обзоры в этой теме.
Новые лучше держат форму, также весьма умеренно склонны к засаливанию, при том производительность высокая, и смывать снятую сталь нужно довольно часто, но именно засалки как таковой, которую сложно убрать - я особо не наблюдаю по сталям разных групп. В качестве дрессинг-стоуна я использовал другой камень из этой пары - т.е. просто слегка чистил их друг о друга. Износ мал и потому, такая чистка повлиять негативно на геометрию бруска не могла за те секунд 10-20, что мне приходилось их тереть после обработки очередного ножа.
Я попробовал несколько ножей для понимания поведения брусков. Начиная от откровенного пластилина, в лице 440а и обычной дешманской в серийной термообработке 65х13 и более-менее приличная, не пластилиновая 95х18 и до весьма удачных 440с и р6м5.
Что мне понравилось больше всего - производительность. Оптимально на мой взгляд обрабатывались 440с и 95х18. Прямо очень быстро, с однородностью адекватной производительности.
Поясню - часто абразивы - "жруны", из-за чрезмерно агрессивного воздействия на РК, оставляют таковую буквально изодранной и очень толстой, при даже весьма приятном глазу глянце или матовости на фасках. Медленные абразивы (часто просто потому, что применённые не к той стали, к которой подходят, либо медленные из-за низкой концентрации абразива или состояния своей поверхности) - часто и очень грубые позволяют получить более-менее тонкую РК, но опять-таки неудовлетворительной однородности. Так что важно, чтобы производительность гармонично сочеталась с результатом, причём на любом этапе обработки - некоторые скажут, что на обдирке это не суть важно, но это не всегда так - надо ведь подумать и о том, сколько работы достанется в результате следующему абразиву в сете.
Так вот - тут, эти аспекты гармоничны и органичны, на мой взгляд. Именно по таким сталям более всего.
Очень мягкие стали провоцируют более интенсивное обновление бруска, но производительность остаётся - работать можно, только вот тонкость кромки получить как на более твёрдых сталях - уже сложнее или невозможно, но это закономерно. На быстрорезе же получалось следующим образом: обновление присутствует почти в той же мере что и на 440с, количество шлама +- одно, но оставляемая бруском шероховатость - тоньше и кромку получить более острую проще, однородность её выше, хотя производительность ниже. В общем - обрабатывать можно разные стали, но как и всегда - есть оптимум и разные степени "удалённости" от этого оптимума.
Замачивание брусков впервые - было довольно долгим. Вода долго не хотела удерживаться на поверхности. В следующие дни проб, поскольку камни не успевали просохнуть полностью, замачивание было быстрее. Однако, воду надо добавлять регулярно, причём попутно смывая отработку - эти бруски легко обсыхают, правда это удобно с той стороны, что они какое-то время могут работать просто влажными - для применения таких брусков в формате подвижного абразива это полезно. Я, правда, работал на стационарных (с помощью "костылька"). Бруски чувствительны к выбору давления и характер поверхности фасок зависит от того, насколько чистая вода на бруске и много ли её, работаем с толикой выделившейся суспензии или нет - т.е. всё, как и положено правильному воднику - вариативность присутствует.
Несмотря на то, что как таковой суспензии практически не выделяется (создаётся впечатление, что в воду попадает не столько зерно, сколько продукт его истирания + связка), бруски не страдают выглаживаемостью. Я пробовал, в частности, слегка сгладить керамическими слуриками с разной шероховатостью эти бруски и получал следующий расклад: Сгладил, добавил воды, сделал 10-30 проходов на сторону - и брусок возвращается к исходной своей шероховатости и спокойно работает. Если его наоборот загрубить - от также хорошо возвращается "на исходную".
Шаг обработки между F400 и F600 - соответствует разнице в зернистости, единственно, на совсем "кастрюльной" нерже, разность состояния кромки и фаски - увеличивается, но в целом соотношения вполне постоянные.
Ну и теперь предметно с микрофото. Снимки сделаны в одинаковых условиях, объектив Ломо План 10х0.22, прямая проекция на матрицу. Масштаб съёмки 12:1, снимки кропнуты, по горизонталям кадров - 1мм. Фото кликабельны, в т.ч. до оригинального размера. Для начала - 440с, сначала после F400, затем после F600:

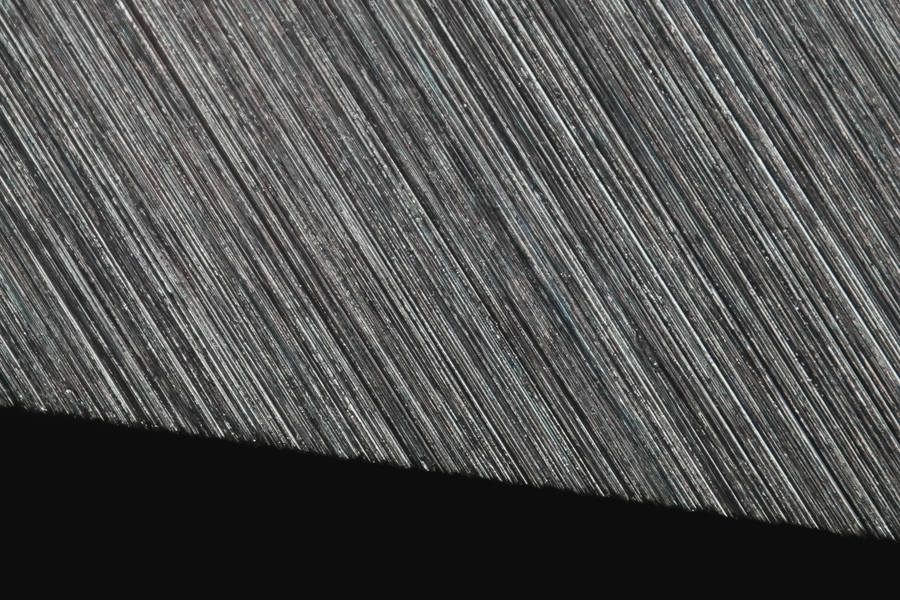
И 65х13 - сначала после F400 и потом после F600:
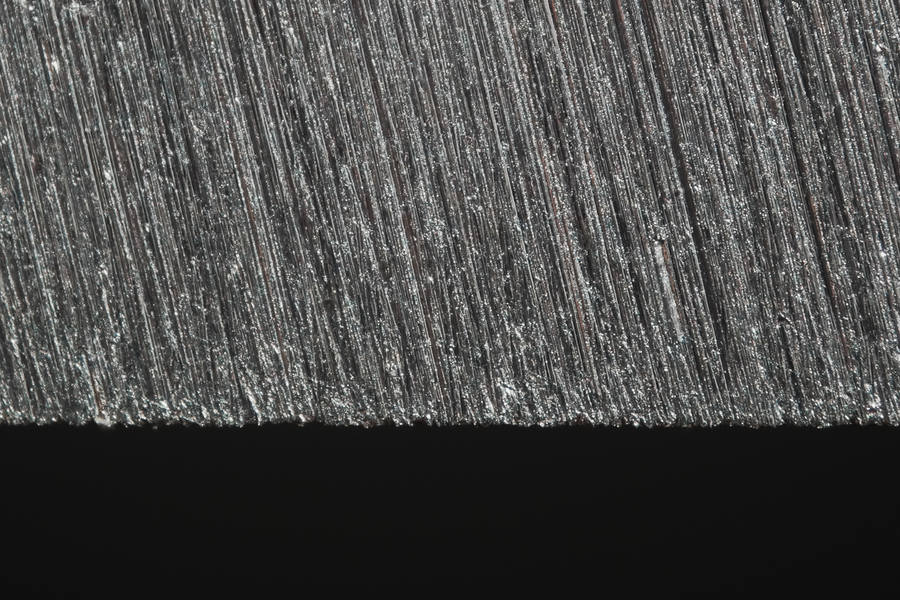

Мне кажется, что удалось углом падения света показать особенности шероховатости фасок и разность даже при таком малом участке съёмки и показать разницу соотношений состояния фасок и кромки.
Отмечу, что получить на 65х13 при высочайшей производительности брусков, более-менее острые кромки (для такого этапа заточки) обычно непросто и значительно труднее, чем на более твёрдых сталях. Сделав кое-какие замеры, у меня вышло, что после F400 на 65х13 я получил толщину РК примерно 12мкм. и после F600 - примерно 8мкм.
Разумеется, в обоих случаях кромки, будучи даже такими тупыми, не бликовали при осмотре невооружённым взглядом и спокойно брили предплечье. Это, я считаю, очень хорошие показатели для таких производительных брусков в условиях заведомо не оптимальных - когда обрабатываются стали весьма низкой твёрдости и на не самых твёрдых абразивах. Хотя тут сильно помогло то, что на данном клинке были уже очень широкие фаски, что всегда заметно снижает агрессивность воздействия абразива, но тем не менее.
На днях буду пробовать новый A220VM, я его уже подготовил.
Пройдусь по маркам 95x18, STS-BD1 и VG-10, все три ножа требуют небольшого уменьшения угла, так что думаю 220-ый будет в тему
Новая связка V для белого электрокорунда разработана для порошков 400 и 600 (работаем над 1000). В магазине уже лежат апексы на новой связке, настольные камни в производстве. Мы долго подбирали рецепт связки и отрабатывали технологию, теперь появятся белые камни тоньше 320.
Для порошков 320 и крупнее связка не менялась. Классическая связка хорошо работает на средних и крупных порошках, а вот для более тонких не подходит.
Не могу понять, чем о личаются друг от друга маркировки vl, vm и vn на кк камнях?! Твёрдость связки?
quote:Originally posted by darki83:
чем о личаются друг от друга маркировки
Вот спасибо, очень наглядно и информативно!
информативно да, но по сути vl, vm и vn находятся по соседству и отличаются только твердостью, но совсем не сильно, или я не так понял?
quote:Originally posted by tvy61:
отличаются только твердостью
В этой маркировке нет структуры (открытая, закрытая, и.т.д).
Влияет не только твёрдость.
quote:В этой маркировке нет структуры (открытая, закрытая, и.т.д).
Влияет не только твёрдость.
Согласен конечно, только как подобрать под конкретный диапазон задач по табличке? Только пробовать самому и делать выводы. Я уж с шаптоном попадал, что конкретный камень тут работает, тут не очень, а вот серия VL и VN вполне себе универсальны, уж на каких только железках я эти камни не испытывал, только рекс 121 остался не охваченным..
Пробовал как обдирочники кто c230vk? Как он в работе?
quote:Originally posted by darki83:
как обдирочники кто c230vk
forummes...-m559659
Ярослав, спасибо за обзор по ОА, как я понимаю, новый камень стал другим, вопрос, что делать со старым? Износить его в ближайшие лет 5 не представляется возможным. Ярослав, с времени написания вами обзора не было ли у вас работы с этим камнем по х12мф и (или) n690? Камень ст обр с суспензией работает по ним весьма эффективно.
У меня старого образца только апексные, так что трудно сравнить в этом ключе. Новые пока юзал дальше по сталям того же типа, что и в обзоре, ничего другого пока не пришлось затачивать. Но скоро надо будет s30v и скорее всего d2. Так что какое-то представление появится, напишу тут.
Пока мне скорость показалась более чем удовлетворительной и так, ну кроме быстрореза, что, впрочем, вполне ожидаемо, тем более что по нему хорошей компенсацией за недостаток скорости, явилась весьма чистая обработка, при том что часто медленные по таким сталям абразивы и однородности по ним не особо дают. А тут одно из двух, что весьма неплохо. На 600 вполне себе приличный финиш получился косяку для не самых тонких работ. Вот старые в этом плане на мой взгляд проигрывают новым. Впрочем, это и не рассчётное применение в плане стали, производителем.
Спасибо, мне для предфиниша больше .
Нашел полотно мехпилы, сделал косяк для хознужд. Марку быстрореза не посмотрел, так вот он затачивается на ОА неплохо, хотя и садится тоже быстро. Думаю надо сделать другой. Выкрашивается, хотя рез у него неплохой.
Попробовал по s30v в переточке мили с уменьшением угла и удалением микрофаски. Нормально. Скорость не сильно отличается от работы по 440с, съём активный, задолбался смывать снятый металл - приходится очень часто это делать. Вот делал и всё диву давался, что иной раз водники ругают за кол-во шлама. Тут обновления почти нет, но шлама дофига, просто потому, что камень снимает реально много и этому многому надо где-то быть - оно же не может просто испариться) как, видимо, некоторые считают, особенно у кого опыт в основном ограничен абразивами активно царапающими, но слабо снимающими.
В общем - мне понравилось. Скорость на уровне и однородность тоже. Шаг между 400 и 600 и на этой стали остался заметным, как и при предыдущих пробах.
На мой взгляд, если не надо уменьшать угол более чем на пару градусов на сторону, то и что-то более грубое брать особо смысла нет - такой F400 хорошо справляется.
Обсыхает камень (оба), правда, тоже быстро, но это неудивительно - загущение воды очень скорое из-за объёма снятой стали. Но хотелось бы чуть реже добавлять воду. Ускорять процесс с помощью сторонней суспензии не захотелось - в данном случае, по-моему, это излишне, кроме того, при таком типе связки вода с чем-либо, высыхает слишком быстро, как по мне.
На камне ст обр связка видимо более пористая, забивается шламом , поэтому я и использовал замещение, суспензия и размол связки забивают поры ОА и вода уходит чуть медленней, да и шлам перемешанный с суспензией в камень не проникает, свободное зерно КК на этом камне не столько участвует в резании, сколько обгалтовывает связку камня, обнажая зерно и сохраняя скорость работы. Если добавить порошка КК, то пока он не деградирует, вода уходит, поэтому натираю КК на связке СМ1 или СМ2. Суспензии надо совсем не много, что касается скорости съема, на s30v, 95х18, скорсть не падает, на х12МФ или Д2 падает немного, отклик камня на этих сталях другой, более мылкий чтоли. Элмакс также обрабатывается неплохо, отклик у него сухой, суше 95х18 и камень шламом элмакса забивается меньше.
quote:Originally posted by Вишер:
свободное зерно КК на этом камне не столько участвует в резании, сколько обгалтовывает связку камня, обнажая зерно и сохраняя скорость работы
Я тоже заметил, что работа брусков ОА с толикой свободного зерна КК меняется. Но я пробовал на твердых и грубых камнях и понял, что также имеет место ускоренное измельчение зерна ОА. Другими словами, зерно КК всегда колется, условно, пополам, а зерно ОА всегда изнашивается теряя свои углы и грани превращаясь в шарик (но это для крупных зерен, мелкие тоже колются). Совсем немного зерна КК - буквально невидимая добавка, позволяет получить на бруске ОА измельчающуюся суспензию. Особенно это заметно на зерне до 40 мкм.
Но это все лично мое мнение и наблюдения...
Не только ваши, не только на грубых камнях. Также и на природниках. Философия японской заточки работает в принципе на любых камнях. Наша задача осмыслить, найти приемлемые для себя варианты сочетаний. Если японцы были стеснены в разновидностях камней для хонзана, они сделали упор на нагуры, выбрав лучшие варианты. У нас весь мир к нашим услугам. Проблема не в том, чтобы решать множество задач множеством инструментов, как раз наоборот, множество задач решается минимумом инструментов, но максимумом сочетаний инструментов.
Простой пример, самый тонкий,самый медленный камень Гуанси. Капелька масла, ещё меньше диалюкса или люксора, растираем до появления суспензии и медленный Гуанси с завидной скоростью отрабатывает задачу на ура.
Здравствуйте!
Интересует разница кругов для точила? Как у них с балансом и геометрией?
https://penza.vseinstrumenti.r...ziv/art-1-7276/
https://penza.vseinstrumenti.r...ziv/art-1-7356/
quote:это все лично мое мнение и наблюдения...
Добавлю немного. На любом твердом камне ОА внесение суспензии КК изменяет работу камня , при этом , если зерно КК больше либо равно зерну основы первые несколько проходов дают ощущения неправильности процесса, затем зерно дробится и процесс налаживается, важно в этом подходе подобрать величину зерна КК. Многое зависит от плотности связки камня, при большей величине КК камень в работе обновляется интенсивней и по мере измельчения КК , если вносить в в суспензию только воду, наступает этап , когда работает в основном сам камень своим зерном, работает быстро и не забивается. В случае внесения зерна КК мельче зерна камня , зерно камня изнашивается и процесс получается комбинированный, свободное или полусвязанное зерно КК даёт нам более мелкую риску с одновременной обгалтовкой(мы видим на фаске риски камня, но менее глубокие и матировку от свободного зерна. Таким образом один и тот же камень позволяет получить 1.более высокую шероховатость
2. Оставить камень чистым от шлама, т.к продукт износа КК забивает поры и не даёт стальному шламу пройти внутрь камня.
3. Вытекает из 2го, камень всегда работает быстро.
Что касается получаемого характера РК, чередование более глубоких рисок от камня и мелких рисок от зерна КК придает кромке достаточно агрессивный рез в сочетании с более высокой стойкостью, насколько это возможно ожидать от камня с выбранным зерном.
Из моего опыта работы на ОА инфабразив с зерном м14 , начинаю вносить м20 КК {камень очищается, обновляется}, разбавляю суспензию водой или смываю, далее чистый камень , в конце ввожу зерно КК м7 и на нем заканчиваю. Однако, если сильно разбавить водой на этом этапе, получим чуть больше агрессии. Тут нужно подобрать количество зерна КК так, чтобы суспензия была достаточно жидкой.
Замачиваем камень, натираем его куском камня КК 20 микрон, работаем по подводам в целях ремонта, при необходимости зерно добавляем, шлам смываем.
Процесс идет не намного медленней, чем на камне 20 микрон, мб и быстрей, главное - сам камень 20 микрон нам для этого не требуется.
Можно смыть и отработать этап на чистом камне, будет быстрее на 3 этапе.
Отремонтировали кромку, смываем шлам и суспензию КК20 микрон, натираем камнем КК10 (7 или 5 микрон), работаем, убираем риску от предыдущего этапа. Здесь мы получаем такую комбинированную РК, напоминающую ножовку с разновеликим зубом. Для чего нам поверхность такая нужна?-для кухонных ножей, на этом этапе их заточку можно закончить, как и заточку ножа для электрорубанка, какой-нибудь Моры и др хозбыта, что не требует доводки.
Полученный результат вполне годится для дальнейшей доводки на сланце или др. более тонком камне, если это необходимо.
На фото внизу есть результат без доводки и с доводкой. зеленый фон-с микроподводом на сланце 3000 грит, белый без,- размер фаски по ширине примерно 1 мм см. фото.
Камни оксид алюминия без суспензии быстро забиваются шламом, при таком методе это происходит в десятки раз медленней, камень работает долго, хорошо держит форму рабочей поверхности, дешев, универсален, быстр, предсказуем.
![]()
![]()
![]()
![]()
quote:Originally posted by Rezchik:
Интересует разница
Первый М2, второй С1.
quote:Изначально написано Skif 77:
Первый М2, второй С1.
То есть синий мягче?
Конечно. М2 мягче. Найдите шкалу твердости шлифовальных камней.
[QUOTE]Originally posted by psnsergey:
[B]
Найдите шкалу твердости
[/B]
[/QUOTE]
Добрый вечер!
Есть разница между камнями Бриз от Гриндермана и тех что продаются в Рубанках?
quote:Изначально написано Rezchik:
Добрый вечер!
Есть разница между камнями Бриз от Гриндермана и тех что продаются в Рубанках?
У меня два камня Бриз от Гриндермана от самого Гриндермана
И оба на выброс)
Эффект Да́ннинга - Крю́гера - метакогнитивное искажение, которое заключается в том, что люди, имеющие низкий уровень квалификации, делают ошибочные выводы, принимают неудачные решения и при этом неспособны осознавать свои ошибки в силу низкого уровня своей квалификации. Это приводит к возникновению у них завышенных представлений о собственных способностях.
quote:Изначально написано Mebius13:
Эффект Да́ннинга - Крю́гера - метакогнитивное искажение, которое заключается в том, что люди, имеющие низкий уровень квалификации, делают ошибочные выводы, принимают неудачные решения и при этом неспособны осознавать свои ошибки в силу низкого уровня своей квалификации. Это приводит к возникновению у них завышенных представлений о собственных способностях.
С Новым Годом, морковка!)))
quote:Сергей, добрый вечер!Originally posted by Rezchik:
Добрый вечер!
Есть разница между камнями Бриз от Гриндермана и тех что продаются в Рубанках?
Давайте рассуждать логически.
Андрей Петров, как и Сергей Гололобов, не являются производителями камней, они их только продают под своим именем, или под своим брендом, что одно и тоже.
Камни "Бриз" изготавливает ИНФ-Абразив, или Максим Шарабаев.
Какой логотип напечатать на камне, зависит от заказчика, ему без разницы кто заказывает камни его производства.
Есть конечно нюансы в различии камней исключительно для столярки, но это оговаривается на момент заказа партии.
По "Бризу" я не знаю подобных различий, единственно что, могут отличаться характеристики камня от партии к партии, или опытные образцы от промышленных.
А напечатать можно всё что угодно.
Просто как пример.
quote:Давайте встретимся, я подберу.Originally posted by Straykl:
У меня два камня Бриз от Гриндермана от самого ГриндерманаИ оба на выброс)
quote:Изначально написано yemz:
Сергей, добрый вечер!
Давайте рассуждать логически.
Андрей Петров, как и Сергей Гололобов, не являются производителями камней, они их только продают под своим именем, или под своим брендом, что одно и тоже.
Камни "Бриз" изготавливает ИНФ-Абразив, или Максим Шарабаев.
Какой логотип напечатать на камне, зависит от заказчика, ему без разницы кто заказывает камни его производства.
Есть конечно нюансы в различии камней исключительно для столярки, но это оговаривается на момент заказа партии.
По "Бризу" я не знаю подобных различий, единственно что, могут отличаться характеристики камня от партии к партии, или опытные образцы от промышленных.
А напечатать можно всё что угодно.
Просто как пример.
Спасибо!
quote:Изначально написано yemz:
Давайте встретимся, я подберу.
Я сказал на выброс, а не давайте встретимся
quote:Так Вы их выбросили, или нет?Originally posted by Straykl:
Я сказал на выброс, а не давайте встретимся
Если не выбросили, то заберу.
Для этого не обязательно встречаться, можно отправить по почте.
Если жаба душит выбросить, или отдать их конкретно мне, я пойму.
Я бы тоже не отказался от второго.
От второго толстеют...
Хочу прикупить себе Бриз и KK 75х20х200мм F600VM для заточки своей кухни из нержавейки, месяц мониторю сайт магазина, но его все нет в наличии. Когда он появится в магазине? Есть в наличии в форм-факторе 150х50, но вот думаю куплю такой, а потом покажется маленьким и будет мне печаль на всю голову...
Так позвоните/напишите Андрею, и узнайте обстановку. Ух если ноль на остатке, в течении месяца сделаем. За два месяца будет отгружено.
Да умер сайт давно. Там уже несколько месяцев никаких обновлений. Думал себе на точилку купить набор но все никак.
Обещали полноформатные камни из ОА мелких фракций - и все никак.
По ходу фирма разорилась. К сожалению. Камни были отличные как по мне.
Да умер сайт давно. Там уже несколько месяцев никаких обновлений. Думал себе на точилку купить набор но все никак.
Обещали полноформатные камни из ОА мелких фракций - и все никак.
По ходу фирма разорилась. К сожалению. Камни были отличные как по мне.
Здравствуйте, Сергей!
Прекрасно помню Вас!
Ну почему же Вы решили что мы разорились? Вы же даже не писали нам ничего в последнее время.
Почему Вы тут нас прелюдно хороните?
Или мы обидели чем?
Все Ваши небольшие заказы мы Вам в Беларусь отправили исправно, даже с бонусами...
Это, просто, какая-то неблагодарность с Вашей стороны.
Наборы из ОА у нас почти всегда в наличии.
Сейчас можете купить.
Полноформатные камни из ОА мелких фракций я никогда никому не обещал.
Но выложу F400 и F600 на днях.
В нашем магазине, пусть не самом удобном, постоянно идет движуха: бывают спады, бывают наплывы, но всегда заказы есть.
Если люди не справляются с чем-то, то пишут или звонят. Я почти всегда на связи.
Некоторые мои покупатели делают по два заказа, нередко бывает, что и по 3-5 заказов...
Как я давно понял, проблема не в моем далеко не совершенном магазине и в неких неудобствах.
Причина недовольства людей в этой теме кроется в другом.
Ладно, работать надо!
За выходные много заказов накидали и оплатили.
Весеннего настроения всем!
Вот чего меньше всего хотел так это кого то обидеть.
Магазин шикарный и сайт удобный продукция качественная и разнообразная. Все кому что то покупал были довольны. Да и сам пользуюсь камнями частенько.
Звонить к сожалению не имею возможности. Отслеживал изменения на сайте. Не все позиции есть. Бывает я понимаю.
Ещё раз прошу прощения за возможно грубый или неучтивый тон моего сообщения.
Заказ обязательно сделаю. Через почту. Жду появления камней из ОА и напишу.
Надеюсь это небольшое недопонимание не скажется на нашем сотрудничестве)).
День добрый. На сайте магазина уже несколько месяцев нет в наличии камня A320VL http://www.grinder-man.ru/KTV(OA)50x25x150F320 .На письма («Связаться с нами») магазин не отвечает. Хотелось бы заказать этот камень вместе с двумя другими позициями, в одной посылке. Планируется ли появление этого камня в магазине? Благодарю за внимание.
Здравствуйте!
Как мне ответили производственники, они вдруг разучились делать камни A320VL. Такое бывает. По-этому, мы не можем называть сроки.
Письма из раздела "Связаться с нами" зачастую попадают в Спам или вовсе не проходят контроль "роботов-антиспамеров".
В разделе "О нас" есть наш адрес электронной почты и номер телефона.
quote:Изначально написано grinderman:
Здравствуйте!Как мне ответили производственники, они вдруг разучились делать камни A320VL. Такое бывает. По-этому, мы не можем называть сроки.
Письма из раздела "Связаться с нами" зачастую попадают в Спам или вовсе не проходят контроль "роботов-антиспамеров".
В разделе "О нас" есть наш адрес электронной почты и номер телефона.
Здравствуйте! Я живу не в России, звонить проблематично, если не затруднит, черкните здесь, мало ли, вдруг опять научатся.
quote:Как мне ответили производственники, они вдруг разучились делать камни A320VL
судя по всему не только они, мне недавно в магазине показали брусок Веневского завода, который уже в третий раз возвращается к ним после очередной продажи, причина "отказывается работать". Они его на КК взбадривают, приводят в состояние типа новый, а он назад.. зализанный и не рабочий.. Брусок на бланке под апекс 100/80.Но разница все таки есть, Инф Абразив говорит не умеем (разучились), поэтому не делаем, а некоторые не умеем, но все равно делаем..
quote:Originally posted by tvy61:
Инф Абразив говорит не умеем (разучились), поэтому не делаем
Скоро сделаем. Сырьё поменялось, вся технология полетела.
А пока можно A400VL вместо 320 поставить.
Раз пошел такой разговор. То как собрать сет из электрокорунда розового 220, КК 600 vm, и керамики коричневой. В формате точилки блитц 360. А то пока ждал появления поменьше размера оа 600, пропала керамика из магазина.
Керамика у уважаемого Андрея Петрова (Grinderman) - другого производства, не завода ИНФ-Абразив, так что тут одно к другому по совпадению в наличии в магазине не привязать, полагаю.
quote:Originally posted by oldTor:
Керамика у уважаемого Андрея Петрова (Grinderman) - другого производства, не завода ИНФ-Абразив, так что тут одно к другому по совпадению в наличии в магазине не привязать, полагаю.
Благодарю!
Точно так. В этой теме вопросы только к нам - к ИНФ-АБРАЗИВу.
Но, напишу Андрею.
Постоянно идут изменения: что-то заканчивается, потом появляется.
Керамики не будет долго.
С российскими производителями не всегда все просто.
Не надо ждать, пока появиться все, что хочется.
Надо брать то, что есть, а потом докупать то, чего не было.
На доставке сэкономить не получиться.
В связи с 30-летием компании решили снять ролик-визитку.
Кому интересно, милости прошу:
quote:Originally posted by MSharab:
В связи с 30-летием компании решили снять ролик-визитку.
Мои поздравления и спасибо!
Поздравляем!!
Поздравляю!
Поздравляю с круглой датой!
Спасибо за абразивы. Дальнейших успехов и развития!
Приветствую всех, уважаемые форумчане.
Прошу не кидаться тапками, поскольку большинство сообщений касательно выбора камней от Гриндермана для начинающего, имеют 4-5 летнюю давность, и многие рекомендуемые модели камней, насколько я понял, в настоящее время либо сняты с производства, либо переименованы (например ОА F230).
После алмазной ручной точилки DMT (которая с 3-мя маленькими брусочками) хочется перейти на ручную заточку водными камнями.
Планируется заточка следующих ножей:
1. Японский 3-слойный кухонник из углеродистой стали SUJ-2, с твёрдостью 59-60 HRc, длина клинка 130 мм., угол заточки 10-15 градусов.
2. Японо-китайский Самура из AUS-8, твёрдость 58-59 HRc, длина клинка 90 мм., угол заточки примерно 30 градусов.
3. Мора из нержавейки Sandvik 12C27, твёрдость 56-58 HRc, длина клинка 100 мм., тип заточки - скандинавская.
4. Несколько дешёвых noname-кухни из пластилиновой нержавейки, с длиной клинка от 90 мм до 180 мм.
По советам с данного форума приобрёл двусторонний Суэхиро Нью Церакс 1000/3000 грит и уже наворотил дел, поскольку в качестве эксперимента решил попробовать изменить геометрию спуска вот такого 'убитого' китайца Thomas (сделать скандинавские спуски), а в итоге сделал немалое седло на 1000-стороне Суэхиры:
![]()
Посоветуйте, пожалуйста, или поправьте, если я не прав:
Думаю, Суэхиро следует использовать в качестве заточного для углеродки SUJ-2 и AUS-8, а также в качестве финиша (или т.н. суперфиниша) для Моры и дешёвой нержавейки.
Для заточки Моры и пластилиновой нержавейки приобрести у Андрея Гриндермана пару камней, имеющихся в наличии:
Вариант #1:
ОА 75х25х200мм A230VK в качестве обдирочника за 1130 руб.
Для очистки данного камня и небольшого наведения суспензии на нём - слурик Бодрид 50x25x75 B600VJ за 600 руб.
для правки камня - набор шлифзерна карбида кремния (F60;F220;F400;F600) 4х200 за 750 руб.
КК 75х25х200мм F500 за 1580 руб. в качестве заточного. К нему (а также к следующему камню) нагуру БРИЗ #4000 за 600 руб.
Вариант #2 (меньшего размера, хотя как считаете, может быть лучше взять полноразмерные 75х200 ?):
КК 50х25х150мм B320VL за 950 руб.
КК 50х25х150мм B600VL за 1130 руб.
К ним также вышеуказанные нагуру БРИЗ #4000, Бодрид B600VJ и шлифзерно КК. Хотя нагура, вроде бы, данным камням из КК без надобности (?)
Для периодической правки РК имеется керамический мусат 800 грит, диаметр 9,5 мм.
Уважаемые специалисты, посоветуйте, пожалуйста, какой вариант камней от Андрея предпочтительнее?
150 мм настольные бруски от Андрея очень даже комфортны для заточки.
После них 200 мм может даже избыточной длинной показаться. Опять же ровнять длинные дольше..
Твердых сортов стали я в вашем перечислении ножей не увидел (кроме SUJ-2) поэтому КК будут стачиваться активно. Если ровнять не мучительно, то то же пойдут. Но думаю все таки ОА подойдет получше, хотя я сам предпочитаю КК
quote:Изначально написано MichaelIII:
..Думаю, Суэхиро следует использовать в качестве заточного для углеродки SUJ-2 и AUS-8, а также в качестве финиша (или т.н. суперфиниша) для Моры и дешёвой нержавейки. ...
Это брусок на достаточно мягкой связке. Такие целесообразно применять на твёрдых сталях, которые хорошо обрабатываются оксидом алюминия.
Для выведения спусков в любом случае начинать с 1000jis - тонковато, мягко говоря.
Оба варианта брусков, что Вы выбираете из ИНФ-Абразив - подойдут.
Для ножей я бы не брал столярный типоразмер 200мм. - многовато.
Хотя это вопрос личных предпочтений и того, насколько крупные клинки обрабатывать - если шефы по 200+мм., то столярный типоразмер пригодится. Если своевременно подравнивать, не доводя до заметного "седла" и равномерно задействовать всю рабочую площадь, то проблем подравнивание составлять не будет.
Для мягкой нержи, конечно, предпочтительнее бруски на основе ОА, и для заточки - варианты со связкой потвёрже. Но если стоит задача и слесарная - т.е. корректировка спусков, и только потом уже заточная, то КК лично я предпочитаю во многих случаях.
Хотя и вариант ОА + КК хорош - если основная обдирка будет идти на грубом ОА а потом подчистка на КК - это вполне целесообразный сценарий.
Вот только КК я бы брал не B600VL а B600VM, который теперь называется F600VM (а изначально назывался C600VM) - если по ссылке на брусок, что Вы дали:
http://www.grinder-man.ru/hand...-50x25x150-F600
прочитаете мой обзор по его работе (вот прямая ссылка: http://www.grinder-man.ru/stat_b600vl ) - то увидите, что для мягких нержавеек это не самый подходящий вариант. Лучше посмотрите тот, что сменил несколько названий и ныне называется F600VM:
http://www.grinder-man.ru/hand...50x20x150F600VM
quote:Изначально написано oldTor:
Для ножей я бы не брал столярный типоразмер 200мм. - многовато.
тут надо уточнить: длина 200 мм и правда обычно избыточна. как правило, вполне достаточно 150-170 мм, но следует обратить внимание на ширину. бывает, что более короткие бруски делают и более узкими. но чем брусок шире, тем удобнее он будет для ножа (кроме лезвий вогнутой формы). имея набитую руку, конечно, можно справиться с бруском любой ширины, но чем он шире, тем легче контролировать процесс, легче добиться прилегания фаски к нему по всей длине, меньше шансов перекосить нож и проехаться по подводу ребром бруска и так далее.
Уважаемые специалисты, большое спасибо за советы. Заказал в размере 50х25х150мм ОА A230VK и КК F600VM (этот, судя по описанию, на 5мм ниже).
К данным камням заказал слурик Бодрид 50x25x75 B600VJ, нагуру БРИЗ #4000 и набор шлифзерна карбида кремния (F60;F220; F400;F600).
Надеюсь, достаточно грубый переход при заточке с 300 на 1500 японских грит сгладится с помощью нагуры или слурика. Предполагаю, что подольше придётся затачивать на карбиде кремния, либо, как вариант, дождаться наличия и позже докупить КК 50х25х150мм С400VM.
Отдельное спасибо уважаемому oldTor за множество информации, видео и статей по заточному искусству. Очень интересно, доходчиво и поучительно :-)
На здоровье!
Если считать в jis, то да - скачок вроде бы получается большой. Но не такой уж большой в Fepa-F и в работе конкретных камней - тут не размер зерна определяет, а совокупность характеристик зерна и связки брусков.
Конечно, не исключены ситуации, когда переход покажется великоватым, и чем больше будет пятно контакта при обработке, тем в бОльшем количестве случаев.
Но здесь поможет определённая обновляемость брусков и бОльшая, чем у ОА способность у КК к дроблению зерна с обнажением новых острых граней зёрен.
Попробуйте компенсировать разницу в оставляемой брусками шероховатости, работой с суспензией - если приноровитесь, как с нею обращаться и использовать её выделение себе на пользу - это решит уйму проблем и ускорит процесс обработки в принципе. Суспензия, вопреки мнению многих - не "беда", а очень хорошая помощница.
Смягчение же работы F600 КК с помощью слурика БРИЗа (а это будет в большинстве случаев именно так, ибо в БРИЗе кварцевое зерно и порядка 3мкм., что на структуре бруска F600 на керам. связке, да ещё и на основе КК - даст смягчение его работы, некоторое утончение её в т.ч.)
В каких случаях это будет полезно - уже практика подскажет. Главное не бояться пробовать по-разному и на разных сталях. Играть с консистенцией и количеством суспензии.
Андрей прислал мне KK F320 весьма прожорливый, воду пьет прилично, как ремонтный вполне, если нет механизации.
Однако, пару КК я выбрал F500 и F1000. За несколько месяцев камни похудели на милим, однако пара сложилась отличная. Более того, если натереть ст обр ОА F500 KK F500 , зачастую и тысячник не требуется, можно идти и на природник.
Доброго времени,прошу рекомендации в выборе камней( на слесарные(обдирочные работы,2) грубая заточка)по бритвам,спасибо с Уважением!
quote:[B][/B]
------
Заточка на камнях;BR;
Доброго времени.
На этот раз с не очень хорошими новостями.
Камень 400VM
Оказался загрязнен крупным абразивом. Навскидку зерно 180.
Твердость и износостойкость камня отличные. Суспензии мало. Как раз то что нужно.
Микроскопа у меня нет чтобы посмотреть что там конкретно в камне. Но такая ситуация с обеих сторон наблюдается. Значит крупное зерно в массе находится.
После съема полмиллиметра поверхности проблема ушла.
Камень F600VM работает без проблем. С зерном все в порядке.
Тоже достаточно плотный и стойкий. Суспензии мало. То что нужно.
Итого набор от 180 до 1000 пошел весь в работу.
quote:Изначально написано ozhAlex5550001:
После съема полмиллиметра поверхности проблема ушла.
При таком раскладе, возможно то, что это не загрязнение более грубым зерном, а какой-то из следующих сценариев:
1. Т.н. "панцирь" - т.е. более твёрдая "корка" от запекания бруска на его поверхности - связка там избыточно тверда и близко расположенные зёрна и/или агломераты не успевают сразу "разделиться" и ведут себя, как более крупное.
Обычно как раз такое и "лечится" притиркой, со съёмом некоторого слоя.
Правда, давно уже не встречал этой проблемы на брусках ИНФ-Абразив, но и в основном работал "из коробки" по сторонам без маркировки - рабочей ведь предполагается "чистая" сторона и "из коробки" она обычно готова к работе. А вот сторону с маркировкой, обычно надо было и слегонца подровнять и взбодрить.
То, что проявилось такое с обеих сторон этому противоречит, и тогда скорее всего вероятнее чутка иной расклад:
2. Локальный расплав связки, когда некоторое её количество, спекаясь, формирует нечто напоминающее зерно и близкое по форме и размеру примерно "половинке зёрнышка риса" (почти независимо от зернистости самого бруска при том) - и тоже начинает царапать. Это хуже, так как слой с таким явлением может оказаться гораздо толще "панциря". Правда, к чести завода скажу, что такое мне встречалось у них всего пару раз за немало лет, так что это скорее редкое исключение.
Лет пять назад делал фото подобного, на одном из присланных мне на тестирование брусков - "зёрнышко" вылетевшее из бруска, и на втором снимке - как выгладит такое же в самом бруске на рабочей поверхности - когда брусок обновится чуть больше - оно тоже выскочит (все фотки кликабельны):


Но вообще, обычно такого не происходит, гораздо чаще и повсеместно встречается лишь "лёгенький локальный подрасплав" керамической связки - попадается практически на любых брусках на основе КК на керам. связке, (реже - на брусках на основе электрокорунда) - от ещё советских и до современных зарубежных типа борайда, тиролита и атлантика, и до отечественных гриталона и ИНФ_Абразив, и выглядит как-то так:

Вот подобный - обычно "не опасен" - это не "зёрнышко", а как бы "лужица", небольшая по сравнению с фракцией зерна капелька, достаточно тонкая и ломкая, и при воздействии на зёрна абразива, вплавившиеся в неё - легко разламывается и в работе чаще всего никакого влияния не оказывает.
Возможен третий вариант. Внедрился алмаз при пилении или шлифовке.
Встречал такое однажды когда пилил остатки на камни поменьше.
Визуально поверхность выглядит нормально. По крайней мере глазами ничего такого замечено не было.
1. "панцирь", или более твёрдая "корка" - исключены, поверхности обработаны;
2. расплав связки - исключено. Образец на фото опытный, после выявления таких артефактов так им и остался (не пошёл в серию);
3. внедрение алмазного зерна с инструмента - возможно, надо понаблюдать.
Та же история появилась на 600VM. Уже после довольно продолжительной работы и одной правки на стекле.
Это уже вопросы к абразиву.
Для меня это критично. Такие борозды обнулили всю предыдущую работу и хорошо что это случилось на не особо серьезном ноже.
Прошу прощения, но это какое-то безобразие на фото! Ужас просто.
мне не понятно, откуда на поверхности камня такие царапины? По моему такие не может дать более крупное зерно, даже если оно "вылетело" из связки..
Либо насухую с большим давлением, либо неаккуратно с рëбер незакруглëнных навыламывало, либо клинок крупнокарбидный насыпал с кромки.
В целом задумался. Нечто схожее видел на бросовых камнях, на которых без воды с сильным нажимом то Чили всякую фигню мягкую.
Проблему удалось выявить.
Клинок был погнут. Почти незаметно на глаз.
На твердом камне даже с хорошими закругленными кромками получаем избыточное давление на оба края камня и ряд очень небольших сколов по кромке камня которые собственно и дают такие борозды на полосе и внедряются в мягкую обкладку клинка. Сколы стало видно когда кромки довел на более мелком порошке.
Точно такая же проблема на уже проверенных в долгой работе твердых камнях.
Проблемы нет на мягком петрограде на кинге 1200 и на всех остальных мягких камнях которые удалось найти.
Век живи век учись.
похожие царапины у меня давал клинок из мягкой нержи, который например, до F1000-го водника, точился на алмазе 50/40, уверен, что шаржированым в сталь алмазным зерном..
Мягкий камень быстро убирает риски предыдущие, твёрдый камень показывает проблемы с геометрией. Чередование оптимально.
Вот и хорошо, что разобрались с причиной царапин. Мы уж всё перепроверили, что в общем то на пользу.
Интересно как новые белые настольные камни приживаются A400VL и A600VL. Характеристики достаточно универсальные отработали, хотелось бы мнений.
(http://www.grinder-man.ru/hand/oahand/75-25-200OA )
Подумываю взять 400й белый, старый похудел, пока держится, к концу года МБ .
Хотелось бы еще какой нибудь таблицы по маркировкам.
Зерно грит микрон. Твердый мягкий средний. Тип зерна.
Постоянно путаюсь.
Следующими возьму белые.
quote:Originally posted by ozhAlex5550001:
Хотелось бы еще какой нибудь таблицы по маркировкам
Краткое описание есть у нас на сайте:
https://inf-abrasives.ru/promy...hilnykh-kamney/
Добрый вечер. Попросили меня доехать до магазина и выкупить набор камней от F120 до F1000. Карбид кремния. Якобы это камни ИнфАбразива сделанные для фирмы изготовителя Профиль.На блистере есть наклейка- Камень для заточки TSPROF Smart CS-6 на 1000; 600; и 400 по 6мм. CS-10 на 220 и 120 по 10мм. Цвет камней - оттенки зелёного. На картонке на нашем и ненашем адрес в Ижевске.Более ни каких опознавательных знаков. Если знаете,подскажите, CS10 и CS6 что это? И имеют ли эти камни к вам какое то отношение.
К сожалению фото сделать немогу.
quote:Originally posted by Пал/Бор:
CS10 и CS6 что это?
Доброго дня. Без понятия что это.
По фото можно будет что-то сказать.
Вероятно такие.
quote:Originally posted by MSharab:
CS10
https://tsprof.com/catalog/abr...art_cs_10_f220/
quote:Originally posted by MSharab:
CS6
https://tsprof.com/catalog/abr...mart_cs_6_f400/
Скорее всего не наши - не похожи, и размер 10 мм не делаем.
https://mrchili.ru/product/kam...mart-cs-6-f600/ Вот ссылка на магазин.
А так да, все ссылки что выше об этих же камнях. Только что сообразил - ваши в оттенках синего,а эти в оттенках зеленого.
quote:Изначально написано Пал/Бор:
... ваши в оттенках синего,а эти в оттенках зеленого.[/B]
Это если допустить, что во всех сравниваемых случаях одинаково достоверна цветопередача)) Не говоря уж о том, что бруски разных серий (и лет) производства ИНФ-Абразив, что под маркой Гриндерман, что под маркой "Рубанков" и, позднее, "Петроградъ" немало отличались по оттенку и внутри серий, и это совершенно обычная история. То же самое можно сказать про подобные бруски любых производителей.
Даже при тщательно выставленном ББ, при смене интенсивности освещения, в т.ч. удалением-приближением оного, т.е. при неизменном его спектре, не говоря уж про регулировку его яркости, что во многих случаях отражается на спектре, цвет может меняться.
В случае брусков на основе карбида кремния на керамической связке, цвет ещё и заметно может гулять из-за состояния поверхности - например, если брусок притирали и не очень тщательно после этого помыли - уже будет разница между снимком при прочих равных такого же, но тщательно отмытого) От степени влажности бруска - тоже.
Не говоря уж про разность оттенков брусков с большим разлётом зернистости и концентрации абразива. Достаточно посмотреть на фото по ссылкам выше, которые дал уважаемый Андрей, сравнить их между собой и с тем, которое по приведённой вами ссылке.
Так что цвет на снимках в интернете - ни разу не критерий для сравнительной оценки.
quote:Originally posted by oldTor:
Так что цвет на снимках в интернете - ни разу не критерий для сравнительной оценки.
Совершенно верно. На картинке цвет серо-голубой в реале зелёный.
Тут дело в том что человеку манагер (я даже не знаю какой конторы) сказал что это новая серия ИнфАбразива,с новой маркировкой(фраза звучала как - "Если вы знаете что это за завод"), а я засомневался. Мои сомнения подтвердились. По цвету камни очень близки к камням Ермака34, хотя тоже есть разница в оттенках.
Спасибо всем откликнувшимся. Вопрос закрыт!
quote:Originally posted by Пал/Бор:
сказал что это новая серия ИнфАбразива
с 2017 года новых линеек нет.