Заточка режущего инструмента
О заточке с большим шагом зернистостей и о скорости работы.
Спасибо за информацию, буду иметь в виду!
Еще, с алмазной пастой мне понравилась вот такая лента: https://www.insafe.ru/product/...30mm-50m-mt130/
Работает лучше чем обычная малярная лента. Тоже довольно часто использую ее для направки, после финиша на достаточно грубых абразивах.
Но х/б стропа работает быстрее)
Может быть. Хотя у меня такая история как с пастой Luxor, у которой связка довольно густая, так и с порошком КК с маслом - в т.ч. с костным, очень текучим. Так что может и наоборот - как раз хорошая впитываемость масла способствует более глубокому проникновению шлама в стропу при очистке, когда на неё попадает растворитель - я чищу обычно уайт-спиритом на ватном диске или бензином для зажигалок. А может и разность плотности плетения строп играет роль. Ещё бывали такие стропы с какой-то пропиткой, что может помочь её не вбирать шлам глубоко, но мне последнее время такие стропы не попадались в руки.
Кстати - может быть дело ещё и в том, окрашена стропа или нет.
Впрочем, с КК дело может быть и банально в том, что при использовании порошка с каплей масла, концентрация абразива на стропе получается в разы больше, чем с любой пастой, производительность тоже значительно выше, а значит и шлама банально больше. Пробы с порошками электрокорунда давали несколько меньше, чем с порошком КК, но слегка больше, чем с электрокорундом в виде пасты Luxor. В этом плане, у алмазных и эльборовых паст даже ВОМ, не говоря уж о НОМ, получается концентрация самая низкая. У водных суспензий алмазных - насколько я понимаю, повыше. Но у меня водная алмазная суспензия самая крупная 1мкм. и для ХБ стропы её считаю нецелесообразной - мелковата для подобных задач, так что прямого сравнения с пастами ВОМ алмазными, не производил - сравнивал их только на притирах, а там водная алмазная суспензия, пожалуй, показала концентрацию выше. По крайней мере производительность явно выигрывала.
Правда, водная алмазная суспензия не подходит для некоторых полировальников - что поделать, "нельзя иметь всё и сразу". А что касается связок густых - то например на бумажных полировальниках мне больше нравится связка паст венёвских и полтавских, нежели, к примеру, от Реал-Дзержинск. Которая, зато, больше нравится на войлоке)
quote:Originally posted by oldTor:
У меня дочиста не хочет чиститься от засалки
Возможно у меня хорошо очистилось потому, что основа алмазной пасты не сильно густой консистенции и легко смывается многими растворителями.
Интересно! У меня дочиста не хочет чиститься от засалки после пары-тройки очисток. Впечатление, что часть засалки при протирке просто проникает глубже. Но меня в этом плане другое беспокоило - за полтора-два года менялся характер работы, так как стропа как будто бы становилась эластичнее, теряла жёсткость. После стирки с обычным хозяйственным мылом - жёсткость как будто бы несколько восстанавливалась. Но дальнейшее использование демонстрировало, что всё-таки уже слишком "распушились" узелки плетения, что снизило "жёсткость" стропы и эффективность по твёрдым сталям. Так вроде не особо заметно, но если сравнить со свежей - разница проявляется... Конечно не так заметно, как уже б/у её сравнить, скажем, с обычной джинсой, которая мне не нравится именно избытком мягкости, но всё равно разница есть.
quote:Originally posted by L_YV:
стропа с алмазной пастой 7/5
Кстати, пару месяцев назад основательно почистил тряпкой с бензином свою стропу, которой уже несколько лет и она была основательно засалена. Было очень много грязи, но очистилось все почти до первозданного состояния. Но самое главное, после чистки она прекрасно продолжает работать без нового нанесения пасты.
![]()
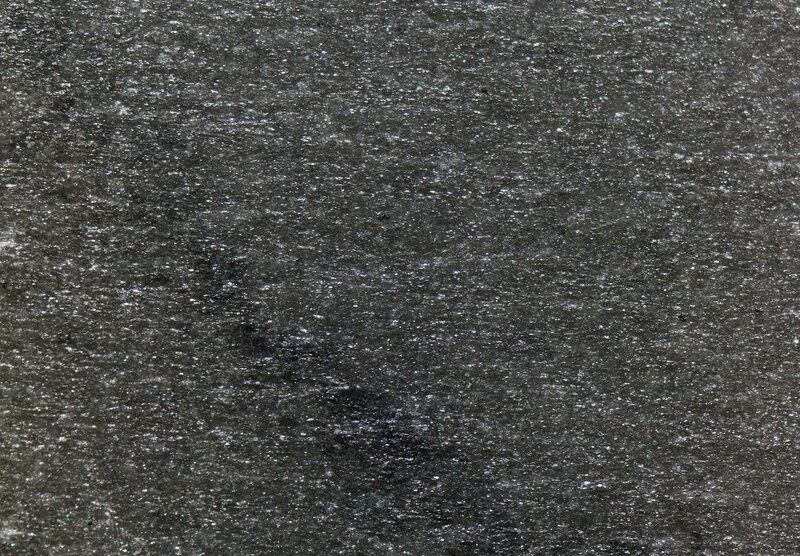
На здоровье! Да там не на что смотреть - просто провёл пару раз от пятки к носику кромкой по стропе и всё. Поскольку она эластична, подрезов вдоль РК от зёрен нет, следы столь ничтожны, что дальше убираются бесследно с первым проходом что по бруску, что при направке на стропе (полосы на фото - это остатки масла, видимо, плохо отмыл клинок перед съёмкой - т.е. к стропе следы вдоль фасок не имеют отношения).
При этом с РК дозированно "сошлифовывается" какой-то мизер. Чтобы снять столько, что РК начнёт поблёскивать - это надо 6-10 проходов сделать, а так, за один-два ничего такого не происходит. Поэтому и неоднородности на РК остались всё равно, но при такой фракции заточного абразива, полностью их не избежать. Они хотя бы более-менее аккуратненькие и сглаженные.
Вообще мне привычнее делать ТБ на истёртой шкурке с КК, слегка смазанной маслом, или, особо тонкий - на бумажке с втёртой тонкой пастой, но если говорить о минимализме, то и на стропе можно аккуратно. Но именно на ХБ - любая кожаная стропа при таком раскладе сразу получает порез, а вот жёсткая ХБ - нет. Ну может там "пара волокон" каких-то и страдает, но это незаметно и далее не мешает.
Главное, как обычно при ТБ - ни в коем случае не давить - давление должно отсутствовать - только касание. Проще это сделать, если не клинком по лежащей стропе проводить, а по клинку провести краем стропы. Ну, мне по крайней мере так проще.
P.S. но если брать порошок КК грубее - скажем F600 - то лучше уже ТБ делать на истёртой шкурке. Потому как тут есть некий "порог" - направка на стропе с КЗ F600 уже может по таким сталям оставлять рисочку, а ТБ - дать более заметные риски в зоне РК вдоль неё, а F800 - практически нет. Т.е. если брать порошок грубее, то может вылезти какая-то разница. Впрочем, если разок попробовать загодя с оптическим контролем, чтобы оценить как оно в каком случае, полагаю приноровиться легко.
Ярослав, спасибо за очередной интересный эксперимент!
Буквально сегодня делал похожую заточку, тоже на Трамонтине, только абразивом выступал гальванический алмазный (приработанный) 1000 брусок, а после него стропа с алмазной пастой 7/5. ТБ не делал. Результат очень даже неплохой)
quote:Originally posted by oldTor:
парой проходов делается технологический барьер на ХБ стропе с порошком КЗ
Можно немного подробнее о технике такого ТБ? А за короткий видеоролик этого процесса был бы очень признателен)
За последнее время несколько раз получал письма с просьбой посоветовать некий максимально универсальный абразив в длительную поездку, из разряда "для любых сталей на все случаи", неприхотливый, не требующий ухода и взабдривания длительное время. При этом, многие писавшие, отмечали, что хотели бы обойтись одним бруском и алмазным, с ремаркой типа: "я знаю, что для многих сталей алмаз плохо подходит, но интересует, можно ли снизить возможные негативные последствия и как именно работать с учётом этого".
Вопрос интересный, и ответ: "можно."
Правда, я отмечу, что одного бруска всё-таки недостаточно, но можно и не брать более одного именно _бруска_. В нагрузку к одному бруску можно взять то, что не занимает места и ничего не весит.
Что именно предлагается, с учётом пожелания по поводу алмаза и для любых сталей:
1. алмазный брусок на медно-оловянной связке, зернистостью 40/28мкм., желательно с зерном сорта АСН или АСМ, апексного формата, разумеется без бланка
2. такой же площади кусочек ХБ стропы крупного плетения, с втёртым в неё с маслом порошком карбида кремния зелёного F800 или F600
Такой минималистичный набор позволяет на любой стали, начиная от "кастрюльной нержи" до высокованадиевых, за разумное время выполнить переточку ножа с исправлением довольно крупных деформаций, получить высокую степень остроты (вплоть до способности строгать волос) и выраженную агрессивность реза.
Данный набор предполагает, что использовать брусок можно без освежения более года как минимум, масло для работы сгодится любое, вплоть до машинного, стропа же тоже длительное время - несколько месяцев уж точно, не потребует нанесения новой порции порошка, что можно и увеличить, втерев его с маслом в неё с обеих сторон.
Ни для кого не секрет, я полагаю, что по "зверским сталям" с таким набором проблем возникать не будет. Что же касается простеньких сталей, для которых алмазные бруски не рекомендуется применять - тут есть свои нюансы, однако кое-какие проблемы нивелировать в какой-то степени можно.
Сделал примерчик. Взял трамонтину про-мастер "тестовую" и переточил именно таким набором абразивов.
Алмазный брусок у меня 40/28 на связке М2-01 полтавский, с зерном сорта АСН, более года не взбадривавшийся. Для примера взял бытовое машинное масло -обычно я этой дрянью не пользуюсь, но на худой конец оно сгодится. Стропа с втёртым порошком КЗ F800 с маслом. Заточка с помощью самодельного костылька, но можно и полностью вручную, само собой.
Что касается работы, если пришлось затачивать хреновенькую или просто мягковатую вязкую сталь:
1. масло желательно повязче (машинное бытовое, холодное, этому условию удовлетворяет) и количество лучше брать больше чем для твёрдых высоколегированных сталей, чтобы нивелировать глубину врезания зёрен в сталь.
2. к моменту самого начатка образования заусенца, стоит отменить смену направления движений и работать в режиме выхаживания - т.е. убрать давление и совершать движения строго на зерно, строго соблюдая единое направление рисок на каждой стороне, почаще меняя стороны, чтобы заусенка подрезалась по-максимуму естественным образом сама.
3. когда РК достигла тонкости, когда при ногтевом тесте "подтормаживает" а не скользит поперёк ногтевой пластины, парой проходов делается технологический барьер на ХБ стропе с порошком КЗ и сменив масло на бруске, снова выход на остроту. Мне для конкретного примера по мягкой нерже, потребовалось сделать два тех.барьера, пока равномерность кромки мне не показалась приемлемой, относительно используемого абразива и получаемой шероховатости фасок.
4. направка на ХБ стропе с зерном КЗ с понижением угла примерно на 1-3 градуса на сторону. При использовании компактного костылька, достаточно просто положить кусок стропы на брусок и не менять настройки угла на костыльке, при работе вручную - достаточно чуть опирать клинок на ребро между спуском и фаской: таким образом мы не завалим РК, но благодаря эластичности и рельефа стропы, не "слижем" рельеф рисок от бруска слишком сильно, а кромке обеспечим прирост тонкости и однородности.
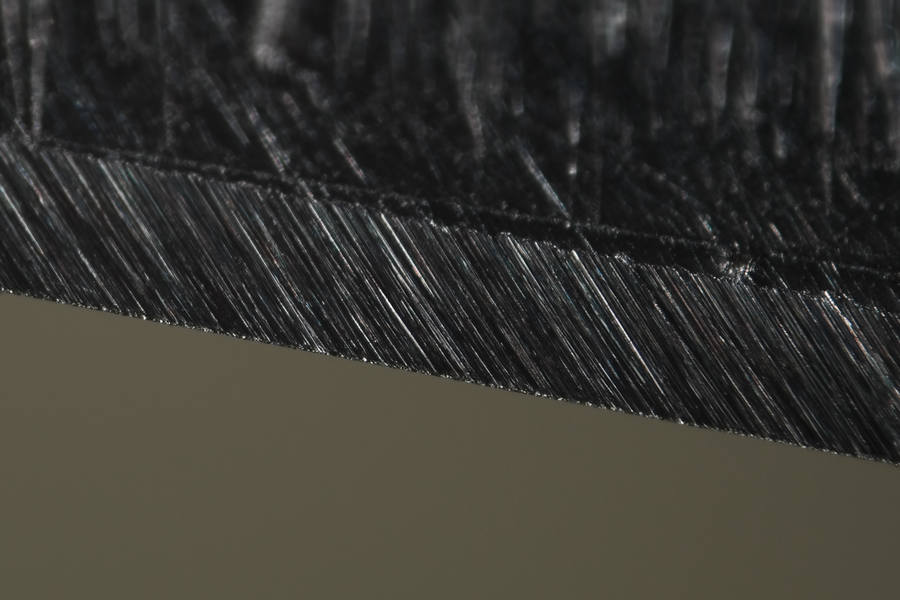
В общем - получилось вот так:

Это при таком освещении, которое чаще всего при оперативном контроле осуществляют - т.е. очень выраженное косое освещение. Всё выглядит нарочито грубее, чем есть, но косяки - скрадываются. Иные спросят "а что не так?" - я поясню.
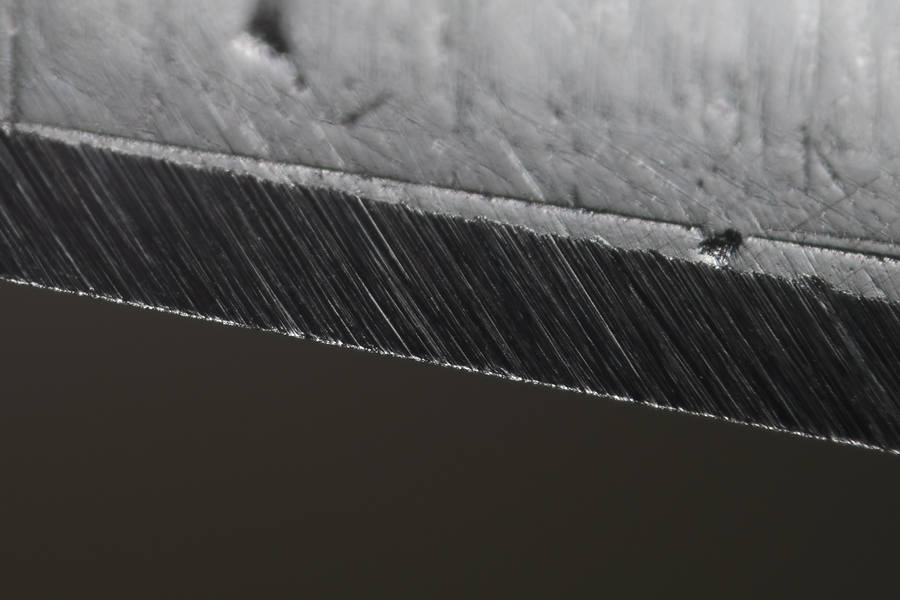
Поэтому вот снимок того же участка, с другой постановкой света:

Это уже информативнее. Все снимки, кстати, как обычно кликабельны и по клику перейдя на фотохостинг, их можно открыть во вменяемом размере.
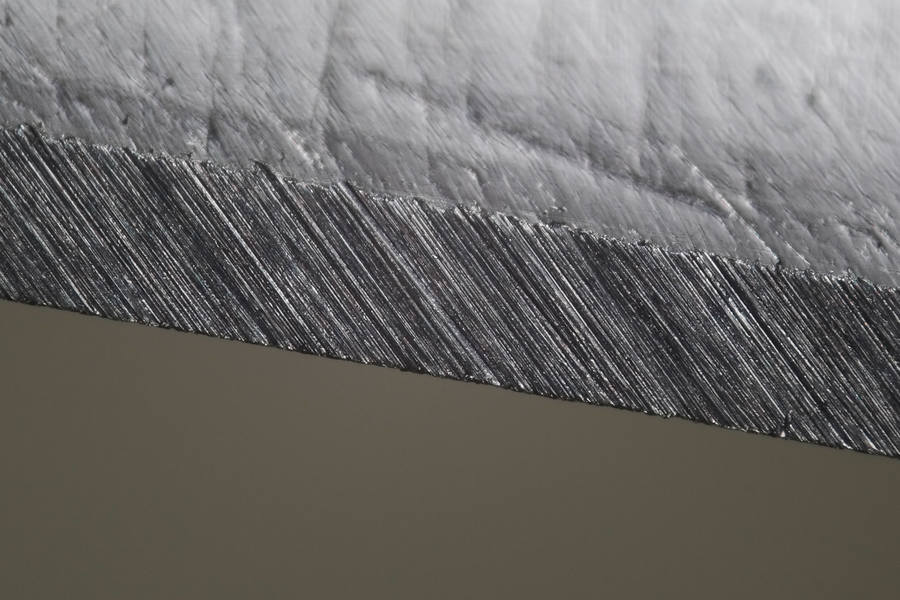
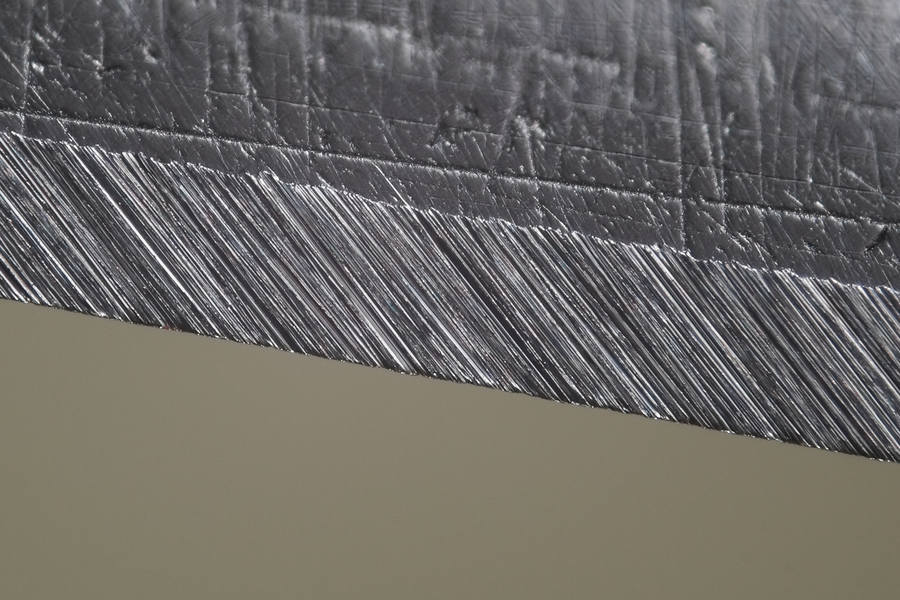
Где же "ложка дёгтя"? Она на самом деле довольно большая, эта ложка. Но требует внимательно посмотреть на последний снимок - кадрирование предыдущего - тоже кликабелен:

Несмотря на то, что брусок работал без взбадривания более года, несмотря на густое вязкое масло в достаточном количестве, я не избежал шаржирования в клинок алмазного зерна, причём не одного. Выделил самое явное на данном участке клинка - обвёл.
Что можно сказать по этому поводу:
1. Используя откровенно не подходящие абразивы под сталь, избежать подобного полностью не получится. Тут и так удалось купировать проблему настолько, насколько это вообще возможно, по сравнению, например, с использованием алмазных брусков на гальванической или на органической связке - они теряют зерно и обломки зёрен, которые заседают в вязких сталях, куда охотнее - в разы. Например, я это показывал в после 70 по ссылке: https://www.myabrasive.ru/foru...&t=220&start=60
Поэтому, как наименьшее из зол, я рекомендую если уж и применять для таких сталей алмазы, то на медно-оловянной связке. Исключение составляют алмазы на полимерной связке типа Matrix (Columbia Gorge), но они дороги, и не подходят к работе "в поле" - в т.ч. по требованиям к обслуживанию их, хранению и пр.
2. Лично я считаю, что затачивать клиенту с допущением подобных огрехов, т.е. оставляя заведомую "подлянку", которая будет провоцировать в месте таких застреваний зёрен микротрещины, сколы и прочие неприятности, кроме того, оставляя вероятность попадания такого зерна в пищу, а значит, потенциальную встречу его с зубной эмалью - недопустимо с точки зрения профессиональной этики, да и просто человеческой (хотя сейчас развелось "тоже заточников", которые запросто так делают).
Другое дело, когда затачиваешь себе, хорошо представляешь риски и возможные последствия подобных заточных решений: для инструмента "общего назначения" я считаю это вполне нормальный и далеко не худший вариант при подобных вводных для работы в полевых условиях.
Ногтевой тест демонстрирует при проводке поперёк ногтевой пластины "подтормаживание", волос застругивается. При том проводка по краю ногтя по росту его, даёт тактильный отклик "сыпь" - "пилка" от рельефа фасок, обеспечивающего агрессию реза.
В общем - вот такой ответ на поставленный вопрос. Конечно, лучше бы для таких сталей использовать грубопритёртую керамику, но это уже за пределами данного вопроса.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Об успешном экстремальном шаге зернистости на примере Полтавских брусков CBN - можно почитать и посмотреть в посте 3 этой темы:
forummessage/224/27
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
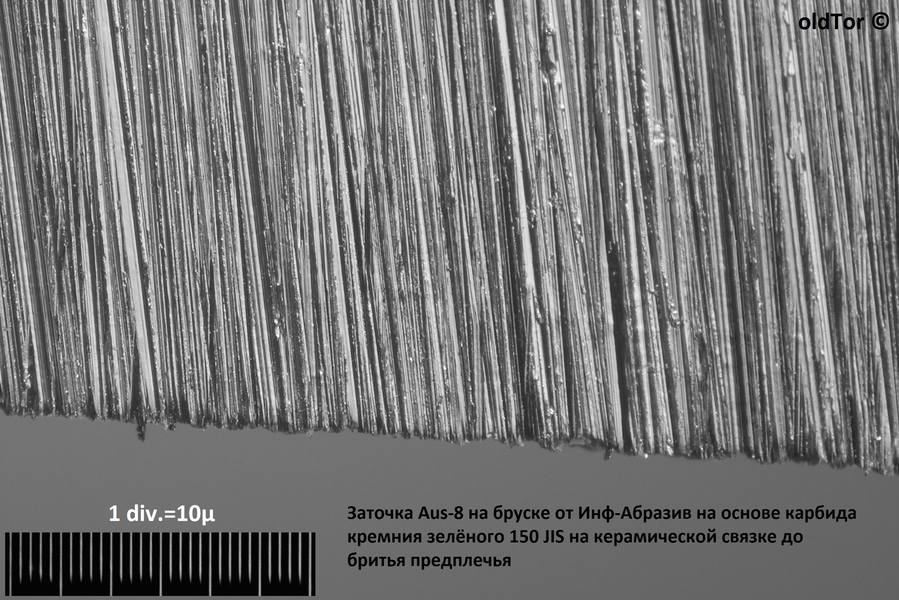
Перетачивал тут "Крысу" из Aus-8. Решил показать на её примере достигаемую тонкость РК на грубом бруске, причём не оптимальном для такой стали - на бруске от ИНФ-АБразив 150 JIS на основе зелёного карбида кремния.
Что планировалось показать: использование всем известных азов заточки на водных брусках, таких как:
1. выбор оптимального давления
2. частая смена сторон клинка
3. варьирование характера обработки засчёт изменения количества воды
4. варьирование количества и насыщенности суспензии
5. удаление суспензии перед окончательным этапом обработки на конкретном бруске и слежение за её отсутствии на нём
Позволяют не давать вырастать заусенцу и достичь весьма тонкой кромки, способной даже после такого грубого бруска брить предплечье и пластать газетный лист без проблем.
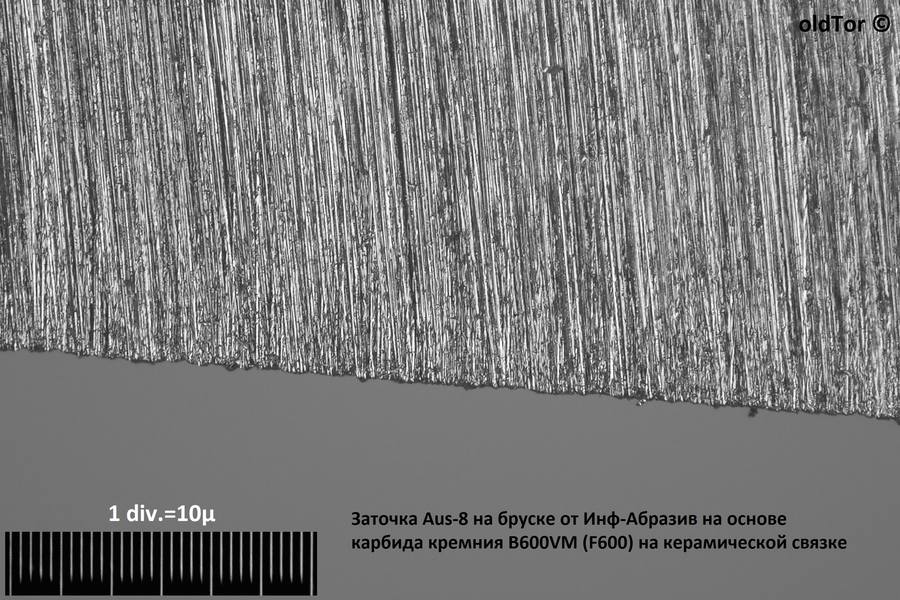
Сам по себе такой результат на особо грубом камне имеет ограниченный смысл, так как кромка получается не стойкая - максимум она годится для работы по чему-то мягкому - например по мясу и ограниченное количество времени, но зато, если планируется далее заточку продолжать, она закладывает хороший фундамент на будущее - например, можно делать большой "шаг" обработки - я без проблем далее взял брусок от Инф-Абразив B600VM (F600) и полностью удалил им риски от предыдущего и повысил тонкость кромки, работая по всей ширине довольно не маленьких фасок (нож старый и не пересводился), потратив по 3 минуты на сторону.
Да, карбид кремния не лучший выбор для не особо твёрдой нержавейки, но ради скорости обработки и умея пользоваться водными камнями, это недурная альтернатива электрокорунду на твёрдой связке.
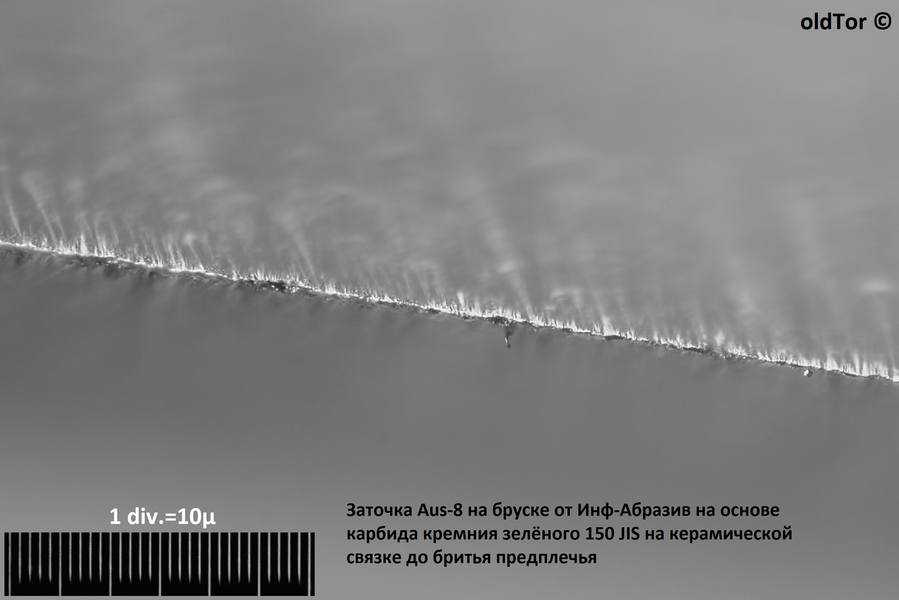
Сделал микрофото - на первом видна глубина неровностей на кромке и артефакты на ней, оставшиеся от подрезки зерном самого камня начатков заусенца, а на втором - кромка "в лоб" - можно прикинуть толщину, основываясь на шкале объект-микрометра на снимке, на третьем фото - результат после F600, причём заусенке я не дал вырасти и на нём, а технологический барьер не делал:
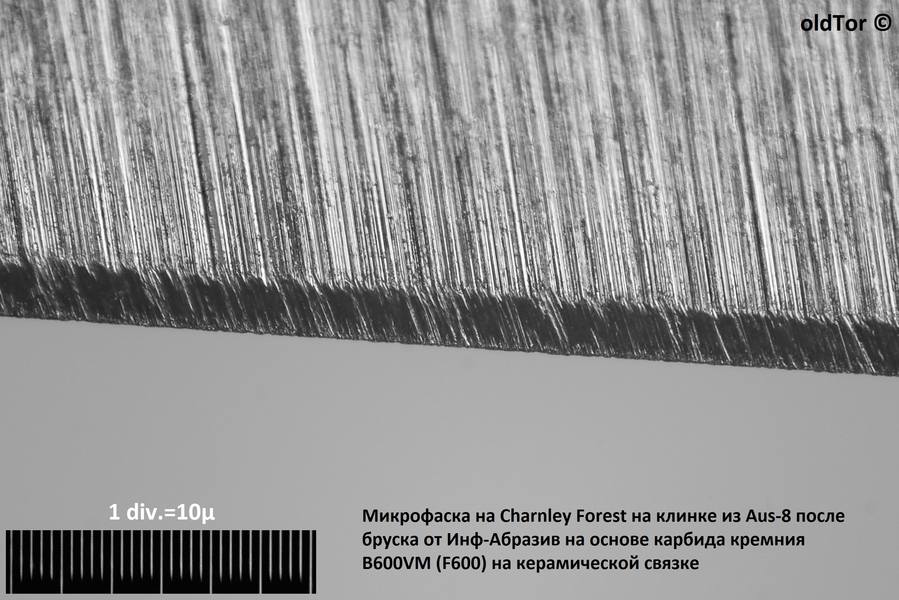
Ну а поскольку всё-таки сталька слабовата, сделал микрофаску на Чарнли Форест с маслом - узенькую, всего 50мкм., но не особо тонкую и опять-таки без ТБ - мне была нужна довольно грубенькая и относительно шероховатая для такого этапа кромка, что получается само собою даже на камне, обычно работающим сильно тоньше, но если делать такой шаг обработки да ещё и без ТБ - пусть это будет и примером того, когда ТБ сознательно не выполняется:
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
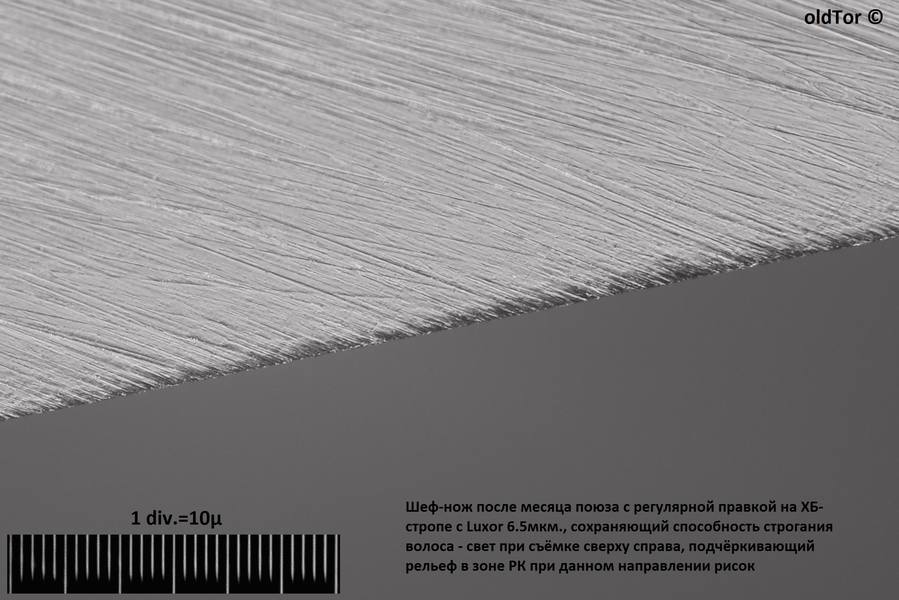
В первую очередь обзор о падении света при оптическом контроле и фото (снова), а также о шаге обработки и удержании рабочей остроты.
Нож заточен был месяц назад на керамике в притирке на алмазном зерне 50/40мкм. на 26 градусов полного угла (шеф трамонтина по-мастер) и правился регулярно на ХБ-стропе крупного плетения с пастой Luxor 6.5мкм. Последнее время с небольшим повышением угла. Ножом резал исключительно на буковой доске, применение ежедневное.
Даже и сейчас усталость кромки вменяемая пока что, но пробег между правками сократился раза в два (вместо примерного 1 раза (секунд 10-15 времязатраты) в 3 часа работы до 1 раза в час-полтора). Кромка при ногтевом тесте продолжает тормозить, волос застругивается, рез агрессивен. Угол прирос до ~29 градусов.
Собственно, я не планирую уже его затачивать - пока в зоне РК риска не полностью сгладилась и агрессия реза сохраняется а область повышения угла столь мала, нет ощущения потери комфортности реза, так что и ещё поработает.
Внимание хочу обратить на проведение оптического контроля. Нередко замечаю, что фотопримеры иногда могут оцениваться не совсем верно - некоторые вещи могут казаться более гладкими, чем есть на самом деле и вызывать неверные выводы о том, почему нож всё ещё продолжает резать.
Это касается как рельефа в зоне РК, так и ракурса/отклонения фаски от плоскости кадра, и падения света - оценить скругление, если оно не имеет чёткой границы непросто может оказаться. Вот примеры - комментарии в самих снимках:

Заточка тут, конечно, небрежная и по мере направок это становится заметнее, но тем не менее такой клинок продолжает удовлетворительно работать по своему назначению и даже годится для исполнения срезов для макросъёмки - вот вчера делал им срез крыжовника для съёмки - масштаб сравнительно небольшой, но всё-таки - срез весьма чистенький, без зацепов, задиров и смятий:
Крыжовник. UVIVF. Макро с объективом Vivitar-LU 50mm f3.5 Enlarging lens в прямом положении с макрокольцами, флуоресценция, HDR. Освещение - УФ светодиод 365nm + светофильтр ZWB2

------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
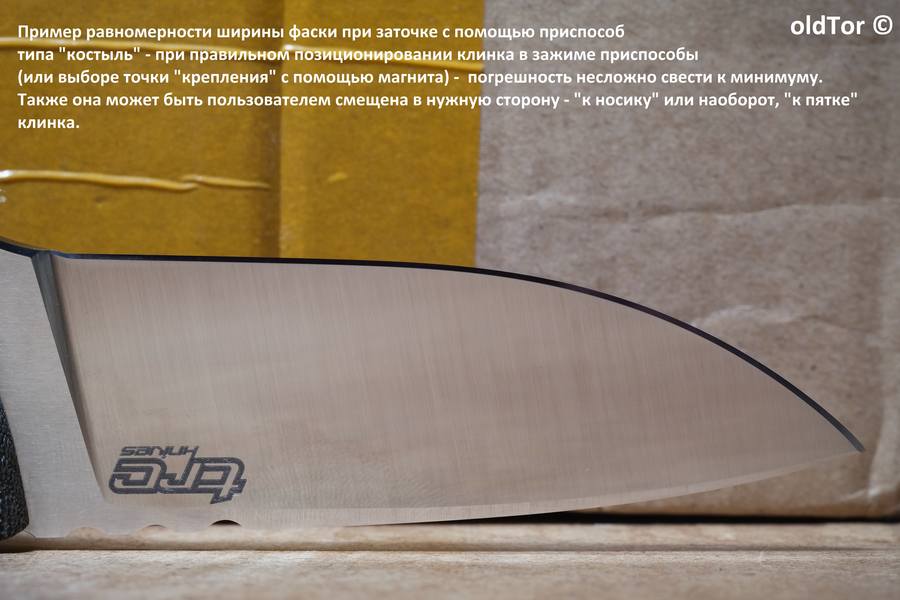
Последнее время часто задают вопрос о том, насколько равномерную можно получить ширину фасок и равномерность угла при заточке на тех или иных приспособах, в частности на разного рода "костыльках" - тема с обсуждением таких приспособ:
forummessage/224/19
Сделать это на подобных приспособах не сложнее, чем на "апексоидах". Главное выбрать точку закрепления клинка так, чтобы максимально нивелировать разброс угла. Ну и от техники заточки, конечно, тоже зависит - приспособа за человека не думает и не работает, ни одна. А сложности что при работе на приспособе за полтысячи долларов или на собранной своими руками из подручных материалов - часто ничем принципиально не отличаются.
Ну вот сегодняшний примерчик:
Ну а собственно заточка - тут пример уже другого характера.
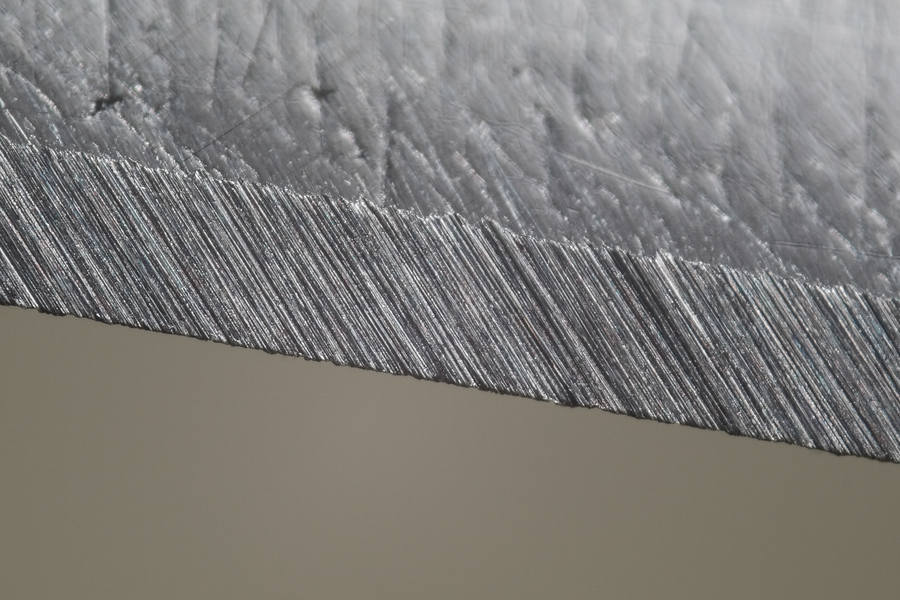
О том, что подавляющее большинство фабричной заточки является наиболее упрощённым вариантом заточки "ступенчатой" - полагаю, всем известно. Достаточно посмотреть в лупу на канцелярские и строительные ножи, лезвия для Т-образных бритвенных станков, подавляющее большинство кухонных и поварских, аутдорных и пр. ножей и так далее.
О подобном варианте заточки и о том, как сделать её как следует, я в своё время уже писал подробно:
https://www.myabrasive.ru/forum/viewtopic.php?f=9&t=261
Хочу показать подобный вариант на ноже из стали Elmax от TRC, показанном на фото выше.
Заточка выполнялась на бруске от Гриндермана A400VL - обзор о нём я делал в посте 234 по ссылке:
https://woodcraftsman.ru/index.php?topic=46757.225
Поскольку там фото работы есть, хоть и по сталям попроще, в частности по 440с, но в целом представление о характере обработки составить можно - по элмаксу он практически не оличается - производительность очень высока (элмакс в принципе очень хорошо обрабатывается брусками на основе оксида алюминия - проверено на множестве самых разных клинков из этой стали в разной термообработке, на протяжении многолетней практики). Ну и твёрдость связки вышеупомянутого бруска очень хорошо подходит для элмакса - форму держит хорошо, засаливаемость слабая - большая часть снятого плавает в СОЖ, а малое количество заседающего в поверхности бруска легко смывается - в ванночке для замачивания рукой раз провёл по бруску и порядок. При том нет и избыточного истирания - суспензия образуется крайне умеренно, и поработать без неё не представляет проблемы, равно как и натереть её из бруска принудительно побольше, если нужно, любым камушком/брусочком сопоставимой или большей твёрдости.
После заточки, я решил показать, вариант финиша с небольшим повышением угла вручную, на ХБ стропе с пастой Luxor 6,5 мкм.
Подробнее о работе на пастах и порошках на ХБ стропах, коже - можно посмотреть видео:
https://www.youtube.com/watch?v=gGv8410V-Mc
Сначала прошёлся по плоскости фаски прохода по 3 на сторону, затем слегка повысил угол, приподняв клинок над куском стропы, лежащим на рабочем столе буквально на толщину офисной бумаги - т.е. примерно на 100мкм. - такие вещи легко ловятся по мере практики, и сделал ещё по 10 проходов на сторону, строго соблюдая направление обработки, чтобы оно совпадало с тем, какое было на бруске - это полезно для сохранения агрессии реза - чтобы хоть и частично удалённый, частично сглаженный рельеф рисок на фасках оставался упорядоченным и выраженным - это способствует эффективному резу.
Да, надо отметить, что такая жёсткая стропа вкупе с размером зерна пасты работает очень быстро, и важно не переборщить.
И очень важно запомнить вот какую вещь - несмотря на широко распространённый миф о том, что "заусенец легко удаляется на пастированной стропе" - это касается только очень грубого и крупного заусенца, который можно увидеть невооружённым взглядом или в слабенькую оптику, а также ощутить тактильно. Но мелкую заусенку, особенно не согнутую на какую-либо сторону, или начаток образования новой заусенки после отхода старой - так удалить невозможно. Подробнее об этом писал ранее в теме "заусенец":
https://woodcraftsman.ru/index.php?topic=75757.0
Или, вот, недавно совсем в посте 94 по ссылке:
https://woodcraftsman.ru/index.php?topic=79739.90
Следует из этого вот что: чтобы нормально всё сделать на стропе, на которой в силу её эластичности мы вынуждены работать "от зерна", для качественного результата важно, чтобы уже перед применением стропы, неважно, ХБ, кожаной, фетровой или какой ещё, заусенец уже был бы удалён.
Потому, после заточки я выполнил технологический барьер, а затем уже только взялся за стропу.
Вот такой получился результат:
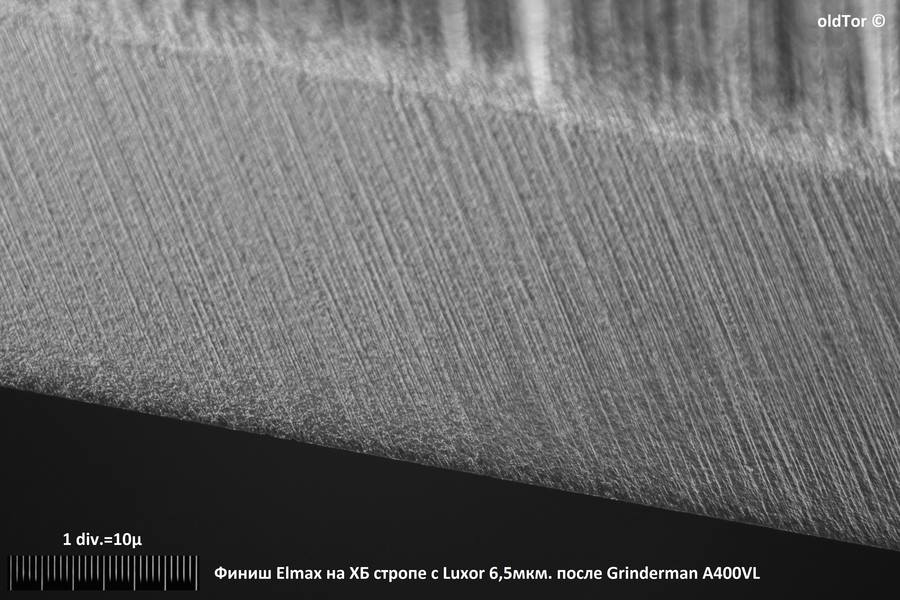
Конечно, такой вариант не будет обладать выдающейся стойкостью - дефектный слой от грубого этапа заточки не удалён полностью с области режущей кромки. Ситуацию спасает то, что заточка делалась хоть и очень производительным абразивом, но работающим не так уж агрессивно по сравнению с карбидом кремния на подобной же связке, не говоря уж о чём-нибудь, работающем более жёстко.
Как можно видеть, кромка вышла очень-очень тонкой, она легко строгает волос, весело "с отскоком" бреет предплечье и режет папиросную бумагу. При том, в силу некоторого обнажения структуры стали - она весьма агрессивна в резе. Конечно, для реза древесины я не стану выполнять такую заточку, но для небольшого ЕДЦ-клинка для реза продуктов и упаковочных материалов - всё вполне симпатично и подходяще. Да, фото кликабельно и перейдя на фотохостинг по клику, по ещё одному можно открыть снимок в оригинальный размер - можно будет заметить, что в отдельных местах карбиды торчат на самой кромке, а это значит, что скоро, и особенно при резе плотных и более твёрдых материалов - они выпадут из кромки такой тонкости. Можно заметить и несколько мест, шириной примерно около 8мкм. и глубиной до 3мкм., откуда карбидики уже выпали. Но для ЕДЦ-клинка "общего назначения" это не критично.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Да, попробовать стоит. Бывает так, что вроде сделал весь процесс заточки правильно, а в результате получил "мыльный" рез. И если работу переделывать не сильно хочется, или делать микрофаску на притире с пастой, что обычно помогает, то я беру весьма уже заглаженный DMT fine и на том же угле, на котором финишировал, совсем слегка прохожу им. Результат как правило всегда есть.
В основном это бывает нужно на средне твердых и мягковатых железках.
quote:
Ну и раз уж родился обзор, я решил, что далее покажу способ удаления заусенца, к которому обычно не прибегают. Но иногда он может помочь, если у кого ограниченный набор абразивов, а ТБ делать "религия не позволяет".
Можно поступить просто и "спилить" начинающий образовываться или уже образовавшийся заусенец..... предыдущим абразивом.
Если я не ошибаюсь, именно Ярослав первым так скрупулезно обьяснил в этом обзоре этот нюанс всесторонне. Сам метод ессно не нов, но выверенность объяснений и точность формулировок как всегда идеальная. Однако замечу, что подобный "фокус" при удалении заусенца делается успешно только при достаточном опыте и это не для полного новичка. Хотя если делать все с умом и не спеша, то результат будет положительным. В своем опыте подобное пробовал делать несколько раз, но на уровне баловства и стали <55 hrc. Но это было в период наработки первичного опыта несколько лет назад и оценить качественность действия тогда не мог в достаточной степени, а далее научился работать с ТБ, продольными движениями в начале работы на следующем абразиве и вовремя переходить на частую смену сторон на предыдущем.
Но научиться и освоить для себя описанному Ярославом приему интересно и полезно в копилку личного опыта.
За обзор и фото - спасибо!
Благодарю, уважаемые коллеги!
Спасибо, здорово !
Спасибо, Ярослав!
Кстати, в посте 119 по ссылке:
https://www.myabrasive.ru/foru...t=169&start=100
Обзорчик тоже о керамике (коричневой от Гриндермана) и о микрозаусенце - можно сравнить результат на фаске и РК керамик в обзоре выше и по ссылке - "фишка" в том, что шероховатость коричневой Гриндермановской - более грубая, но совсем иного характера, чем у Идахона в притирке на КК F60. Но работает коричневая намного тоньше. Вот прекрасный пример того, что часто важнее характер шероховатости бруска/камня, а не класс её.
Привет!
По фаскам, как при заточке обычным образом. Просто берёшь предыдущий и работаешь. Чуть-чуть. Главное - не дать заусенцу просто загнуться на другую сторону, и именно срезать засчёт более глубокого врезания зерна. Потому лучше если камень масляный - чтобы масла было мало, а движения лучше делать более быстрое и менять стороны каждый проход. Вот на выгладившихся абразивах это может не получиться, тем более что часто бывает так, что абразивы твёрдые и хотя бы просто не обновляющиеся легко, многие юзают без освежения подолгу - а как известно, чем больше "тупых" зёрен - тем больше идёт пластическое оттеснение материала, т.е. то самое "натягивание" заусенца. Т.е. абразив должен быть во вменяемом рабочем состоянии.
Тут можно задать справедливый вопрос - а почему тогда на некоторых абразивах, особенно природных, применяют сглаживание по вершинкам структуры, особенно для работы по малым углам заточки. Ответ такой, что на этапах преддоводки и доводки, всё в принципе работает несколько иначе и у нас нет задачи снять много, но наоборот работать с уже созданной РК, а не продолжать её формировать. Т.е. в такой ситуации заусенка уже давно удалена и работа идёт в принципе не на превалирующее резание, и при очень мелких снимаемых "стружках", почти все топовые природники, к примеру, не дают проблем с заусенкой при нормальной технике работы - она удаляется абразивом по мере формирования - вот эта особенность очень ценна, особенно когда ею камень обладает в разных притирках и в разной степени деградации своей поверхности от работы.
Т.е. и от особенности абразива зависит - на некоторых камнях тонких, как и на некоторых грубых - в принципе трудно даже специально добиться выраженной заусенки - она хорошо подрезается на начальном этапе её образования самим же используемым абразивом. Вот как на керамике в определённой обработке поверхности, например из под плоскошлифа коричневая от Гриндермана. Или в притирке, как у меня идахон - очень грубой и пока не сгладились вершинки полученной структуры. А притирка до F400 - F600 и тоньше, да ещё подвыглаженная от работы или неудачного завершения притирки - как раз только и делает что натягивает заусенку.
Ну и тут получается, что изучая свои абразивы как раз и начинаешь понимать, что из них в каком применении, как себя ведёт - это очень много даёт для повышения скорости работы, так как можно исключить ненужные действия.
quote:Originally posted by oldTor:
Можно поступить просто и "спилить" начинающий образовываться или уже образовавшийся заусенец..... предыдущим абразивом.
Причём - если делать аккуратно, то РК при этом можно получить более однородную и острую, нежели на том же абразиве получалась "до того" в первоначальном режиме работы после более грубого абразива или просто "в режиме обдирки".
Привет, Ярослав!
Спасибо за подробное описание техники, как всегда, очень интересно, подробно и наглядно.
У меня остался вопрос, про удаление заусенца более грубым абразивом. Я вообще не понял, как и в какой плоскости идёт обработка. У меня нет собственного опыта удаления заусенца более грубым абразивом. Обычно беру более тонкий, но всегда более резучий. Поясни пожалуйста, как ты это делал. Наверняка ещё будет случай и такая техника работы пригодится...
В рамках кое-каких экспериментов с притиркой керамики, родился следующий обзор. Не о большом шаге зернистости, но зато о скорости работы)
Керамика Idahone в притирке на чёрном КК F60 c одной стороны и в притирке на зелёном КК F400 на другой. Да, сразу скажу, что выравнивание и притирка этой керамики изначально делалась на притире с алмазным зерном, ибо это самый производительный вариант для неё. И только после этого, уже на КК делалась окончательная притирка. Причём сторона, притёртая на F60 - загрубление на нём притирки до F320. И поскольку дробится КК активно, то очень трудно говорить о повторении притирки "один в один". Я просто старался сделать, как можно грубее, но в среднем, работа получалась на уже поддробленном зерне, полагаю +- сходным с фракцией F100.
Собственно, рассчётные тесты ещё только предстоят, но надо было подточить один ножик из сандвика и я взял эту керамику. Работал с оливковым маслом.
Все микрофото сделаны с объективом Ломо План 10х0.22 с прямой проекцией на матрицу, кадрированы так, что по горизонтали кадра - 1мм. Ширина фасок клинка ~ 0,16мм. Все фото кликабельны.
Угол заточки конский - почти 50 градусов. Я на такие углы обычно не затачиваю, но тут надо было для кое-какой проверки.
Итак, сначала ТБ на шкурке P600 с графитом, ибо у клинка были забойчики и далее заточка на грубопритёртой стороне ~ 2 минуты работал:
Как видно, несмотря на чрезвычайно узкую фаску и грубую притирку - грубость обработки не кошмарная. Клинок легко бреет предплечье. Очень агрессивен.
Далее беру сторону более тонко притёртую. Работаю 1 минуту. Клинок режет волос. Смотрю в микроскоп МПБ-2 и ничего плохого не вижу, но чудес-то не бывает, да и ногтевой тест мне не нравится, так что смотрю в бОльшем увеличении и по результатам делаю ДВА микрофото ОДНОГО участка клинка с разным углом падения света - имитируя то, как обычно подсвечивают клинки новички - для пущей наглядности того, при осмотре каких снимков заточки в интернете лучше посомневаться о том, что там на самом деле на РК.
Та-дам:
Ну вроде всё же прилично?) "Зубчик" на РК просто виден, ага? А вот нет.
Меняем угол падения света и вуаля:
Это даже не заусенец, а начало формирования (впрочем, я когда-то уже показывал похожее явление на некоторых микрофото и делал подробный обзор, но судя по нулевому пониманию у некоторых, кто я точно знаю, читал тот обзор - необходимо повторить, а то не доходит) - уже легко сгибающаяся на сторону полосочка стали на РК, слишком тонкая и получившая усталость от воздействия абразива с грубым рельефом. Ещё несколько движений и будет классический жирный заусенец.
А пока что - это безобразие шикарно режет волос и не хочет переставать это делать даже если провести по винной пробке - обычно, если есть заусенец, то при таком методе удаления, он часто отходит, утаскивая за собой фрагменты РК, ну а пока это ещё его "начаток" - такого нет, но и конечно, назвать это громко "РК" - язык не поворачивается. У меня.
У некоторых любителей создавать нездоровые сенсации типа "заточки до реза волоса на грубом абразиве за 3 минуты" - это называется кромкой, да, а небрежение относительно заусенки и прочей гадости на РК отметается, как не значащее, или они даже уверены, что всё нормально, ибо, как правило, оптикой либо не пользуются принципиально, либо пользуются такой, что там это не видно. Как говорится - "глаз не видит - желудок не страдает". Да, ещё заодно это опровергает идиотский тезис некоторых персонажей, о том, что при углах в 40 и более градусов, заусенка "не образуется" или "почти не образуется" в отличие от углов меньших. Да-да, и такое тоже приходилось слышать, и не раз.
Ну и раз уж родился обзор, я решил, что далее покажу способ удаления заусенца, к которому обычно не прибегают. Но иногда он может помочь, если у кого ограниченный набор абразивов, а ТБ делать "религия не позволяет".
Можно поступить просто и "спилить" начинающий образовываться или уже образовавшийся заусенец..... предыдущим абразивом.
Причём - если делать аккуратно, то РК при этом можно получить более однородную и острую, нежели на том же абразиве получалась "до того" в первоначальном режиме работы после более грубого абразива или просто "в режиме обдирки". А агрессия реза при том будет очень высокой. Хотя стойкость конечно будет не ахти, но это уже совсем другая история. В любом случае она будет выше, чем если оставлять безобразие после работы более тонким абразивом, или если остановиться после первоначальной обдирки на этом.
Я сделал 3-4 прохода на сторону, меняя стороны каждый проход и всё в порядке - справа снизу на фото видно прилипший кусочек заусенки:
Да, если открыть в оригинальном размере, особенно, этот снимок и самый первый в посте - то будет хорошо заметно, что на кромке изменилось. Хотя всё равно - абразив грубый и пятно контакта очень мало, т.е. нагрузка на несчастный сандвик развивается очень большая. Предплечье бреет более "зрелищно", чем в первый раз). Но волос пока не берёт.
Ну а как же "до реза волоса за 3 минуты"? Неужели без заусенки это не сделать? Нет, можно. Но не тяп-ляп, не при любой технике работы, давлении и выборе абразива. И ключевой момент в том, что заусенка должна быть гарантированно убрана. И не "по ощущениям", а по факту. Самое сложное - после её удаления правильным образом, доработать до того момента, когда РК максимально тонка для данного абразива, но новая заусенка не успела начать образовываться. Научиться этому без методов оптического контроля - не представляю возможным, разве что статистически допустимые случайные "выстрелы в десятку" наобум. Ну а после обработки даже такой грубой, как в данном обзоре, и особенно если сталь достаточно простенькая - вполне сработает просто направка на стропе. Из ХБ или кожи, с пастой или на чистой. Я направлял на куске чепрака, без пасты, конечно - нет смысла при такой мягкой стали. 10 проходов на сторону и волос строгается без проблем:
Это я ещё переборщил - как можно наблюдать, на самой кромочке, даже просто чистая кожа начала "натаскивать" местами микроскопические в буквальном смысле слова, "чешуйки" стали на кромку. Да, пока не везде, и назвать это даже микрозаусенкой я не могу. Но обработка -это всегда процесс, динамика. Ещё проходов 10 и будет уже микрозаусенка. Ещё 50 сделать - и можно получить микрозаусенку, шириной уже не в 1-2мкм., а во все 10 - я проверял не раз на разных сталях. В т.ч. это вплоть и до сталей с твёрдостью до 60 и более можно получить. Не на всех, но там уже народ легко это делает применяя на стропах пасты)).
В общем, главное, что я хотел этим всем сказать, снова, это то, что без анализа собственной работы и происходящего на кромке, быть уверенным в чём-либо что в собственных действиях, что в оценке того, что показывают некоторые блогеры или многие "я не мастер в заточке, но я дам мастер-класс по ней" - невозможно.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Здравствуйте пытался недавно исправить советский складичок металл матовый,хозяин убил его я сам выпросил на испрвление кромка была в глубоких порезах 3-5 мм- проверяли твердость другого ножа,так вод после проведения всех работ на этапе заточки после гриндермана 320vl из кк пытался переходить на вашиту но несколько раз после начала работы получаю загиб рк 3см от зоны рикассо(гарда) не могу понять неужели выбран слишком большой и неудачный прыжок( вашита притерта на f400),буду очень благодарен за совет,спасибо,с Уважением!
------
Заточка на камнях;BR;
Здравствуйте спасибо! С Уважением!,С.
------
Заточка на камнях;BR;
Если Вы про пост 14 в начале темы, то там не после индиа, там Гриндермановский брусок. За сколько - я конечно на память не жалуюсь, но вспомнить такие подробности заточки, произведённой в 2013 году, я не в состоянии, спустя столько лет).
К тому же там ещё упоминается кварцитик (который кстати не совсем кварцитик) применённый между грубым бруском и пробкой с ГОИ N3.
Сталь там - хреновенькая пластилиновая 65х13, а её почти что угодно обрабатывает оперативно, так что переносить такой опыт на более твёрдые стали, да даже на ту же 65х13, но в нормальной термообработке и на хорошую твёрдость - тоже не стоит - это был, так сказать, пример именно "для бросовой нержи".
Вообще, скачок с обдирочного грубого бруска до пасты на эластичной основе, целесообразен в машинной заточке, не претендующей ни на особое качество, ни на особую стойкость - там это гораздо быстрее в принципе. Собственно - это самый "куцый" и примитивный вариант ступенчатой заточки, применяемый повсеместно в промышленной заточке и ножей и самого разного инструмента.
Иногда так делаю, когда затачиваю некоторым знакомым ножи, к которым не предъявляют особых требований по лёгкости и чистоте реза, а также стойкости, и которыми всё равно будут пользоваться от "неаккуратно" до "вандально". По подобным вариантам примеры приводил тут, в посте 4, именно на станке:
http://www.myabrasive.ru/forum/viewtopic.php?f=20&t=254
И немного касался этого вопроса в теме "О хорошей заводской заточке и о том, как её повторить" - там в конце первого поста изложил то, как вижу принцип такой обработки и принцип _имитации_ такой обработки как бы "в масштабе", вручную (или, по крайней мере, без механизации):
http://www.myabrasive.ru/forum/viewtopic.php?f=9&t=261
Здравствуйте спасибо и как всегда очень убидительно и еще вопрос а за какое количество времени Вы Ярослав смогли убрать риски от индии на притире из пробки с гои 3(условно это где то м20 наверно)спасибо с Уважением.с.г
------
Заточка на камнях;BR;
Посмотрите пост 193 по ссылке, в этой же теме:
forummessage/224/12
Там пример, который в частности показывает, что проблемы могут возникать при ситуациях и с не самым огромным шагом тонкости обработки, в силу особенности стали и твёрдости её, в сочетании с твёрдостью тонкого абразива, к примеру. Иногда первые движения могут при воздействии на "рёбра" рисок грубого абразива, например спровоцировать сколы. И (что вообще самая основная и частая проблема такого метода с большим шагом зернистости/тонкости обработки), за вменяемое время удалить тонки абразивом риски и дефектный слой от грубой обдирки, не представляется возможным - до "донца рисок" грубого доработать - это одно, а вот снять с запасом, да ещё и проработать как следует - это уже намного труднее.
А ведь именно это может обеспечить хорошую стойкость, а не просто рабочую остроту на ограниченное время.
Так что важно понимать, что метод с большими скачками по тонкости обработки - в принципе паллиатив.
И степень его пригодности или непригодности, стоит выяснять экспериментально для конкретных случаев соотношения сталь/cет абразивов.
А если просто лепить такой метод заточки везде и всегда, то хорошего результата, сопоставимого с более постепенной и "поступенной" тщательной обработкой - ждать не стоит во многих случаях.
Но Вы правы в том, что снижение шероховатости после обдирочного абразива, методом работы на нём со сменой направления движений (а также применяя работу с суспензиями) - операция полезная для облегчения работы последующего абразива и повышает шансы и при большом скачке тонкости обработки получить результат получше - это да.
P.S.
Кстати, заметьте - я использую чаще именно понятие "шага тонкости обработки", а не "шага зернистости", так как напрямую получаемая шероховатость от зернистости не зависит и по разным сталям один и тот же абразив может оставлять совершенно различную шероховатость и различного качества поверхность фасок и кромку. Потому чей-либо пример обработки с шагом типа "200 грит - 4000 грит" - с разными абразивами таких зернистостей и по разным сталям, не будет одинаковым. Конкретику под ситуацию - подбирать нужно собственной практикой, анализируя в процессе проб, как происходит обработка и какой она даёт результат.
Да и в любом случае, заводская заточка в подавляющем большинстве случаев - не то, что стоит брать в качестве примера. Исключения есть, но это именно исключения, и довольно редкие.
Здравствуйте спасибо!значит нужно этим же абразивом например круговыми движениями с уменьшением давления-уменишить глубину рисок от этого абразива и прижок,видел заводскую заточку с 200 грит перешли сразу на 4000
------
Заточка на камнях;BR;
quote:Originally posted by Cer.valeew2016:
Здравствуйте подскажите пожалуйста а насколько качественная стойкость рк при больших "прыжках" по зернистости ?или если делать значительно повышение угла то это неважно(по методу ступ.заточки) спасибо с Уважением!
Стойкость от прыжков при прочих равных не зависит. Другое дело, что при больших прыжках и низкой абразивной способности брусков очень активно идет не съем металла, а размазывание-замазывание грубых рисок. Если после грубого абразива замазать а не вывести по глубине риски, то стойкость будет очень невысокой.
При значительном повышении угла легче снять металл до дна рисок, но сделать халтуру можно прилюбой технике, как и при любой технике можно сделать качество.
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
Здравствуйте подскажите пожалуйста а насколько качественная стойкость рк при больших "прыжках" по зернистости ?или если делать значительно повышение угла то это неважно(по методу ступ.заточки) спасибо с Уважением!
------
Заточка на камнях;BR;
Добавлю пару ссылок в тему - примеры успешного результата с очень большим шагом зернистостей:
Сталь 440с. Сет абразивов - Индиа-файн + Чарнли Форест грубый, пост 406 по ссылке:
forummessage/224/13
Сталь cpm s35vn. Сет абразивов - Петроградъ K-150-B + I-1000-VB, пост 15 по ссылке:
forummessage/224/13
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Воть
Полагаю,что выбор абразива в сете помимо марки стали -ещё зависит и от степени уделанности пациента))
На фото традиционный немецкий нож для завтрака.
Им режут на тарелках-посему острый он бывает недолго.
Решил попробовать сразу применить что-нибудь из тонких камней.
Увы ,не-вышло ))
Тестил :
-байкалит
-винтажный арк
-турецкий камень
-Линн Идвал
Этот арк давал больше всего шламма -именно этим критерием я и подразумеваю "лучшесть".
Потом сие действо мне надоело и в итоге я заострил этот нож вашитой ))
И не один, регулярно ими пользуюсь. Чаще вот этой парочкой:
Pike & KBJR. Оба небольшие - один 100х37х22мм., а другой - 102х34х28мм. Мой любимый типоразмер из компактных. На фото - слева Пайк, справа KBJR (под этим брендом мне попадались арканзасы неоднократно, и всегда были очень хороши):

Они слегка отличаются окрасом, однако в работе, разница еле-еле заметна и скорее тактильно, нежели в характере работы. Оба обладают просто шикарной производительностью и при том, способностью давать весьма тонкий и при том очень резучий финиш.
Иногда пользуюсь вот таким вот "атипичным" профилированным - он погрубее, для тонкой заточки, а не для доводки:

Или вот таким - он тоже не самый тонкий, но доводку можно сделать, не только тонкую заточку - смотря опять-таки что за сталь обрабатывать и как именно работать:
https://yadi.sk/a/fO1VyS4A3VfNgx/5af4236e9fd889653ba84329
Первые два что показал - намного тоньше при сопоставимой производительности.
Лучше или не лучше - не считаю возможным сравнивать, для меня это всё очень разные вещи. Тем более, что чарнли у меня несколько и есть совершенно разные:

Тем более, что чарнли (кроме одного, самого крупного) я применяю и с водой и водными суспензиями, и с маслом, а в таких вариантах, это совсем различный характер работы и различная оставляемая шероховатость даже в рамках одного камня.
Я беру под конкретный клинок, зная характер работы всех этих камней по сталям разных групп и в зависимости от того, какой финиш хочу получить, нужна мне доводка или достаточно тонкой заточки, или вообще нужен грубоватый финиш.
Так что для меня, сравнивать всё это многообразие, оперируя просто понятиями "лучше\хуже" - невозможно, как тёплое с мягким.
Единственно, скажу, что по высокованадиевым сталям я предпочитаю тот или иной чарнли, так как по ним эти камни производительнее. Ну и по некоторым "обычным порошкам" тоже часто предпочитаю чарнли, из тех, что помягче, особенно если очень высокая твёрдость при высокой насыщенности карбидами - иначе, особенно при более-менее большом шаге обработки, можно в самом начале работы, перейдя на тонкий камень слишком твёрдый, насажать микросколов.
То олдТор
Да,помню,что вам CF понравились.
Но ,как насчёт винтажных желтоватых транс.арков ?
У вас же наверняка есть такой в коллекции.
Недавно получил такой бланк.
Субъективно -он лучше ,чем CF.
Хотя ,если брать новодельные транс.арки,то Чарнлик лучше будет.
я точил АУС10 алмазами 25%, насколько помню все было очень не плохо, правда это был кухонный гуйто
Доводка на 50/40- это тоже шаманство ,что и доводка 125-ки нат.япом ))
Внешний вид подвода от 50/40 не того ...это и без микроскопа видно .
Впрочем буду прокачивать навык хорошей заточки на 20/14.На 7/5 -уже получается.
Подсевший ,25% конц-и уже даёт относительно приличный вид подвода.
По волокнистым материалам-алмазы самоё-то думаю.
Д2 нормально на алмазе 7/5 заостряется.
На железках попроще типа АУС8 ,8ср13 или сандвик -алмазы не понравились.
Впрочем ,видел в сети твёрдую АУС10 на 60 нрс.
Может по ней алмазы тоже подойдут.Точил китайскую 10ср15 -60 нрс,к ней алмазы подходят тоже.
quote:Надо посмотреть сколько продержится заточка, по по агрессии нож просто страшно в руки брать, впивается во все, к чему прикоснется.
Все оказалось не так радужно как думалось при срезании отпечатков пальцев.
Конкретная задача: есть старый (в смысле очень заслуженный) рюкзак. Надо срезать с него фурнитуру, ибо сам рюкзак уже протерт до дыр, а фурнитура из разряда"сейчас таких не делают" и очень хотелось ее сохранить для дальнейшего использования.
Берем ножик и начинаем очень аккуратно срезать нитки и не очень аккуратно кромсать стропы. Нож сел не дойдя до середины. При этом еще бреет, но той агрессивности нет.
Хорошая "доводка" на Веневском алмазе 50/40 давала ощутимо(субъективно) дольшую стойкость при резе всяких "веревок". В общем(прогнозируемо) чуда не случилось.
Конкретно в теме о заточке d2, полагаю, эта марка стали разобрана достаточно и в плане особенностей её поведения, и в некоторых вариантах заточки:
forummessage/224/21
Что же касается частностей, типа заточки под рез конкретного материала, то это Вам и подбирать, так как никто на расстоянии не сможет оценить насколько у конкретной D2 хорошая обработка, структура, и как она себя поведёт при каких углах заточки, какой микрогеометрии заточки и каких применяемых абразивах.
Лично мне часто попадалась китайская D2, которую тоньше чем на брусках с зерном м10 точить особо смысла нет, ну разве потом направить на ХБ стропе с порошком КК м10 с маслом. Так как она имеет обычно весьма крупную структуру, неравномерно распределённые карбиды, может одновременно быть и дубовой и давать вязкий заусенец, и при том может легко выкрашиваться.
Не говоря о том уже, что часто на китайских ножах, вместо заявленной D2, находится 9Cr18Mov, причём многим "достоверным D2" из китая она не только не проигрывает, так как такая же средненькая, но зато выигрывает в коррозионной стойкости.
P.S. То, что вашита не дала плюсов вместо алмаза после алмаза же - уже не один год и разные люди, в т.ч. поумнее и поопытнее меня, писали о том, что переходить с алмазов напрямую на природники - как правило, не особо благодарная затея, и рассчитывать что от такого "перечеркнётся" то, что получилось на клинке раньше и всё станет "внезапно лучше" - точно не стОит. Достаточно вспомнить статистику за много лет раздела, что ожидаемых прекрасных результатов на хороших природниках, переходящие на них сразу с алмазов - не получают обычно, в отличие от тех, кто подготавливает клинок к финишу на природниках на других абразивах. Я бы при условии, что заточка выполнена до тонких номеров на алмазах, если нужна ещё тоньше - брал бы алмазы же, в виде полусвязанного зерна на стеклянном притире.
P.P.S.
В любом случае, вопрос о предпочтительной заточке D2 - лучше обсуждать в теме по ссылке - она более профильная для этого.
А в данной теме прошу писать конкретно о своём опыте или спрашивать рекомендаций исключительно в рамках темы.
Посмотрел видео :
forummessage/5/1236
И тоже решил Китай Д2 заострить )):
Финиш -новый Веневский алмаз 2/1
Брил нож хорошо...резал плохо.
Такой финиш на М390 отлично подошёл,а на Китай Д2 увы нет.
Взял вашиту -вместо 2/1 ,увы лучше не стало.
Сделал тогда откат на алмаз 7/5 -уже хорошо,нож стал агрессивно резать .
Какие будут рекомендации для заточки Д2 ?
На роль тестового материала у меня очень твёрдая венгерская салями,как аналог Михиной бастурмы )).
То Чингачгук
Походу не всё так просто ...
Иначе производители Ворсмы научились бы точить свою х12мф и Рекса бы пабдили ))Тонко сводить там не все могут,но может точить научатся .
Заодно их ножи с заточкой с чукотским бубном пабдили бы ножи из порошковых железок от спецов с кухонной ветки ))
Ключевой фактор ,чтобы нож хорошо резал -это сведение ,а не бубны с заточкой.
При всём уважении .
Да,заточка конечно имеет большое зачение ,но нужна база в виде тонко-сведенного ножа.
Я всегда точу с шагом зернистости 50/40 25%(по шероховатости 600грит) потом 3/2(по шероховатости 2500-3000грит) потом "Золотой" (по шероховатости 16000) это для меня норма, так сказать стандарт.
На посиделках у Михи ГАИ Дима Фиксель подарил мне алмазный надфиль, приспособленный под зажимы Апекса. Супротив моего в стельку лысего Зубра 120грит этот просто жеребец на те же 120 грит.
Взял сегодня чисебу с Д2 и на 40 градусов заточил ее с ровныма попендикулярными рисками ка на заводской Бак Вангард. Потом на 55 градусов отполировал "Золотым". Свободно опускаемый волос перерезает в 5-7мм от пальцев, кожу с отпечатками пальцев срезает - аж страшно, жгутик крученый из туалетной бумаги срезает за пол движения.
Надо посмотреть сколько продержится заточка, по по агрессии нож просто страшно в руки брать, впивается во все, к чему прикоснется.
quote:Originally posted by alex-ice:
Евгений,как я понял- это был тест ?
Ёнгерт ножи тонко сводит ,зачем КК 150 было ставить ?
Вполне хватило-бы Гриталон М40.
Брезентовый ремень в роли заусенцо-сбивалки выступил ?
на 150 пошел только для теста, чтоб еще раз проверить утверждения о скорости работы по узкой фаске. Хотел увидеть реальное время на уборку рисок от самого грубого своего бруска.
Заусенец убрал на самом 150 бруске, но брезентовый ремень использовал для смягчения шероховатости на фаске, после такого грубого зерна, иначе он будет как напильник строгать мягкий М3 гриталон. Просто было жалко брусок...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Посоветую еще один простой сет по простой нержавейке, которым на днях заточил с десяток кухонников и остался доволен результатом, к тому же времени ушло минут по 20 на нож, что для работы на приспособе с нуля очень хорошо. Обдирка на 220 ОА Гриндерман (оранжевый), далее средняя быстрая вашита, (+1 градус полного угла), ЛИ (еще +1 градус полного угла). В принципе, по таким сталям этого достаточно, но я решил улучшить результат, взял яшму и использовал ее для удаления возможного микрозаусенца и приведения РК к окончательному виду, поднял еще + 1 и поработал пару минут с частыми переворотами на зерно, со строгим контролем давления и минимизацией веса направляющей. Кромка стала намного качественнее, острота резко увеличилась (в микроскоп я остался доволен). Понятно, что по таким сталям это совсем не обязательно, ЛИ достаточно, но я решил сделать, т.к. ножи идут на проф.кухню и повары часто поработав такой заточкой, на нее подсаживаются и уже не признают полутупых ножей
quote:Originally posted by alex-ice:
Данный сет может подойти по Элмаксу ?
Конечно, по Элмаксу, по М390 - нормально
quote:Originally posted by alex-ice:
На 36 град-тот-же Борайд т2 400 дал выход на заусенец.
Далее попробовал новый алмаз 2/1 на 37 град -увы,но скачок сильно большой
Это очень много. Новый 2/1 металл уже практически не снимает, больше гладит, а после Т2 400 еще довольно грубая кромка, размер зерна все таки 18 микрон. Тут можно добавить промежуточный камень, какой нибудь в районе F1000 и потом уже можно на 2/1 переходить, с небольшим повышением
quote:Originally posted by alex-ice:
Вообще интересно,чем можно скакнуть после Т2 400 сразу на финиш-это ведь Индиа файн по сути ?
Из тонких природников - ничем. Из средних: вашита, турецкий, хиндостан. Даже на ЛИ рано переходить
То олдТор
Спасибо за инфо.
Евгений,как я понял- это был тест ?
Ёнгерт ножи тонко сводит ,зачем КК 150 было ставить ?
Вполне хватило-бы Гриталон М40.
Брезентовый ремень в роли заусенцо-сбивалки выступил ?
Ещё варианты на эту задачу :
Пробка ,войлочный блок,кусочек мягкого дерева или обрезок.транс.арка ?
Сам удаляю заусенец путём переворачивания клина в зажимах точилки ,но не всегда на грубых абразивах это выходит.
quote:Изначально написано Евгений_Е:
..Делая большое повышение угла, вы не только делаете технологический барьер, но и работаете по очень узкой фаске, которая на первых движениях растёт очень быстро - практически удваивает ширину за один проход по бруску.
Именно поэтому так важно понимать, насколько широкую или узкую последнюю фаску надо сделать и соответственно этому подбирать абразив.
Очень важный момент ты озвучил.
Сегодня для теста проработал фаску на рубанковском 150 КК. Ширина фаски 0,2 - 0,3 мм, овощной из элмакса, серии проджект-м местного изготовления. Далее целиком зачистил всю фаску на М3 гриталон КК из новой серии (чуть тверже первых). Угол удержал плохо, заметна небольшая линза, но на убирание рисок М100 ушло чуть более 5 минут.
Мой вывод, по узким фаскам при работе на настольных брусках, можно делать довольно большие скачки по размеру зерна. Из опыта, на такую же работу по фаске в 1мм, я потрачу не менее часа, скорее два.
Делая большое повышение угла, вы не только делаете технологический барьер, но и работаете по очень узкой фаске, которая на первых движениях растёт очень быстро - практически удваивает ширину за один проход по бруску.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано alex-ice:
...То олдТор :
Может байкалит или турецкий oil stone в более грубой доводке подойдут ?
байкалит, как по мне - нет, не подойдёт. Если его грубо притереть, он недурно, и, кстати, с водой в т.ч., недурно точит (а не доводит) именно довольно мягкую нержу. На s30v и тем более на элмакс - не то. Он твёрд и если идти на такой твёрдый камень сразу после рисок от намного более грубого - легко получить в самом начале формирования им следующей фаски, сколы на кромке - точечное воздействие твёрдого камня на относительно редкие рёбра грубых рисок. Вот к примеру - ллин идвал после не помню уже чего, но реально грубого, может индиа на дубовой s35vn, реально дубовой - слишком большой скачок, камушек даже тонкий работает грубовато и кромка получается недостаточно однородной - видно, что надо снимать ещё:
https://yadi.sk/a/QHsI6UV43VfNfw/5af4236501ecf5d5fcc7d9f1
Была бы повязче сталька, может и сработало бы, как я ранее в теме показывал арк после индиа на s30v. Но арк был - не самый далеко тонкий.
В общем, много факторов, я бы скорее сначала тем же турком поработал - в бОльшем количестве случаев это даст более предсказуемый результат. Переходы сразу на реально тонкие камни - возможны, но когда Вы сами в процессе заточки становитесь уверены, что это сработает хорошо в конкретном случае.
Если сталька кажется "суховатой" - лучше действовать с более постепенным повышением тонкости обработки. Если кажется "упругой" и достаточно вязкой, при хоть какой угодно высокой заявленной твёрдости - тогда можно и попробовать "шагнуть" пошире. У меня вот такие впечатления сложились.
quote:Originally posted by alex-ice:
Вообще интересно,чем можно скакнуть после Т2 400 сразу на финиш-это ведь Индиа файн по сути ?
То олдТор :
Может байкалит или турецкий oil stone в более грубой доводке подойдут ?
Либо очень тонкое сведение, либо много суспензии.
Судя по борайду, предполагается делать финиш на приспособе, т.е маленьким брусочком. Я бы на вашем месте выполнил финиш с большим увеличением угла на полноформатном настольном бруске. Это резко повысит скорость финиша и позволит формировать микрофаску исключительно на зерно со сменой сторон после каждого движения.
Из моего опыта заточки с микрофаской:
1. Повышение угла более 5 градусов на каждую сторону (+ 10 полного угла), позволяет вообщ не учитывать размер зерна предыдущего бруска, если он был однородным и не давал глубокой паразитной риски. Кроме алмаза, там все риски глубокие.
2. Настольный брусок во много раз быстрее, чем брусок в точилке. На настольном проще менять угол после каждого движения.
3. При создании микрофаски важно сделать её действительно микро, т.е без оптики её вообще не видно, а с лупой её найдёт только профессионал умеющий смотреть и видеть отблеск.
4. Создавая микрофаску на бруске длиной не менее размера клинка, мне достаточно до 20 движений на каждую сторону. Обычно 10 движений, контроль, при необходимости 5 движений, контроль, при необходимости ещё 5 движений. Ели этого не достаточно, возврат на предыдущий брусок.
5. Общий угол микрофаски может быть большим и даже огромным! Я реально финишировал кухню с углом 50 и даже 60 градусов. Микропила на кромке становится менее выраженной, но прямой рез совсем не страдает.
6. Удивительное наблюдение. Если клинок склонен тупиться микросколами, то микрофаска на глубину менее обычных микросколов или загибов кромки во много раз увеличивает стойкость РК к подобным повреждениям.
Ps. Забыл добавить, если я начинаю заточку на F400, значит обдирка, значит исправление больших косяков. В таких случаях я всегда прорабатываю до чётко ощущаемого руками заусенца. Потом убираю заусенец переменными движениями. Затем широкий брезентовый ремень, если предполагаю большой скачок по абразиву.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Пасиб за инфо .
Данный сет может подойти по Элмаксу ?
Тут такие условия "игры" :
Заточка в 2 камня .
Читал,есть такой способ заточки -без выхода на рк относительно грубыми абразивами :
В общем так :
Беру т2 400-35 град-сношу зводские риски ,но...выхода на заусенец увы нет.
Всё ж таки 58 нрс.
Более грубый камень брать не стал :
На 36 град-тот-же Борайд т2 400 дал выход на заусенец.
Далее попробовал новый алмаз 2/1 на 37 град -увы,но скачок сильно большой.
Лыжи не едут.
Взял алмаз 7/5-на 37 град.
Отлично- нож бреет с двух сторон клина .
Вообще интересно,чем можно скакнуть после Т2 400 сразу на финиш-это ведь Индиа файн по сути ?
То олдТор :
Может байкалит или турецкий oil stone в более грубой доводке подойдут ?
quote:Для простой нержи могу посоветовать короткий сет: Борайд Т2 400, Т2 800, туффит. На Т2 800 поднимаем на + 1 полный градус, на туффите еще + 1. Когда в конце работаем на зерно с подрезанием возможных остатков заусенца, еще на + 0.5 градуса. Получаем быстрый результат и приличный рез. Я так простые кухонники из мягкой нержи затачиваю
Хороший совет!
quote:Originally posted by alex-ice:
Борайд Т2 400-17,5град (половинный угол)-вашита -17,8-транс.арк- 18,3
Для простой нержи могу посоветовать короткий сет: Борайд Т2 400, Т2 800, туффит. На Т2 800 поднимаем на + 1 полный градус, на туффите еще + 1. Когда в конце работаем на зерно с подрезанием возможных остатков заусенца, еще на + 0.5 градуса. Получаем быстрый результат и приличный рез. Я так простые кухонники из мягкой нержи затачиваю
Ярослав ,Спасибо за инфо.
Железка понравилась .
Жаль ,что этот брэнд не предлагает тонкосведенные кухонные ножи.58 нрс это нормально для кухни.
На удивление-качество слесарки и заводской заточки,лучше сейчас,чем у Бенчмэйд.
Складни эти сведены в 0,4,что тоже отлично.
Только ...они маленькие (7см клин)- ну для экспериментов по заточке -подойдут,потом на подарки пригодятся .
При этих вводных, полагаю, что Ваш выбор по приросту угла удачен, и расклад по сету получается весьма компактный, и не должно быть существенных времязатрат на обработку.
Если что-то менять, в т.ч. из вводных, то можно, например, для облегчения реза, сделать так - обдирать на меньший угол, скажем на 30-32 градуса и повозиться, проработать до префиниша включительно по всей фаске, а потом тоненьким камнем делать узкую микрофаску, и градусов на 35 - учитывая, что эти клинки не сильно тонко сведены, это благотворно скажется на облегчении реза, а также будет некоторый запас по углу микрофаски на правки, однако заточные фаски здорово станут шире и раз Вам хочется чтобы выглядело красиво, прорабатывать их придётся как следует, тем более, что надо достаточно хорошо подготовить "почву" для микрофаски финишным камнем.
То олдТор :
Какой скачок по углам можете порекомендовать ?
На роль пациентов :
складники Sanrenmu 8сr13 ,58 нрс
Обдирка на 35-финиш до 37.
У меня их кучка-хочу попробовать с разными абразивами в контексте минимизации заточного сета.
Пока качественный финиш (внешний вид подвода) вышел так :
Борайд Т2 400-17,5град (половинный угол)-вашита -17,8-транс.арк- 18,3.
Алмаз 20/14 по этой стали выяснилось хуже ,чем Борайд Т2 400.
Приветствую!
Попробую разобрать этот момент.
Потому что на самой РК и сколько-то от неё "вглубь" клинка - дефектный слой практически идёт "насквозь". Т.е. чтобы дойти до не затронутого "слоя", центр которого сможет стать потом вершиной нормальной кромки, мало снять, скажем 5-10мкм. с кромки, что для технологического барьера и так многовато перед тонким финишным абразивом. Надо убрать, скажем в 10 раз больше. А это уже толщина, с которой на тонкий камень не перейдёшь - тут за разумное время им не получится заточить, да и созданная им микрофаска, окажется довольно широкой, пока дойдём до остроты. Это просто нецелесообразно. Надо вводить промежуточный абразив и не делать такого аццкого скачка по обработке.
По поводу заведомо слабой РК - когда зёрна абразива дают на РК боковую нагрузку - они её прогибают со стороны на сторону - там где сталь достаточно тонка, она уже прорезается, наиболее острыми и выступающими зёрнами, а давящими - продолжает продавливаться, пока не прорвётся + натаскивается заусенец - такие нагрузки создают усталость на этом участке.
Я показывал, как выглядит результат боковой нагрузки зёрен - гляньте вот тут пост 14:
http://www.myabrasive.ru/forum/viewtopic.php?f=10&t=208
Вот посмотрите там на быстрорез, и оцените, насколько далеко от РК этот эффект простирается, и прикиньте глубину - если получается такое продавливание на другую сторону, (причём что там это было очень осторожное с мизерным давлением просто нанесение рельефа на фаску, несколькими проходами, а не заточка - подробнее было вот тут про тот пример:
forummessage/224/18 ) это обозначает что всё это - получающий усталость дефектный слой. Это должно дать представление о том, сколько же надо, выполняя технологический барьер, сточить с кромки, при сходной ширине и глубине дефектного слоя, чтобы выйти на "чистый металл". И становится понятно, почему это лёгким снятием считанных микрон при выполнении технологического барьера и\или создании микрофаски весьма тонким абразивом - не приведёт к удалению столь масштабных деформаций.
Для этого целесообразнее всего, продолжить именно заточку, с более постепенным уменьшением применяемой зернистости.
Удалось передать идею? А то у меня что-то не клеится формулирование сегодня совсем...
Ярослав, добрый день!
Разжуйте пожалуйста попроще вот это:
"Но применение дальше очень тонкого абразива, не способного сточить перед тем как дать кромке выйти на высокую остроту, следы от воздействия зёрен предыдущего абразива - а это в частности продавливание стали в "донцах" рисок в зоне РК - та самая боковая нагрузка от зёрен абразива, когда они ещё не прорезают в зоне РК сталь насквозь, но близки к этому, сталь продавливается со стороны на сторону в "донцах" рисок и далее, если смотреть в микро в динамике (или почитать справочники по абразивной обработке, некоторые, а лучше и то и другое вместе), становится ясно, что это одна из составляющих и образования заусенца и, собственно, является в т.ч. одной из причин образования дефектного слоя (и фольги на кромке) - с достаточной усталостью, которая не позволяет кроме держаться, если такой слой на неё выходит, как бы мы его по верхам потом не сглаживали, чем бы то ни было."
Про негативный эффект понимаю тк постоянно сталкиваюсь, но причин и механизм никак не пойму (догадываюсь, чувствую, но ясно и просто как 2*2 никак не пойму(((
Разъясните пожалуйста доступнее почему и барьер и тонкий абразив не устраняют дефектный слой и почему кромка заведомо слаба хоть и остра.
С уважением, Иван
Недавно попробовал эдакий крайний вариант шага абразивов - заточил нож из аус-8 на 30 град. на индиа файн с маслом, выполнил технологический барьер, затем снова несколько проходов на индиа, меняя стороны каждый раз - это хорошая схема для пластичных сталей на масляных довольно грубых брусках, чтобы не иметь заусенки - главное - на последних движениях действовать крайне дозированно и постоянно проверять, буквально каждые пару движений - ловить момент, когда острота появилась, и агрессивность реза тоже, но зёрна абразива ещё не начали создавать новую заусенку.
А далее я взял... керамику от Гриндермана - я публиковал обзор о ней вот, в частности тут:
http://www.myabrasive.ru/forum/viewtopic.php?f=7&t=203
Повысил сильно угол и создал практически невидимый невооружённому взгляду микроподводик.
И далее начинается самое интересное - я в общем предполагал, что так оно и будет, но проверить было нужно.
Нож отработал нормально примерно в три раза меньше, чем если его затачивать так, как я делаю обычно, и дело тут не в керамике.
Это та самая ситуация, когда не спасает технологический барьер - мне вообще было интересно разобраться, в пределах его эффективности.
Ну и данная проба - один из аспектов такой проверки.
Насколько я смог оценить, постепенно, по мере деформаций РК ситуацию в динамике, за время поюза, всё упёрлось в дефектный слой от индиа.
При достаточно небольшом угле заточки и достаточно тонком клинке, даже очень аккуратно выполненная заточка на столь грубом зерне - средняя точка фракции у индиа файн в районе 35мкм., а результат я получил по шероховатости, работая очень тщательно, на уровне работы абразивов с зерном порядка 14-10мкм. - глубина воздействия зёрен абразива на сталь и ширина этого участка от кромки, оказалась больше, чем я смог удалить, выполняя разумный технологический барьер, на достаточно тонком абразиве и снимая не чрезмерно.
Т.е. он имел бы смысл, если бы на индиа я и заканчивал заточку - всё равно от столь грубой, ждать стойкости особо не приходится, а вопрос с заусенцем был бы грамотно и полностью решён.
Но применение дальше очень тонкого абразива, не способного сточить перед тем как дать кромке выйти на высокую остроту, следы от воздействия зёрен предыдущего абразива - а это в частности продавливание стали в "донцах" рисок в зоне РК - та самая боковая нагрузка от зёрен абразива, когда они ещё не прорезают в зоне РК сталь насквозь, но близки к этому, сталь продавливается со стороны на сторону в "донцах" рисок и далее, если смотреть в микро в динамике (или почитать справочники по абразивной обработке, некоторые, а лучше и то и другое вместе), становится ясно, что это одна из составляющих и образования заусенца и, собственно, является в т.ч. одной из причин образования дефектного слоя (и фольги на кромке) - с достаточной усталостью, которая не позволяет кроме держаться, если такой слой на неё выходит, как бы мы его по верхам потом не сглаживали, чем бы то ни было.
В общем - ожидаемо, кромка при обычном же поюзе стала получать длинные замины и загибы практически на всю ширину микрофаски от керамики.
Так что обработать тонко и выполнив технологический барьер - это далеко не всё, и делая это "для галочки", и без контроля - само по себе совершенно не обязательно обеспечит хорошего результата. Он получается, конечно, лучше, чем если совсем небрежно точить, но и от по-настоящему хорошего - тоже очень далёк.
Резюмируя, можно сказать, что:
Не удалённый дефектный слой от достаточно грубого абразива, сводит на нет полезный эффект от технологического барьера, даже при выполнении далее существенного повышения угла, с большим шагом по тонкости обработки.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Попросила супруга подточить овощник - я сильно удивился, так как только правил его керамомусатом, ну правда может угол подрос слишком. Проверил РК - всё нормальной остроты. Но - не устраивает лёгкость реза, всё-таки керамомусат (хотя у меня и тонкий idahone, который заявляют типа "3000", что в очередной раз показывает как глупо всё привязывать к зернистости и особенно - получаемую шероховатость), оставляет на мягкой достаточно нерже, риску сопоставимую с брусками м10-м7, а она у меня привыкла к ножам с совсем лёгким резом, что чистя ту же картошку это немаловажно - меньше нужно усилие, больше управляемости и меньше вероятности порезаться. В общем, на бруске 24а м28 СМ1 (не самая мягкая, кстати, СМ1, не "плывёт") Рижского абразивного завода быстренько заточил, снеся вторую фаску по которой и правил мусатом последнее время (думал может он всё-таки приживётся для таких ножей - но нет, не прижился - грубовато), и далее сделал вторую фаску на вот таком камушке:

Вот тема, посвящённая ему:
http://www.myabrasive.ru/forum/viewtopic.php?f=18&t=190
- с олеинкой он быстро справился со своей задачей - снято с объективом Ломо-План 10х0.22, по горизонтали кадра 2мм.:

В общем, камушек этот у меня прижился очень хорошо... Шаг зернистости велик, конечно, но по достаточно вязкой и не особо твёрдой нержавейке он вполне актуален и экономит время.
Само собой, перейдя на него, я, формируя вторую фаску, сначала зачистил риски от предыдущего абразива вдоль РК, подрезая и возникающий заусенец, затем проработал "сеткой", кладя риски крест-накрест, и наконец, нанеся риску в нужном направлении - по направлению реза.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
LI иногда и ещё грубее попадаются - мне как раз повезло, один есть совсем-совсем рыхлый и грубый, и второй - годный для финиша ножей и префиниша бритв - всё никак не соберусь сделать обзор с последовательным их применением - это довольно интересно получается, будет время - сделаю!
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Камень однозначно LI, поздравляю! Очень любимый мною камешек, но он скорее префиниш, а некоторые экземпляры по грубее вообще работают на уровне 3-4 К Гритт. Поэтому для финиша целесообразно посмотреть что-то другое. Хотя есть очень твёрдые экземпляры, годные для этой стадии.
Спасибо.
Турка обычно до F400-F500 притираю, байкалит - по-разному, который беру с собой на выезд что-то подправить, притираю до F600, а на которых доводку выполняю - до F1200.
To oldTor
Заточный сет :
турецкий камень (oil stone)- байкалит.
Для данного сета какую оптимальную степень доводки камней посоветуете ?
Проверил :
Этот сет работает ,но хотел-бы результат лучше.
2к - это всего лишь указание зернистости и не более, если не иметь в виду конкретный камень. Есть и медленные камни на такую зернистость, и бывает выбор камня неадекватно стали.
А тут и камень быстрый, и подходит под сталь хорошо - вот она и наглядная экономия времени и сил, когда одно к другому органично подходит.
К тому же тут заточка на стационарном воднике, с суспензией, что способствует производительности.
Да и W75 довольно удобная в заточке сталь, несмотря на 59-61, а у клинков с зонной закалкой бывает заявлена и 63 у кромки (хотя я бы больше 62 не дал, но это так, субъективизмы уже), и тоже несложно затачивается и доводится недурно - не "сухая", с вязкостью всё в порядке. Микросколы бывают, но исключительно на заводской заточке, а когда дефектный слой убран и заточка сделана как надо, то уже такого не происходит.
То suing
"Ну вы блин даёте " (с) ))
Как я понял камень в 2к- у вас выступил в роли обдирочника.
Хотя у w75 59-61 hrc.
Впрочем у меня мало опыта по заточке углеродки -один раз точил 65Г ,но начинал с Чосеры 1000.
На порошках обычно (если тонкое сведение),начинаю с алмаза 25 микрон.
Собственно понял иронию Ярослава по поводу реза закуски ))
REX121
После заточки от изготовителя- прошёлся на точилке с керамическими стержнями.
Нож весело брил и тонко резал твёрдую колбасу.
Но коврик резал с большим усилием ,на уровне китайца из стали хз за 10 евро.
Наточил по быстрому в 2 алмаза- коврик хорошо режет теперь,но на досуге буду делать другую заточку.
Если хорошенько подумать...
Хм, посмотрим, что я смогу углядеть...
Байкалит:
![]()
![]()
Яшма:
![]()
![]()
Чарнли форрест:
![]()
![]()
Опознаваемый/подозреваемый:
![]()
![]()
Опознаваемый рядом с чарнли:
![]()
Теперь присмотрелся к характерным чёрным точкам на поверхности англичанина и .... вероятно, Вы правы!
Я бы, признаться, и чф от микрокварцита то не отличил (полагаю не я один).
Ну если опознаваемый - есть LI я буду только рад.
Такой сланец лишним в заточном хозяйстве не бывает)
Поддержало мое заблуждение то, что камень очень плотный и достаточно твёрдый, работал на нем с оливковым маслом, он масло не впитывал вовсе и суспензию не давал.
Сланец я в нем бы не скоро заподозрил. Лихо он зубчик на РК навёл.
С уважением, иван
Шикарный обзор! Большое спасибо!
Английский камушек, похоже Llyn idwal - видно характерности некоторые...
И в макро тоже сходно:
Очень классно, что рассказали о нортоновском воднике - давно про него никто ничего не писал...
Продолжая пробы 10к metalmasterprivatebrand, прибег к варианту #3, указанному Ярославом в посте #214 - углеродка.
В качестве подопытного - нож от розелли из w75.
Решено было точить после того, как малышок, при попытке им построгать очень сухое твёрдое сосновое полешко, оставил негативный отзыв.
Посмотрели при 100х увеличении (диаметр круга 1,2мм) не мудрено, что х..плохо строгает: заводская заточка - грубая обдирка и круг с пастой.
Разумеется стойкости никакой, сплошные повреждения на рк.
![]()
Угол спуска 24 полных градуса.
Ну что же, будем точить.
Взял нортоновскую комбинашку 4000/8000 (в японогритах 2к/4к).
Фото подвода сделано через минуту после начала заточки на одной стороне.
Показалось, что уже образовался заусенец, проверил, так и есть.
4000 сторона легко отдаёт суспензию, в этом похожа на рубанковские КК камушки. Очень производительно работает.
![]()
![]()
Перешёл на 8000 сторону.
За 5-7 минут риски от предыдущего камня были замазаны.
Как будто на пасте (Луксор или диалюкс) прошёлся.
Засаливается только камень очень быстро и глубоко.
Работает 8000 сторона тактильно, как слабозамоченный 3000 серакс,
немного ещё шэптон про напоминает (резиновые ощущения).
Фото забыл сделать((
Решил проверить стойкость после камня и угол уточнить.
Несколько раз, глубоко с силой врезаясь, давая
боковую нагрузку, построгал:
![]()
![]()
![]()
Что тут сказать?!
Беда-беда, огорчение...
Угол повышать!
Переходим на следующий камень.
Итак с 8000 (по факту 4к jis) переходим (прыгаем) на 10к jis с повышением угла.
На этом фото для сравнения изменений представлен тот же участок, что и на предыдущем фото.
![]()
Риска на подводе, как от натурала.
РК годная, считаю, что шаг с 4к на 10к удался!
Одно "плохо" -очень мягкий камень. Очень легко срезается, чуть только угол гульнет.
Но хорошо отучает давить 
![]()
![]()
Все-таки рк после такого мягкого камня может оказаться рыхловата,
нужно пройтись чем-нибудь твёрдым и натуральным.
Нашёл в закромах ещё не испытанный англицкий камушек (названия продавец не сообщил, но величал "микрокварцитом").
Ещё чуть приподнял угол и финишировал на нем.
На фото англицкий камушек под увеличением.
![]()
![]()
По окончании заточки подвод и рк выглядят так:
![]()
Аккуратный мелкий зубчик.
Достаточно ровная и однородная линия РК.
Построгал деревяшку...никаких повреждений,
после волос надрезал.
все норм. так и оставлю.
![]()
![]()
На последнем фото весь использованный сет камней.
![]()
С уважением, иван.
quote:Изначально написано alex-ice:
...
Cет тиролит- исм М10- рика 5000 - транс - считаете допустимым ?
...
Вполне. Должно хорошо получаться.
To oldTor
СПАСИБО за инфо.
Еще 1 пациент есть :s110v.
Cет тиролит- исм М10- рика 5000 - транс - считаете допустимым ?
Критику в свой адрес принял )), но смысл данной темы вижу в минимизации заточного сета.
Рецепт есть у алмазников :50/40- 3/2 и это работает , но мне не нравится внешний вид подвода от алмаза 50/40.
А такие камни которые дают вполне уже приличный вид подвода , как борайд т2 400 или Чосера 1000 для монстров не подойдут .Ну и к тому же раз транс.арк у меня есть значит им надо пользоваться ))
А протачивать полным сетом пока к трансу добраться будет уже полным офф данной темы.
quote:Originally posted by Евгений_Е:
возьмите заодно и 0,5 мкм!
Спасибо, надо брать тогда
quote:Originally posted by skvater:
Скоро наверное закажу, который 0,1 мкм. Буду пробовать на разных природниках
возьмите заодно и 0,5 мкм!
На мой взгляд, 0,1 не всегда необходим, а 0,5 снимает царапины быстрее, выдает уже ощутимое зеркало и вообще более востребованная паста по частоте использования, чем 0,1.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Евгений_Е:
какую сож использовали на туффите?
Детское масло (Дж. и Дж.)
quote:Originally posted by Евгений_Е:
туффит довольно активно работает после 1500 грит
Мне нравится переход на него после 2500 грит - гарантированно убирает риски и острота бешеная выходит. Точу только на апексоподобном
quote:Originally posted by Евгений_Е:
ps. Советую попробовать люксор на туффите
Скоро наверное закажу, который 0,1 мкм. Буду пробовать на разных природниках
quote:Originally posted by skvater:
Немного по теме, на днях пробовал по кухоннику из нержи 57-58 ед. переход с Вашиты (быстрая, притерта на Ф400) на серый туффит (притерт на Ф800) - такой резкий переход сработал плохо, пришлось после Вашиты Лин Идвалом пройтись - стало гораздо лучше. Моя Вашита выдает где то 1500 грит, серый туффит очень приблизительно 6000, увы, но такой скачок слишком велик. Хотя планировал короткий сет для кухонников: 320 синтетик-вашита-туффит
какую сож использовали на туффите? По моим наблюдениям с олеинкой туффит довольно активно работает после 1500 грит. Хотя, я притираю туффит более тонко, поскольку на грубой притирке у меня остается паразитка.
ps. Советую попробовать люксор на туффите, можно даже не для заточки, а ради изменения поверхности туффита. После люксора туффит начинает работать принципиально по другому - быстрее и однороднее.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by oldTor:
И это не только моё мнение - многие участники раздела, да и не только, кто применяет иногда алмазы, не один год упоминают о именно такой практике - сначала синтетиком такой же зернистости удалить риски от алмаза с фаски и РК, лучше с запасом, а далее уже выбирать - делать скачок на доводочные камни и с какого именно синтетика.
Скажу больше, по моим экспериментам пару лет назад получилось, что сталь х50crmov15 с твердостью скорее 57 hrc после регулярной заточки вплоть до 1/0 венев и доводки на алмазной пасте 0,5/0 на торцевом сосновом притире тупится в 4 раза быстрее, чем при заточке на синтетиках с финишем на натуралах. Переход от алмаза к синтетикам изменяет стойкость в 4 раза только после 3-4 переточек начиная с 10 мкм зерна КК.
ps. На алмазах всегда работал с контролем полного удаления предыдущих рисок от абразива сменой направления и осмотром по бликам в оптику.
По моим наблюдениям, при заточке сталей до 60 hrc (пробовал углеродку, вышеупомянутую х50crmov15, vg-10, AUS-8) СОВЕРШЕННО НЕ ДОСТАТОЧНО при переходе с алмаза повторить тем же размером зерна синтетика. Необходимо либо переходить на несколько ступеней ниже и протачивать как после обдирки либо снимать 4-5 слоев собственной риски КК для получения слоя не измененного алмазами.
Пару слов по основной теме:
Мой вывод по работе алмазов, алмазы ослабляют сталь на дне каждой канавки оставленной абразивом. Видимо это некие микротрещины в стали, в том числе очень мягких сталях. Исходя из этого не могу рекомендовать алмазы для использования с большим шагом между абразивами. Скорее всего распаханная поверхность фасок с выходом на РК будет слишком быстро тупиться. Единственное логичное объяснение использованию алмазов на состязаниях и их победе, могу найти в этой глубокой распаханности фасок, особенно с большим шагом при заточке. В таком режиме ножи получают некоторую запрограммированную регулярную слабину и возможно по мере износа на тестах прогрессируют регулярные разломы и микропила углубляется в тело клинка. Но я не исследовал характер разрушения и затупления клинков после канатных тестов...
Про супер стали, которые по мнению некоторых не могут обрабатываться синтетиками ничего сказать не могу. У меня их нет и смысла в них не вижу (не имею задач, для которых они могут быть нужны). Самый твердый клинок в моем доме - белая керамика, отлично затачивается с помощью КК и во много раз быстрее, чем на алмазных брусках. Пробовал черную керамику, ее еще легче точить с помощью КК!
pps. Все вышесказанное только мое мнение. Реальные тесты, выполненные для себя, привели к продаже всех алмазных брусков. Оставил только брусок 260/200 100% для обработки торцов стекла - очень удобная работа, много раз удобнее КК.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Немного по теме, на днях пробовал по кухоннику из нержи 57-58 ед. переход с Вашиты (быстрая, притерта на Ф400) на серый туффит (притерт на Ф800) - такой резкий переход сработал плохо, пришлось после Вашиты Лин Идвалом пройтись - стало гораздо лучше. Моя Вашита выдает где то 1500 грит, серый туффит очень приблизительно 6000, увы, но такой скачок слишком велик. Хотя планировал короткий сет для кухонников: 320 синтетик-вашита-туффит
+100500
Вот именно.
Спасибо за комментарий.
Если же вернуться к теме и говорить о более-менее заметном шаге, и даже не собственно зернистости, это не совсем точно, так как зернистость не = шероховатость, а именно тонкости и качества обработки, то я бы делал скачок, на том же ванадисе, с алмаза 20\14 с повышением угла на Гриталон м10, максимум - на ИСМ м10 - он способен очень тоненько и чисто сработать по таким сталям, для своей зернистости, и по большей части, такого финиша лично мне по таким сталям вполне достаточно, так как я клинки из высокованадиевых использую в основном на аутдоре и для работы по мясу.
Тонкая доводка меня на них в принципе не особо впечатлила - например для работы с древесиной (не колышек обстрогать, а когда надо более-менее чистенько легко резать), как по мне, не самые подходящие стали. Те же cts-hxp или cts-pd1 - мне нравятся для таких задач намного больше.
Если надо закончить природником после алмазов, то посоветую после 3/2, немного пройтись синтетиком на 3 мкм из КК (если работа по порошкам идет) - Гриталон М3 или Борайд 1200 CS-HD и вот потом уже можно закончить на трансе, с повышением угла конечно
Вы меня уже неоднократно спрашивали примерно то же самое, с каких алмазов на что переходить, и я неоднократно Вам отвечал, что переход с алмазов на арканзас, как и на другие доводочные камни, особенно на высоколегированных сталях считаю неоправданным - если нужно гарантированно удалить риски от алмаза, то прежде чем брать доводочные камни, считаю, что нужно сначала взять искусственные абразивы на основе ОА или КК, смотря по стали\поведению клинка, _той же_ зачастую зернистости, что применённый последним алмаз, и только далее уже можно говорить о переходе на доводочные камни.
Я опять напомню - доводочные камни не должны много снимать, это не их задача - более того, особенно активный съём на доводочных этапах скорее мешает выполнить доводку, нежели помогает.
Доводка - не = тонкая заточка.
И это не только моё мнение - многие участники раздела, да и не только, кто применяет иногда алмазы, не один год упоминают о именно такой практике - сначала синтетиком такой же зернистости удалить риски от алмаза с фаски и РК, лучше с запасом, а далее уже выбирать - делать скачок на доводочные камни и с какого именно синтетика.
Мы все неоднократно читали отзывы, что "арканзас не дал прироста стойкости после алмаза" даже при переходе на него с более тонких, нежели 7\5 или 5\3.
Причины этого - и я и другие, неоднократно озвучивали.
Тонкая доводка высокованадиевых сталей - вообще актуальна, только если очень последовательно подходить к доводочному этапу, прорабатывая на синтетиках - я например до 5000-8000jis обычно делаю, и только потом уже собственно доводка, если нужно. Временные затраты на это обычно невелики, при наличии навыка, так как тот же g8 cуэхиро на основе КК, по производительности выше алмазных брусков 3\2 и 1\0 на модифицированной связке, а по чистоте обработки, из алмазов, с ним я могу сравнить только алмазное зерно не крупнее 1\0 на притире.
В обзоре об алмазах на модифицированной связке я приводил пример.
И я снова повторяюсь, так как то же самое я Вам в какой-то теме писал и ранее, и год назад. А Вы снова задаёте мне те же вопросы. Моё мнение с тех пор не поменялось, а наоборот, я ещё более в нём утвердился, благодаря приросту практики за это время.
Так зачем опять и снова задавать такой вопрос, тем более мне, который не пользуется алмазами без крайней на то необходимости и считает неполезным для стойкости их применение на этапах тонких, кроме как применяя алмазное зерно на притирах, и пытаться сделать такой переход, при котором от арканзаса, да и любого другого доводочного камня, не будет заметного проку в приросте стойкости?
Спросите лучше тех, кто считает приемлемым переход на доводочные камни с алмазных брусков.
P.S.
С 7\5.... Мне не попадалось, когда я пробовал венёв в своё время, однородной и вменяемой работы брусков тоньше 50\40, чтобы они отвечали моим требованиям к качеству обработки - я предпочитаю абразивы более серьёзного уровня.
Как крайний вариант, я бы ещё применил бы может быть, грубоватый транслюцент, после алмазного бруска 3\2мкм. венёвского, на модифицированной связке - он работает тоньше и аккуратнее 1\0, как я показывал в обзоре в соответственной теме, и, пожалуй, такой переход я бы попробовал на досуге. Именно после такого, на модифицированной связке и без карбида бора.
Но тут о большом шаге зернистости речь уже не идёт, т.е. выходит за рамки данной темы.
То олдТор
Появилось несколько новых пациентов.
Клин Ванадис 4.
Незаточен.
Для формирования подводов пришлось взять китайский алмаз 200 грит.
Рекс 121.
Нож был уже предварительно заточен ,поэтому начал с алмаза Fallkniven на гальванической связке-25 микрон.
Затем решил убрать риски от этого абразива.
Беру ИСМ М20.
Увы -не убирает ,хотя по 125-ке нормально оказалось.
Взял тогда Веневский 20/14- по Рексу он лучше пришёлся.
Чтобы перейти на транс.арк на финише -до какого алмаза порекомендуете точить .
Переход с 7/5 допустим ?
Газетку построгал, волос порезал, норм, мягонько приятно.
Неоднородностей никаких не чувствуется, вроде их на Рк и нет.
Вполне годно для кухонничка среднего.
![]()
С уважением, Иван
Вняв уважаемым камрадам, решил начать проверку с варианта 1)мягкая нержа.
В качестве подопытного zepter.
Если верить рискам на подводе и моему склерозу, последний раз он точился на весьма грубом безродном харде. Но серакс, в отличие от многих природников, после арканзасов работает прекрасно, не испытывая никаких трудностей.
Для начала снес дефекты на наждачке P1000:
![]()
Процесс или результат на сераксе 1к фиксировать не стал, сразу 3к:
![]()
![]()
Внезапно решил немного смягчить переход с 3к на 10к,
и в самом начале минутку поработал с суспензией 6к, наведённой на 10к.
Адекватный человек бы 6к наверное на 3к наводил,
но я уже сераскир 3к помыл/почистил и убрал, мне было лениво его доставать, посему вот так "извратился", хотя явных противоказанийн нигде не слышал и не читал
![]()
![]()
![]()
Далее уже на чистом 10к.
Сразу после камня ни одной нормальной фото не получилось,
На всех в фокусе середина подвода была((
Последние 2 фото после досочки с чистой кожей.
Этим объясняются блики в районе рк - увеличение угла.
выбирал для фото участки с наибольшими деффектами:
![]()
![]()
![]()
В этот раз (по мягкой нерже) картина на подводе иная.
Никаких замазывание как на пасте. Отчетливый рельеф.
На последнем фото видна паразитная риска, но уже не такое безобразие, как в прошлом опыте.
Квалификации интерпретировать результаты мне недостаточно.
Испытаю завтра послезавтра на вариантах 2) и 3) предложенных Ярославом, посмотрим, что можно будет решать видя всю картину.
Этот камушек из натурального молотого сырья на резиноподобной связке и может быть отдельные включения попадаются, хотя камень в микроскоп изучал и ощупывал и вроде под кромкой в процессе заточки ничего криминального не чувствую...
С уважением, иван
quote:Изначально написано oldTor:
И поверхность может получаться вот такая как раз - вроде всё аккуратно, но даже не изредка, а довольно регулярно, присутствуют глубокие "канавки" - это даже слишком регулярно, чтобы назвать "отдельными паразитными рисками".
так их выше нет, вот в чём вопрос, а угол увеличен
ни одна из рисок не продолжается вверх, даже намёка нет
поэтому зализанные риски отменяются, они бы всё равно в районе спуска вылезли
невыход на РК по тем же симптомам не наблюдается
явно риски от последнего абразива
как вариант, загрязнение во время хранения, остатки порошка после выравнивания, если притирался камень
ну и брак в оконцовке
заново притереть, снять верхний слой, промыть хорошенько и проверить
вообще выравнивался камень после покупки?
Строго говоря, если придираться, разбирать что там вышло, то, после 3000 тоже не всё идеально - он может и замазывать риски, которые потом после 10000 снова вылезают. Но может быть дело не в том, что заточник не доработал, или камень подвёл, а именно в стали - эта сталь в крошащемся варианте, может одновременно вести себя и как довольно "рыхлая" и как "колкая", что собственно даже в характере деформаций перед заточкой видно - там скол, сям скол, и вдруг именно замин.
(такое "щастье" нередко бывает, например, на китайской D2, да и VG-10, и прочих, ну и всё никак не могу забыть своего возмущения по поводу подобного поведения 440с с "отечественной авторской термичкой", или на некоторых быстрорезах, да и на куче всякой "ворсмсятины")
И поверхность может получаться вот такая как раз - вроде всё аккуратно, но даже не изредка, а довольно регулярно, присутствуют глубокие "канавки" - это даже слишком регулярно, чтобы назвать "отдельными паразитными рисками".
К сожалению, даже очень удачные абразивы могут работать некорректно по неудачной стали.
Но, правда, вопрос к 10000-нику остаётся, я такой не пробовал, но памятуя свои пробы с некоторыми 10000-никами, имею к таковым в целом, кучу вопросов....
Проверить безусловно будет интересно, но на какой-то одной стали - не показательно, так как это даже не выявит, под какие группы сталей камень в принципе оптимален.
Я бы проверил на:
1) мягкая нержа до, грубо говоря до 57
2) легированные твёрдые стали в районе до 60-62, в т.ч. можно порошочки типа элмакса или 3v, ну можно в зачёт вписать эту vg-10, хотя лучше бы что-то безвопросное взять для проб, по качеству обработки.
3) углеродка - не суть, что ~57, что ~59-60, вполне будет ясно что и как
4) какой-нибудь быстрорезик из привычных - р6м5 или р18.
Ну или хотя бы просто - уголь и нержа под 57-59 и только. Уже это даст какую-то картину, будет что сопоставить.
Но всё-таки, чтобы понять камень лучше, надо бы погонять по более широкому спектру сталей.
Да хоть на 30
В вг10 ничего особо выдающегося нет
Crossraccoon, сам все терзаюсь, все ли так с этим 10к,
но нож уже отдал.
попробую сегодгя-завтра на чем-нить другом этот же скачок: 3к new cerax и 10k mm, посмотрим, что получится.
надо будет риски от 10 к в противоположном направлении предыдущему каиню класть для верности.
ножа из вг10 (для приближения к первоначальным условиям) под рукой наверное не будет.
посоветуйте пжста на какой стали проверить?!
с уважением, иван
quote:Изначально написано suing:
Мало поработал на 10к, может при меньшем давлении и изменении техники и вышло бы что путевое, но больно уж меня нож достал сколами к тому моменту, не стал продолжать(
На байкалит или иное твёрдое следующий раз "схожу", правда боюсь высыпится рк вся, хотя...попробуем, там видно будет.С уважением, иван
а точно всё в порядке с 10т?
как-то сильно некрасиво
и вроде не похоже на вскрытие заполированных рисок, и проработка явно присутствует, есть выход на РК
работа шла грамотно
но сильно некрасиво всё выглядит
Прекрасно понимаю - иногда дальше прорабатывать со сталью, которая преподносит "сюрпризы" - во вред. Могут и неожиданные моменты вылезти - например на крошащейся, внезапно жирная микрозаусенка, которая при подрезке или любом другом удалении, "тащит" за собой фрагменты с кромки - и снова приходим к ситуации выкрашивания, и жалеешь что не остановился раньше...
Но тут есть шанс, как мне кажется, именно в том, что уже подготовлено на 10.000. Вот на такой стали идти на твёрдые доводочники после 3000 - именно что рано, а после 10000 может и получиться хорошо. Ну, по крайней мере, иногда получается так.
Мало поработал на 10к, может при меньшем давлении и изменении техники и вышло бы что путевое, но больно уж меня нож достал сколами к тому моменту, не стал продолжать(
На байкалит или иное твёрдое следующий раз "схожу", правда боюсь высыпится рк вся, хотя...попробуем, там видно будет.
С уважением, иван
Скачок по плотности камня и зернистости, по-моему хорош и удачен, но вот риски 10000 оставляет всё равно заметные, тут явно просится ещё чем-то пройтись твёрдым и плотным.. Байкалитом например или твёрдым сланцем.
Сравнить бы и так и эдак...
Снова принесли на заточку пересушенный тоджиро из вг10 из постов #172-173.
Состояние до заточки:
![]()
![]()
![]()
![]()
Точил на этот раз врукопашную на 35- 37 градусов
Нью церакс 1к:
![]()
![]()
Нью церакс 3к:
![]()
![]()
Ну и собственно то, почему пишу именно в этой теме - 10к металмастерпрайвитбренд:
![]()
![]()
Не пойму толи недостаточно проработал - остались риски от 3к, толи это 10к собственную риску нарезал... сразу не заметил, а сейчас уже поздно.
Получилось конечно не очень, но я пытался.
Нож ужасно доставучий микросколами, исплевался.
С уважением, иван
quote:Originally posted by Евгений_Е:
Я даже думаю, что мозг специально научился игнорировать такую информацию.,..
Очень может быть. У меня был опыт,когда тело реагирует на тихий информативный звук,на большом расстоянии,среди многих-подавляюще громких шумов. Логика говорит,что это не возможно услышать,но по прибытии факт подтверждается

quote:Originally posted by дядяКраб:
Я,один из тех,кому не поддается ногтевой тест.
Вот папиллярным узором-легко (заусенку; ее и кромки-однородность,что не всегда вижу в оптику),а ногтем-увы,не получается. Но я пытаюсь (регулярно).
У меня было тоже самое, но получилось:
1. Большой палец чувствительнее указательного
2. Первоначально ничего не чувствовал на доводочных операциях, точнее ничего информативного, но попробовал притягивать клинок не перпендикулярно ногтю, а под 45 градусов, сначала одну сторону и затем другую. Начал что-то чувствовать и сразу проверять в оптику.
3. Как только начал получать немного информации, сразу дело пошло и буквально за неделю освоил тест, хотя до этого два года не получалось.
4. Как только освоил одним пальцем, сразу появилась обратная связь и от другого.
5. Основное, как я понял, не только ощущения на ногте, но и давление, скорость.
Попробуйте получить хоть какие-то ощущения, потом сконцентрируйтесь на них и дело пойдёт! Когда мозги знают, что слушать и как интерпретировать, то все получается. Я даже думаю, что мозг специально научился игнорировать такую информацию.,..
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
То олдТор
В контексте данной темы считаю ,что первый камень в сете надо подобрать такой,который даёт относительно приличный внешне финиш на подводе.
Понравились борайд Т2 400 и 600 и Чосера 1000.
Они дают слегка матовый оттенок подвода.
Алмаз 50/40 -совсем не понравился.
20/14 -уже лучше ,но финиш похож на грязное зеркало ))
ИСМ М20- думаю хороший вариант для порошков-при условии тонкого сведения конечно.
quote:Originally posted by oldTor:
ногтевой тест давал мне больше информации (это субъективно личное, так как выработалась привычка к нему, в силу опыта заточки бритв, но, как выясняется, некоторым людям не удаётся освоить этот тест в принципе, на высоком уровне информативности - видимо, дело в индивидуальных особенностях чувствительности, либо, что тоже бывает - в банальном состоянии ногтей и пальцев - у некоторых в силу особенностей профессии, там снижена чувствительность).
Я,один из тех,кому не поддается ногтевой тест.
Вот папиллярным узором-легко (заусенку; ее и кромки-однородность,что не всегда вижу в оптику),а ногтем-увы,не получается. Но я пытаюсь
(регулярно).Евгений, Ярослав, благодарю Вас!
Моя будет почитать, посмотреть, подумать и потом уже уточнять детали.
с уважением, иван
Понятие однородности обработки режущей кромки я бы разделил на следующие аспекты:
1. Степень однородности проработки, вне зависимости от абразива и его свойств, т.е. зависящую от техники заточки - насколько тщательно мы обработали клинок.
Это зависит от того, насколько одинаково давление, пятно контакта, удержание угла, скорость движений, так как всё это влияет на глубину врезания зерна и интенсивность обработки.
2. Степень однородности обработки, которую позволяет получить конкретный абразив - на это непосредственное влияние оказывает концентрация абразива в бруске\камне, чистота фракции в нём, разброс фракции, качество связки, её однородность, наличие\отсутствие посторонних абразивных частиц, подрасплава связки, каверн от выгорания её, просто мусора (бывает и такое), однородность распределения зерна в ней, ну и конечно, подготовка абразива к работе.
Подготовкой абразива к работе и техникой работы, можно нивелировать некоторые его недостатки, например то, что мы выполняем выравнивая и притирая абразив - сообщаем ему более однородную шероховатость, что нивелирует в какой-то степени разброс фракции, т.е. опять-таки выравнивает глубину врезания зерна, приводит к обработке с меньшим перепадом шероховатости, способствует тому, что меньше появляется отдельных более глубоких рисок, больше выдавленного резанием или давящими зёрнами (так называют более тупые, в т.ч. деградировавшие, влияющие на прирост пластического оттеснения материала, в т.ч. интенсивность роста заусенца) металла, соскабливается\снимается, т.е. эффективность собственно съёма прирастает.
Проверяю я однородность обработки в первую очередь тактильно, с помощью ногтевого теста, а также в оптику.
Надо сказать, что чем больше результирующий угол заточки, тем менее информативен ногтевой тест, зачастую. Некоторые причины я озвучивал в видеоролике о ногтевом тесте:
https://www.youtube.com/watch?v=vQoasTGlHRM
В какой-то степени, определению однородности кромки, помогает и рез тестовых материалов.
Что касается оптического контроля - пока что, при доступном мне ныне увеличении и разрешении, он является наиболее информативным для меня. Но так было не всегда, например обычных измерительных микроскопов 20-50х мне явно не хватало, и часто, особенно при не слишком больших углах заточки, ногтевой тест давал мне больше информации (это субъективно личное, так как выработалась привычка к нему, в силу опыта заточки бритв, но, как выясняется, некоторым людям не удаётся освоить этот тест в принципе, на высоком уровне информативности - видимо, дело в индивидуальных особенностях чувствительности, либо, что тоже бывает - в банальном состоянии ногтей и пальцев - у некоторых в силу особенностей профессии, там снижена чувствительность).
Что касается высокой степени однородности обработки, я считаю, что это важнее "вытягивания" максимальной остроты. Полагаю, это имелось ввиду и в таком источнике, как М.А. Нетыкса "Практический курс столярного искусства", когда говорится о том, что "степень заострения не играет особо важной роли, а правильность точки напротив. Степень остроты определяется осторожным прикосновением к ладони; если при этом лезвие будет легко срезать верхний слой кожи, то это послужит признаком достаточной остроты" (с).
Вот, кстати, и описание ещё одного способа проверки остроты, заодно.
Собственно, от однородности обработки зависит напрямую стойкость кромки, когда нет отдельных концентраторов напряжений, в виде отдельных более грубых рисок, или ослабленных чрезмерными усилиями и в т.ч. боковой нагрузкой от абразивных зёрен при заточке, участков кромки.
Каковы критерии однородности кромки, степени таковой - полагаю, это зависит как от специфики и задач инструмента, так и от доступного уровня проверки этой самой однородности. Я для себя считаю нужным стремиться к максимальной, вне зависимости от этапа обработки и уровня инструмента, так как "фундамент" хорошей заточки и стойкости кромки, закладывается ещё на начальных стадиях обработки.
С улучшением возможностей оптического контроля, несмотря на то, что почти всё в доступном мне разрешении и увеличении выглядит "грубовато", я стал стремиться делать более аккуратно и точно, и это принесло свои плоды. Постепенно я стал получать и больший прирост стойкости кромки, и получение ею при затуплении более однородных и менее значительных деформаций.
Про однородность.
стоит взять любой брусок, любую сталь и оптику, достаточную, чтоб было хорошо видно риски от обработки этим бруском. Далее работаем на этом бруске в одну сторону до тех пор, пока в месте обработки по всей площади будут риски только в одну сторону, а прошлые риски не уйдут. Затем меняем угол обработки - угол наложения рисок абразивом, не меняя плоскость и удаляем все риски, но регулярно контрольно останавливаемся и смотрим в оптику как накладываются поверх старых новые риски и далее пропадают старые заменяясь новыми. Для примера на стекле с порошком КК 1200 по углеродке с маслом, за 8 движений полностью пропадают риски от предыдущей работы в другом направлении.
Обычное дело, что на брусках пропадает большее количество рисок от предыдущей обработки за пару тройку десятков движений, но остается парочка и чтоб вывести ее нужно сделать еще сотню движений. Другими словами брусок работает быстро и однородно, но в процессе использования оставляет несколько глубоких царапин.
Чем однороднее по размеру зерно, лучше удерживается зерно в бруске и быстрее дробится, тем более однородная по глубине риска после обработки. В идеале бруски после такого теста затирают все поле одновременно. Именно такие однородные бруски подходят для бритв.
ps. На мой взгляд, важней не столько свойства самого бруска, сколько способ его применения и подготовки. Если действовать вдумчиво и неспешно, то можно использовать брусок в более широких пределах, чем обычно. Связка в брусках, намного важнее однородности или размера зерна, если брусок твердый, а для мягких важнее способность зерна дробиться.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Ярослав, расскажите пжста про "однородность".
Часто, особенно от Вас, слышу в роликах и читаю об однородности,
но не понимаю до конца что это и как это,
признаком чего является и на что влияет.
чем измерять и к чему стремится.
с уважением, иван
alex-ice, усилие при резе, равно как чистота реза, например, достаточная острота и пр. - есть в любой области применения режущего инструмента.
Предлагаю тестовые материалы под группы ножей, обсудить в отдельной теме. Лимон - в принципе да, вполне удобно по-моему тоже использовать.
Straykl, я не настолько нагл, в отличие от некоторых, чтобы обобщать далеко идущими выводами, особенности опыта всех в разделе, чтобы говорить о критериях остроты в целом за раздел и всё многообразие областей применения различного режущего инструмента, где эти критерии совсем не одинаковы. И по-моему глупо задавать такой вопрос одному участнику раздела.
Да, пост я удалю и если вы не в состоянии придерживаться темы, то прошу в ней не писать. Прежде чем что-то написать, подумайте о том, что наверняка поднятый вами вопрос, за много лет существования раздела уже поднимался.
И темы о достаточной остроте и её проверке есть, и даже не одна. Например:
forummessage/224/63
Вот там задавайте вопросы по этому поводу, если таковые после прочтения останутся, высказывайтесь, пообсуждаем..
Не устраивает как в какой-то теме поднят вопрос? Сформулируйте сами и создайте новую тему. Чтобы было удобно её искать, ссылаться на обсуждение и пр. Как принято на любом приличном форуме.
P.S. Конечно, отклонения от тем, в силу смежных вопросов, возникают. Но надо же и меру знать.
То олдТор
У канаторезов есть термин усилие при резе.
В кухонной ветке- помидор ,как тестовый материал.
Интересно ваше имхо -насчёт лимона )),как тестовый продукт ?
Я жене много раз говорю- заметила ,что хуже режет-скажи я наточу .
Отдаёт на заточку(правку) ,когда уже совсем плохо...
Вот для себя заметил,что если нож хорошо при минимальном усилии режет лимон -такая заточка уже годная для кухонных задач .
А иначе смешно выходит
Вверху- нож для завтрака .
Заточка на Борайд Т2 400.
Временно режет лучше 125-ки ,по причине ,что я её 2 месяца не правил .
Не знаю как в разделе в целом - полагаю, у каждого свои критерии в зависимости от задач конкретного клинка.
В данном случае - волос застругивает, характер реза по плотной бумаге - устраивает. Почему плотной - мне это информативнее под задачи клинка:
Поскольку этот нож - едц, в основном это в моём случае обозначает рез упаковочных материалов в значительном количестве в складских условиях - армированный скотч, картон, пластиковые стяжные стропы и пр., иногда кабельная продукция, в т.ч. мультикоры.
Т.е. остроту +- одинаковую получить можно разными способами, это не трудно, но получение определённого характера реза под задачи конкретного клинка - мне важнее.
Т.е. разделочник и шеф я не затачиваю одинаково, например.
quote:Изначально написано oldTor:
она легко сформировалась и заточилась до недурной остроты.
А что в разделе "заточка режущего инструмента" означает понятие "недурная острота"?
Надеюсь спросил с уважением к русскому языку
А я вот тут как-то решил проверить какой же максимальный скачок выдержит не особо-то удачная s35vn - на ZT0550 она достаточно "дубовая", я бы сказал что покапризнее иных более "сложных" сталей в заточке.
Ожидал, что соотношение примерно как индиа файн и микрофаска на арке, которое спокойно "переваривает" s30v, должно получиться, взял сопоставимую пару камней.
Но - хорошо не получилось.
Хонинговальный брусок из оксида алюминия 25а на связке СМ1 и с зерном м28, хорошо кушал стальку, но весьма грубо, и далее микрофаска на Ллин Идвал с маслом хоть и получилась, т.е. она легко сформировалась и заточилась до недурной остроты, но вот однородность обработки оставила желать мноооого лучшего - собственно, я считаю это неудачным примером - 1мм. по горизонтали:

Явно чувствовалось, что вязкости не хватает стали, какой-то "туповатый" отклик был, в общем - явно не снял достаточно, в местах где были риски поглубже от ОА - случились щербатинки на кромке, несмотря на повышение угла.
Отличный пример того, что стоило либо ставить технологический барьер, либо работать дольше и снимать с бОльшим запасом(
В общем - получилось халтурно.
Однако, по крайней мере, выяснилось, что такой шаг реален, и при более тщательной работе и более удачном варианте обработки этой стали, может работать. Но чуда не случилось - да, фактически прыжок с обдирки сразу на финиш, и чтобы такая "халява" вышла, явно надо было проявить больше внимательности.
quote:Изначально написано suing:P.S. выкладываю фото такого "барахла" потому что
народ им реально пользуется и точить его нужно,
читают раздел не только ветераны у которых s125v и прочие монстры,
но и начинающие, которым и такое может быть полезно.
Спасибо за обзор!
Такие стали как раз часто сложнее обработать как следует, так что польза точно есть - основное что заточить просят, чаще как раз такого плана что-то.
Скачок отработался по-моему весьма недурно!
Принёс сегодня товарищ на заточку китайчонка navy (модель-реплика известного "БТПХМ").
Сталь 440с. Мягкая очень. Такую пластилином называют.
Для такого барахла у меня есть китайский же камушек из КК,
но отменного качества.
Проточил им (600jis) и решил, раз все так мягко, перейтиина Суиту!
Навёл слуриком суспензию на Гуанси, трудящимся у меня основой,
повысил угол и за пять минут закончил.
На двух фото один и тот же участок подвода, с разным углом падения света, чтобы и рельеф подвода и границу работы суиты показать.
фото сделаны в процессе работы (процесс, а не результат).
![]()
![]()
На последнем фото весь натюрморт:
![]()
С уважением, иван
P.S. выкладываю фото такого "барахла" потому что
народ им реально пользуется и точить его нужно,
читают раздел не только ветераны у которых s125v и прочие монстры,
но и начинающие, которым и такое может быть полезно.
* последующие посты за собой потёр, чтобы тему не засорять
quote:Изначально написано alex-ice:
У меня станок "Казак" по типу Ефима.
Направляющую заменил на карбоновую для облегчения веса.
У Чосеры 3000 ход с залипанием бывает ,Рика- веселее шуршит ))
Круто!
Да, по мне тоже, Рика поинтереснее чосеры, пофункциональнее, а скорость развивает отличную, хотя и тоньше по зерну.
У меня станок "Казак" по типу Ефима.
Направляющую заменил на карбоновую для облегчения веса.
У Чосеры 3000 ход с залипанием бывает ,Рика- веселее шуршит ))
А насчёт порошков :
Ну многие мастера в России тонкое сведение делают ,что облегчает заточку.
Точил недавно s110v от Спайдерко и вспоминал Бенину маму ))
Ну, как я всегда говорю - зернистость не главное - он работает гораздо быстрее многих 1000-ков, как раз по "сложным" сталям - один из лучших универсалов, я бы сказал, по крайней мере, из созданных на основе оксида алюминия.
Ну а ничего удивительного нет - я же работаю вручную, либо с приспособами для работы подвижным клинком по стационарному камню, как правило, и могу использовать суспензию, и у меня много свободы в движениях, их направлении.
Конечно, если бы это был "лом" с широченными фасками - да, было бы труднее и дольше, ясное дело.
В общем - при моей работе по стационарным камням и применяя суспензии и разнообразие движений - для меня нет ничего удивительного, в заточке порошков подобными абразивами быстро. Даже высокованадиевых порошков.
А про порошки с ванадием до 4-5% я вовсе не говорю - часто их куда проще и быстрее заточить однородно, чем иные "обычные" быстрорезы или высоколегированные стали с огромными карбидами.
Да та же cpm s30v или элмакс, точатся часто куда быстрее и проще до высокой степени остроты и однородности кромки, чем иная D2.
А если ещё и фасочка узкая, то вообще счёт на минуты идёт - вон тот же Project M из Элмакса - переточка от исходной заточки, у меня заняла на водниках из оксида алюминия + микрофаска на чарнли = 3:30. В теме о заточке элмакс писал о том, и там можно посмотреть микрофото того, что было на фасках и РК и что стало за столь краткое время. И вот когда про такие же ножи кто-нибудь вдруг пишет "трудно точится, но алмаз справился" - у меня просто глаза на лоб лезут от недоумения, в плане как же человек точит и с какими же абразивами он сравнивал и сравнивал ли вообще, или просто для красного словца поддержал миф о сложности заточки порошкофф))
Я вообще очень удивляюсь, когда встречаю в инете, что что-то трудно точится, при том, что тонко сведено и фаска узкая - ну что там долго вымучивают? Взять только надо нормальный абразив и не давить на него лишнего - а то вот у иных апексоиды с направляющими в палец толщиной и брусок двусторонний зажат - ежу понятно, что по-настоящему адекватного и равномерного давления и свободы движений не будет, а значит и настоящей, одновременно, и скорости и однородности обработки - тоже.
У Вас-то вроде от Ефима станок, и особых проблем с весом направляющей нету, по крайней мере на заточных этапах? Я рад что Рика понравилась - она классная)
quote:Изначально написано oldTor:
Спасибо!
Рика по cpm s125v - да, и с заметным шагом, по крайней мере я делал переход с cerax707:
http://myabrasive.ru/forum/viewtopic.php?f=9&t=186
Может не идеально, не образцово-показательно, но для такого скачка - очень недурно, я считаю.
То олдТор
Старт с cerax707 (тем более по 125-ке)-сильно )).
Хмм -это звёзды так должны сойтись ,чтобы ставить 1000-й водник первым камнем в сете на порошках.
У меня на Бенчмэйд Рифт не сошлись (там 154СМ).
В смысле-совпадение заводского угла заточки с углом на который хотелось-бы заточить нож.
Заточный сет был :
Алмаз 25 микрон- Чосера 1000-Suehiro RiKa 5000- транс.арк.
А Suehiro Rika 5000 -всё больше начинает нравится .
Спасибо за совет !
Камень справляется,чтобы убрать риску после Чосеры 1000 и перед трансом ,лучше вариант ,чем Чосера 3000.
Ноготь все-все подсказывает
Если через пару минут ничего радикально не поменяется - значит чегой-то не додумано или железка и впрямь упорная. А ежели прогресс имеет место быть, то почему бы нет?)
Тридцатка вообще гениальная штукенция получилась. Однажды я протачивал скол в десятку глубиною на 95-м мбш т-узорчатом с выборками и т.п. подшипниками. Но не это показательно.
Минут десять мы с другом на улице стоючи обсуждали, стОит ли его в стационаре лечить и как долго))), а я мимоходом квадратным нортоновским файликом по тому участку (середина брюшка) разминался. Сож - мордячье сало с носа.
В итоге, как все перетерли, провожу по ногтю...
Где там скол, пес его знает, но до лекарни пациент не дотянул. Все гладко и ровно.
Угла если и добавил, то отнюдь не по гейропейски, чисто на рефлексах чуть залинзовал.
Да, для справки, 10-15 мкм дыру чую прям как дыру, стучится крепко. 5-7 могу не заметить, когти толстые((
Файлик был старинный HF33/43-й но без доводки дополнительной. Подгладился в пятне контакта до уровня f1000, никак не выше.
Подумалось еще, что карманный арк на пару акций стОит иметь именно с 320-400 поверхностью и вашита не понадобится))
Молодежи нужно учиться прислушиваться к своим ощущениям и тренировать свой карманный профиломер. Ногтевой тест придумал мудрый человек! Умеючи и оптика бОльшего не скажет. SEM не рассматриваю, их нет в мастерской.
Дмитричу. А вообще надо бы скинуться и воздвигнуть памятник в рост. Он всех нас.. оттудова вытащил в настоящее. Приоткрыл калитку и... я еще Найф и Филяку помню - как вчера.
Симпатично получилось!
Не зря-не зря) Вон с повышением угла, правда бОльшим, столяры нередко с индиа на арк переходят, а уж комбинашки старые индиа-вашита так вовсе можно назвать "последовательным повышением зернистости")
Вопрос, конечно во многом в углах - сpm s30v после чего-либо индиа подобного тоже хорошо на арк "скачут", особенно если типа такого вот Пайка.
В общем, фишка именно в том, чтобы исходя из стали и площади контакта уловить, насколько повысить угол, при таких скачках.
Вот смотрю разные источники, и получается, что идея ступенчатой заточки весьма стара, и не только в промышленности. Просто "мы её в своё время основательно забыли" - спасибо Дмитричу, что напомнил и объяснил в какую сторону искать и работать.
А в других странах её вовсю всё это время продолжали применять, похоже. Самые частые упоминания в Европе и штатах - в рекомендациях по заточке столярного инструмента, что попадалось из Японских рекомендаций - по ножам вовсю...
quote:Originally posted by Pengozoid:
гложут смутные сомнения, что китайский агат может относиться к аагату примерно так же,
Они мрамор как угодно назовут наживы ради. 3/10к их спарка из руби керамы и мрамора. Красивый, но бессмысленный пирожок(( и да, там есть во что шаржировать)
От нечего делать взял я тещин кухонник трамонтинку про и пролечил немного.
Специально исключил все промежутки, чтобы посмотреть, чем дело кончится. В итоге ободрал 64с м28 ст2 и прикончил арканзасом минут за пять. Работал с небольшим увеличением угла, рука покачивалась и поэтому снес почти весь рельеф с подводов, виноват 
угол порядка 30+ градусов, меньше никак нельзя, здеся всяко режут и кастрюли не исключение. Хорошо хоть в штопор перестали клинки заворачивать 
Зум 100х, линейка.
![]()
![]()
![]()
Что хочется сказать.
Неожиданно шустро и ровно вышло. Правда и арканзас не первый встречный. Просилась туда вашитка в промежуток, но эксперимент есть эксперимент.
Вполне приемлемо м-р Пайк их с индиями скрещивал, реалистично выглядит.
Спасибо!
Рика по cpm s125v - да, и с заметным шагом, по крайней мере я делал переход с cerax707:
http://myabrasive.ru/forum/viewtopic.php?f=9&t=186
Может не идеально, не образцово-показательно, но для такого скачка - очень недурно, я считаю.
То олдТор
Ещё раз Спасибо за советы и очень интересную тему.
Думаю почитав- каждый найдёт у себя какие-то камни из этой темы и можно попробовать затем их потестить.
Вот читал совет от спецов по заточке алмазами :
50-40 -затем 1/0.
Мне не нравятся вид подвода от алмаза 50/40 и к тому-же всё время точить алмазами-это скушно ))
Однако ,углублятся в дебри в стиле :
Ботан нагура на суспензии меджиро и всё это на бельгийце впридачу я пожалуй не готов .
А эта тема понравилась.
Suehiro Rika 5000
Можно-ли его на 125-ке тестить ?
Попробую поскорее "убить" заточку и заново заточу на мяяяягеньких Атлантиках тоже с хорошим скачком по зерну.
Фото (постараюсь на сей раз покачественнее снять) выложу в теме.
С уважением, Иван
Можно попробовать микро подвод на 40гр.
Этот нож я бы сразу заточил на р1000 на 35гр и почистил рк пастой на коже. РК меньше будет крошится. Сталь сильно пересушена,не держит малый радиус скругления.
Спасибо за обзор! Интересно как в данном случае тонко сработал м28, что позволил спокойно сделать скачок на м5! Хорошо видно следы от рисок "сеткой" - вот оно как раз на практике - польза от смены направлений движений при заточке!
Собственно сам нож:
Сведён очень тонко, точился на 30-34 градуса.
Повышал в процессе заточки, борясь с доставучими сколами.
Переход с м28 на м5 легко дался без проблем.
С уважением, Иван
Тоджиро vg10 очень сухая.
1) до заточки
2) на 1000 наждачке прополоскал убрал сколы
3) ОА М28 ст1,
4) КК М5 ст,
5) jis 6000 от mm
quote:Изначально написано alex-ice:
Получил сегодня Suehiro RiKa 5000 (собрался потестить его в контексте данной темы).
Камень вполне хорош (тактильно понравился), но похоже,я что-то делаю не-так :
Он у меня даёт ХУДШИЙ блеск на подводе (154СМ точил),чем ИСМ М7.
Камень выдаёт автосуспензию :
То-ли надо её почаще смывать ,то-ли брызгать почаще(камень естественно замачивал перед работой) ...?
Блеск для меня вообще не показатель - нередко дающие очень блестящую поверхность фасок камни, оставляют очень мощную шероховатость. Хотя ИСМ м7 это не касается - он очень чистенько работает.
Про Рика я показывал пример:
"я приведу яркий пример что шероховатость и "зеркальность" - далеко не всегда кореллируют.
Вот в макро фаска, обработанная на суэхиро Рика 5000 грит - в первом случае комбинированные и круговые движения с суспензией - для невооружённого взгляда, выглядит "матово". А на втором - строго работа "На зерно" на почти что чистом камне - для невооружённого взгляда - блестит и зеркалит.
А где на самом деле более высокий класс шероховатости и тоньше кромка - вполне очевидно:
Здесь 1,14 мм. по горизонтали:

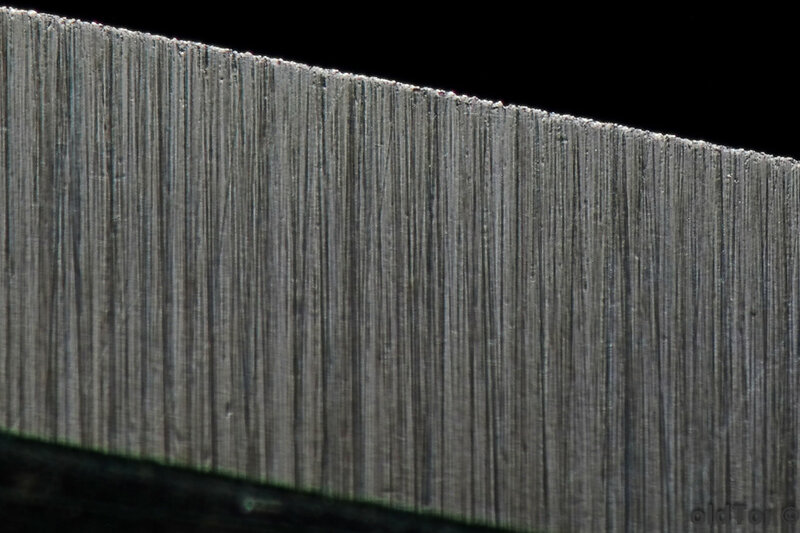
"
Это всё визуальные моменты, которые по разным сталям и пятну контакта могут отличаться при прочих равных. Автосуспензия всегда помешает получить "блеск" максимально возможный - если на Рика его хочется - попробуйте последить за тем, чтобы камень был чистым, и риски были строго в одном направлении.
Однако оперативность заточки при таком раскладе часто страдает, по сравнению с движениями в разных направлениях и с суспензией, потому актуально, если надо "лоск" навести, делать это под конец работы на камне - смывая с него своевременно и шлам и суспензию и уменьшив давление наносить риски в одном направлении максимально одинаково.
Исм вообще отличается способностью давать очень визуально чистенькую поверхность, даже достаточно грубых фракций, при высокой абразивной способности - мне кажется это просто характерной особенностью соотношения зерна и связки - отличные бруски.
И да, после них делать скачок часто удаётся весьма не маленький, однако тут есть такой момент - по "размеру зерна" скачок большой, но поскольку получаемая шероховатость и размер зерна не имеют прямого соотношения, на самом деле скачок может быть не так уж и велик именно по соотношению получаемой шероховатости.
Эти бруски снимают хорошо, и для карбида кремния они дают достаточно неглубокую риску, при том прекрасно подчищают, соскабливают взрезанный зерном металл на той глубине врезания зерна, на которой работают - это продуктивнее, чем когда зерно режет глубже, но брусок слабо способен "соскребать" взрезанный металл.
Пробовал быструю заточку на кухонниках из VG-10, довольно узкая фаска, тонкое сведение: камни Гриталон М28, М10, М3 (или сопоставимый, в моем случае Борайд Т2 1200). Времени на заточку уходит минимум, шаг уменьшения зерна - в 3 раза, но КК довольно быстро убирает риски. Мне такой вариант понравился, времени на длинные ножи (шефы, слайсеры, сантоку) уходило минут по 30 (что для полноценной заточки на приспособлении - хороший и быстрый результат). В завершении сделал микрофаску на черном трансе, буквально по 6-8 проходов "на кромку" на каждую из сторон, с переворотами после каждых 2-х проходов
То олдТор
ИСМ М28 у меня нет.
Есть М20.
Что заметил :
Даёт вполне приличный вид на подводе при более высокой степени абразивности,чем Чосера 1000 .
Получил сегодня Suehiro RiKa 5000 (собрался потестить его в контексте данной темы).
Камень вполне хорош (тактильно понравился), но похоже,я что-то делаю не-так :
Он у меня даёт ХУДШИЙ блеск на подводе (154СМ точил),чем ИСМ М7.
Камень выдаёт автосуспензию :
То-ли надо её почаще смывать ,то-ли брызгать почаще(камень естественно замачивал перед работой) ...?
Давненько не брал я в руки Гусевский сланец Green Brazilian, конкретно этот экземпляр у меня вообще один из первых сланцев - года с 2009, если не ранее, а тут что-то захотелось. Камушек уже даже и не помню когда последний раз притирал, но судя по поверхности - где-то до F600 и он успел как следует выгладиться. Однако с олеинкой и в таком виде он работает достаточно быстро. Сам камень, микрофото рабочей поверхности и нижней стороны - масштаб 10:1, кроп, 2мм. по горизонтали:

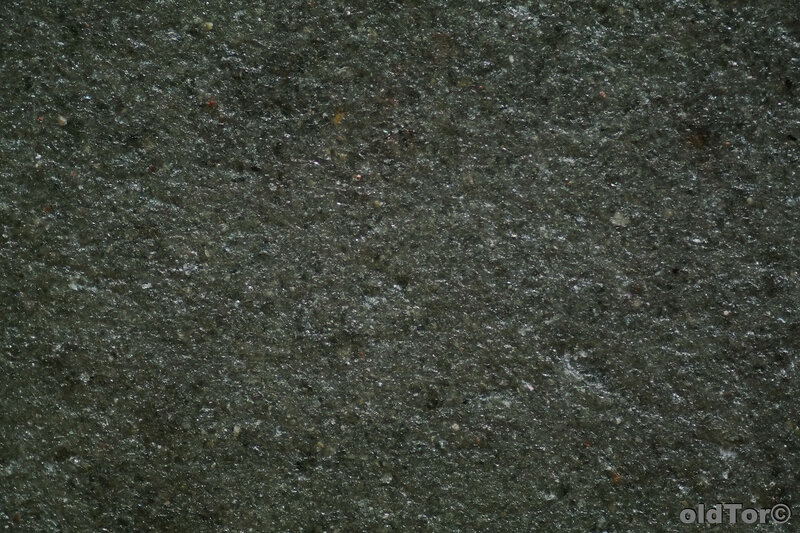

А применил я его после... Бруска ИСМ м28 - сам камень и микрофото его поверхности в том же масштабе, что и фото Грин Бразилиана выше:


Затачивал трамонтину century, длина клинка 120мм. На ИСМ м28 подровнял фаски, затем взял Грин Бразилиан с олеиновой кислотой - для начала снёс движениями вдоль кромки риски от м28, и "спилил" их с самой кромки под большим углом. Затем выполнил обычным образом микрофаску, под конец работы чуть увеличив акцент на зерно и сделав наклон рисок ближе к перпендикуляру к линии режущей кромки.
В общем - по такой стали, это сработало. Не быстро - конечно, было бы быстрее взять промежуточно, скажем, м14 или м10 с повышением угла, и после уже идти на Грин Бразилиан - это съкономило бы несколько минут, а так - на бразилиане я работал минут 10.
Однако, такой скачок оказался возможен, а именно это и хотелось выяснить. Однако, отмечу, что делать так с более твёрдыми сталями, может быть чревато царапанием рёбрами рисок грубых, поверхности сланца, что отчасти можно нивелировать, а также увеличить активность съёма, если камень будет притёрт погрубее - например, на порошках карбида кремния до фракции F400. Однако и кромка будет погрубее. Но получившаяся и в данном случае - очень резучая и агрессивная. Да, вся заточка делалась вручную, на микрофото далее будет недурно видно все этапы перехода на сланец и изменения направления движений при работе и еле заметное окончательное повышение угла при большем акценте на зерно с расположением рисок ближе к перпендикуляру к линии РК. Масштаб 10:1, два кропа - 2 мм. по горизонтали и 1мм. по горизонтали:
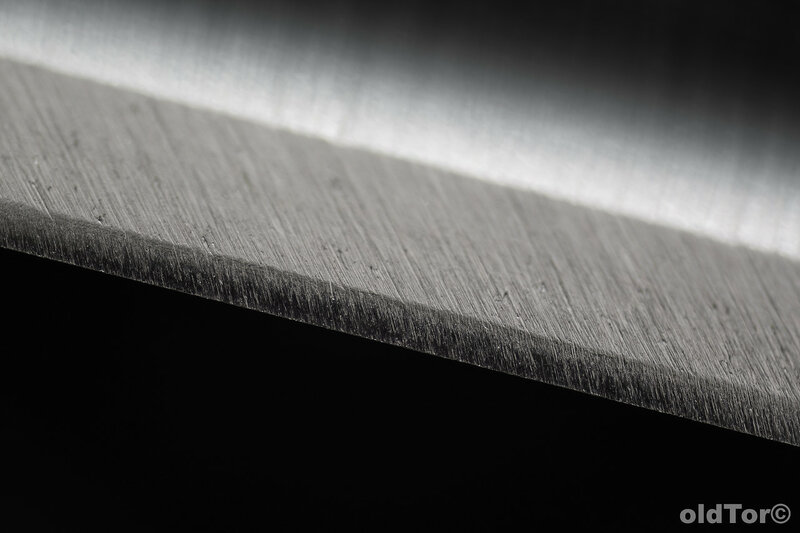
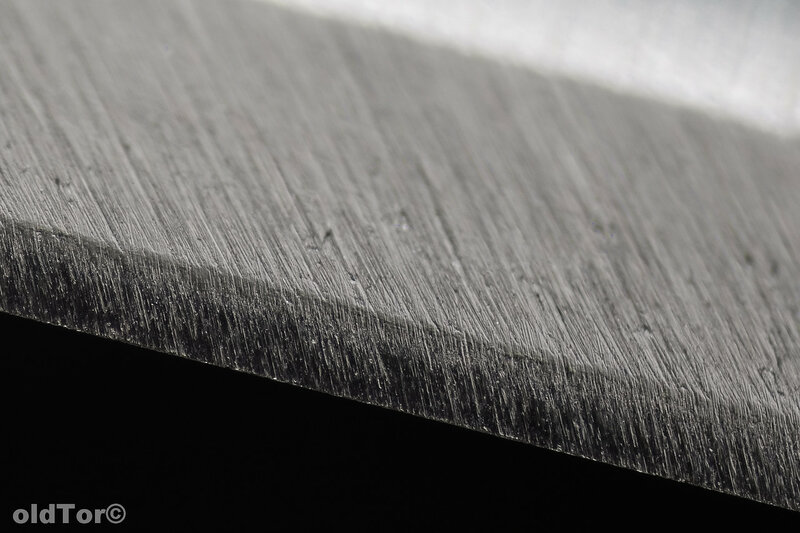
quote:Originally posted by alex-ice:
затем Чосера 1000 и яшма с повышением на градус
Повышение всего один градус? Не слишком много снимать?
Я обычно делаю 2-3 градуса на сторону, т.е 20 заточку и 25 микрофаску, либо 28 и 33 (полный угол).
Только по x50crmov15 делаю шаг 17 заточка и 20 градусов микрофаска (полный угол).
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
В общем интересная тема -заточка в 2 камня.
На китайских складнях тренируюсь ))
Заточка на приспособе и на руках отличается конечно.
Значительно легче точить тонкосведенные ножи,но у китайских это не всегда бывает.
Нож из Д2 :
Начал с Чосеры 1000 ,в подвод попал ,но на заусенец не вышел.
В итоге начал с алмаза 25 микрон ,затем Чосера 1000 и яшма с повышением на градус.
Однако,нож с похожим сведением из 440с легко заточился в 2 камня :
Чосера 1000-яшма.
Другой нож из Д2 ,но с более тонким сведением,также легко был заточен подобным сетом.
quote:Изначально написано Pengozoid:Меня гложут смутные сомнения, что китайский агат может относиться к аагату примерно так же, как "спаржа по-корейски" (фучжу) к спарже, которая Asparagus. То есть, чуть менее, чем никак.
У них много камней которые продают как агат, я тоже сомневаюсь, что это настоящий агат.
quote:Затем взял в качестве притира китайский агат
quote:в агат должно так же хреново шаржироваться, а скорее даже не шаржироваться, как в стекло
Меня гложут смутные сомнения, что китайский агат может относиться к аагату примерно так же, как "спаржа по-корейски" (фучжу) к спарже, которая Asparagus. То есть, чуть менее, чем никак.
Спасибо!
Хм. Именно шаржировалось а не село в шероховатость... Интересно. Я думал, что в агат должно так же хреново шаржироваться, а скорее даже не шаржироваться, как в стекло... Любопытно, спасибо, возьму на заметку.
quote:Изначально написано oldTor:
Уточняющий вопрос есть - китайский агат как притёрт был? Пасту в него села и использовали её как полусвязанное зерно или её было больше или не села и использовали как свободное? разбавляли ли чем-то её, если второй вариант?
Притерт был до f1200, пасту чуть меньше спичечной головки растер пальцем равномерно. По ощущениям зерно шаржировалось в камень. Возможно важное уточнение, агат не зеленый, а белый, он помягче.
Уточняющий вопрос есть - китайский агат как притёрт был? Пасту в него села и использовали её как полусвязанное зерно или её было больше или не села и использовали как свободное? разбавляли ли чем-то её, если второй вариант?
Валялась давно не используемая финка из 110х18. Рк была полностью ушатана. ( в походе ктото пользовался перевернутой железной миской вместо разделочной доски) решил по эксперементировать. Взял гриндермановский ао230, 4-5 минут работы - восстановил кромку, салфетка хорошо режется. Затем взял в качестве притира китайский агат, сам по себе оооочень слабоабразивный камень и нанес алмазную пасту 7-5. Еще 5-6 минут риски почти полностью вывел по крайней мере выходившие на рк все. Нож отлично и очень агрессивно режет, взял в поход. 3 дня лагерных и кухонных работ пережил и остался приемлимо острым.
Индию я привёл лишь в качестве примера. У тебя тоже пример хороший - чозера 1000 (синтетик) + тонкий, очень твёрдый природник. Именно об этой концепции я и писал. А нравится-не нравится - это каждый сам по своему вкусу выбирает.
То LyapaDara
Индия медиум мне не нравится тактильно ,а результат харда может зависеть и от производителя и степени доводки оного .
Спорный вариант.
Мне эта тема интересна в контексте минимизации заточного сета.
Вот китайса поточил по-быстрому.
Написано 440с ,на деле хз.
Слесарь у них альтернативно-одарённый :
сведение 0,8 при 30 град заточки.
1-й абразив :
Апекс бланк Чосера 1000 на 30 град.
2-й :
Яшма на 34 град на верт-й точилке.
Заусенца нет,нож бреет.
Тезис: важен принцип, а не подбор конкретных камней. А принцип такой, что грубым камнем мы исправляем геометрию, а тонким делаем микрофаску. Нужно понимать, что после грубого абразива остаются соответствующие риски.
Наверное никто не будет спорить, что в случае большого скачка важна именно скорость снятия металла. А скорость - прерогатива исключительно синтетических абразивов. Вторым (тонким) можно и природник использовать, но очень твёрдый. Ведь если использовать не очень твёрдый, то рисками от грубого абразива мы расцарапаем весь тонкий камушек, даже если работать по самому краешку РК (микрофаске).
PS
Вашита + ЛИ - это вполне стандартный шаг в зернистости. Промежуток совсем небольшой. А вот индия медиум + хард арканзас - как раз по теме.
quote:Originally posted by alex-ice:
По тонкосведенной кухне из простых железко,она может и сработает,но всё равно жалко))
Много раз пробовал так, если сведение тонкое, а сталь на 57-59 ед, то вашита (у меня старая быстрая) справляется отлично, без какого либо ущерба для себя. Удивляешься, как быстро она ест металл, поверхность мгновенно чернеет, доводка F400. После нее LI и порядок - сет 2 камня. Если все таки жалко, то я иногда перед ней ставлю Гриндерман A320SO в притирке F120 - отлично обдирает кухню, но его периодически бодрить надо
Пасиб за инфо.
Да,эта Нанива в работе чем-то на Шаптоны похожа.
Обычно ,после покупке ножа -сразу довожу на яшме на фото и если степень остроты устраивает,то оставляю на потом ,как появится желание заточить нож несколькими камнями с приличным видом подвода.
Кол-во камней в сете,ещё зависит от сведения ножа.
Тонко-сведенные легче точить .
В барахолке предлагают наборы синтетиков+ ещё к ним финишник нужен.
Хмм,мне что-то лень 7 камнями нож точить ))
Оочень понравился брусок ИСМ 7 микрон.
После него перехожу на финишник.
Пост 59 :
Сет вашита-яшма ,увы но мне жалко ставить вашиту первым камнем в сете.
По тонкосведенной кухне из простых железко,она может и сработает,но всё равно жалко))
Обрабатывал
Скачок с м40-м20 на наниву 8000, наверное, возможен, но нужно стараться очень-очень долго. Ну вот ооооооочень. Так что это бессмысленно.
С F1000-F1200 тверденького и плотного можно перейти. Но еще перед этим нож уже должен быть нормально заточен, а не разодран какими-нибудь алмазиками М40.
Я точил S390 гальваническими алмазами М20, потом карбидом кремния F400, F600, потом оксидом алюминия F600 и F1000. И на этом остановился, мне показалось, что вполне прилично уже все.
Если я бы старался обойтись минимумом абразивов, то выбрал бы какой-нибудь не очень твердый карбид кремния F600 и плотный ОА F1000 (у меня Boride Golden Star). Обдирать можно, в общем-то, гальваническими алмазами, но потом очень тщательно все вычищать после них.
Я к сожалению не пробовал такую наниву. Но я так понимаю, что она достаточно плотная и несколько...эээ... "резиноватая"? На шэптон про не похожа случаем в работе?
Вообще, насколько я понял, s390 удачно берётся абразивами на основе оксида алюминия, на более твёрдой связке - типа борайдов t2 (получше) или as-9 (помедленнее, но и почище\потоньше).
В иных случаях - лучше карбид кремния брать.
Если изначальная заточка была м40 - м20 или близко, то идти сразу на абразив с зерном 2\1мкм - явно рано. Тут пока ещё риски от м20 уберёшь - замаешься.
Я бы спросил Костю (Pengozoid) по поводу этой стали - он, если не ошибаюсь, подвижным абразивом эту сталь обрабатывал, думаю он лучше ответит.
P.S. В общем - для этой стали надо подбирать что-то другое для большого скачка по зернистости. В конце-концов - суть не собственно в зернистости как таковой, а как съэкономить времязатраты при сохранении удовлетворительного качества.
Я привык не доверять заводской заточке или заточке от мастеров-ножеделов, за редчайшим исключением. И сначала я бы постарался тщательно переточить заводскую заточку, гарантированно удалив её следы, а потом уже экспериментально подбирать под клинок набор абразивов.
"Чуда" с подобными водниками высокогритными, я бы не ожидал при столь большом скачке, по таким сталям. С тем же шэптоном, касуми, сигмой - это у меня не получалось..
Тем более что зернистость не говорит о шероховатости, и не так трудно принять за результат м20, как его привыкли понимать основываясь на результате, абразива такого-то, результат абразива совсем другого и по зерну и по результату работы. Может там м40 или грубее - без примера для детального сравнения ошибиться нетрудно, а на расклад это влияет очень сильно.
То олдТор
На фото нож, который я использую как пикниковый- правлю на яшме на 40 град.
Сталь s390
Решил потестить абразив :
Naniwa Fuji 8000.
Результат близок к нулю.
2 версии результата теста :
1.Абразив не подходит для данной стали .
2.Изготовителем нож был заточен ,но судя по риске подвода -чем-то вроде 20-30 микрон.
Возможно,что переход с 20 микрон на 8000-к слишком большой для этой стали.
Т.е надо подвод проработать абразивом на 7 микрон и повторить тест.
В общем,интересно ваше мнение будет.
Воть
Южный крест, ТКК сталь D2, заводская заточка, в одном месте на бумаге А 4 запинается, возле дульки небольшой клюв. Затачивал на апексе, постоянно меняя стороны, угол немного уменьшил. Формирование фаски (клюв снёс в процессе формирования) 154х52х22мм, 395 грамм- Crystolon Fine 45 мкм (масло). Дальше- Tyrolit C600K5V18 10мкм (масло, воспользовался идеей Komimort, так как воду не держит). Charnley Forest (масло). В конце немного увеличил угол, общий 39,45 ?. Времени ушло минут 15, камни хорошо подошли.
Развернул РК немного к микроскопу, поигрался с освещением. Не знаю, какая будет стойкость, зато быстро и для первой заточки пойдёт.
![]()
В очередной раз восхитился скоростью и тонкостью работы стационарной ботан-нагура:

- затачивал резачок из напильника, использовал камни от Гриндермана F150 - F320, затем мягкий КК F400, На котором мне удалось заснять момент отхода заусенки, снимаемой по плоской стороне резачка:

Далее, решил завершить на ботан нагура. Сначала с её же суспензией, и потом на сильно разбавленной - почти что на чистом камне. Очень оперативное убирание рисок от F400, при том что фаска достаточно широкая, а угол я повысил, переходя на неё, на 0,5 градуса. Работа на почти чистой ботан, даёт весьма недурной финиш за вменяемое время, даже с таким шагом зерна. Правда, надо отметить, что и F400, поскольку работал по большому пятну контакта, сработал весьма аккуратно. Вот такой на нагура вышел финиш. Макро 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

Чуть моего опыта.
После заточки/выхаживания с регулярной сменой сторон на 1000 камне (к примеру мора нержа) вроде все чисто, заусенец не виден, волос бреет, бумажку пластает, но рез газетки с некоторым шипением.
Я определяю это как микрозаусенец.
После чего работа на природном сланце, не сильно тонком с жиденькой суспензией натуральных камушков. Не особо твердых, на пример ВВW... Потом тонкий японатик твердостью не выше 4...
И все.
Время работы после 1000 камня не более 5 минут.
Как итог хорошая острота и стойкость. Уже вполне можно застругивать волос.
На синтетике такая острота очень трудно достижима. Танцев с бубном придется приложить побольше.
Но: кромка выходит бритвенная - гладкая, и рез волокнистых материалов типа мяса получается мыльноватый.
по похожей схеме получается работать и с ВГ10. Ну да, зеркала на подводе нет. Но результат более чем устраивает. Как и скорость работы.
Да, хорошо видно разницу. И становится очевидным, что тонкий плотный картон не такой уж тонкий и совсем не твёрдый... Спасибо за примеры и комментарии, Ярослав.
Раз возник вопрос о сопоставимости работы порошка КК F600, шаржированного в картотечную карточку и работы водника с таким же зерном карбида кремния, приведу пример - сегодня затачивал ещё один нож из D2. Заточка на Naniwa Сhosera #400 и далее, микрофаска на ИСМ м10 - кроп на макро иной, но если открыть в 100% обе фотки и сравнить - будет видна разница в том, как сработало зерно КК F600\м10 в разных вариантах - вот сегодняшний - макро 9:1, стэкинг, кроп, 2мм. по горизонтали:

Тогда понятно. Спасибо за пояснение. Был такой нож, но под крайнюю покупку камней пришлось и его довести: больше нечего было...
quote:Изначально написано Serge Ant:
Ярослав, это под разделку мяса?
Нет, это слишком "ломовитый" и толстосведённый нож - мне не нра таким мясо разделывать - он по упаковочным материалам и под хоз. нужды всякие.
Я так делаю на всех мягких ножах до 58ед.
quote:Изначально написано SokolovVA:
Я использую для очистки грубо (1000) заточенной рк малярный скотч на стекле с пастами вместо эластичных полировальников.
Обязательно опробую - спасибо за рекомендацию!
quote:Изначально написано Serge Ant:
А F600 - не крупновато? Это ж японский тысячник, и вдруг - финиш... Но рез будет - жуть 😊
Шаржированный и с маслом - усаживается куда глубже в карточку, и работает менее глубоко, чем такое зерно в бруске. Концентрация абразива и глубина врезания зерна не сопоставимы с брусками. Так что при всём желании, заставить его работать так, как сработал бы японский или, скажем, "рубанковский" тысячник, просто не получится.
Собственно, ещё Фил Вильсон в рекомендациях по заточке и правке, упоминал правку на суспензии КК, втёртой в кожу (о чём отечественные любители алмазной заточки, предпочитают не говорить, почему-то, равно как и о том, что он рекомендовал бруски кристолон нортон) - тут сходно, только основа под порошок жёстче.
Режет симпатично, это да)
А Ярослав использовал для зачистки грубо (F240/J280) заточенной РК плотный картон с порошком F600/J1200...
Ярослав, это под разделку мяса?
Я использую для очистки грубо (1000) заточенной рк малярный скотч на стекле с пастами вместо эластичных полировальников.
А F600 - не крупновато? Это ж японский тысячник, и вдруг - финиш... Но рез будет - жуть 😊
Именно! Такова идея и была, в качестве альтернативы слишком эластичным полировальникам при сходном, по сути, подходе, к, скажем, заводской заточке.
Ярослав у Вас карточка работала как притир вот за это я обожаю притиры.
"Ленивая заточка" D2 бюджетными средствами - уже подвыглаженная малость india medium c водой, и далее - чуть повысив угол, Sic F600 шаржированный, с каплей масла в картотечную плотную карточку - сначала по нескольку движений от зерна, а когда заусенка истончилась и перестала явно сгибаться из стороны в сторону, несколько легчайших движений на зерно, чтобы её окончательно убрать. Вид для невооружённого взгляда и макро 9:1, кроп, 2,5мм. по горизонтали:
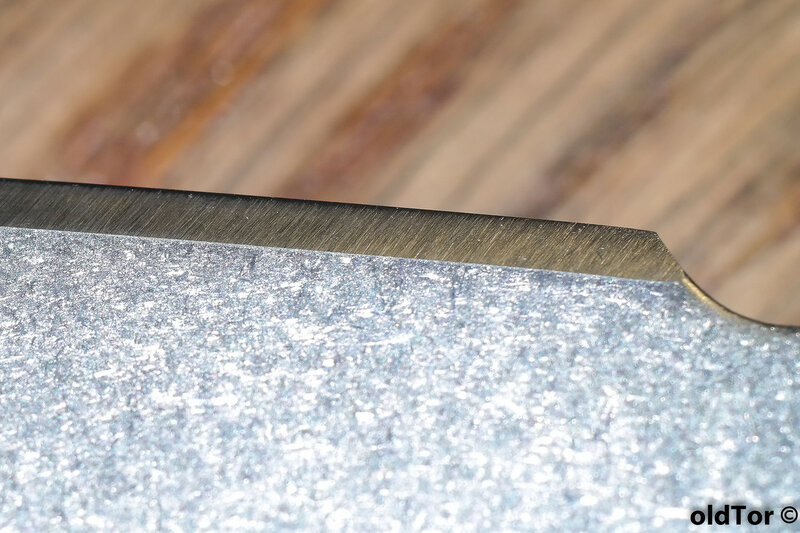

Зацепился, интересно. Особенно по ножам для мяса...
отмечу темку, интересно!
Спасибо!
Если бы мне надо было просто заточить, то я бы сделал, как в посте 108 этой темы. Или, действительно, взял бы индиа файн.
Но кристолон брался ради переточки на меньший угол, что для индии файн уже долговато было бы при таком пятне контакта, а корсом тут делать нечего - у него слишком крупное зерно - потом убирать риски долго, а просто повышение угла на такой стали следующим абразивом не избавит от необходимости обдирочную фаску всё равно как-то зачищать ради повышения коррозионной стойкости.
Спасибо, Ярослав за хороший отчёт и подробные фото.
Мой опыт заставляет меня всегда использовать между кристалоном файн и арканзасом Индию файн. Это позволяет мне экономить несколько минут.
Кристалон использую только для ремонта и всегда в одной последовательности:
Корс кристалон - файн кристалон - файн Индия - софт арканзас. Если нет необходимости в Корс кристалоне, то всегда начинаю с файн Индии. Так сложилось, что файн кристалон сам по себе не использую, возможно зря.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Именно! Обычно я угол повышаю, но тут ножу надо "линзочку", так что работал по всей фаске, под конец слегка акцентируя движения на зерно и даже не повышая, а скорее только думая о том чтобы чуть повысился угол - обычно такого импульса от мозгов рукам достаточно для мельчайшего какого-то изменения в движениях, без собственно сознательного "сейчас я приподниму угол".
Ну, и, поскольку углеродка - полюбому так или иначе надо было бы прорабатывать всю фаску, а то столь грубая, как после кристалона, корродировала бы зверски - её же насухо даже не вытереть - влага прекрасно зацепляется в шероховатости.
Тут, кстати, не видно, но я, разумеется, не мог бы так зачистить, работая всё время в одном направлении рисок - я работал и переменными движениями вперёд-назад и на зерно с разным и куда бОльшим наклоном рисок, первую половину времени работы на вашите, а только потом уже в одном направлении и преимущественно на зерно.
Ярослав, правильно ли я понял: Вы работали вашитой без повышения угла, если только с небольшим акцентом?
Кажется, что шаг зернистости "кристолон файн - вашита" - не так уж велик, однако, особенно на широких фасках, это немалый разброс, и если кристолон отработал "по максимуму" (зерно у него около 340, что кореллирует с таблицей из каталога нортон - там он находится между 320 и 360), то поверхность после него, обычно, требует сначала, скажем, какого-нибудь бруска с зерном порядка 600.
Вашита же в притирке на КК F600, да ещё и с момента притирки поработавшая пару месяцев, тоже далеко не обдирочник, а камень для этапа, скорее, тонкой заточки. Однако, её способность эффективно зачищать риски от предыдущего абразива, и в довольно тонкой притирке, велика.
Вот такая вот вашита применялась:

Использовалась с олеиновой кислотой.
Макрофото после кристолона файн и далее, после работы вашиты - конечно есть остатки рисок от кристолона, местами, но на кромку они уже не выходят нигде - более того, после кристолона делался технологический барьер - "зубцы" на кромке были сняты на засаленной графитом шкурке до ровной линии, так что вашите пришлось и собственно затачивать кромку наново, выводить её на остроту. Макро 8:1, кроп, ~2.6мм. по горизонтали:


Конечно, сталь довольно благодарная в заточке этими абразивами, но всё-таки и не самая мягкая далеко - w75 на 59 HRC.
quote:Originally posted by oldTor:
Ну и вообще, у более ранних индиа, по-моему плотность несколько иная и зерно иначе "упаковано" в бруске...Очень симпатичные бруски.
Самое время покупать на ebay из Англии, с учетом нынешнего курса фунта. Сейчас есть с "Мишкой" за 1600 с доставкой до дома. Правда в основном файн и комбинашки корс-файн попадаются, медиум почти не видел.
Камрад отписался :
Индия файн 40-х годов.
Мне тоньше, чем на F500 не понравилось - стали типа s35vn уже кушает тухловато - почти что как алмазы сопоставимой зернистости - т.е. царапает всё равно довольно глубоко, а эффективности съёма, т.е. соскабливания выдавленного резанием металла, удаления его - маловато. И склонность к вытягиванию заусенки вырастает.
Индия достаточно плотная, чтоб её можно было довести более тонко. Пробовал эксперементировать и доводил на f600 тоньше не стоит, начинает работать структурой. Но даже после 600 брусок начинает подзеркаливать и работать в разы тоньше...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Судя по таблице зернистостей нортон, была ещё индиа "Extra Fine", но мне вот такая ни разу не попадалась, по крайней мере с этикеткой. Может это оно?
Ну и вообще, у более ранних индиа, по-моему плотность несколько иная и зерно иначе "упаковано" в бруске...Очень симпатичные бруски.
То олдТор
Вот с удивлением узнал от одного коллекционера ,что точить вредно ...
Не ,ну как это купил ножъ и не точить ))
Николай тогда зачем ? ))
Ладно ,есть кастомный ВМ 552 из М390.
Собственно ,не устраивает ни степень отделки подвода ,ни заводская острота.
Получил недавно немного новых камешкофф и решил потренироваться на Опинель .
Камни :
-Винтажная Индия файн и твёрдый арканзас доведенный на Ф600.
Эта Индия мне очень понравилась-даёт матовый оттенок на подводе при хорошей скорости работы .Подвод после Индии имеет гораздо лучший вид ,чем на заводском ноже от Бенчмэйд.
Однако переход на арканзас показался преждевременным .
В общем ,для заточки М390 однозначно придётся ставить после Индии другой абразив :
Полагаю или CF или алмаз 3/2.
Если стоит задача ,чтобы своя заточка не-сильно по внешнему виду отличалась от заводской ,но была при этом лучше ,то вот заточка в 2 камня хороший вариант для этого.
Первый камень подобрал- Винтажная Индия ,а со вторым -буду ещё пробовать.
Почту прочёл- спасибо за инфо.
Индию получил в подарок ,так её камрад обозвал ))
По оттенку и тактильным ощущениям ,абразив отличается от современных Нортон файн.
Имитация заводской заточки и роль направки на чистой коже, как аспекта проверки качества кромки.
Попробовал сделать "имитацию заводской заточки" для показа некоторых моментов.
Т.е. заточка грубым абразивом + достаточно мягкий полировальник.
Нож заточен на бруске карбида-кремния F400 на мягкой связке, а затем фаски с лёгким скруглением, подполированы на пасте Luxor 6.5мкм. , нанесённой на фотобумагу.
Ну и что получилось - да, кромка остра и мало грубых рисок выходит на неё или вплотную подходит к кромке, завал очень скромный. Но, на фото есть микрозаусенка - если открыть фото покрупнее - её видно тёмной ниточкой:

Тактильно она не идентифицируется, клинок резал волос после заточки. Однако - после окончательной направки на на чистой коже, перестал, кромка только застругивает волос, а ногтевой тест показал "сыпь" - т.е. чистая кожа убрала заусенку, и проявила истинное состояние кромки. Почему, собственно, я всегда использую в заточке ножей такую направку - если сделано не очень тщательно, то можно проявить, что там на самом деле, не выдумывая о том, что "кромка способная резать волос держится пару резов", а понять, что это был рез всего лишь заусенкой, а если клинок заточен тщательно и доведён как следует, то после направки на чистой коже, однородность и острота наоборот, только получает прирост - при таком раскладе, уже и следующие способы проверки кромки идут в дело - например способность её строгать волос и после строгания сухой липовой или сосновой дощечки.
Причём тонкость заточки далеко не всегда является определяющим фактором, в отличие от тщательности - она может быть выполнена и на не слишком уж тонких абразивах.
"Экспресс-заточка бритвы"
Попробовал я на опасной бритве брусок ИСМ м10.
Собственно, бритву просто надо было быстренько подточить после некоторых не очень удачных проб, и она мне уже надоела, так что хотелось максимально быстро до рабочего состояния.
Ну что ж - справился ИСМ м10, я считаю, хорошо. Он конечно прорезает кромку, всё-таки карбид кремния и не самый тонкий, но спасает мягкость работы. Тем более, что я чуть схитрил - сначала чуть натёр его суспензии и поработал с ней, затем растёр её равномерно по камушку и дал ему чуть обсохнуть - в результате закончил работу на еле влажном - удалось нормально скомпенсировать агрессивность зерна.
Макро 8:1, кроп, 2мм. по горизонтали:

Далее, я решил воспользоваться "выручалочкой" для таких случаев - когда надо очень быстро и когда возиться с бритвой уже неохота - "синий" чарнли форест с суспензией кома нагура + он же чистый.
Да, выглядит грубовато, риски на фаске от ИСМ не ушли полностью, но на кромку не выходят. Рез волоса прекрасный, в бритье может саааааамую малость жестковато бритва ощущается, но не беспокоит, а бреет зато чрезвычайно чисто и кожа себя чувствует превосходно.
Подобное же его применение ранее на некоторых бритвах, дало, помимо скорости, ещё и весьма выдающуюся стойкость - не секрет, что после чарнли и ещё некоторых "англичан", более тонкими камнями обрабатывать непросто, и кроме того, кромка обладает весьма недурной стойкостью, несмотря на шероховатость.
Вышло вот так:

Ну и фото использовавшихся абразивов:

Работа заняла считанные минуты и результат мне понравился.
Надо же... Значит действительно теперь другие...
У меня чиапексы в своё время были именно с набором брусков из электрокорунда и маслом в комплекте. КК не было... Но тому "сто лет в обед"))
Но самый тонкий - да, отвратительно себя вёл с маслом)
М-м-м... Не думаю. Поскольку в "стандартный" для китайца сет входит и грубый КК, который точно не под масло (пробовал)... Да и белый 1500 с маслом - так себе. С водой интереснее. Вот рыжие ОА - да. А масло в комплекте с Лански 😊
Я чапексные бруски в принципе и считал масляными, по крайней мере раньше к ним даже флакончик какого-то масла в комплекте шёл.
Хотя у меня так давно был чапекс, может что изменилось и теперь водные..
Спарку уже бы попробовал, но неожиданно споткнулся на клеях. Третий день экспериментов - результаты неожиданные... Отпишусь в теме по клеям, вроде, была такая. Когда закончу.
А в рамках данной темы, так, как она заявлена, своим "открытием" считаю именно использование дешёвого и довольно грубого водника с маслом. Как раз такой изврат даёт возможность обойтись минимумом камней и потраченного времени.
quote:Изначально написано Serge Ant:
... В данный момент готовлю к употреблению спарку "вашка+чарнлик", которая имеет шанс стать фаворитом. Сами камешки от almedic, спасибо ему огромное. Да и, честно говоря, идея такой спарки тоже его. ...
По-моему отличная идея спарки! Причём если чарнли не слишком тонко притёрт - может наблюдаться весьма сопоставимая риска, но степень остроты и стойкости, прирастает заметно, а агрессивность реза сохраняется. Ну и по скорости работы весьма здорово и универсально по сталям!
Всё понял правильно 😊 Более того: здесь речь, в основном, о заточке. Геометрия - отдельно. Доводка для меня пока - минное поле. Неуверенно как-то я себя чувствую в доводке. Недавно Вам вопросы задавал... А по данной теме могу сказать вот. Бюджетную кухню, чтобы за рамки бюджетности не выходить, точу так: чапекс (не с трамончиной же медитировать), родной чапексный #600 (~F360) рыжий корунд С МАСЛОМ. С выходом. Кромка не стойкая, но агрессия - жуть... Второй камень - вашита, тоже апексная. После неё уже остро, агрессивность сохраняется! Здесь можно остановиться, если подтачивать раз в неделю не в лом. Иначе надо подвыгладить. Использую твёрдый новодельный Арканзас, уже на руках. В данный момент готовлю к употреблению спарку "вашка+чарнлик", которая имеет шанс стать фаворитом. Сами камешки от almedic, спасибо ему огромное. Да и, честно говоря, идея такой спарки тоже его. Спасибо и за идею. На днях закончу - попробую.
quote:Изначально написано Serge Ant:
Для себя разделил обдирку и заточку полностью. Это два разных процесса, мало связанных друг с другом. Если уж решил драть, то РК пофиг: занимаемся геометрией, т.е. подводами. И поверхностью подводов - если надо, чтобы блестело, обдирка может закончится на довольно тонких абразивах. А заточка потом начинается так, будто я нож только в руки взял. Без оглядки на обдирочный этап. Поэтому заточка может начаться с более грубого абразива, чем был в конце обдирки. Не обязательно, но и не редко. Особенно, если драл суперабразивом.
Весьма поддерживаю. Хотя это может показаться противоречием с тем, что я выкладываю иногда в этой теме, однако противоречия нет - в данной теме вопрос о больших, иногда и на пределе разумного, разбросах зернистости, и о том, как бы за минимальное время получить приличный результат. Иногда он "приличный" в кавычках, иногда без. Равно как бывают и клинки и уровень пользователей и пробующих подобный инструмент точить - приличный или не очень.
В любом случае - максимальная скорость работы, с широкими перескоками по зернистости, никогда не бывает предельно качественной. Т.е. по сути - очень многое в этой теме, за редким исключением - скорее халтурка, или демонстрация того, какие есть рабочие варианты и схемы попроще, чтобы при том не сильно много было переделывать, при более ответственной заточке.
И поэтому, прошу не рассматривать, выложенные здесь варианты работ, с точки зрения особо тщательного подхода.
Поскольку последнее время меня несколько раз спрашивали именно по оперативной заточке углеродок и выбору абразивов для этого, сделал обзор - попробую показать, как я это делаю, сколько трачу времени, какие использую абразивы.
Потребовалось заточить нож из w75, с заявленной твёрдостью 59HRC, что вполне, на мой взгляд, соответствует действительности. Нож используется в качестве разделочного по мясу и птице.
Для начала, беру мягкий брусок карбида кремния, водный, F400. Его даже не замачиваю, просто сую под струю воды секунд на 15 - для текущей задачи - достаточно.
На нём я "освежаю" подводы, убираю замятия и забои, ежели таковые есть, а также, "разрыхляю" сталь, облегчая более тонкому абразиву, съём и выход на остроту. Для этого достаточно по 10 проходов на сторону на зерно - сначала по всей фаске, затем с лёгким акцентом больше к кромке - это даже трудно назвать повышением угла, чёткую грань второй фаски не делаю - тут такой задачи нет, "плечики" границы спуск\подвод немного убраны, фаски широкие и нужна лёгкая линзообразность. Работаю с минимальным давлением, заусенец не образуется, выглядит всё вот так (макро 8:1, кроп, ~2.6мм. по горизонтали, фото кликабельны):

Требуется на эти 10 проходов на сторону, около 28 секунд.
Далее, я беру винтажный нортоновский атрибутированный софт-арканзас - он похож на вашиту и я бы его таковой и считал, наверное, если бы он не был чётко атрибутирован, хотя он рыхлее и тактильно мягче любой из моих вашит. На фото он с уже отработавшим эфирным маслом, засаленность не особо видна, так как при тонком слое масла, она "усаживается" в камень:

Он у меня притёрт был на карбиде кремния до фракции F400, около года назад, если не ошибаюсь, пока продолжает работать не требуя освежения. Хотя, конечно, структура уже как следует забита снятым металлом - макро его поверхности, 2мм. по горизонтали:

Сначала я беру совсем мало эфирного масла и растираю его по камню. С минимальным нажимом прохожу по фаске, с каждым проходом чуть увеличивая акцент движения на зерно и еле заметно - угол.
В результате, не нарезав риску собственно этим софтом, я "спиливаю" рёбра рисок от предыдущего абразива, причём "пила" на кромке становится куда мельче, и нож уже остр, фаска у самой кромки довольно гладкая, а "зуб" на кромке остался. Это делается за 6 движений на сторону - примерно 14-16 секунд. Вот так выглядит:

В принципе, если надо очень быстро подправить до приличной рабочей остроты и работать - этого достаточно - сама правка суммарно меньше минуты, предплечье бреет "с отскоком и хрустом".
Однако, поскольку стойкости у такой кромки не будет, а фаска в целом слишком шероховата и потому будет легко и быстро корродировать, ибо углеродка, то я продолжаю работу - наношу на софт арканзас уже нормальное, привычное количество эфирного масла и работаю 3 минуты 20 секунд (сегодня я всё засекал очень чётко). Теперь поверхность у самой кромки погрубее, зато однородно проработана вся фаска, выполнено сглаживание перехода, который делался на карбиде кремния и потом, при показе быстрой правки софтом:

Хорошая рабочая острота, агрессия реза "под мясо", риска сопоставима с риской от качественного керамомусата - нож готов к работе. Итого затрачено времени порядка 4-4,5 минуты (с учётом быстрого замачивания карбида кремния и нанесения и смены масла на софте)
Итак - со вторым вариантом результата разобрались. Однако, без нужды, я клинок без более качественного финиша не оставляю, предпочитаю править реже, да и опять-таки, ради того, чтобы меньше корродировала фаска, её полезно выполнить почище.
Потому я беру плотный Llyn Idwal с тем же эфирным маслом:

Работал на нём 4 минуты ровно. Теперь результат выглядит вот так:

Это уже довольно тонко, при том кромка очень резучая и острая. Далее направка на чистой коже, наклеенной на дощечку - по 10 проходов на сторону - около 5 секунд, и работа завершена - третий вариант по счёту, длительности работы и первый по качеству результата - волос не строгается, но и не мягко режется - он режется с хрустом на расстоянии 5-6мм. от точки удержания.
Да, что касается выбора абразивов - все они могут быть успешно заменены на те, которые на своих этапах работы, сходно сработают по таким сталям - можно взять карбид кремния чуть тоньше или на слегка более твёрдой связке, вместо софта можно взять вашиту порыхлее, вместо Llyn Idwal можно успешно применить бельгийский Yellow coticule или, например, чарнли форест не самый плотный (если хотим получить именно похожий по агрессии, и вместе с тем, достаточно чистенький финиш).
Мне же удобно было воспользоваться в данном случае именно таким сетом.
Лучший результат занял менее 10 минут работы в целом, от, в общем-то, обдирочного абразива, и до финишного. Стойкость, как показывает статистика, у такого финиша более чем удовлетворительная и он обладает достаточной универсальностью в отличие от первых, более быстрых вариантов - такой финиш даже позволяет вполне сносно грубовато работать с древесиной, если клинок, скажем, аутдорный, хотя в первую очередь финиш выполнялся под работу разделочного ножа.
Такой вариант и метод работы подходит для большинства углеродок твёрдостью 57-61 HRC, обладающих при твёрдости 60 или чуть больше, достаточной вязкостью - не "сухих", и при углах заточки около 30-ти градусов полного угла и сведении не тоньше 0,4мм. При меньших углах и более тонком сведении, использовать столь грубый карбид кремния обычно не стОит, если конечно степень затупления и деформации кромки не требует значительного съёма.
Основные "фишки" данного метода - быстрое разрыхление стали грубым абразивом, без проточки до заусенца, но приведения кромки к одному, пусть и грубому, знаменателю, и быстрый качественный скачок в состоянии фасок и кромки, благодаря особенностям работы структуры софт-арканзаса или близкой к нему по характеру работы, вашиты, как вариант.
Быстрая заточка cpm s35vn на агрессию реза, небрежная.
Надо было быстро подточить нож из cpm s35vn, ранее участвовавший в некоторых пробах и изрядно подсевший, и вообще, последний раз заточенный грубо и неаккуратно. На этот раз я тоже не сделал аккуратно), но зато сделал пару фоток, иллюстрирующих довольно низкопробный, на мой взгляд, но рабочий способ быстро заточить нож до хорошей остроты и агрессии реза, правда, стойкости ожидать тут не придётся - заточка грубовата и сделана с нарушениями правил. Однако, иногда это бывает нужно и работает.
Убрал безобразие и подточил нож на отечественном бруске из карбида кремния F500, на мягкой связке - т.е. давления он не терпит от слова "вообще". Полминутки на суспензии, затем смыл, и с минимальным давлением, на чистом поработал - всего 3 минуты +- времени заняло. Стальку эту карбид кремния кушает на отлично, наверное ничего быстрее по ней я не встречал. Причём столь оперативен именно карбид кремния на мягкой связке. Вышло вот так (макро, кроп, 2мм. по горизонтали):

Дальше же, я решил схалявить, и взял слурик suehiro g8 8000 грит из карбида кремния. Скачок ничего себе)
Конечно, даже с большим повышением угла, такой переход слишком велик, но я и не собирался работать по классической схеме, в данном случае. Я сделал вот что - натёр на слурике суспензию погуще, и минуты полторы поработал им сохраняя направление рисок предыдущего бруска - чтобы проработать их и сделать их "канавки" более округлыми. Потом смыл суспензию, и сменив направление движений, "спилил" рёбра рисок, стараясь у самой кромки риски по-возможности сохранить более ярковыраженными - разумеется, делалось вручную. Ногтевой тест показывает однородную "сыпь", "пилку", при том, острота приросла - волос застругивается (понятно, что это заслуга рельефа на кромке, а не тонкости заточки):

Далее, направил на чепраке с оксидом железа, наклеенном на дощечку, по пять проходов на сторону - теперь волос строгается чуть легче, но кромка остаётся очень пилообразной. Стойкости, конечно не будет, кроме той, которую даст качество стальки, но мне в данном случае это и не требовалось особо.
Зато, на всё про всё, от силы 8 минут. Можно было бы конечно сделать за то же время и более тонко и стойко, но мне захотелось вот так - зато получился обзор об одном из способов быстрой заточки под агрессивный рез. Главное - не использовать грубый брусок на слишком твёрдой связке и со слишком агрессивным зерном - если сравнить результат после этого, столь мягкого F500 с некоторыми другими макрофото после карбида кремния на более твёрдой связке, то будет видно, насколько мягкий брусок щадяще обошёлся со сталькой. Если брать твёрдые бруски, или, тем более, с более агрессивным зерном, тогда нож вообще не будет держать приличную остроту при подобном способе работы, и нарушение правила удалять риски предыдущего абразива последующим, покажет очень явно, насколько оно важно в подавляющем большинстве случаев. Т.е. правила можно нарушать, после того как научаешься им следовать, и главное - когда чётко понимаешь, зачем и как именно, их нарушаешь.
У них, вообще-то, собственные сланцы для этого были:
forum/224/904311
А с деревом они работать всегда умели, так что насчёт придорожных камней - по-моему это очередной миф из разряда "максимально сермяжного шапкозакидательского подхода" имеющего под собой одну идею: "я ничего не умею и учиться не хочу, и я нашёл какое обоснование этому притянуть за уши". И таких мифов в рунете - полно.
Особенно интересно, как искать придорожный камень в лесу или под снегом, хоть сколько-нибудь приемлемой формы, размера, и способный хоть что-то снять или не расцарапать клинок вусмерть.
Вот финам везет- шоркнули о придорожный камень так называемый микроподвод, и далее в работу.)
Для себя разделил обдирку и заточку полностью. Это два разных процесса, мало связанных друг с другом. Если уж решил драть, то РК пофиг: занимаемся геометрией, т.е. подводами. И поверхностью подводов - если надо, чтобы блестело, обдирка может закончится на довольно тонких абразивах. А заточка потом начинается так, будто я нож только в руки взял. Без оглядки на обдирочный этап. Поэтому заточка может начаться с более грубого абразива, чем был в конце обдирки. Не обязательно, но и не редко. Особенно, если драл суперабразивом.
quote:Originally posted by dmitrichW:
могу и полирнуть пастой на торце бука.
Во, а я думал, что один такой...
Иногда, если рисок много и долго не хотят убираться, просто убираю их все на пастах с ОА, а потом уже навожу марафет на доводочных брусках.
Получается и быстрее и глазу приятнее.
quote:Originally posted by oldTor:
особенно если немножечко "сеткой" поработать, или просто чуть поменять направление рисок
Для меня это является необходимостью.
Заточную фаску иногда 3000ком зачищаю вдоль РК до полного исчезновения всех предыдущих рисок без фанатизма в нажиме, могу и полирнуть пастой на торце бука. Доводочную, увеличив угол, выполняю в требуемом направлении рисок.
Если сталь углеродистая или легированная, но всё равно не "супер-нержа", и склонна к появлению питтинговой коррозии, то лучше сделать почище фаску в любом случае.
Если что-то типа Elmax - то в принципе, неважно. Ну разве что уж совсем грубых рисок не оставлять, а то вот на ЕДЦ это чревато тем, что клей от скотча трудно отчистить с совсем шероховатой поверхности, например, или ещё что-то трудно удаляемое. А ежели хочется красиво - то фаски можно и полирнуть, до формирования финишной.
Основная задача - получить на кромке и хотя бы какой-то части фасок, её образующих, поверхность без остатков более ранних рисок и их последствий в виде микротрещин или микросколов, т.е. если обдирать агрессивными абразивами типа алмаза или карбида кремния, то убирать "с запасом", удостовериться, что точно ничего такого на кромку не выходит.
Так что - основная фаска в зависимости от стали и личных предпочтений, а финишная фаска - почище никогда не повредит. При малом пятне контакта и 3000-ника хватит, особенно если немножечко "сеткой" поработать, или просто чуть поменять направление рисок, а в середине процесса, когда уже финишная фаска сформирована, но ещё слишком шероховата - чуть побольше с суспензией поработать. Иногда полезно на чуть разбавленной суспензии и завершить дело, не обязательно строго на чистом заканчивать этап - всё равно далее финиш на чём-то более тонком и твёрдом весьма рекомендуется.
Насколько важно прорабатывать всю поверхность подвода тонким (3000+6000) абразивом?
или вполне хватит поработать на микрофаске сетом 3+6+финишник?
По многочисленным просьбам, сделал пример того, какие проблемы подстерегают, при раннем переходе на финишные камни.
Не секрет, что одним из самых распространённых сетов для заточки является водный камень 1000\3000 грит, а далее какой-нибудь твёрдый тонкий финишник.
Часто задают вопрос - "а можно ли после 3000-ника идти сразу на арканзас (или другой финишник)?"
Этот вопрос настолько частый, что я решил ответить на него один раз подробно, и более к нему не возвращаться.
Ответ: "Можно".
НО! Надо отдавать себе отчёт в том, какую сталь мы собираемся так точить, какова геометрия заточки (одна фаска, две фаски, наличие\отсутствие микроподвода) и определиться - для конкретного случая, с конкретным клинком и сталью это вынужденная необходимость с получением допустимого по качеству результата, или вполне разумный оптимум. Я считаю, что определить это должен каждый для себя сам, исходя из ситуации и поведения клинка при заточке. Почему? Постараюсь ответить на конкретном примере.
Есть клинок из быстрореза р6м5 - выбрал его, так как сталь вполне себе "народная" и трудно наверное найти того, кто ни разу не точил такую.
Клинок заточен для примера, сначала на воднике Masahiro S-1000, затем на Kasumi 3000 грит.
На 3000-нике работал с малым давлением, допуская очень умеренное присутствие суспензии, не мешая проявлению эффекта замазывания рисок предыдущего абразива, в чём 3000-ники, обладающие мягкой связкой, многократно замечены, особенно если манера работы безыскусна - без использования возможностей суспензии, смен направлений движений многократно для зачистки от предыдущих рисок и пр.
Вот так это выглядит в макро - по горизонтали ~2.6-2.7мм., масштаб съёмки 8:1, стэкинг, кроп, фото кликабельно, доступна развёртка в 100%:

Разберём состояние фаски. Поскольку суспензия образуется постоянно, хоть я её и часто смывал, а связка камня весьма мягка и сама по себе и тактильно в работе, ярко проявляется эффект неодинаковости проработки фаски - ближе к спуску явнее пластическое течение матрицы, "окутывающей" наиболее крупные карбиды. К середине фаски, где давление максимальное (в границах малого, выбранного оптимальным при работе) - крупные карбиды удалены, зато явно можно различить более мелкие - тут вообще видно всё (или почти всё) их многообразие и разброс. Ближе к кромке, где выполнялся лёгкий акцент, при движениях "НА зерно" - риска явнее, виден след от движений "сеткой", которыми я поработал совсем чуть, чтобы убрать заусеночные явления, и нет такого "размазывания" стали, как на остальной фаске. даже местами видно риски от 1000-ника, которые в таком режиме работы просто не успели убраться - я спецом не стал их зачищать - обычно их незаметно, для невооружённого взгляда такая фаска выглядит почти что "зеркалом", в 10х лупу видны "точечки" и "штришки", но всё выглядит куда однороднее и одинаковее - почему собственно, обычно и говорят, что "да там всё путём, пора на финиш".
Кстати, весьма рекомендую рассмотреть фото в развёртке 100% (думаю в яндекс-фото всем известно как это сделать) - благо удалось довольно недурно и детально всё сфотографировать.
Ну и теперь, пришло время показать, что будет, если сразу перейти на финишник. Для наиболее яркого эффекта, я взял арканзас, хотя и не самый тонкий - тактильно мягкий в работе нортон-пайк воскового оттенка, транслюцент. Сначала поработал по всей фаске, чтобы удалить замазанность таковой 3000-ником, и показать, что и риски от 1000 ещё не ушли. Понятно, что шлама было много, олеинку я менял раз 5, чернела и засорялась снятым металлом она очень быстро и густо - ещё один момент, которого надо коснуться - быстрое почернение масла вовсе не показатель что мы много сняли - не всегда это так. Иной раз может вовсе не быть заметно потемнения СОЖ, а работа производительна. "Чернеет, значит быстро снимает" - далеко не всегда столь категорично верное утверждение. Ну да я отвлёкся.
Разумеется, поскольку "вскрытую" поверхность с неубранной шероховатостью после 1000-ника, глупо точить арканзасом по всей фаске, в надежде что за разумное время доводочник сделает то, что ещё невредно было бы сначала зачистить, скажем на водниках 5000-8000 грит, или скажем, каким-нибудь кремнистым сланцем с суспензией, или чем-то ещё, не суть, я им лишь вскрыл ситуацию на фаске, а затем чуть увеличил акцент с еле заметным повышением угла - примерно 1\6 ширины фаски, у самой кромки - проработана арканзасом нормально - при таком пятне контакта уже можно на него переходить - т.е. это то, о чём говорилось ранее - актуален или нет такой переход - зависит от геометрии заточки - наличия второй (или третьей и пр.) фаски, а значит разумного, для финишного камня, пятна контакта.
Вот как всё это выглядит:

Часто, увидев подобное, говорят "у меня арканзас сработал грубо" или "грубее предыдущего абразива". На самом деле, он просто вскрыл предыдущую недоработку. При том, часто, если работать по всей фаске, то можно убрать предыдущую риску с кромки, но в силу чрезмерного пятна контакта так и не выйти за разумное время на достаточную тонкость кромки, которая даст прирост остроты, а если просто убрать прежнюю риску без этого, то субъективное ощущение "остроты" пропадает - тонкой кромки пока не получено, а кажущаяся "остротой" шероховатость зоны РК от предыдущего абразива - уже отсутствует. Разумеется, в малом увеличении это трудно диагностировать.
Здесь же, я мог бы конечно, и на арканзасе добиться по всей фаске того же состояния, что получил на кромке, чуть увеличив угол, еле заметно (в лупу этого повышения незаметно вовсе, да и тут еле видно - правда можно, раскрыв фото покрупнее, заметить и мелкую-мелкую рисочку на кромке уже от арканзаса, и отсутствие крупных карбидов у зоны РК - он их удалил), но это потребовало бы чрезмерных времязатрат - негоже исправлять недоточку финишным камнем. Способность некоторых финишников быстро затачивать стали попроще - приятный "бонус", но нечего ожидать чуда - финишники - для финиша, а не для заточки, в конце-концов.
Как видно, ответ на вопрос "можно ли после 3000-ника переходить на финишники" - получается не таким простым. Однако, хочу надеяться, что моя версия ответа, окажется полезной.
quote:Originally posted by dmitrichW:
Перед выполнением доводочного микроподвода обязательно ставлю барьер.
для многих эта фраза окажется столь же непонятной, как
誰もそれは解らない。
предлагаю сделать тему про этот барьер
и разъяснить в ней что это такое и с чем его едят.
Заточкой двумя камнями ножиков увлекался только в поле. Иногда делаю нечто подобное на ножах с большими, по ширине, подводами, иногда после первого камня прохожу мелкой наждачкой, натянутой на деревяшку, вдоль РК.
Перед выполнением доводочного микроподвода обязательно ставлю барьер.
Встряну-нержу мягкую точу на R2 синтетика 1000грит,заканчиваю на чёрном безродном шифере.Тонкий хлебник из 65г(клинок 0,5мм)-тож на 1000 стартую,заканчиваю на мягком сером сланце.Если оченно грустно всё-начинаю на бруске белого электрокорунда от СССР-400грит.
Очень нравится тема :
Заточка в 2 камня ))
Купил недавно 2 камня в немецком ебау :
Верхний- синтетик(работает с маслом на керамической связке- Ф500 ,нижний хард.арк- слегка просвечивает.
Тестил по-быстрому на кухонном ноже :
Попросил у мамы специально- савсэм тупой ножъ))
Результат обрадовал .
Камни оказались весьма абразивными- масло быстро темнеет.
Хард.арк ставил с повышением на градус.![]()
Правил тут клиночек из сандвика, изрядно замучанный правками.
Решил попробовать работать максимально просто - движения только однонаправленные на зерно, подровнял фаски на Boride T2 320 и микроподвод на чарнли форест.
Работа вручную, имитация "полевой правки", так сказать. С микроподводом чуть накосячил - проверил измерительным микроскопом - на одной стороне ширина микроподвода 0,06мм., на другой до 0,08мм. Но, я считаю, такая погрешность вполне приемлема. Вот так выглядит результат в макро (по клику доступна развёртка в 100%):

Время не засёк, но на то, чтобы достать камеру, сделать фотку, перекинуть её на комп, чуть выровнять по горизонтали и выложить - ушло времени больше, чем на собственно правку. По-моему вполне неплохо.
Бюджетную кухню точу только так.SIA нормально переносит керосин. Пасту ГОИ развожу керосином, удобно наносить кисточкой. Согласен с Вами ремень или кожа обязательны.
Ранее упоминал о использовании для заточки мягкой нержи, шкурки sia 1200, наклеенной на дощечку (посредством двустороннего скотча) и с нанесённой на неё ГОИ номер 3.
Тут дошли руки попробовать её на чём посерьёзнее - на Elmax. После кристалона файн, минуты 3 на шкурке с ГОИ - очень даже симпатично заточилось. Да, пасты на шкурку нанёс многовато, а потому добавил чуть wd-40 и подтёр лишнее - однако получилась работа почти на "суспензии" из пасты)
Я удивился, но Элмакс затачивает без проблем, кромка очень резучая и агрессивная. Работа комбинированными движениями. Вот такой результат
(Два кропа, с двух разных фото с различным падением света. Что касается масштаба - при раскрытии исходного кадра в 100% - 0,02мм. деление шкалы микроскопа, на экране занимает 15,5мм.):


Не так давно я таким же манером затачивал нож из 95х18 - и надо сказать, что не заметил чтобы элмакс затачивал дольше по времени. Правда по 95х18 пришлось работать чуть дольше чем планировалось, так как кристалон её драл немилосердно и шкурочка дольше убирала эти "дыры" на кромке. ну и ещё одна лишь разница в работе - на 95х18 дольше работал сугубо НА зерно, а на Элмаксе больше переменными движениями.
Кстати, засаленная ГОИ и даже с разведённой до жидкого состояния ГОИ, шкурка не показала заметного падения абразивной способности и какой-то деградации, в отличие от того, как если бы работать на ней насухую или с водой, или с водой с каплей мыла. Отсутствие падения производительности шкурки тем более было явным, что я Элмакс затачивал на ней после того, как до того на ней же успел заточить три ножа из мягкой нержи - один из 65х13 и два из 95х18, причём одна существенно потвёрже другой.
Плюсы подобной заточки - скорость, способность быстро править и подтачивать, в т.ч. порошки, хорошая агрессия реза, бюджетность.
Минусы - не сразу удаётся подобрать количество пасты и консистенцию, что чревато завалом геометрии, требует умения работать НА зерно и комбинированными движениями так, чтобы не попортить шкурку, не прорезать её и не цеплять. Относительно невысокая стойкость режущей кромки, неудобство в хранении бланка с шкуркой с пастой, и необходимость особо оберегать её от попадания пыли и прочих посторонних частиц.
Примечание - хороший способ поучиться не давить и удерживать угол, работая НА зерно. Направка на чистой коже, в завершение работы - весьма прибавляет однородности и остроты кромке, при том без потери агрессии реза, зато рез становится куда чище и легче.
Нет, или как максимум может один напоминал. ЧФ способен дать суспензию, и работая что с маслом что без - в притирке аналогичной байкалиту - оставляет в большинстве случаев более грубую и иную риску - зубчик крупнее. Однако выгладить на тонких ЧФ можно ту же бритву более тонко временами. От техники работы немало зависит.
Тактильно они тоже отличаются всё-таки. Надо ещё отметить, что ЧФ имеют куда бОльший разброс по тонкости и характеру породы. И работы.
Однако они могут сработать взаимозаменяемо - это несомненно.
quote:Изначально написано oldTor:
Ну и вот последнее время для финиша использую байкалитик, спецом купленный какое-то время назад именно для "полевой правки".
Байкалит интересный камушек. Жаль,что тоже имею только маленький кусочек. Правда чел с Иркутска сказал,что набрел на место,где есть большой размер. Посмотрим. Мне байкалит ЧФ напоминает. Не находите?
На работе я в основном подтачиваю ножи гусевским алмазиком 100х80\50х40, и заканчиваю на чём-нибудь потоньше, с повышением угла, так как просто после 50х40мкм кромка садится на картоне и пластиковых стропах моментально. И не суть, что на китайчонке, что на спайдерках из сталек куда получше, например, разницы практически никакой.
Ну и вот последнее время для финиша использую байкалитик, спецом купленный какое-то время назад именно для "полевой правки". Разумеется, что риски от алмаза 50х40мкм, убрать байкалитом, работая по всей фаске за разумное время нереально, да и вообще это глупая затея, а вот быстренько сманстрячить микроподводик, или тем более выполнить правку по уже существующему микроподводу, выполненному ранее - милое дело. Быстро и просто. Алмазик использую с водой или, реже, насухую, а байкалит с wd-40.
Фотки на смартфон, потому не ахти:


цитата:Изначально написано alex-ice:
Вы писали о успешном применении Гуанси по s35vn .
У меня Гуанси нашёл применение только для финиша Опинелей.
Честно говоря не упомню уже деталей.
Но гуанси в грубоватой притирке, по ранее хорошо подготовленному клинку, неплохо доводит, особливо ежели сначала с суспензией поработать. Если же им поставить цель дотачивать, а не доводить, то конечно - это медленно и муторно - всё же это весьма и весьма тонкий камень, а доводка и тонкая заточка - это разное, и вовсе не скорость съёма в ней главное.
цитата:Изначально написано alex-ice:
В блоге ,вы писали о успешном применении Серакс 5000 по Элмаксу. Странно...
Этот Серакс (я о Апексных бланках)в барахолке дешевле алмазов ,Борайдов и Чосер .Я вообще думал ,что он для кухонной нержи в основном предназначен.
Я писал о Суэхиро Рика 5000 грит, а серакса 5000 у меня нет.
В любом случае, и я не устаю это говорить - использование водников на приспособах с подвижным абразивом, здорово ограничивает их возможности.
Если конкретно о Рика говорить - недостаток СОЖ и увлажнения камня приводит к выглаживанию и засаливанию его поверхности, держать на нём комфортное количество СОЖ на приспособе - нереально.
Когда я увлекался заточкой кухни до тонких водников, я его и по кухне вполне успешно использовал.
А чем Элмакс не нержа?) Ну потвёрже, ну и что..
Дешевле многого в порезанном виде он наверное потому (если всё же речь о Рика), что полнометражный он довольно здоровый кирпич и за вполне умеренные деньги.
Я все борайды с водой использую.
Golden Star -С водой или маслом работает ?
Я пробовал Cerax 3000 на апексе. Мне не особо понравилось. Хочет замачивания минут на 15, в моих руках стремится засалиться и т.д.
Оставил себе из синтетики примерно этом диапазоне Boride CS-HD 800 и 1200 и Golden Star 1000.
Вообще очень интересная тема :
-Заточка в 2 камня .
Ефим писал о такой схеме на кухонниках :
Boride T2 600 + с повышением угла водник Cerax 3000.
Cerax нет ,но пробовал мешать в сете Борайды Т2 и Чосеру- результат был хуже ,чем однотипными камнями.
В блоге ,вы писали о успешном применении Серакс 5000 по Элмаксу. Странно...
Этот Серакс (я о Апексных бланках)в барахолке дешевле алмазов ,Борайдов и Чосер .Я вообще думал ,что он для кухонной нержи в основном предназначен.
Мне иногда кажется ,что вы можете точить что угодно ,чем угодно ))
Вы писали о успешном применении Гуанси по s35vn .
У меня Гуанси нашёл применение только для финиша Опинелей.
Попробовал подправить поскорее вот этот нож:

Правку выполнил на Boride T2 600 с водой. Быстро и остро. Подумал что дальше можно было бы сделать существенный шаг по зернистости и взял сразу Чарнли Форест с гвоздичным эфирным маслом. Этот камушек совсем небольшой по размеру, и масла взятого на подушечке пальца оказалось слишком много:

Поскольку нож я перетачивал на меньший угол какое-то время назад и фаски довольно-таки широкие, пятно контакта большое - чуть повысил на Чарнли угол. В целом удалось довольно оперативно убрать выход большинства рисок от борайда с кромки. Однако не настолько хорошо, как хотелось бы - стОило угол увеличить больше:

Волос застругивается, тест на ногте показывает хорошую однородность, однако особенной стойкости у этой кромки не будет, думаю. Если бы сталька не была достаточно устойчивой к коррозии, я вообще не оставил бы таких рисок на фасках. Однако для быстрой правки, в целом минут за 5 на обоих абразивах, я считаю вполне допустимо вышло - какое-то время поработает.
Собственно, что удалось выяснить - s35vn чарнли недурно способен финишировать, и опять хорошо себя показало эфирное гвоздичное масло - мне понравилось с ним работать.
после арканзаса рез как бы бархатистый
я довольно долго шел к пониманию этого реза и пытался вусмерть заполировывать подводы
После многих проб, мой шеф про-мастер приобрёл уж совсем непотребный угол, а потому было решено его переточить. Но особенно ковыряться не хотелось, так как для проб я его часто использую.
Потому было принято решение уменьшить угол заточных фасок, а потом сделать микроподвод таким абразивом, который способен гарантированно убрать даже такие глубокие риски с режущей кромки.
Для переточки взял Cerax 707 - несмотря на достаточно мягкую для выделения суспензии в процессе работы, связку, этот камень у меня уже несколько лет успешно работает и выработки при своевременной правке его рабочей поверхности, не получил. А уж что я только на нём не точил) От этой стальки он салится, но засаливаемость смывается на раз.

Вот такой результат получился:

Далее я взял старенький арканзас - весьма быстрый и не самый тонкий - Norton HB-6:


Очень однородный камушек. Поверхность, надо сказать, уже успела после последней притирки его рабочей поверхности заметно подвыгладиться, что не сказалось заметно на производительности и тонкости его работы:


Выполнил микроподвод, существенно повысив угол - ширина подводика примерно 0,15мм.:

В завершение направил на чистой коже, наклеенной на бланк. Получилось довольно аккуратно и остро - волос резался на расстоянии 3-4мм. от точки удержания ещё до направки на коже, при этом кромка очень резучая и агрессивная - люблю характер реза после арканзаса - работать одно удовольствие!
у меня для кухни всегда два камня: 1000 и 5000 Шептоны
выровнять подвод после правки на мусате и +1 градус на сторону довести рк
все
когда совсем делать нечего, могу погонять яшмой или арканзасом с пастой
но для постоянного поюза и родственников, которым хоть кол на голове теши, все равно "не до конца аккуратненько" на тарелке порежут или еще где поковыряются, толку от этого медитирования никакого
если по теме. То для кухонников (я не беру в расчет "крутых" японцев,но AUS8 легко)сложился такой алгоритм. Борайд (рыжий) 150 (если РК убита)затем Гриндерман 220 (отлично убирает грубые риски.) Вашита Нортон Пайк (работаю ей не очищая,она постепенно слегка замыливается и РК полуматовая,как бы матированная,рез агрессивный) затем агат (самодел, где то 3000-3500 грит)Начиная с Вашиты прибавляю 1- 2 градуса,зависит от начального угла,ну и финищ агатом 2-4 градуса +. Проверенно на поварах,которым точу,рез агрессивный заточку держит долго. ЗЫ Это чисто мои наблюдения и практика,никого не учу,тут не ученики собрались, просто делюсь.
Пара фактов в пользу данного метода
Резал канат для различных проверок
Кроме всего прочего проверял два утверждения: крупные риски выйдут сколами на рк даже через доведенный ступенькой подвод, невыведенные сколы уйдут вглубь клина при нагрузках
Тестились такие стали: s30v, s90v, s35vn, m390, s3v, s125v, 154cm
На всех этих сталях оба предположения не нашли практического подтверждения
1. Если крупная риска выведена и не выходит на рк, сколы на месте воображаемой точки выхода этой риски на рк не образуются
2. Глубина невыведенных сколов при нагрузках не увеличивается, только сглаживаются края скола. Чуть больше общего износа РК, но не критично
Вот например спаевская s90v после 400 резов 30мм джутового каната
Посередине большой скол под 50 микрон - оплыли края, глубина не увеличилась
Правее небольшой скол, тоже был изгачально, практически не деформирован
В правом нижнем углу довольно большая риска - выхода на рк нет
Кроме того, после данных тестов перестал фанатично выводить сколы на ножах в постоянном поюзе. За пару заточек они и так уйдут, проблем не создают и нож лишку не утачивается
![]()
цитата:Изначально написано NameSergey:
Точу на таких штуках. Китайский алмазный брусок, из двух пластин, примерно 600 и 400 грит. И наша наждачка 1 и 3 номер наклеенная на деревянный брусок. Могу заточить до строгания волоса, если постараться. Для обычных сталей до 60ед. твердости хватает, других и не имею.
forum.guns.ru
Ключевой момент повествования"если постараться" а если нет то таким инструментом ножи не точат в домашних условиях, а где нить на коленке в поле или у ручья))) чукчи)))
Точу на таких штуках. Китайский алмазный брусок, из двух пластин, примерно 600 и 400 грит. И наша наждачка 1 и 3 номер наклеенная на деревянный брусок. Могу заточить до строгания волоса, если постараться. Для обычных сталей до 60ед. твердости хватает, других и не имею.
Перефразирую (условно )данную тему :
Заточка с меньшим кол-вом абразивов на скорость ))
- У меня хорошо стало выходить из тупого делать острое двумя абразивами :
Чосера 1000 и 3000 .
Вашита грызёт хуже ,чем Чосера 1000 .
Есть в наличии зелёный микрокварцит под названием "Зелёная прелесть " .
Работает тонко ,но видимо так тонко ,что мне не понятно ))
цитата:Originally posted by oldTor:
Прекрасный сет!
Ага,плюс ТВОИ руки:-)
С уважением,1shiva
Ездил сегодня к родственникам, просили либо взять на дом в заточку несколько ножей, либо сделать на месте. Было выбрано второе)
Думал, что мне может понадобится, но так не хотелось брать сумку, что взял то, что не раз доказало свою универсальность, и что легко влезает в карман и не тянет его - "полевые" вашиту и микрокварцит. Оливковое "Экстра вёрджин" было предоставлено мне на месте.
Итог - 4 ножа за минут 20 неторопливой работы отвлекаясь на то, чтобы хлебнуть кофе, приведены к рабочей остроте. Степень затупления от "местами блестит кромка и микрозабои" до "тупой как валенок - не порежешься".
Стали - хвг, шх-15, 95х18, X45CrMoV15.
Вашита притёртая на КК до F400 и уже малость выгладившаяся, микрокварцит гусевский, притёртый на КК до F1200.
Прекрасный сет!
Яшма не более производительна при аналогичной притирке, я бы сказал даже менее, так как менее универсальна помимо прочего, и склонна на вязковатых сталях вытаскивать микрозаусенку, в отличие от арка, которым, даже если такое и произошло по причине недостаточной подготовке РК на префинишном этапе или по причине избыточного давления и проч. - легко подрезать сменой направления движений им же.
И получить агрессивный рез. После яшмы можно получить тоже достаточно агрессивную кромку, но по моему опыту, на яшме она менее стойкая и не так долго держит агрессивность реза, как при доводке на арканзасе. Хотя на разных сталях могут быть варианты - эти камни в целом можно взаимозаменить, а точнее, выбрать под сталь и характер реза тот, который больше подходит, опытным путём.
Да и вообще - производительность производительности рознь. Работа на доводочном камне - придание определённого зарактера кромке и резу, когда рабочая острота, в целом, достигнута уже, к преддоводочному этапу.
Говорить о какой-то особенной производительности в плане активности абразивного съёма, на доводочных камнях не столь корректно - от них требуется комплекс воздействий, и абразивный съём там занимает не единственное место далеко.
Между вашитой и яшмой, арком или байкалитом всегда считал, что если что-то и ставить (хотя зачастую достаточно повысить угол), то какой-нибудь сланец с суспензией, ради максимально скорого убирания рисок от вашиты и более качественной подготовки зоны РК к переходу на доводочный камень.
"функциональный заусенец" и паразитное образование на РК - всё же разные вещи и по-разному же себя ведущие.
цитата:Изначально написано oldTor:
Всё не мог решить, куда запихнуть обзор - и про яшму он, и про вашиту..
Решил сюда, так как основной яркий момент, запомнившийся из работы - удивление от того, насколько быстро удалось довести нож до весьма хорошей остроты.
Итак:
Недавно появилась у меня ещё одна вашита, благодаря участнику раздела verjun.
Вашита "безымянная", весьма "грызучая", мне очень даже понравилась. Вот такая вот:
Кухонник, который я правил - всё тот же, уже не раз мелькавший в моих обзорах - основной моя "работяжка" на кухне: Kanetsugu из aus-8. Всё подумываю сменить его на что-то более интересное, но вообще, он работает очень даже симпатично. Посадил я ему тут несколько заминов, да кроме того, он всё не может мне простить грубой правки на Индиа медиум - после неё он повадился сколы на РК выдавать, несмотря на то, что я его уже с тех пор не раз подтачивал - это к слову о памяти стали, кстати. Ну так вот, поработал я на вашите с оливковым маслом нерафинированным, первого холодного отжима - несмотря на её пористость и грубоватую притирку, это масло создаёт достаточно стабильную плёнку на рабочей поверхности камня. Поработал от силы минуты 4, и этого хватило, чтобы микросколы и замины, ощущаемые при проводке по РК ногтем, но не видимые невооружённым взглядом, убрать. Вот что получилось:
Далее я поленился применить что-то "переходное" к финишному этапу, например какой-нибудь сланец погрубее и с суспензией, и сразу перешёл к яшме. Приноравливаясь и чутка увеличивая угол, поработал ею минутку, сохраняя прежнее направление движений, а затем, стал работать вдоль кромки. Рёбра рисок от вашиты я снёс, при этом рисок продольных от яшмы так и не увидел в увеличении под 70х. Вдоль РК поработал минуты три максимум, после чего кромка весело и непринуждённо стала застругивать волос из бороды:
Далее я решил, ради повышения агресси реза (хотя она и так, надо сказать, засчёт остатков рисок от вашиты была весьма приличная), нанести рисочки и обычным образом - чуть поработал, около минуты.
В процессе работы на яшме делал фотки. Для начала сам камушек (помытый и обсыхающий перед работой - мыл в горячей воде, как показала практика, камень под масло, не должен быть холодным):
Ну и фото промежуточных и конечного, результатов на фаске, в увеличении около 70х:
Что порадовало - буквально за несколько минут, из ножа с заминами и микросколами, получился нож, способный застругивать волос и обладающей завидной агрессией реза, несмотря на весьма рядовую стальку и значительный шаг зернистости применяемых абразивов. Также очень порадовал результат работы яшмы вдоль РК - ни намёка на подрезание, никаких отдельных рисок, очень тоненькое и щадящее убирание рёбер рисок от прежнего камушка. Хотя арканзас и делает это чище и сносит риску совсем, но зато в данном случае, я сохранил агрессию реза остаточную от вашитки. наверное можно заметить, что я сначала неосознанно, а потом осознанно, всё время сравниваю яшму с любымыми мною арканзасами)) Пока что я готов констатировать, что сравнивать их с позиции "что чем заменить", явно не стОит - у каждого камня есть свои преимущества, всё же они разные и имеют свой характер. И в арсенале я не готов отказаться ни от одного из них. Тем не менее, скажу, что немного напрягло: яшма, в отличие от арканзаса и микрокварцита, куда больше склонна на подобных сталях, вытаскивать некие "артефакты" с кромки, эдакий микрозаусенчик, который, правда, убирается без проблем проводкой по куску пробки, а то и просто при окончательной направке клинка на чистой коже, наклеенной на бланк. Арканзас создаёт такой эффект реже, при смене направлений движения куда охотнее сам же подрезает такие явления. Зато яшма даёт свой особенный характер риски и характер РК, который мне в резе очень понравился.
С уважением.
Спасибо за обзор !
Если хочется сделать красивый подвод ,то между вашитой и яшмой ,что лучше поставить ?:
Есть файн керамика и чёрный хард арк ,тонкие алмазы .
Насчёт микрозаусенца , хмм ,есть-же в заточном выражение функциональный заусенец .
Мне рез после яшмы по твёрдой колбасе понравился ,очень агрессивный.
Можно-ли считать ,что яшма более производительная (быстрая) ,чем транс-е арки ?
Хороший пример, как заточить очень быстро, агрессивно, остро, но..... с никакой стойкостью))
Нож из 95х18, использующийся периодически в качестве тестового по разным камням, и заодно, трудящийся иногда на кухне в качестве разделочника, и по всяким хоз. нуждам.
Потратил минут 7 - ранее нож был заточен на градусов 30 и пару раз правился керамическим мусатом, а тут мне понадобилось его очень быстро подточить и нарочито "грубо")
Взял Boride T-2 320 и 600, использовал с водой. Затачивал на 36 градусов, после борайдов прошёлся немного по коже с дзержинской ГОИ номер 3, наклеенной на бланк.
Фотографии особо не получились, но вот так это выглядит - самая узкая фаска - как раз нынешняя заточка, выполнена, естественно, вручную:

Ну под микроскопом, в увеличении около 200х - выглядит вот так:

Отдельные риски в другом направлении - следы от работы на пасте - всё-таки она не особо чистая, к тому же уже здорово засорена прежними правками на ней подобного бросового инструмента.
Ну и вот ещё фото поближе:

Очень грубая фаска. Но волос из бороды на весу режет.
Хороший пример того, как тест на рез волоса проходит не засчёт геометрической составляющей остроты, т.е. малого радиуса скругления РК, а засчёт "пилки" на весьма толстой кромке, за которую цепляется волос. Кстати даже протереть клинок той же микрофибровой салфеткой тяжело - пилка просто "скашивает" с салфетки ворс.
Это к слову о всяких "рез волоса на весу после грубого камня за несколько минут", а я это называю "много шума из ничего"(с) )))
Некоторые продукты режет недурно даже какое-то время, если стараться не стукать по доске лишний раз, да и несмотря на наклон рисок по направлению реза - ни о какой лёгкости реза и минимизации усилий при таковом речи и быть не может, по сравнению с нормальной заточкой и доводкой, но для нарезки плотного войлока подошло.
А вот в идеале, для нормальной и долгой резки таких материалов, надо бы проработать такую "наклонную" пилку на свободном зерне или на суспензии на притире, а потом уже на бланке с кожей - тогда выходит ещё более "пилообразно" но куда более долгоиграюще.
gromootvod69, спасибо за обзор!
С уважением.
gromootvod69
Итого: всё те же 12 минут на "убитый" кухонник.
Спасибо за обзор и фото!
Получил в очередной раз на заточку от друга кухонничек, мало того, что его затупили ,его еще и "протяжкой" дешевой точить пытались. на фото во всей красе. Нож хоть и дешевый ( 2.5 доллара) но весьма неплох. склоность к выкрашиванию местами РК ушла заточек после 6-8 и теперь ежели не мучить его о дно тарелки, то около месяца режет неплохо, а первую неделю вообще хорошо.
Взят для заточки безымянный совдеп-брусок из оксида алюминия гритностью около 600 думаю, связка не то чтобы твердая, но и не СМ точно. Навожу суспензию на нем алмазным брусочком 40\28 и вперед. Заняла заточка около 10 минут (пришлось почти заново подводы "лепить". После этого нож уже брил со скрипом и резал газету жадно рыча. Далее был взять Белоречит, и на стороне доведенной на КК 14\10 (уже весьма выгладившейся) буквально за 2 минуты был сделан микроподвод и приглаживание фаски. Замечательный это камень, совершенно не похож на Арки (разве только на Блек по тактильным откликам). Ход ножа по нему настолько легкий, совершенно не чувствуется абразивности, тем не менее работает весьма быстро и заметно, очень хорошо выглаживает, и в тоже время рез после него очень приятный и чистый, и своеобразно агрессивный-совершенно не такой как от Транса. В общем каждый раз как пользуюсь этим Белоречитом,-не нарадуюсь. Волос бреет на руке чисто и мягко, газетку с еле слышимым шелестом пластает, скрученный в трубку журнал разрезает- что еще надо....для следующей экзекуции на керамических тарелках....
Спасибо большое Ярослав за отличный обзор и фото! Наконец то начинает прояснятся работа яшмы НА ДЕЛЕ, а не только в словах.
У меня еще бюджетней - Трамонтины Про-Мастер.
Ну в идеале, конечно надо было бы потщательнее с кромкой, согласен. Но тут вроде пока нормально - вот я этим ножом ужин и завтрак приготовил, резал на буковой доске - так волос пока продолжает застругиваться, при проводке ногтем кромка ощущается всё такой же острой и однородной - значит вполне приемлемо. Тут собственно и причина, почему данный обзор в этой теме - минимальный сет с большим шагом "зернистости", скорое достижение хорошей остроты и приличной стойкости - никакого "мгновенного слетания" остроты, способной застругивать волос не произошло, несмотря на бюджетность клинка и простенькую сталь.
С уважением.
Ярослав, интересно совпало - уже два цикла заточки кухоников делал именно так - сначала вашита, затем - яшма. Правда, перед вашитой дефекты убираю керамикой Medium от Spiderco.
До этого, пока вашиты не было - использовал Hard Arkansas, но хотелось большей агрессии реза.
Всё не мог решить, куда запихнуть обзор - и про яшму он, и про вашиту..
Решил сюда, так как основной яркий момент, запомнившийся из работы - удивление от того, насколько быстро удалось довести нож до весьма хорошей остроты.
Итак:
Недавно появилась у меня ещё одна вашита, благодаря участнику раздела verjun.
Вашита "безымянная", весьма "грызучая", мне очень даже понравилась. Вот такая вот:



Кухонник, который я правил - всё тот же, уже не раз мелькавший в моих обзорах - основной моя "работяжка" на кухне: Kanetsugu из aus-8. Всё подумываю сменить его на что-то более интересное, но вообще, он работает очень даже симпатично. Посадил я ему тут несколько заминов, да кроме того, он всё не может мне простить грубой правки на Индиа медиум - после неё он повадился сколы на РК выдавать, несмотря на то, что я его уже с тех пор не раз подтачивал - это к слову о памяти стали, кстати. Ну так вот, поработал я на вашите с оливковым маслом нерафинированным, первого холодного отжима - несмотря на её пористость и грубоватую притирку, это масло создаёт достаточно стабильную плёнку на рабочей поверхности камня. Поработал от силы минуты 4, и этого хватило, чтобы микросколы и замины, ощущаемые при проводке по РК ногтем, но не видимые невооружённым взглядом, убрать. Вот что получилось:

Далее я поленился применить что-то "переходное" к финишному этапу, например какой-нибудь сланец погрубее и с суспензией, и сразу перешёл к яшме. Приноравливаясь и чутка увеличивая угол, поработал ею минутку, сохраняя прежнее направление движений, а затем, стал работать вдоль кромки. Рёбра рисок от вашиты я снёс, при этом рисок продольных от яшмы так и не увидел в увеличении под 70х. Вдоль РК поработал минуты три максимум, после чего кромка весело и непринуждённо стала застругивать волос из бороды:

Далее я решил, ради повышения агресси реза (хотя она и так, надо сказать, засчёт остатков рисок от вашиты была весьма приличная), нанести рисочки и обычным образом - чуть поработал, около минуты.
В процессе работы на яшме делал фотки. Для начала сам камушек (помытый и обсыхающий перед работой - мыл в горячей воде, как показала практика, камень под масло, не должен быть холодным):

Ну и фото промежуточных и конечного, результатов на фаске, в увеличении около 70х:



Что порадовало - буквально за несколько минут, из ножа с заминами и микросколами, получился нож, способный застругивать волос и обладающей завидной агрессией реза, несмотря на весьма рядовую стальку и значительный шаг зернистости применяемых абразивов. Также очень порадовал результат работы яшмы вдоль РК - ни намёка на подрезание, никаких отдельных рисок, очень тоненькое и щадящее убирание рёбер рисок от прежнего камушка. Хотя арканзас и делает это чище и сносит риску совсем, но зато в данном случае, я сохранил агрессию реза остаточную от вашитки. наверное можно заметить, что я сначала неосознанно, а потом осознанно, всё время сравниваю яшму с любымыми мною арканзасами)) Пока что я готов констатировать, что сравнивать их с позиции "что чем заменить", явно не стОит - у каждого камня есть свои преимущества, всё же они разные и имеют свой характер. И в арсенале я не готов отказаться ни от одного из них. Тем не менее, скажу, что немного напрягло: яшма, в отличие от арканзаса и микрокварцита, куда больше склонна на подобных сталях, вытаскивать некие "артефакты" с кромки, эдакий микрозаусенчик, который, правда, убирается без проблем проводкой по куску пробки, а то и просто при окончательной направке клинка на чистой коже, наклеенной на бланк. Арканзас создаёт такой эффект реже, при смене направлений движения куда охотнее сам же подрезает такие явления. Зато яшма даёт свой особенный характер риски и характер РК, который мне в резе очень понравился.
С уважением.
quote:Originally posted by LyapaDara:
Да и хрупкая она,зараза.
Р18 нет а есть р12ф5м-ш с "правильной" термичкой от vlad27k - ТЕ не хрупкая
Точить действительно тяжело - а вот правится отлично на ТСМ овской керамике - буквально минуты какие то ..
)) попробую... как раз подумал, что было бы любопытно... Вообще, думаю, многие скажут что "фича" в том, что этот р6м5 когда-то отпустили прижогом. Но я его когда-то точил несколько раз и снимал немало, перетачивая на другой угол - по-моему там ничего такого уже нет ив помине...
quote:Originally posted by oldTor:
95х18 - тут всё ясно, но р6м5 на пиалушке - это по-моему недурно))
И кто сказал, что быстрорез сложно точить???))
попробуй как-нибудь повторить этот эксперимент с правильно оттермиченной р18
Сегодня был в гостях и правил два ножа, используемых на кухне - финкоид из 95х18 и разделочник небольшой из быстрореза р6м5.
Поскольку при себе "полевых" брусочков не оказалось, правил на том, что было, фото к сожалению, было сделать нечем. Но вот такие вот вышли результаты:
Имелся брусочек из оксида алюминия на мягкой связке, порядка 600 грит, кривой, которым я убирал на 95х18 забои и замятия - потратил минут 7. Потом выбрал пиалу с показавшейся мне приемлемой шероховатостью края донышка и финишировал на ней - работал минут 10, добился реза бумаги и бритья предплечья - недурно. Овощи, тут же этим ножом резались и было высказано немало восторгов))
С быстрорезом было сложнее - во-первых, он заржавел, во-вторых, ранее его явно доводили достаточно тонко, хотя судя по поверхности, на алмазах, порядка 10\7 мкм. Оксидом алюминия драть его не хотелось, так что сразу взялся за пиалу, поработал минут 20 - выправил замятия, получилась весьма даже агрессивная кромочка. Субъективно поверхность аналогична результату после 2000 грит где-то. Не так чтобы вышло быстро, но вполне нормально, так что керамика - рулит. Хотя пожалел, что не оказалось с собой транслюцента - за то же время ввышло бы куда острее и чище.
Но результатом остались весьма довольны, хоть ранее эти клинки явно точились и доводились куда как тщательнее. Так что, видимо, от привычки и навыка зависело куда больше, чем от используемых абразивов, хотя меня конечно такой результат и не удовлетворил...
Ладно бы 95х18 - тут всё ясно, но р6м5 на пиалушке - это по-моему недурно))
И кто сказал, что быстрорез сложно точить???))
quote:Originally posted by oldTor:
Перенёс.
Ещё раз приношу извинения за офф.
Спасибо!
Перенёс.
Ещё раз приношу извинения за офф.
С уважением.
quote:Originally posted by Ne_mirovich:
Ярослав, а Вы видео своего процесса заточки не выкладывали? Интересно было бы посмотреть
Нет, не выкладывал. Всё пробую что-то записать, но моя цифромыльница фиговенько снимает, и потом мне сложно сконцентрироваться на работе, когда думаю о том, как позаботиться о ракурсе так, чтобы на видео было видно что-то информативное..
Может со временем получится - тогда запишу что-нибудь...
С уважением.
Ярослав, а Вы видео своего процесса заточки не выкладывали? Интересно было бы посмотреть
Ну вот дождался, что этот "многострадальный" кухонничек у меня сел... Помидор уже под своим весом резать отказывается, хотя всё остальное продолжает очень активно "пилить". Вместо 21-24 дня, требуемая острота сохранялась 16 дней при однои и том же объёме нагрузок по одним и тем же продуктам, на одной и той же доске. Выходит, что РК с недовыведенной риской от india fine при небрежном приглаживании её транслюцентом показала стойкость, например, ниже, чем финиш на хиндостане, который всё-таки требуемую остроту удерживал "штатные" 3 недели поюза при схожей агрессии реза. Ну и разумеется, ныне получилось менее стойко, чем вариант быстрой заточки из первого поста.
Заточка из последнего обзора перкарсно себя показала в работе - очень классно с хрустом нарезает копчёности, мясо, овощи - специально попробовал во всё поплотнее этот нож, даже не на его собстно задачах. Единственно, в отличие от доводки потоньше, есть ощущение, что хоть и уменьшил слегка "линзообразность", но немного рисочки "по бортам" тормозят скольжение клинка в разрезаемом материале, если рез идёт не совсем по направлению рисок. Но это уже придирки - хотел получить РК поагрессивнее - получил, при сохранении остроты и стойкости - пока полёт нормальный.
Незачто, Ярослав!
Я уже с весны сползаю к притирам + суспензиям, в них есть нечто быстрое и притягательное. Лучше всех показал себя ББВ по камням от 5 до 30 мкм, причем на крупных требуется связка повышенной стойкости, а на М5 по СМ - нормально.
Еще хорошо рисовать красным* при заточке и розовым* на совсем финише.
quote:Originally posted by Alex_klg:
как душевно транс эстафету-то принял!
А еще очень интересно навести суспензию нашего ББВ по файну, по-родственному ))) так сказать.
Действительно, эстафета принята недурно, я удивился даже. посмотрим как оно на других сталях будет. А что касается суспензии - спасибо за идею, надо будет опробовать.
С уважением.
Все-таки они немного родственники
как душевно транс эстафету-то принял!А еще очень интересно навести суспензию нашего ББВ по файну, по-родственному ))) так сказать.
Принял решение выполнить правку кухонника из первого поста. Требовалось убрать несколько заминов и сделать линзу менее "крутой". Первым делом взял Индиа-Файн, слегка притёртую на порошке КК F600. Работа на ней заняла порядка пяти минут, после файна клинок с брил предплечье "с отскоком", проблем с заусенцем не наблюдалось. Выглядел этот результат в увеличении около 70х вот так:



Да, хоть эта индиа - брусочек под приспособу, но работал на нём вручную.
Далее я взял один из своих арканзасов Нортон, доведённый на порошках КК до фракции F1200 и выполнил на нём финиш. Потратил также около 5 минут. Слегка поработал по всему подводу, затем слегка увеличил угол. Полностью рисочки от индии я не вывел, и не заботился о особенно тонкой РК, тем не менее, получил клинок, который обладает привычной мне остротой и прекрасной агрессией реза. Суммарно на работу ушло около 10 минут. Вот так выглядит результат после транслюцента:



Разумеется, в первом посте этой темы, получилась более аккуратная и однородная и острая кромка, с достаточной при том агрессией реза, но мне, как всегда, любопытно опробовать другие комбинации абразивов и поработать над увеличением производительности за единицу времени, а потом уже принимать решение о наиболее для себя предпочтительном варианте результата, опробовав всё на практике.
quote:Originally posted by oldTor:
Не серчайте, ежели что.
О чём речь! Благодарен за науку и содержательные обстоятельные обзоры. С уважением, Борис.
Не серчайте, ежели что. Поскольку переписка не приватна, но форумная, стало быть для всех, то иногда болею нарочитостью каких-то ответов. Да и основная болезнь интернета, безличностное общение - иногда мешает правильно понять собеседника, особенно в контексте в котором вдруг идёт "пикировка".
С уважением.
quote:Originally posted by borisyar:
Верно, но в погоне за совершенством мы иногда слишком привязываемся к "именитым" камням.Сравнение - если сломалось дорогое авто, а ехать осталось 10 км - оглянитесь, рядом в кустах может стоять исправный велосипед:-)) ! Такие способы заточки - именно на крайний случай, именно без заморочек и побыстрее!
Я согласен, только вот слово "заморочки" всё-таки немного мммм... неопределённо))
Если считать заморочкой тщательное выведение заусенца перед пастированным бланком, дабы не обмануться и не принять за нормальную остроту РК заусенку, которую паста только продолжит вытягивать - то несогласен)) - это всё-ж таки необходимая процедура, иначе ни намёка на стойкость не будет, острота слетит сразу.
Но если считать заморочкой тщательную поступенную заточку и доводку даже пластилинового ножа не стоящего доброго слова, то соглашусь)), кроме ситуаций, когда такой вот пластилин люди покупают тыщ за несколько, и хоть и начинают постепенно догадываться, что что-то не так, но зачем попусту расстраивать человека, который выложил за хреново оттермиченную железку N-ую часть зарплаты. Я считаю так - если нож неудачный, но хозяин на него потратился и пока его ценит, я не стану ему кричать, что "ты купил лажу" и я "не стану возиться с этим тщательно" - если уж возьмусь, то попробую хоть что-то вытянуть, а там уже доброжелательно как-то постараюсь немного подвести к пониманию как и что.
А именитость камней мне не так важна. В т.ч. потому, что "их у меня есть". И многие достались за бесценок, ибо были в жутком состоянии, неопределяемом.
Поэтому не задумываюсь о том, чтобы выбирать заточный сет по принципу нынешней стоимости отдельных камней и брусков в соотношении с качеством клинка - мне это неважно, я стараюсь от этого абстрагироваться и просто пробовать разные сеты, разные подходы.
Но в любом случае считаю, что научиться достигать максимального результата минимальными средствами, можно тогда, когда накопил определённый кругозор и опыт работы с разными абразивами, разного типа и качества (без привязки к ценнику).
Нельзя сразу одержать большую победу и с наскоку "постигнуть все нюансы" заточного дела, имея в распоряжении сугубо ограниченный набор абразивов и техники заточки - это всё равно, что пытаться учить живописца писать маслом, дав только чёрный карандаш, причём не только на уровне освоения графики, но вообще, "на будущее")) или учиться писать музыку, поучив только одну систему музыкального языка, только одну систему "координат".
Я считаю так.
quote:Originally posted by Nikolay_K:
чем Вам так не угодил микроподвод?
Да нет, нормально. Но иметь брусочек потоньше 100 мкм всё-таки надо! Если ничего нет - это и есть безысходка.
quote:Originally posted by Nikolay_K:
тёщу свою пробовали чему-нибудь научить?
Арком-трансом на Эйдж Про??? А впрочем... Спасибо за идею! :-))
Николай + Очень много!
С ув.Владимир
quote:Originally posted by borisyar:
Только от безысходки если!!! Возводить в систему - не дай Бог!
чем Вам так не угодил микроподвод?
quote:Originally posted by borisyar:
Таких любителей учить надо, а если не помогло - ... :-))
тёщу свою пробовали чему-нибудь научить?
ну и как, получилось?
quote:Originally posted by lukasq:
Не согласен - микрподвод под 40 гррадусов очень хорошо держит вандальное обращените с клинком -и пологаю это один из методов именно на любителей неаккуратно нож пользоваь пользовать .
Только от безысходки если!!! Возводить в систему - не дай Бог!Таких любителей учить надо, а если не помогло - ... :-))Знать такие методы надо, но применять каждый раз - нонсенс.
quote:Такие способы заточки - именно на крайний случай, именно без заморочек и побыстрее!
Не согласен - микрподвод под 40 гррадусов очень хорошо держит вандальное обращените с клинком -и пологаю это один из методов именно на любителей неаккуратно нож пользоваь пользовать .
------
С уважением, Евгений!
quote:Originally posted by SokolovVA:
Этот способ хорош для65х13 но VG 10 я бы не рискнул.
+ 100500
Этот способ хорош для65х13 но VG 10 я бы не рискнул.
Так же пришёл к углу 25 и микро подвод 40.
Экспериментировал раньше с резкими переходами по гритам.
Вот например:
![]()
Грубые подводы на Tormek F220 грит, потом микроподводы на Edge Pro F1200.
После чего кожа с пастой.
Вариант не бюджетный, но можно сие воплотить при помощи недорогих абразивов.
На фото запечатлен уже поюзанный нож.
![]()
Я думаю этот способ хорош тем что человеку отвечающему за состояние ножей на кухне не надо тратить много времени для получения рабочей остроты.То что каждый рабочий кухни точит(правит) свой нож сам , я видел только в кино.
Спасибо, но если честно, то я удивлён)
Способ далеко не самый лучший - линза неконтролируема, последующие правки из-за этого могут быть осложнены - при слишком "крутой" линзе, правка методом заточки тонким абразивом на бОльший угол может быть использована меньшее количество раз, между полными циклами заточки, иначе угол очень скоро превысит все мыслимые значения для хорошего реза, а при полном цикле заточки, снимать придётся всё равно немало. Правда можно изначально выполнить грубую заточку на заведомо меньший угол, чтобы было куда его "валить" и увеличивать при правке, но это уже детали.
В принципе способ-то известный - очень много людей, когда вдруг разговор касается заточки, сообщают с глубокомысленным видом, как будто открывая некую тайну, как они "в советские времена", точили нож на "лодочке", а потом полировали с ГОИ. Да и на любом форуме, где так или иначе всплывает тема заточки, обязательно всплывают те или иные вариации на ту же тему.
Так что единственные особенности в деталях: использование тонкого камня для убирания заусенки и применение довольно грубой ГОИ (номер 3) на необычном "носителе" с применением дополнительного масла. Т.е. ничего особенного и оригинального в таком способе, я считаю, нет.
С уважением.
Способ неожиданный, более того - просто экстравагантный. Ну, да именно этим и ценна информация!
Помните я спрашивал вас, как заточить нож дла общепита.Вот он ответ.
С ув. Владимир
Иногда охота немного "похулиганить" - вот и сделал заточку по самому банальному принципу и с использованием очень доступных абразивных материалов. Вообще вместо этой фразы можно было бы обозвать это так: "как за несколько минут заточить нож до строгания волоса")), но боюсь не все оценят сарказм))
Итак, взял бросовый ножик из мягкой нержи типа 65х13, грубо ободрал подводы на 100мкм бруске из оксида алюминия - очень, кстати, удобном, правда слишком грубом для подобной стали - можно заметить, как он продирает кромку. Но хулиганить, так хулиганить:



Поскольку, разумеется, заусенец выходит страшенный, для его убирания и приглаживания рисок, был взят кварцитик с добрым количеством масла. На нём удалось этот пластилиновый капризный заусенок убрать, и слегка причесать риски, поработав немного "сеткой". Разумеется, подвод стал заваливаться и очень даже сильно. Под конец, я использовал.... ГОИ номер 3, нанесённую на очень специфический материал - агломерированную прессованную пробковую крошку в пластинах (фрагмент пластины наклеен на деревянный бланк) - конечно нормальным заточным средством это назвать сложно, но как ультра-бюджетный вариант для быстрой зачистки чего-либо или подправления пластилиновых бросовых ножей это годится и неплохо, более-того, характер поверхности и её пружинистость серьёзно ускоряют дело, особенно, ежели слегка добавить масла - пару капель. Получается жуткая линза, но острота ничего так - остатки рисок от оксида-алюминия дают недурную агрессию реза, волос при этом застругивается весьма непринуждённо.
Вот фото использовавшегося для убирания заусенки камушка и бланка с пробкой с ГОИ:

Ну и вот, собственно, результат на фасках, невооружённым взглядом и в увеличении:


В общем, ежели плевать на скорость утачиваемости ножа и не ставить высокую планку в качестве поверхности и вопроизводимости геометрии при последующих заточках - вполне себе ничего так))
Спасибо!
Вообще не ожидал даже настолько быстрого результата, думал что будет в районе минут 20 вместо 40, грубо говоря. Видимо сложилось всё удачно по абразивам к стали + тот факт, что не пришлось корректировать углы на заточном этапе.
Надо будет по более солидным сталям время позасекать.
С уважением.
Отличная работа.
С ув. Владимир
quote:Originally posted by gromootvod69:
Прекрасные фото, и отличная работа! Спасибо Ярослав
С уважением!
Спасибо за отзыв! Стараюсь.
С уважением.
Прекрасные фото, и отличная работа! Спасибо Ярослав
С уважением!
quote:Originally posted by LyapaDara:
В таком случае, получается, можно на синтетике использовать суспензию другого синтетика, но более тонкого и мягкого. Не пробовали?
Я не пробовал, зато другие пробовали и вроде успешно.
С уважением.
quote:Originally posted by aptekar113:
суспензию от атлантиса Р5000
Атлантис - это немецкий синтетик - нашему М4 соответствует ...
spoonman: Спасибо! Ширина подвода 0,9мм. примерно. Было меньше, но поскольку я недавно перетачивал на меньший угол, получилось вот так. Фотоапппарат сел, так что сейчас не сфотаю как выглядит, потом при случае сделаю фото или поищу какое-нибудь прежнее с тем же финишем.
LyapaDara: Спасибо! Я тоже не держу подолгу одно и то же количество суспензии, обычно постепенно снижаю количество и насыщенность. В данном случае я её разок разбавил, а потом вовсе смыл начисто.
Применение же нагура в данном случае было не ради неё, а просто ради выделения суспензии из водника заранее и не слишком густой, чтобы не ждать пока она выделиться сама, что произошло бы к тому же за вменяемое время только при достаточном давлении или протяжённости работы - этот синтетик весьма твёрдый. По-моему нагура просто не успела дать свою собственную, либо просто произошло смешение суспензий, но с превалированием суспензии самого водника. Николай как-то упоминал о интересных эффектах при использовании нагур на синтетиках, но я пока что не делал специальных проб на эту тему. Ваше же предположение в плане смягчения работы камня верное - таким манером я применяю суспензии сланцев и нагуры на природных камнях в некоторых случаях.
С уважением.
Я несколько подобную схему для себя выработал на бритвах из- за большого шага на водниках японцах (у меня Кинги) 1000-сразу 4000-6000
Риски от 1000 ка плохо убирались - поэтому вначале я использовал между 1000ком и 4000 фиолетовый сланец от Ивана ~ 2000 ..
А теперь на 1000 ке использую сначала его же суспензию наведённую фиолетовым сланцем , а потом суспензию от атлантиса Р5000 и только потом перехожу на 4000 к...
Здравствуйте!
спасибо за очередной информативный пост!
очень интересно.
12 минут на хорошую заточку - это конечно солидно.
не ясно, какова ширина подвода.
и очень интересно увидеть кромку по всей длинне.
Вот такие соображения есть на "заданную тему":
Существует практика заточки с большим шагом зернистостей, чему способствуют и многочисленные комбинированные бруски, типа 4000\8000 грит, 1000\6000 грит и т.д. В принципе, характеристики этих брусков по типу зерна и связки вполне подходят для подобного скачка при работе, но далеко не всегда. К тому же не все обладают достаточным опытом и навыком в заточке, чтобы воспользоваться этим "шагом" по назначению. Разумеется, более надёжным способом, особенно для начинающих, и\или когда нет достаточного арсенала абразивных средств, которые можно подбирать под затачиваемый клинок, является куда более постепенное уменьшение зернистости, обычно с шагом в два раза. Использование же больших скачков по зернистости, обычно служит совершенно определённым целям: самая распространённая цель - ускорение процесса и только, к сожалению часто приводящая к не самому оптимальному результату.
Несколько более сложная цель - сознательное воспомоществование процессу создания "ступеньки" и\или "линзы" , засчёт разности характера работы каждой пары смежных в работе абразивов, при достижении "на выходе" именно требуемой геометрии и качества режущей кромки и фасок, её образующих.
Ещё одной целью большого шага зернистости, может быть приглаживание рисок от предыдущего абразива, без убирания их полностью, но лишь с некоторым их "приглаживанием", что даёт некий компромисс между времязатратами на процесс заточки, агрессией реза, качеством и внешним видом получающихся фасок, образующих РК.
В данном кратеньком обзоре я использовал большой шаг зернистости ради, с одной стороны, ускорения процесса заточки, а с другой, для требующегося мне в данном случае, прогнозируемого "завала в линзу".
Факторами, позволившими сделать именно так, как требовалось, считаю, помимо просто большого шага зернистости, особенности связки используемых заточных брусков, характера их поверхности, игры с суспензией, её насыщенностью, но главное - чёткого определения поставленной задачи и продуманности используемых средств для её реализации, основанной на знании характера работы используемых абразивов, в т.ч. соотношения работы тонкого синтетического бруска с натуральным доводочным, которым выполнялся финиш.
Итак, мне требовалось быстро выполнить заточку кухонного ножа Kanetsugu special из aus-8, которому я вчера посадил длинный замин в первой трети клинка. К работе приступил на синтетическом воднике Масахиро s-1000. Вот он на фото рядом с гранитной плиткой, на которой я после пары-тройки использований притираю свои водники на их собственной суспензии - производительность для подобной работы гораздо выше, чем при работе на стекле:

Поработал на нём около 4-х минут, после чего взял Suehiro 5000 на керамической связке, наведя на нём для начала суспензию нагурой. Затачивал около 3-х минут на суспензии, потом её смыл и далее около полутора минут работал на чистом камне с водой.

Собственно, как и планировалось, я в той мере, в которой рассчитывал, получил лёгкую линзообразность. При работе на чистом камушке, стала заметна некая граница повышения угла (увеличение около 70х):


Пора было переходить к финишу. Для достижения необходимой остроты и агрессии реза, был использован винтажный транслюцент-арканзас KBJR, кстати, не так давно, так же слегка передоведённый на гранитной плитке с порошком карбида-кремния F1200. Вот этот камень:

Поскольку поверхность фасок была достаточно чистенькой перед переходом на арканзас, работа на нём заняла всего пару минут, причём я старался выполнить акцентировку _на_зерно_ таким образом, чтобы слегка усугубить линзообразность, в первую очередь выйти арканзасом на РК, не заботясь о проработке им всего подвода. В качестве СОЖ использовал, как обычно, оливковое нерафинированное масло первого холодного отжима, нанеся его тонкой плёночкой на поверхность камня. Менять в процессе работы его не пришлось. Вот такой получился результат:

Напоследок сделал по десятку проходов на сторону на чистой коже, наклеенной на бланк. Я получил требуемую линзообразность, хорошую однородность РК и отличную остроту - волос прекрасно застругивается, при том, что кромка обладает хорошей агрессией реза. Итого времени было затрачено собственно на работу меньше, чем на замачивание использовавшихся водников - около 12-ти минут. Для ускорения процесса я использовал две ёмкости с водой - в одной замачивался тысячник и в ней же с него смывался шлам и суспензия, а во второй в это время замачивался 5000-ник.