Холодное оружие
Руководство: Как оценить свойства стали исходя из состава / MagnaMax
quote:Originally posted by Отто_Шрик:
Во-вторых - не так сильно свойства меняются от термообработки на самом деле, по крайне мере не так сильно как популярно сейчас считать
Методологическая ошибка
 ...на самом деле при неправильной или неоптимальной термообработке - картина сильно меняется , Вы о этом не задумывались? А что есть "правильная"? И с чьей точки зрения? Частично , много тем об этом - вот одна в "заточном":
...на самом деле при неправильной или неоптимальной термообработке - картина сильно меняется , Вы о этом не задумывались? А что есть "правильная"? И с чьей точки зрения? Частично , много тем об этом - вот одна в "заточном":forummessage/224/26
Где разбирается заточка бракованной железяки
...а ведь автор ТО той железки искренне добивался именно(!) этого результата , так как гнался за износостойкостью , но её (железяку) даже не заточить нормально ...Вы сильно не в теме , о чем коллега Вам попенял:quote:Originally posted by Шалим:
Простой пример. На личном опыте.
Одна сталь, режимы всем хорошо известны, все калят одинаково. А результаты тестирования кардинально отличаются.
Даташиты известны всем
, но у этого процесса (ТО) есть свои нюансы ...и их много , мне даже удавалось убедить комрадов , что с моим опытом термообработки простых нержавеек , можно не прибегать к порошкам и прочим экзотам , так как есть понятие "достаточности износостойкости" применительно к специализированным инструментам , в частности на кухонных ножах ...то есть когда повышение износостойкости не улучшает эксплутационных качеств инструмента , среди всего другого прочитать можно здесь:forummessage/224/26
Там много не по теме
, но и по Вашему вопросу есть ...ни какими методами математического аппарата Вы не введете поправок на то, кто и как вынимает железку из печи , то есть подстуживание при закалке , кто сколько и на каких железках подогрев под закалку превышает или уменьшает от даташита , да и по даташиту (а их несколько ) у всех все по разному ...ну не смешите народ ...С уважением, Дмитрий.
quote:Originally posted by Отто_Шрик:
Я хочу предложить относительно простой способ оценки свойств стали
"Я знаю три простых и неправильных способах оценки"
...упростить оценку хотят все , особливо , люди не в теме ...и именно, упростить ...не понимая что нож - комплекс свойств , по марке железки судить хотят все , так как это "просто" и "гордо" красуется на клинке ...вау! Сказал игсперт ..."я вам сейчас все расскажу" ..."а там дрова" ...С уважением, Дмитрий.
Мне понравился ход мыслей и действий.
Жду другие главы повествования: твердость ну и т.д.
Вообще нужное дело всякие там формулы в одно место собрать, кому-то точно понадобятся.
quote:Originally posted by chingachgook:
Мне понравился ход мыслей и действий.
Мне тоже
...намечается очередной "Поход совы на глобус" ...запасусь и я попкорном ...С уважением, Дмитрий.
quote:Originally posted by Отто_Шрик:
Незакаленная сталь состоит из железа (эта форма железа называется - феррит - в ней почти отсутствует углерод) и карбидов(соединения углерода с разными металлами - Fe, Cr, Mo, W, V, Nb).Все эти элементы - Cr , Mo, W, V, Nb связанны с углеродом в карбиды: VC, NbC, Mo6C, W6C, Cr7C3, Cr23C6. Грубо - весь хром так же в карбидах и незакаленная сталь может ржаветь, так как хрома в ней нет(пока нет).
По вашей логике незакаленная нержа будет ржаветь))))
quote:Originally posted by КуКуКу:
По вашей логике незакаленная нержа будет ржаветь))))
Там вообще много ляпов
...Д2 с 7 процентами хрома ...иде люди такие справки берут? ...Откедова у них такие фантазии? ...Я вот жду продолжения ...С уважением, Дмитрий.
Я очень прошу(и просил в первом сообщении темы) не захламляйте тему и не флудите. Имейте уважение.
quote:Изначально написано Коржов Дм:
Там вообще много ляпов
С уважением, Дмитрий.
Думая я дал вам возможность достаточно высказаться.
quote:Изначально написано Коржов Дм:
Мне тоже
С уважением, Дмитрий.
Попкорн принято в приличных местах кушать молча, так что я ограничил вам возможность оставлять комментарии.
Насчёт Д2 вы даже не удосужились разобраться в вопросе.
Для всех кому это интересно я повторю ссылку на статью металлурга Ларрина - Сколько еще хрома нужно D2, чтобы быть нержавеющим? - https://translated.turbopages....o-be-stainless/
quote:Изначально написано КуКуКу:
По вашей логике незакаленная нержа будет ржаветь))))
Вопрос коррозионной устойчивости конечно же сложен, видов ее много и прочее.
Во-первых: это упрошенная схема для "вкатывания" в тему и для легкого понимания , о чём я ясно сказал.
Во-вторых: мы в основном рассматриваем мартенситные хромистые стали, а у них коррозионная стойкость зависит от того количества хрома, который растворен в мартенсите.
Я слабо знаком с технологией отжига стали и в каком виде она поставляется с завода и какое именно числовое распределение элементов и фаз, но очевидно, что скорость охлаждения слитка конечна и есть дефекты производства.
Я не думаю, что в какой нибудь D2 в феррите растворено больше 2-3%Cr.
По большому счёту это не важно и имеет слабое отношение к теме.
Если вы разбираетесь в этом вопросе, то было бы неплохо, услышать ваше мнение, желательно со ссылками на литературу.
И желательно аргументы не на уровне: у меня есть незакаленная х12мф, валяется в углу гаража 30 лет, а ей хоть бы хны, только немного потемнела.
Не пойму, чего так возбудились мастера. У каждого свои нюансы термообработки - ну отлично. Но есть ведь какие-то теоретические основы, от которых они же и отталкиваются. Как рецепт блюда: написано сыпать 2 ложки соли, а какая-то хозяйка кладёт 3, и у неё получается вкуснее, но общий рецепт-то ей всё равно нужно знать. Так что плохого, если основы будут приведены в одной теме, пусть даже в виде выжимок из чужих трудов?
quote:Попкорн принято в приличных местах кушать молча, так что я ограничил вам возможность оставлять комментарии
За такие комментарии, имхо, надо банить во всех темах сразу. Больше на полёт мысли сумасшедшего похоже с этими безумными смайлами.
quote:Изначально написано DerRock:
Не пойму, чего так возбудились мастера. У каждого свои нюансы термообработки - ну отлично. Но есть ведь какие-то теоретические основы, от которых они же и отталкиваются.
Ну как почему? Потому что после таких постов всякая маркетинговая шелуха типа: "сложное крио от Васи Петрова" перестает быть такой "сложной", и становится просто крио с соответствующей наценкой.
quote:Изначально написано chingachgook:
Мне понравился ход мыслей и действий.Жду другие главы повествования: твердость ну и т.д.
Вообще нужное дело всякие там формулы в одно место собрать, кому-то точно понадобятся.
+
Ни одного ножа в жизни не термичил и врядли доведётся.
Парочку сделал,но это было давно и неправда.
За фундаментальные знания,пусть и начального уровня-спасибо!Интересно найти ответы на базовые вопросы в одном месте.
Постараюсь пояснить:
У меня есть не один(и не один десяток)ножей с клинками и термичкой уважаемых Шалима,Бурова,Баликоева..
Это достойные рабочие ножи,которые радуют не один год и радовать продолжат.
Я не углубляюсь в бубны термы и индивидуальные хитрости от Мастеров,мне это не нужно,я тупой гуманитарий и всё равно нихрена не пойму,даже если со мной начнут делиться своими секретами.
А вот некий собранный свод базовых знаний-это интересно и полезно.
Не для Мастеров,для таких пользователей,как я.
Имха.
Поизучаю пока.В дальнейшем,возможно,захочется обратиться к другим источникам.
Я добавил новые расчеты в пункт - коррозионная стойкость.
Посчитано количество растворенного хрома и молибдена в AEB-L, 154СМ и Niolox, сравение с расчетами металлурга Ларрином и самое интересное - с данными, которые были получены измерением состава мартенсита непосредственно в образце стали.
Создал онлайн таблицу с результатами, может кому так удобнее будет.
Для ориентирования цветом выделены(может потом уберу) температуры, которые часто используются аустенизации этой стали.
Возможны ошибки, так что проверяйте.
Как повторить расчёты вы уже знаете 🙂
Я вижу свою задачу не составить таблицы, а дать инструмент и научиться им работать.
![]()
quote:Originally posted by DerRock:
Не пойму, чего так возбудились мастера
+1
quote:Originally posted by хо ши мин 69:
А вот некий собранный свод базовых знаний-это интересно и полезно.
+1
ТС, Вашу тему в Мастерской про ламинаты с удовольствием прочел! К сожалению, гуру какого-то конструктива там мало внесли, можно только фантазировать почему. Так же как и почему на Вас так агрятся в Мастерской... Но со стороны 5ой палаты Вы полезный конструктив вносите, на мой взгляд.
quote:хочу предложить относительно простой способ оценки свойств стали: коррозионная стойкость, износостойкость, ударная вязкость, твердость и др основываясь только на общем составе стали.
И что это нам даст? В отрыве от задачи, разрезаемого материала? Вида клинка? Необходимых требований? Ведь для одного и того же индивида под разную задачу и топор и бритва и кухарь будут из разных железок? Очень сферический конь в вакууме получается. Судить по дому по марке бетона, немудреная задача, только толку немного.
quote:440А будет больше коррозионная стойкость, потому что в ней меньше углерода, так как 'углерод связывает хром
Не обязательно. Вот вы с одного раза заделали столько спорных и не очевидных утверждений, что прямо понимаю Шалима, прямо назвавшего вас балаболом. 440А закалённая на вторичку, может уступать 440С, закалённая на первичку, в части кор.стойкости. Опять же зависит от термиста. Мат часть. Надо знать.
quote:Незакаленная сталь состоит из железа (эта форма железа называется - феррит - в ней почти отсутствует углерод)
Да? И откуда же он берется? Первичная эвтектика не растворима, так откуда углерод в матрице? Вы так никуда не продвинетесь.
quote:Грубо - весь хром так же в карбидах и незакаленная сталь может ржаветь, так как хрома в ней нет(пока нет).
Это очень глупое заявление. Возьмите уже учебник. Первичные карбиды нерастворимы. Даже не знаю что сказать.
quote:Рассматривайте закалку как способ попить чай с сахаром
Не надо таких плоских аналогий, все несколько сложнее.
quote:Смысл термообработки в том, что бы нагреть сталь до определенной температуры(называется - температура аустенизации,
Смысл закалки не в этом. Смысл закалки в фиксации некоторых фаз состояния. Вы хотя бы учебник читали?
quote:дальнейшем при разборе разных параметров, для оценки метода, я постараюсь приводить результаты полученные на реальных образцах.
Может начать с этого? Логично было бы практические штудии подкреплять теорией, которую можно будет корректировать в соответствии с набором практического материала, сравнивая теорию с практикой, которая и является мерилом теории.
quote:Суть метода заключается в том, что бы оценить какие и сколько элементов находится в мартенсите, а сколько осталось в карбидах. А так же объем и тип карбидов. На основе этих значений можно оценить свойства стали.
Нет, нельзя. Без оценки распределения как первичной, так и вторичной эвтектики. Так в ледебуритных железках возможно термоциклированием сегрегировать карбиды, это тоже влияет как на свойства, атом числе и кор.стойкость, не говоря о механике, износостойкости итд, итп. Право, столько чуши сразу. Может не надо? Ну, рано ещё. Пвседонаучный троллинг должен быть лучше подготовлен. Имхо.
quote:Изначально написано Сумашедшая Рыба:Не обязательно. Вот вы с одного раза заделали столько спорных и не очевидных утверждений, что прямо понимаю Шалима, прямо назвавшего вас балаболом. 440А закалённая на вторичку, может уступать 440С, закалённая на первичку, в части кор.стойкости. Опять же зависит от термиста. Мат часть. Надо знать.
quote:Изначально написано Отто_Шрик:Как обычно сравнивают стали между собой
quote:Изначально написано Отто_Шрик:
Метод применим для варианта с низкотемпературным отпуском(первичная твёрдость), так как при высокотемпературном отпуске концентрация хрома, молибдена и вольфрама в мартенсите уменьшается.
------
quote:Изначально написано Сумашедшая Рыба::Да? И откуда же он берется? Первичная эвтектика не растворима, так откуда углерод в матрице? Вы так никуда не продвинетесь.
Это очень глупое заявление. Возьмите уже ученик. Первичные карбиды нерастворимы. Даже не знаю что сказать.
Не надо таких плоских аналогий, все несколько сложнее.
Смысл закалки не в этом. Смысл закалки в фиксации некоторых фаз состояния. Вы хотя бы учебник читали?
Может начать с этого? Логично было бы практические штудии подкреплять теорией, которую можно будет корректировать в соответствии с набором практического материала, сравнивая теорию с практикой, которая и является мерилом теории.
Право, столько чуши сразу. Может не надо? Ну, рано ещё.
Пвседонаучный троллинг должен быть лучше подготовлен.
quote:Изначально написано Отто_Шрик:Небольшое введение для тех кто не знаком из каких фаз состоит сталь и что именно происходит при термообработке(закалки). Я опишу суть, без подробностей, грубую и упрощенную модель, которая поможет для понимания всего нижеизложенного.
------
quote:Изначально написано struck:
ТС, Вашу тему в Мастерской про ламинаты с удовольствием прочел! К сожалению, гуру какого-то конструктива там мало внесли, можно только фантазировать почему. Так же как и почему на Вас так агрятся в Мастерской... Но со стороны 5ой палаты Вы полезный конструктив вносите, на мой взгляд.
Спасибо на добром слове, рад что хоть кому то это было интересно.
Не знаю почему тема не зашла, думаю опытные камрады меня сразу же раскусили и увидели мою сущность, как сказал один из них:
Эхх.. Как грустно.. Сгусток гугла и теории.. А по факту - пшик..
У меня нет желания с Вами дискутировать, вода, вода и еще раз вода.
quote:Создал онлайн таблицу с результатами, может кому так удобнее будет.
Для ориентирования цветом выделены(может потом уберу) температуры, которые часто используются аустенизации этой стали.
Отто Шрик, проверьте табличку по стали D2, мне кажется что там ошибочка вкралась. Ну, судя по тому, что Вы излагаете.
Таблички полезные, моим табличкам не противоречат(кроме D2, проверьте).
Жду продолжения.
И, да, один из ранних графиков уже хочу проверить в ближайшее воскресенье. Бог даст, доделаю второе лезвие для эксперимента и поэкспериментирую.
quote:Изначально написано chingachgook:
Отто Шрик, проверьте табличку по стали D2, мне кажется что там ошибочка вкралась. Ну, судя по тому, что Вы излагаете.Таблички полезные, моим табличкам не противоречат(кроме D2, проверьте).
И вправду, PREN-индекс неправильно подсчитал, исправил.
Большое спасибо что заметили.
Надеюсь только это?
Сами значения пересчитал, вроде тоже самое получается, для состава из zknives
Есть ещё такие расчеты от Ларрина из этой статьи, но там другая программа вроде да и состав может отличаться, да и погрешность на глаз не больше 5%.![]()
https://knifesteelnerds.com/2018/12/03/cryogenic-part1/
quote:Изначально написано chingachgook:
Жду продолжения.
Мне даже неловко, не хочется разочаровать и не оправдать ожидания, если они вообще есть.🙂
Метод рождается и оформляется прямо сейчас по ходу написание.
Лучший способ что то оформить, это начать.
Нырнуть в реку, а том посмотреть куда вынесет.
Пока, сходу, я вижу так: само собой я рассмотрю карбиды и оценим их долю, через оценку доли растворенного углерода в аустените выйду на способ сравнения относительной твердости. Возможно как-нибудь приплету температуру начала мартенситного перехода и ее расчет как ограничитель температуры аустенизации.
Потом через твердость и карбиды выйду на износостойкость и проверну трюк с расчётом катры, как я делал у вас в теме.
Через разбор свойств ледебуритного и заэвтектоидного классов и общей доли карбидов приду к оценки ударной вязкости.
О вот это подход! Конструктивно и по полочкам.
Не то, что я "пришел, увидел, наследил приобрел" исходя из знаний, что есть четыре основных вида стали отличные нержавейки, хорошие нержавейки, ниче-так нержавейки и ужасная ржавейка 
quote:Изначально написано Коржов Дм:
много тем об этом - вот одна в "заточном":
forummessage/224/2691025
Где разбирается заточка бракованной железяки
Там обычная железка
И сова натянутая на глобус😉
quote:Изначально написано Отто_Шрик:
Небольшое введение для тех кто не знаком из каких фаз состоит сталь и что именно происходит при термообработке(закалки). Я опишу суть, без подробностей, грубую и упрощенную модель, которая поможет для понимания всего нижеизложенного.
Первый пост уже сложен для понимания даже тем кто в теме, судя по комментариям, а что тогда говорить за "чайников", для них всё просто тёмный лес и набор каких то незнакомых терминов.
Я вот и половины ни хрена не понял, особенно про сплошной феррит в отожённой железяке, легирующие элементы куда делись. Но за то нашёл для себя интересный мультик, буду смотреть, очень сильно повышает уровень понять необъятное.
QUOTE]Originally posted by Отто_Шрик:
Не знаю почему тема не зашла, думаю опытные камрады меня сразу же раскусили и увидели мою сущность, как сказал один из них:
Эхх.. Как грустно.. Сгусток гугла и теории.. А по факту - пшик..
У меня нет желания с Вами дискутировать, вода, вода и еще раз вода.
[/QUOTE]
То есть изначально троллинг с баном грамотных оппонентов? Красота. Чел признается. Вы ведетесь.
quote:Originally posted by chingachgook:
Жду продолжения
Игорь, быть в такой публичной компании, так себе удовольствие, комрад сам признался. Обычный развод.
quote:Originally posted by Отто_Шрик:
Как обычно сравнивают стали между собой
А нет такого понятия "обычного сравнения стали". Есть исследование некоторых параметров. Методологии сравнения для ножевых сталей нет. И уж тем более "обычно".
quote:Originally posted by Отто_Шрик:
грубую и упрощенную модель, которая поможет для понимания всего нижеизложенного.
Ну не настолько же? И с такими ошибками? Хорошо, продолжим.".
quote:Originally posted by Отто_Шрик:
так как при высокотемпературном отпуске концентрация хрома, молибдена и вольфрама в мартенсите уменьшается.
Во первых, на каких режимах? При некоторых видах высокого отпуска увеличивается, при некоторых уменьшается концентрация как хрома, так и углерода, а обедненная углеродом матрица уже не так ржавеет. Второй класс, первая четверть. Садитесь. Два.
quote:Originally posted by Отто_Шрик:
грубую и упрощенную модель, которая поможет для понимания всего нижеизложенного.
Ну не настолько же? И с такими ошибками? Хорошо, продолжим.
quote:Originally posted by Отто_Шрик:
И пожалуйста, не пишите - что всё зависит от термообработки и что это всё теория, а в жизни всё по другому.
Конечно термообработка влияет на итоговые свойства стали, на какие то сильно, на какие то слабо.
На ВСЕ свойства закалка вносит свой отпечаток. НА ВСЕ. Это профанация. Беззастенчивая.
quote:Originally posted by Отто_Шрик:
Большинство сталей, которые используются для изготовления ножей - это ледебуритные стали,
Большинство ножей изготовлено из доэвтекдных мартенситных сталей. "Трамонтина" и "мора" выпускают больше ножей чем кто либо.
quote:Originally posted by Отто_Шрик:
Посчитать количество растворенного хрома и молибдена в AEB-L, 154СМ и Niolox, сравнить с Ларрином
Ну, и что за фигня с результатом? Потому что в ниолоксе не учтен почти процент ниобия. Ниолокс не ржавеет, от слова совсем, а у вас в таблице хрень какая то. Какой то псевдонаучный троллинг и не очень умный.
quote:Originally posted by DerRock:
Не пойму, чего так возбудились мастера. У каждого свои нюансы термообработки - ну отлично. Но есть ведь какие-то теоретические основы, от которых они же и отталкиваются.
Наверное, потому что сразу видна гора ошибок еще на стадии формулировки задачи, а эти люди как ни кто другой видят это. Вариант? Возникновение еще одного карго-культа, ни как не коррелирующего с действительностью, может восприниматься как неумная попытка манипуляций. Потом этот бред долго не разобрать. Теоретические основы мастерового люда сильно отличаются от пациента, так зачем вам всем инфа, не имеющая подтверждения в/на практике? Чисто по умничать? Ровно треть от заглянувшего мастерового люда забанил, это что бы из тех кто знает - помалкивали? И вот готов новый Гуру, "я поведу вас к далекой звезде". Ну, идите. Не по пути.
quote:Originally posted by Отто_Шрик:
Рассчитано по этой формуле: Cr + 1,6*Mo + 0,8*W + 8*N.
Вроде, в оригинале PREN = Cr + 3.3Mo + 16N, неа? А как же не учитывать значения того же кремния? Про ниобий и тантал я умолчу, хотя эти элементы в кор.стойкости более важны чем хром. Ну, тако же и все остальное
quote:Изначально написано Сумашедшая Рыба:То есть изначально троллинг с баном грамотных оппонентов? Красота. Чел признается. Вы ведетесь.
Игорь, быть в такой публичной компании, так себе удовольствие, комрад сам признался. Обычный развод.
quote:Изначально написано Сумашедшая Рыба:Ровно треть от заглянувшего мастерового люда забанил, это что бы из тех кто знает - помалкивали?
![]()
![]()
------
quote:Изначально написано Сумашедшая Рыба:Ну, и что за фигня с результатом? Потому что в ниолоксе не учтен почти процент ниобия. Ниолокс не ржавеет, от слова совсем, а у вас в таблице хрень какая то. Какой то псевдонаучный троллинг и не очень умный.
quote:Изначально написано Knifesteelnerd:I'm Larrin Thomas, a steel metallurgist in Pittsburgh, PA
------
quote:Изначально написано Сумашедшая Рыба:Вроде, в оригинале PREN = Cr + 3.3Mo + 16N, неа? А как же не учитывать значения того же кремния? Про ниобий и тантал я умолчу, хотя эти элементы в кор.стойкости более важны чем хром. Ну, тако же и все остальное
quote:Изначально написано Knifesteelnerd:https://knifesteelnerds.com/20...stance-testing/
Коэффициент 1,6 для Mo намного ниже, чем уравнение PREN, которое составляет Cr + 3,3 * Mo + 16 *N. Значение 1,6 для Mo относительно аналогично коэффициенту, который я рассчитал в предыдущей статье. Уравнение PREN было получено для аустенитных нержавеющих сталей, которые имеют очень высокое содержание Cr в растворе (16%+), поэтому слой оксида хрома во всех из них был относительно прочным. Таким образом, имеет смысл, что поведение было бы несколько иным для этих ножевых сталей, где 15% Cr в растворе - это очень высокое число. Также PREN относится конкретно к стойкости к образованию питинга, не обязательно только к образованию ржавчины.
Сообщается, что вольфрам вносит половину вклада в молибден, поэтому его коэффициент будет равен 0,8. И если мы проявим великодушие и предположим, что вклад азота в 14C28N значителен, это даст коэффициент примерно 6 к азоту. Таким образом, наше окончательное уравнение для прогнозирования влияния каждого легирующего элемента в растворе составляет Cr + 1,6 * Mo + 0,8 * W + 6 *N.
-------
quote:Изначально написано Сумашедшая Рыба:Потому что в ниолоксе не учтен почти процент ниобиях Ниолокс не ржавеет, от слова совсем, а у вас в таблице хрень какая то.
quote:Изначально написано Сумашедшая Рыба:Про ниобий и тантал я умолчу, хотя эти элементы в кор.стойкости более важны чем хром
quote:Изначально написано Knifesteelnerd:https://knifesteelnerds.com/20...d-knife-steels/
Ниобий добавляется по тем же причинам, что и ванадий: для образования твердых карбидов MC, где M может относиться к V, Nb, Ti и т.д. Твердые карбиды могут способствовать уменьшению размера зерен, улучшению структуры карбида и износостойкости.
![]()
------
------
------
quote:Изначально написано Ridge:
Первый пост уже сложен для понимания даже тем кто в теме, судя по комментариям, а что тогда говорить за "чайников", для них всё просто тёмный лес и набор каких то незнакомых терминов.
Если вы сможете составить лучше или откуда можно взять, понятнее и примерно такого же объема объяснение, я тут же удалю своё и впишу ваше.
Я не против если его кто-нибудь отредактирует.
Мне надо было что то написать, я написал это.
quote:Изначально написано Ridge:
Я вот и половины ни хрена не понял, особенно про сплошной феррит в отожённой железяке, легирующие элементы куда делись.
Всё в карбидах
Наверное.Вот D2. Весь хром в карбидах.
Не исключаю что я как мартышка и очки и прикладываю этот тип диаграммы не к тому месту. И JMatPro может построить то, но я пока не разобрался.
Кто знает лучше, пусть поделиться.
![]()
Но я тут нашел одну статью, про растворение карбидов в сталях (CARBIDE DISSOLUTION RATE AND CARBIDE CONTENTS IN USUAL HIGH ALLOYED TOOL
STEELS AT AUSTENITIZING TEMPERATURES BETWEEN 900 ◦CAND 1250 ◦C.), саму я её конечно же не читал - картинки только посмотрел, так там есть такая таблица.
В отторженном виде в Sverker 21 ~18% Cr7C3.
![]()
Если прикинуть, что процентное содержание хрома в этих карбидах около 65%, то получается как раз около 11%(ну то есть весь) хрома в карбидах и находится.
![]()
По хорошему надо книжки почитать, но не в 4 же часа утра?
Так что думаю весь хром в карбидах, в основном, в отожженной стали.
Но могу и ошибаться, кто знает лучше - пусть поправит.
quote:Originally posted by Отто_Шрик:
Так что думаю весь хром в карбидах, в основном, в отожженной стали.
Так зачем тогда мучаться с ТО, если уже все в карбидах. Значит сталь надо отжигать, а не калить, для износостойкости и т.д..))))
quote:Игорь Дмитриевич, непонятно, вот, говорят, свойства стали зависят в основном от состава, а не от термообработки, да так, что эти свойства можно сравнивать. А тогда, извиняюсь, что же Вы считали количество резов все эти годы? Уж не вводили ли Вы нас в заблуждение?? Одна сталь- одно число!
По одной из опубликованных ранее Отто Шриков табличек уже изготовленно лезвие. Сегодня, надеюсь, доделаю второе лезвие. И в воскресенье порежу канат. По итогам отпишусь.
Есть несколько различных вариантов закалки лезвий из стали CPM 10V, все они показывают плюс-минус сопоставимый результат на канате. Но отличаются по "характерной вкусности реза". Но, это не значит, что одни плохие, другие хорошие. Просто разные заказчики выбирают разные варианты(если знают). Один у меня заказчик вообще знает пять вариантов и заказывает " вот такой, как в предпоследний раз было".
Я бы таких экспериментов провел вагон и маленькую тележку, но.
Как говорил граф Игнатьев:"Душой любого дела является бюджет".
quote:Изначально написано chingachgook:
По одной из опубликованных ранее Отто Шриков табличек уже изготовленно лезвие. Сегодня, надеюсь, доделаю второе лезвие. И в воскресенье порежу канат. По итогам отпишусь.
Ого, это конечно же неожиданно!
И очень интересно.
А можете сказать по какой именно?
И как выбирались режимы?
Я не знаю, взята ли табличка из этой темы или из ранних тем.
Но я вроде нигде не говорил, что эти расчёты, являются рекомендацией к термообработке. Они могут быть выбраны, но с коррекцией и оглядкой.
Я предполагаю, что этот метод полезен в случаи когда нет рекомендаций для то для какой то "новой" стали как отправная точка.
JmatPro например занижает массовую долю карбидов хрома на 3%.
Ларрин пишет, что новые версии Thermo-Calc лучше ведет расчёты, но где его взять?
Есть много программ для расчётов методом CALPHAB и с открытым кодом.
Я поэтому и использую слово - ОЦЕНКА. И я рассматриваю этот метод,в первую очередь как подспорье именно в сравнение сталей между собой и оценки их свойств.
Что бы нивелировать метод расчёта конкретной программы.
quote:Изначально написано КуКуКу:
Так зачем тогда мучаться с ТО, если уже все в карбидах. Значит сталь надо отжигать, а не калить, для износостойкости и т.д..))))
Износостойкость зависит как и от карбидной фазы, так и от твердости.
Так что, что бы сталь была твердая придется её закалить и растворить карбиды в аустените, что бы перешло в аустенит около 0.4-0.6% С.
Если я конечно же, правильно понял про что вы говорите и прочее.
Поправьте, если ошибаюсь. Но есть ощущение, что оценивать стали-"простушки" через научную методу с матмоделью, расчетами и т.д. малополезно в виду неоднородности реального строения этих сталюк (и наличия всяких дефектов строения - дислокаций и т.д.).
Вот есть кастрюля супа. В ней куски мяса, капуста, картошка, лук, морковка и т.д.... Сейчас мы пытаемся, зная, сколько изначально было в суп наложено ингридиентов, предугадать, сколько их окажется в нашей тарелке после зачерпывания половником. Хотя хозяйка может черпануть один бульон, а может от души навесить мяса и картохи.
Вот если засунуть суп этот в блендер и превратить в однородную массу, то таки да - пропорции в тарелке будут прогнозируемы и хорошо коррелировать с пропорциями изначально. Что похоже на методику приготовления порошковых сталей.
Аналогия может и не совсем точная, но мысль моя в том, что конечное поведение стали, являющейся ОЧЕНЬ сложной смесью самых разных соединений, кристаллизованных в разных фазах и с разным размером зерна, прогнозируется теоретически со слишком невысокой точностью.
Пишу не с целью объяснить что-то кому-то, а скорее наоборот - проверить свое понимание. Приведенные в начале темы сведения находятся где-то на уровне базового курса матведа в непрофильной специальности и не всем будут сходу понятны. Удобнее было бы сделать справочник с простыми критериями, оцененными баллами, для усредненно приготовленных сталей... Хотя такие по-моему были уже.
quote:Originally posted by GeenKir2901:
Вот есть кастрюля супа.
Правильно, все зависит от поваров. И шеф у них КУЗНЕЦ(ТЕРМИСТ), остальные повара тоже важны.)))
Повара из промышленности(хим.состав) по умолчанию считаем честным.)))
quote:Изначально написано GeenKir2901:Вот есть кастрюля супа. В ней куски мяса, капуста, картошка, лук, морковка и т.д.... Сейчас мы пытаемся, зная, сколько изначально было в суп наложено ингридиентов, предугадать, сколько их окажется в нашей тарелке после зачерпывания половником
Вот если засунуть суп этот в блендер и превратить в однородную массу, то таки да - пропорции в тарелке будут прогнозируемы и хорошо коррелировать с пропорциями изначально. Что похоже на методику приготовления порошковых сталей.
Аналогия конечно же не аргумент, но в общем вы конечно же правы.
Возникает вопрос - какой размер у половника? Если он размером с пол кастрюли, то в среднем мы все же получим усредненный суп
Какие то ингредиенты, всё же мелко нарублены - например вторичные карбиды.
Какие то виды супов - это супы-пюре: доэвтектоидные и заэвтектоидные стали.
Но по крайней мере с этими расчётами можно оценить, что мы в итоге получаем суп, а не рагу.
Про порошковые стали я с вами согласен. Один как раз из их плюсов - упрощение ТО, ввиду более равномерного легирования аустенита при нагреве.
quote:Изначально написано GeenKir2901:
Аналогия может и не совсем точная, но мысль моя в том, что конечное поведение стали, являющейся ОЧЕНЬ сложной смесью самых разных соединений, кристаллизованных в разных фазах и с разным размером зерна, прогнозируется теоретически со слишком невысокой точностью.
Например в JMAtPro можно стоить ССT и TTT диаграммы с учетом размера зерна (ASTM), например. Надо разбираться. Там много чего есть, но я не изучил пока, да и возможно это не пригодится.
Ну и я все же пытаюсь сравнивать с тем, что получается в реальной жизни. Для оценки той же коррозионной стойкости - измерение доли хрома в матрице в реальных образцах. Если с ходу, то погрешность не больше 5%-10%.
quote:Изначально написано GeenKir2901:
Пишу не с целью объяснить что-то кому-то, а скорее наоборот - проверить свое понимание. Приведенные в начале темы сведения находятся где-то на уровне базового курса матведа в непрофильной специальности и не всем будут сходу понятны. Удобнее было бы сделать справочник с простыми критериями, оцененными баллами, для усредненно приготовленных сталей... Хотя такие по-моему были уже.
Все что я пишу - открыто к обсуждению и корректировки.
Все кто хочет, может переписать, дополнить это в другой форме и все вместе рассмотрим это, обсудим и внесем изменения.
Работа ещё ведется, посмотрим к чему придем и как это всё оформлено будет в итоге. Может итога и не будет
И повторюсь, свою задачи я вижу не как составления таблиц и рейтинга(их можно на том же knifesteelnerd взять), а как "создания" некой последовательности действий, которые можно повторить и получить результат близкий к реальности.(в не зависимости от конкретных программ для расчёта) - быстро оценить свойства закаленной стали и сравнить стали между собой.
А то у нас на одном полюсе оценки - всё зависит от ТО стали, все свойства меняются кардинально. Поэтому говорить и оценить ничего нельзя - каждый результат у нас ни на что непохожая и индивидуальная снежинка.
А на другом полюсе подход уровня:
Молибден - твердоплавкий элемент, предотвращает ломкость и хрупкость клинка, повышает жаропрочность и коррозионную стойкость стали. Молибден усиливает действие хрома в сплаве, делает состав сплава более равномерным.
Ну, если Вы делаете мат.модель, то хотелось бы для наглядности увидеть, что считается вводными и что - результатом.
Например, имеем вводные:
Соотношения хим. элементов (в т.ч. вредных примесей)
Температуры и продолжительности выдержки разных этапов ТО (закалка, отпуск...). Возможно, свойства закалочной среды, типа теплопроводности и температуры парообразования.
Величина зерна
Возможно, какие-то наследуемые признаки, это уже не помню, но ЕМНИП величина зерна может "всплывать" со времен каких-то прошлых термообработок.
Потом происходит, собственно, Ваш "метод". Некие преобразования.
И мы имеем на выходе, к примеру:
Твердость
Предел упругости
Предел прочности
Коррозионную стойкость
В таком виде, лично мне, было бы интересно. Но думается, объем работ потянет на докторскую, а точность будет сравнима с оценкой на глаз от какого-нибудь местного опытного термиста)
quote:Изначально написано GeenKir2901:
Ну, если мы делаем мат.модель, то хотелось бы для наглядности увидеть, что мы считаем вводными и что - результатом.Например, имеем вводные:
Соотношения хим. элементов (в т.ч. вредных примесей)
Температуры и продолжительности выдержки разных этапов ТО (закалка, отпуск...). Возможно, свойства закалочной среды, типа теплопроводности и температуры парообразования.
Величина зерна
Возможно, какие-то наследуемые признаки, это уже не помню, но ЕМНИП величина зерна может "всплывать" со времен каких-то прошлых термообработок.Потом происходит, собственно, Ваш "метод". Некие преобразования.
И мы имеем на выходе, к примеру:
Твердость
Предел упругости
Предел прочностиВ таком виде, лично мне, было бы интересно. Но думается, объем работ потянет на докторскую, а точность будет сравнима с оценкой на глаз от какого-нибудь местного опытного термиста)
Тогда бы тема и называлась - точный расчет режимом термообработки и механических свойств.
И писалось бы она не здесь, а в каком нибудь - Институте физической химии, термодинамики и горения.
Как сказал один оппонент - Что то мне подсказывает, эта задача для лаборатории, находящейся на содержании не жадной фирмы. Иначе погрешность 300-500%
Но пока, для расчёта содержания хрома и молибдена в матрице - работает неплохо, даже без учёта кучи практических тонкостей.
У той же zdp-189 по итогу, весьма неожиданный и не очевидный результат.
Если у кого то есть данные по сталям с указанием концентрации хрома в матрице и режимы ТО - с радостью рассмотрим их, посчитаем и сравним.
Ну и название - МОЙ МЕТОД - это всё же громкое заявление. Моего там ничего нет, просто пытаюсь оформить и вынести на обсуждение подход, который практикуется для оценки свойств.
Тема, так или иначе, интересная, докапываюсь так, пожужжать)
Просто я к чему про матмодель написал. Она, буде разумно создана, обычно включает в себя параметры, которые уточняются эмпирически. Вначале подставляем примерно, потом сравниваем с живыми клинками, которые сделаны (спроектированы, разработаны...) по вашему теоретическому методу, и корректируем эти параметры до достижения хорошей повторяемости.
Вот в таком сотрудничестве с практикой метода будет полезнее. Пока что, может я не внимательно осмыслил, но не увидел каких-то параметров, которые потом можно подогнать под реальный результат.
quote:Изначально написано GeenKir2901:
Тема, так или иначе, интересная, докапываюсь так, пожужжать)
Просто я к чему про матмодель написал. Она, буде разумно создана, обычно включает в себя параметры, которые уточняются эмпирически. Вначале подставляем примерно, потом сравниваем с живыми клинками, которые сделаны (спроектированы, разработаны...) по вашему теоретическому методу, и корректируем эти параметры до достижения хорошей повторяемости.
Ну сами диаграммы рассчитываются по методу CALPHAD и как то в него лезть уж точно не вариант
https://ru.wikipedia.org/wiki/CALPHAD
Но впринципе понятно о чём вы.
quote:Изначально написано GeenKir2901:
Вот в таком сотрудничестве с практикой метода будет полезнее. Пока что, может я не внимательно осмыслил, но не увидел каких-то параметров, которые потом можно подогнать под реальный результат.
Возможно я криво и не очевидно это сформулировал:
![]()
Вот здесь сравнивается расчёт и производятся измерение непосредственно "реальных" образцов при заданных режимах ТО:
https://knifesteelnerds.com/20...-154-and-aeb-l/
Там же можно оценить точность расчётов доли карбидов заодно, но карбиды будут расстраиваться потом.
Надо будет нарыть ещё реальных примеров из статей и сравнить, тем более там обычно указывается точный состав выплавки стали.
В тему сравнения с реальными значениями:
Я тут недавно одну интересную статью нашёл - там братья китайцы 440С, 154см и N690 закалили по одному режиму и CATRA-тест проверили.
Effect of Alloying Elements on the Sharpness Retention of Knife Blades Made of High Carbon Martensitic Stainless Steels
https://www.google.com/url?esr...EOMjt-iXylbu3l9
У них получилось, что 154 см показал результат на 25% лучше остальных.
Они высказали предположение, что только разницей объемом карбидов и твердости результат не объясняется. Предположили, что карбиды в 154см лучше держаться в матрице.
Как известно чем больше разница между твердостью матрицы и карбидов, тем легче карбиды "выпадают".
Китайцы сказали, что это так но не совсем.
Они посчитали модули эластичности матрицы и карбидов и вот как раз разница между ними и влияет. У 154см разница получилась меньше всего и карбиды не вырывает из матрицы, а у 440С и N690 карбиды вырываются(даже ямки от этого рассмотрели через SEM-микроскоп)
![]()
Но о чём это я .... Простите...
Так вот, они измерили состав матрицы.
Результаты в таблице, как и состав и режим ТО.
![]()
Я посчитал и у меня получилось так.![]()
По хрому расхождения нет.
По молибдену есть расхождение с 154см. Непонятно почему в 154см в матрице нет молибдена, хотя он там должен быть.
Значения для 154см измеренные на "реальных" образцах Ларриным:
![]()
Та что вот такие пироги, сами делайте выводы.
Статья вызывает вопросы и для поддержания моего реноме(если они и было вообще) лучше было не упоминать 154см, но что поделать, уж больно статья интересная.
Надо найти менее компрометирующие результаты (тогда и Ларрину)
quote:У той же zdp-189 по итогу, весьма неожиданный и не очевидный результат.
Ну да, а Вы в курсе, что означает эта чУдное число - 189?
quote:Изначально написано Ridge:
Ну да, а Вы в курсе, что означает эта чУдное число - 189?
Конечно!
Ваши божественные наставники используют это число, чтобы помочь пробудить вашу духовность. Число 189 призывает к вашему дару светотворения. Вселенная просит вас следовать своей духовной миссии и Божественной жизненной цели в служении другим.
Это поможет вам осуществить ваше высшее благо в жизни.
Соединение чисел 1, 8 и 9, образующих номер 189 - это чудо Вселенной.
Когда вибрации этого знака входят в вашу жизнь, результат столь же мистичен, сколь и магичен.
Гугль в помощь камрад Ридж
quote:Гугль в помощь камрад Ридж
Обойдёмся и без гугла.
Так вот, методом тыка, не смотря на все известные формулы и расчёты, частью которых тут оперируют, на 189 тык, получили приблизительно то, что хотели получить по мех свойствам.
И для любопытных, автор является одним из разработчиком энтузиастов.
В каждой статье, есть куча ссылок на другие статьи и работы.
Есть фото, графики и таблицы, всё информативно и понятно.
К моему сожалению, представленные материалы разработчика, требуют либо знание английского языка, либо установленного переводчика.
Написано научно популярным языком, что даёт возможность понять широкой аудитории не отягощённой специфическими знаниями по металлургии.
КАРБИДЫ,СВОЙСТВА СТАЛИ И НОЖЕЙ
Типы карбида в ножевых сталях
https://knifesteelnerds.com/20...n-knife-steels/
КАРБИДЫ,УСТОЙЧИВОСТЬ К КОРРОЗИИ,НИОБИЕВЫЙ СПЛАВ,АЗОТ-ЛЕГИРОВАННЫЙ,ПОРОШКОВАЯ МЕТАЛЛУРГИЯ,СВОЙСТВА СТАЛИ И НОЖЕЙ,СУПЕР СТАЛИ
Каково будущее дизайна ножей из нержавеющей стали?
https://knifesteelnerds.com/20...e-steel-design/
СОХРАНЕНИЕ КРАЯ,ТВЕРДОСТЬ,СУПЕР СТАЛИ,ПРОЧНОСТЬ
CPM MagnaCut - следующий прорыв в ножевой стали
https://knifesteelnerds.com/2021/03/25/cpm-magnacut/
Как пример - картинки с тестов на кор. стойкость (выдержка в 1% растворе соли в течение 72 часов):![]()
quote:Изначально написано Ridge:
К моему сожалению, представленные материалы разработчика, требуют либо знание английского языка, либо установленного переводчика.
Гугл и яндекс онлайн переводчики уже давно отлично умеют переводить страницы(и даже Pdf файлы) целиком.
https://translated.turbopages....t-1-what-it-is/
quote:Изначально написано Отто_Шрик:Гугл и яндекс онлайн переводчики уже давно отлично умеют переводить страницы целиком.
И это просто прекрасно.

А вообще то, нужно начинать с метода получения слитка/заготовки и той структуры, которую каждым методом можно получить.
И плясать от структуры слитка/заготовки, не смотря на то, что её можно частично изменить и улучшить тем же термоциклированием (многократным прохождением структурных превращений ), ковкой, которая способствует изменению макроструктуры и механических свойств металла.
Но супер-пупер свойств стали, первоначально заложенных в конкретную марку стали, при всех ухищрениях и танцах с бубнами, получить не удастся.
Лезвие ножа, можно рассматривать как металлоконструкцию работающую при определённых параметрах, которые в принципе легко рассчитываются.
https://e-metall.ru/blog/uprugost-stali/
И собственно прочностные характеристики сталей обычного передела, уже исчерпали свои возможности, за счёт технологий CPM, удалось получить структуры не возможное при обычном переделе и получить улучшенные прочностные характеристики, но не более, один хрен сплавы на основе железа, имеют конкретный предел прочностных характеристик, которые описываются модулем Юнга.
Часто в интернете можно встретить вот такие утверждения.
![]()
![]()
Не расшифровывается, что понимается под термином - АНАЛОГ. Этот термин и это сравнение кочует от статьи к статье очень давно.
Вроде как состав, а может свойства, а какие именно похожи, а какие не сильно?
Например, твердость AUS-8 будет меньше 440B исходя из количества углерода? Или одинаковая? А быть может больше?
![]()
На основе полученных знаний, предлагаю в этом разобраться!
Немного термодинамического вуду:
![]()
![]()
Ну добавлю в сравнение ещё одну сталь.
![]()
Я упростил таблицу для наглядности. И взял 2 точки значений С и Cr в аустените.
![]()
- Аналоги по итоговой твердости и коррозионной стойкости -
1. Аналогом AUS-4 является 440B - При одинаковой температуре аустенизации эти стали будут иметь примерно одинаковую итоговую и максимальную твердость и коррозионную стойкость(если рассматривать только Cr) так как имеет одинаковые значения C и Cr растворенные в аустените и следовательно мартенсит этих сталей будет одинаковый.
Можно сказать, что по своей структуре и свойствам 440B = AUS-4 + 8-9% карбидов.
2. Аналогом AUS-6 является 440С. По своей структуре и свойствам 440С = AUS-6 + 6-8% карбидов.
Если быть более корректным, то у 440B коррозионная стойкость будет чуть выше, чем AUS-4, за счёт дополнительной доли молибдена. Аналогично и с 440С и AUS-6. PREN-индексы есть в таблице.
- Рейтинг максимальной твердости -
1. AUS-10
2. AUS-8
3. AUS-6 = 440C
4. AUS-4 = 440B
5. 440A
- Рейтинг максимальной ударной вязкости -
1. AUS-4
2. AUS-6
3. AUS-8
4. 440A
5. 440B
6. AUS-10
7. 440C
- Рейтинг коррозионной стойкости (PREN-Индекс) -
1. 440A
2. 440B
3. AUS-4
4. 440C
5. AUS-6
6. AUS-8
7. AUS-10
Настоятельно рекомендую это видео, которое затрагивает многие вопросы, которые я рассматривал и для общего развития:
Я добавил в сравнительный разбор популярные стали от Sandvik.
![]()
В сводной таблице, одинаковым цветом выделены стали с близким балансом С/Cr и следовательно близкой итоговой твердостью и коррозионной стойкостью.
Для большей наглядности, я представил эту таблицу в графическом виде.
![]()
Круг - исходный состав C и Cr
Квадрат - содержание C и Cr в аустените - значения из таблицы при Ms~220C - назовем этот вариант для удобства - оптимальный режим ТО (максимальная правильная твердость, остаточный аустенит не больше 10-15%) без крио.
Звездочка - содержание C и Cr в аустените - значения из таблицы при Ms~220C - назовем этот вариант для удобства - оптимальный режим ТО с крио.
Линии сталей с похожим составом мартенсита и свойствами накладываются друг на друга или расположены очень близки.
Наглядно видно, что свойства мартенсита:
1. AUS-4 = 12c27M = 440B
По своей структуре и свойствам
440B = 12c27M + 7-8% карбидов = AUS-4 + 8-9% карбидов
2. AUS-6 = 12c27 = 440С
По своей структуре и свойствам
440С = 12c27 + 6-8% карбидов = AUS-6 + 6-8% карбидов
Если рассматривать схожие режимы - например квадратики - то слева направо будет рост твердости, а снизу вверх - коррозионная стойкость.
![]()
Тогда например:
- Рейтинг твердости -
1. AUS-10 ~ 19с27
2. 13с26
2. AUS-8
3. AUS-6 ~ 440C ~ 12c27
4. AUS-4 ~ 440B ~ 12c27m
5. 440A
Выше, в части ТВЕРДОСТЬ, я писал о сходстве и родстве сталей CALDIE, D2 и ZDP-189: forummessage/5/2833
--- Несмотря на то, что у Caldie, D2 и ZDP-189 отношение содержание углерода 1:2:4 (0.7% - 1.55% - 3%) итоговая твердость мартенсита будет одинаковой. Твердость же стали в целом D2 и Caldie будет примерно одинаковой, у ZDP-189 может чуть больше на 1-2HRc из-за слишком большого объема карбидной фазы ~30-35%).
--- Так как состав мартенсита у Caldie, D2 и ZDP-189 примерно одинаковый(~0.6%C и 5-6%Сr), свойства их мартенсита будет примерно одинаковые.
Можно сказать, что D2 = Caldie + 12% карбидов хрома. А ZDP-189 это ничто иное как D2 + 20% карбидов хрома
![]()
Графическое представление
![]()
Упрощенный и более наглядный вариант, значения С/Сr из таблицы при Ms~220C.
![]()
А наши китайские товарищи выпустили свою первую порошковую сталь и первый нож из неё ... Скоро буржуям писец придёт с их порошковыми технологиями , банкротнут нах ...

Сталь эта по параметрам похожа на [size=16]М-390[/size] , даёшь порошки в массы , в три раза дешевле пиндосских ... :yep: :crazyfun: :crazy:
https://www.ebay.com/itm/204334365510?hash=item2f9346fb46:g
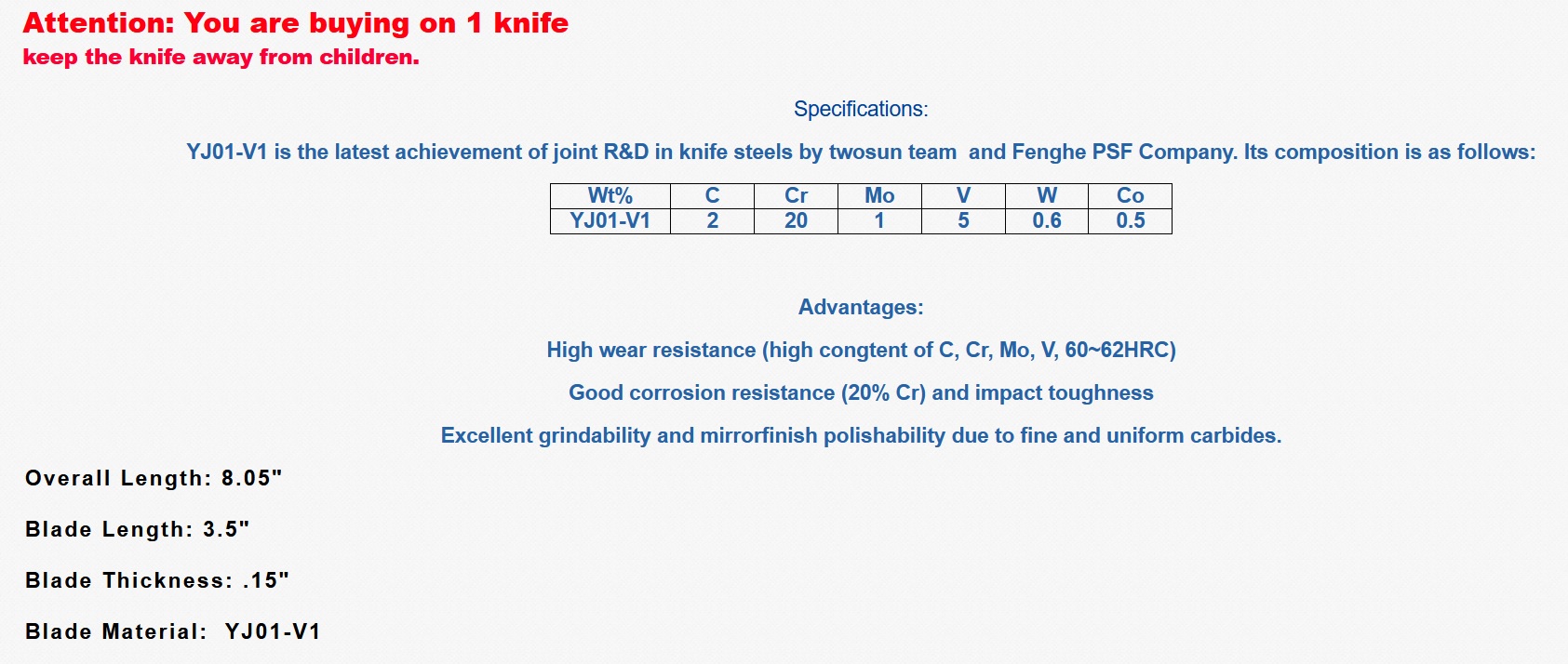
Какие выводы можно сделать из состава стали ? 
quote:Изначально написано AUREUS:
А наши китайские товарищи выпустили свою первую порошковую сталь и первый нож из неё ... Скоро буржуям писец придёт с их порошковыми технологиями ,...Сталь эта по параметрам похожа на М-390
Какие выводы можно сделать из состава стали ?
Вряд-ли это первая порошковая, были и другие.
Если приведенный состав соответствует тому, что в выплавки стали, то можно сделать такое сравнение с m390.
![]()
Стали близки и отличаются слабо.
![]()
![]()
Максимальная твердость, да и просто твердость при близких температурах аустенизации одинаковые. Коррозионная стойкость тоже.
![]()
Общее количество карбидов хрома близко, но у YJ01-v1 на ~ 1.6 карбидов ванадия больше.
Данный по карбидной фазе от Ларрина, для сравнения https://knifesteelnerds.com/20...n-knife-steels/ ![]()
ИТОГО:
Твердость и коррозионная стойкость близка.
Износостойкость у YJ01-v1 больше, чем у m390.
Ударная вязкость у YJ01-v1 меньше или близка, чем у м390 - больше карбидной фазы и скорей всего YJ01-v1 сделана не по порошковой технологии, а по технологии Sprayform ( но это не точно).
Короче YJ01-v1 это м390 + 1.5% VC. Это по расчетам в JMatPro.
Что похоже на правду, весь дополнительный ванадий (и углерод) идет на образование свободных карбидов ванадия, а не растворяется в карбидах хрома или аустените. Карбиды ванадия образуются из расплава стали в первую очередь.
Польза от добавления кобальта весьма сомнительная, если сталь закаливается на первичную твердость (низкий отпуск) и работать он будет в этой сталей, только при закалке на вторичную твердость. Почитать про это можно тут https://knifesteelnerds.com/20...obalt-in-vg-10/
Где Ванадий и карбиды ванадия?
Почему у м390 с 4% ванадия всего 1% карбидов ванадия, а у YJ01-v1 с 5% ванадия (что всего лишь на 25% больше), но карбидов ванадия в 2.5 раза больше?
В JMatPro, как я писал выше можно посмотреть распределение элемента по фазам.
![]()
Например, вот м390 и процентное соотношение ванадия в разных фазах, в зависимости от температуры закалки.
![]()
Как мы видим , всего лишь 0.7% ванадия из 4% образует карбиды ванадия, остальное количество в аустените и в смешанных карбидах хрома.
У YJ01-v1 в аустените и карбидах хрома ванадия примерно столько же - "они насыщенны ванадием максимально" и как раз этот лишний 1% ванадия, почти весь, и идет на образования именно карбида ванадия - в карбидах ванадия 1.4% из 5% общего содержания V.
ЗАМЕЧАНИЕ
Название компании(?), которая производит сталь - Fenghe PSF Company. PSF - что, скорей всего, расшифровывается как - Spray Form.
Sprayform - это несколько похожая технология, которая приводит к несколько большему размеру карбида, чем порошковая металлургия.
Можно сказать это ПОЛУ-порошковая технология.
Например так выглядит D2, по классической технологии https://knifesteelnerds.com/20...f27-and-cpm-d2/
![]()
Sprayform PSF-27
![]()
CPM-D2
![]()
Разница ударной вязкости.
![]()
Я решил добавить в сравнение M398 - так как "идеология" сталей близка.
![]()
Сводная таблица
![]()
Наглядный результат, как на самом деле похожи эти стали по итоговому составу мартенсита (особенно м390 и м398) и близких температур аустенизации.
Грубо можно сказать, что м398 = YJ01-v1 + 3% VC = м390 + 4.5% VC.
Можно сказать, что YJ01-v1 это промежуточное звено между м390 и м398.
Инструменталки против нержавеек
"Лучше меньше, да лучше.
Лучше маленький гриб, но хороший."
Широко распространено мнение, что *инструменталки" обладают лучшей "механикой", чем нержавейки при сравнении сталей с примерно одинаковым содержанием углерода и ванадия.
Я рассмотрю случай высокованадиевых сталей. Для сравнения возьмем стали CPM-10V и M398, стали с близким содержанием углерода и ванадия.
![]()
Если обратиться к тесту на ударную вязкость, то у M398 при твердости 61.5 HRc ударная вязкость равна около 3.5 ft-lbs, а у CPM-10V при тех же 61.5 HRc уже около 7.5 ft-lbs, т.е в 2 раза больше. https://knifesteelnerds.com/20...ion-resistance/
![]()
![]()
Возникает вопрос - в чем причина? В хроме? Но как именно он влияет?
Попробуем ответить на этот вопрос основываясь на том, что нам известно и применим термодинамические расчеты для оценки.
Состав карбидной фазы и аустенита для сравнения возьмем при начале мартенситного превращения Ms ~ 220 C.
![]()
![]()
По расчётам получается, что в CPM-10V при указанно температуре аустенизации будет около 12% карбидов ванадия, а у M398 ~6% VC и 22% CrC.
![]()
Т.е. Суммарное количество карбидов в м398 в 2 раза больше, чем в cpm-10V. Из раздела - Ударная вязкость, мы знаем, что обьем карбидов это один из главный факторов от которого зависит ударная вязкость - чем больше карбидов, тем меньше ударная вязкость. ![]()
Получается, что нержавейки имеют худшую механику не просто потому что в них много хрома и они нержавеющие, а потому что в этих сталях наряду с карбидами ванадия образуется большое количество карбидов хрома.
Сравнение расчетного количества карбидной фазы с данными из литературы.
По данным от Ларрина в M398 ~5% VC и ~25% CrC, в CPM-10V ~16% VC.
![]()
По расчётам их чуть меньше, расчеты делаются для бесконечного времени выдерживания при аустенизации.
Но все же расчетное значение близко и примерное отношение карбидов 2 к 1 совпадает.
![]()
Износостойкость
Заодно можно прикинуть и сравнить износостойкость этих сталей.
Из уравнения Ларрина, а также из значений твердости разных карбидов, можно оценить что 1% VC ~ 2% CrC.
Я возьму данные по карбидов из литературы.
Итого:
CPM-10V: 16% VC
M398: 5 + 25/2 = 17,5 % VC
Износостойкость так же зависит и от твердости.
Максимальная твердость у CPM-10V будет больше чем у M398.
По итогу износостойкость у M398 будет чуть больше, чем у CPM-10V при одинаковой твердости.
При твердости у CPM-10V больше, чем у M398 износостойкость этих сталей будет близка.
Т.е. несмотря на меньшее количество карбидов в CPM-10V они более твердые и износостойкие.
По результат CATRA-теста разница износостойкости этих сталях при одинаковой твердости ~6%
![]()
Итоги:
1. CPM-10V обладает лучшей механикой и ударной вязкостью, по сравнению с M398 из-за меньшего объёма карбидной фазы.
2. Несмотря на то, что в CPM-10V почти в два раза меньше карбидов, чем в M398, износостойкость этих сталей примерно одинаковая. В CPM-10V 16% твердых карбидов ванадия, против более мягких карбидов хрома, которые составляют основную массу карбидов м398.
Что почитать:
1. CPM 10V Steel - History, Properties, and How to Heat Treat - https://knifesteelnerds.com/20...-to-heat-treat/
2. M398 Steel Testing - Edge Retention, Toughness, and More - https://knifesteelnerds.com/20...hness-and-more/
есть способ проще. надфиль из ссср жрет или елозит, а все это ваше похоже на, цитата:
Подумаешь, бином Ньютона.
Тоже мне, психологические бездны.
В институте мы на плохом счету.
Средств на экспедицию нам не дают.
Набьем-ка мы рюкзак всякими манометрами-дерьмометрами, проникнем в Зону нелегально, и все здешние чудеса проверим алгеброй.
впрочем, настроение злобное, просьба не принимать в серьез.
Оцените вот эту сталь в сравнении с 8670 -какая прочнее?
https://www.astmsteel.com/product/aisi-s7-tool-steel/
https://hudsontoolsteel.com/technical-data/steelS7
https://www.matweb.com/search/...a6027d96&ckck=1
Вот например есть клин(лучше сравнивать полосы) из 420 HC 6 мм на 57 Hrc и клин из S7 4 мм на 57 Hrc - выдержит ли более тонкий все те же нагрузки что и 6 мм?
Вопрос сугубо практический -требуется значительно снизить вес ножа без потери его прочностных и прочих характеристик.
Можно ли заменить S7 - российским - китайским аналогом?
quote:Изначально написано NKaN:
Оцените вот эту сталь в сравнении с 8670 -какая прочнее?
https://www.astmsteel.com/product/aisi-s7-tool-steel/
https://hudsontoolsteel.com/technical-data/steelS7
https://www.matweb.com/search/...a6027d96&ckck=1
А вы сами то попробовали оценить? Как я писал в теме, моя задача не составить таблицы и прочее, а дать инструмент и алгоритм для действий.
Что значит прочнее?
Если вы говорите про пределы прочности, то у той стали у какой он больше, та и прочнее.
Обычно, в первом приближении предел прочности пропорционален твердости. Максимально возможная твердость 8670 больше, чем у s7.
![]()
А если под прочностью, вы понимаете ударную вязкость, то очевидно у s7 она больше, так как в ней меньше углерода и карбидов.
quote:Изначально написано NKaN:
Вот например есть клин(лучше сравнивать полосы) из 420 HC 6 мм на 57 Hrc и клин из S7 4 мм на 57 Hrc - выдержит ли более тонкий все те же нагрузки что и 6 мм?
Какие нагрузки?
Если опять вернуться к пределу прочности, то например предел прочности на изгиб пластины:
![]()
Т.е. что бы пластина толщиной 4 мм выдержала такую же нагрузку как 6мм, у ней должен быть в 2.25 раз больше предел прочности на изгиб. Квадратичная зависимость от толщины.
Т.е. у стали s7 должен быть в 2.25 раз больше предел прочности на изгиб, чем у 420hc, что бы эта замена "произошла удачно", опять же обратите внимание на график выше со средними значениями предела прочности на изгиб.
Возможно вам удастся найти значения в литературе.
quote:Изначально написано NKaN:
Вопрос сугубо практический -требуется значительно снизить вес ножа без потери его прочностных и прочих характеристик.
Ну так используйте готовые решения, которые давно известны - долы и прочие кровостёки.
Предел прочности имеет квадратичную зависимость, жесткость - кубическую.
Поэтому небольшое изменение в толщине, может нивелировать разницу в прочностных характеристиках стали.
quote:Изначально написано NKaN:
Можно ли заменить S7 - российским - китайским аналогом?
Наверное можно, почему нет?
quote:Изначально написано Отто_Шрик:
Наверное можно, почему нет?
Я вот оценил по ударной вязкости для начала, проблема что нет точных данных для 420HC по Шарпи, кто-то пишет 20, кто-то 40, вот S7 пишут 120 везде и сразу понятно что запас есть, про прочность на изгиб и (strength) - устойчивостью к пластичной деформации данных в открытых источниках тоже не особо.
Вот например тест S7 VS 01
![]()
quote:Изначально написано NKaN:
Я вот оценил по ударной вязкости для начала, проблема что нет точных данных для 420HC по Шарпи, кто-то пишет 20, кто-то 40, вот S7 пишут 120 везде и сразу понятно что запас есть
Вы бы с осторожностью относились к этим значением, они зависят от размера образца на тесте, кто знает какие размеры вы сравниваете.
Если нет, то вы можете сравнить с похожими сталями.
Вот у Ларрина данные по углеродкам и и нерже.
У 420hc (~ 3% карбидов) при 57.5 HRc около 40
у 8670 (после закалки обычно 0-2% карбидов) при 0.7% С при 59.5HRc - 50
у 5160 (после закалки нет карбидов)при 0.6% С 59.5HRc - 45
![]()
![]()
Ну будет у s7 при ее 0.5%С еще больше из-за мартенсита с меньшим количеством углерода и чего? Возникает вопрос - зачем?
Важно понять, что высокая ее ударная вязкость из-за того, что после закалки в этой стали нет карбидов, мартенсит не хрупкой формы и ее ударная вязкость будет примерно соответствовать другим схожим сталям.
И не стоит забывать, что все эти углеродки, даже мало легированные весьма чувствительны к ТО и все их преимущества можно легко потерять.
quote:Изначально написано NKaN:
, про прочность на изгиб и (strength)-устойчивостью к пластичной деформации данных в открытых источниках тоже не особо.
Например UTS:
420HC - 55HRc - 1586 MPa.
s7 - 60 HRc - 2025 MPa
440С - 59HRc - 2030 MPa
![]()
Так что график этот полезен для первичной оценки.
Как вы понимаете разницу в 2.25 раза (при одинаковой или близкой твердости) в сталях вы вряд ли увидите.
![]()
quote:Изначально написано NKaN:
Вот например тест S7 VS 01
Это вообще чушь какая то.
quote:Изначально написано Отто_Шрик:
Это вообще
Интересно
"Tool Steels:
Steel-----Hardness-----Charpy C Ft. Lbs.
CPM-15V...... @Rc60...10
CPM-10V......@Rc60...20
CPM-3V.......@Rc58...85
CPM-3V.......@Rc60...60
CPM-3V.......@Rc62...40
CPM-4V.......@Rc60...50
CPM-4V.......@Rc62...36
CPM-M4.......@Rc65.5.......20
CPM-M4.......@Rc63.5.......28
CPM-M4.......@Rc62.........32
CPM-M48......@Rc64.........16
CPM-T15......@Rc65.........20
M2...@Rc62.........20
D2...@Rc60.........20
A2...@Rc60.........40
S7...@Rc58........120
S7...@Rc57........125
L6...@Rc60.........40
O1...@Rc60........30
H13...@Rc47.......125
A11...@Rc61........20
Z-Wear PM....... @Rc60......65
Vanadis 4....... @Rc60........50
Stainless:
Steel-------Hardness-----Charpy C Ft. Lbs.
CPM-S90V...... @Rc56...20
CPM-S90V.....@Rc58...19
CPM-S60V.....@Rc56...16
CPM-S30V.....@Rc58...28
CPM-S35VN....@58Rc...32
CPM-154......@60Rc...30
154CM...@Rc58...28
440C...@Rc56...26
440C...@Rc58...16
420HC...@Rc58...24
M390...@Rc60...22
forummessage/5/2112
Перевод 1 foot pounds (Ft.Lbs) = 1.35581795 joules (J)"
Эти результаты по ударной вязкости тоже кто-то получал и они разнятся с Лариным.
Да и вот есть даташит на российскую сталь где ударная вязкость 160 дж/cм2
![]()
quote:Originally posted by NKaN:
Эти результаты по ударной вязкости тоже кто-то получал и они разнятся с Лариным.
Возможно потому что это разные тесты на ударную вязкость?
Эта таблица надергана из даташитов крусибла, это тесты шарпи с С-образным надрезом, размер образца надо смотреть. Вроде как вообще их разработка и этот варианты теста мало распространён, обычно надрезы U и V - вида.
У Ларрина тест без надреза, образец 2.5 x 10 x 55 mm.
Какой тест на российскую сталь я не знаю.
______
Ну и процитирую Алана из этой темы:
forummessage/5/1651
Если коротко - результаты тестов на ударную вязкость СИЛЬНО зависят от:
1. Сечения, от которого отобран образец (а, так же, вообще от технологической "истории"). Данные могут отличаться в РАЗЫ.
2. От направления. Данные могут отличатся в РАЗЫ. Обычно приводят данные для продольного направления. В трансверсальном результаты могут быть ВТРОЕ хуже.
3. От конкретных параметров испытательной установки (энергии удара, жесткости, состояния бойка) - данные могут отличатся в РАЗЫ.
Не говоря уже о том, что данному типу испытаний вообще свойственна большая дисперсия результатов. Что бы получить что то похожее на правду надо наколотить немало образцов и обрабатывать массив данных. И, все равно, доверительный интервал значений ударной вязкости может быть сопоставим с самими значениями... ОСОБЕННО это характерно для инструментальных сталей, абсолютные значения ударной вязкости для которых невелики и почти вся она представляет собой работу зарождения трещины. Уж не говоря о том, что самих вариантов испытания великое множество. Так что надо смотреть конкретику.
Поэтому говорить о простоте, сравнимости и переносимости тестов, полученных в разных условиях, мягко говоря, несколько оптимистично. Более менее надежно можно сравнивать данные, полученные в одних условиях (с учетом вышесказанного).
Если почитать даташиты разных производителей, то можно увидеть, что для одной и той же железки приводимые значения ударной вязкости отличаются ВДВОЕ. Например, Крусибл для своей CPM10V заявляет ударную вязкость вдвое выше, чем Белер для K294 (состав одинаков, обе стали порошкового передела), хотя последняя получена по более современному техпроцессу, который должен обеспечить лучшие результаты.
Поэтому вся простота - кажущаяся.
quote:Изначально написано Отто_Шрик:
Поэтому вся простота - кажущаяся.[/i]
"Скучна теория мой друг, но древо жизни зеленеет" -
Поэтому только практикой можно установить, методом теста(придумать тест на предельные неразрушающие и запредельные разрушающие нагрузки) для 6 мм пластины 420 HC, а потом проверить их же на S7 4 мм, повторить.
Тогда можно установить, что такие полоски стали в своих конкретных термичках могут быть взаимозаменяемы для своих задач.
quote:Originally posted by NKaN:
Поэтому только практикой можно установить, методом теста(придумать тест на предельные неразрушающие и запредельные разрушающие нагрузки) для 6 мм пластины 420 HC, а потом проверить их же на S7 4 мм, повторить.
Тогда можно установить, что такие полоски стали в своих конкретных термичках могут быть взаимозаменяемы для своих задач.
То есть эту фразу вы простили:
Не говоря уже о том, что данному типу испытаний вообще свойственна большая дисперсия результатов. Что бы получить что то похожее на правду надо наколотить немало образцов и обрабатывать массив данных. И, все равно, доверительный интервал значений ударной вязкости может быть сопоставим с самими значениями... ОСОБЕННО это характерно для инструментальных сталей, абсолютные значения ударной вязкости для которых невелики и почти вся она представляет собой работу зарождения трещины.
Ну и не могут весилить фразы, по типу : это все теория, а вот практика все покажет.
Эта теория и есть практика, тесты на ударную вязкость и пределы прочности, зависимость ударной вязкости и износостойкости от карбидной фазы это теорические размышления?
Но вы конечно можете разработать свое тестирование (задайтесь вопросом - почему до сих пор ничего лучше не придумали по простоте и воспроизводимости, чем тесты на ударную вязкость и пределы прочности и почему нет нормальных тестов ножей) и его провести, проблемма скорей всего будет в том, что результат у вас будет случайным и интерпретируете вы этот результат как вам удобно.
И если бы внимательнее отнеслись к моим прикидкам какая должна быть разница в пределах прочности, что бы стали с 6мм и 4мм толщиной выдержали схожие нагрузки и посмотрели бы в каких границах меняются типичные значение пределов, то возможно вы бы нашли ответ.
Теория это база поэтому и берется S7, а не более хрупкая сталь - далее только эксперимент.
quote:Originally posted by NKaN:
берется S7, а не более хрупкая сталь
Но ведь есть s5, зачем брать более хрупкую s7?
![]()
![]()
Cмотря для каких задач,для боевого ножа S5 может даже и получше будет:
"Strength and Hardness
The main difference between S5 and S7 tool steel lies in their strength and hardness ratings. The Rockwell C scale measures the hardness of steel, with higher numbers indicating harder materials. On this scale, S5 tool steel has an HRC rating of 55-62, while the HRC rating of s7 tool steel is 58-63. This means that s7 tool steel is slightly harder than s5, making it better suited for applications requiring superior wear resistance or toughness."
blog.thepipingmart.com
"Both S5 and S7 are great steels, given what they are good at doing. No they will not hold a edge like some of the other super steels but you can put them through abuse that most steels could not even start to take. You will have to sharpen it more often but it is easy to sharpen in the field with any type of sharpening device unlike 3V or S30V which can be a major pain. Justin Gingrich of Ranger Knives uses a fair amount of S7 . I have a couple of knives in S7 and I am very happy with them. S5 is a oil hardening steel while S7 is a air hardening steel but you can expect similar proformance from each. In my bug out bag is a Ranger S7 bowie partly bescause I have total faith in the steel. I would have the same faith in a 3V knife but I may not always have my Ez-Lap stone to sharpen it which could be a problem depending on your use and available equipment."
www.bladeforums.com
О влиянии угла заточки на абразивную износостойкость режущей кромки
Этот пост я пишу как ответ в одной дискуссии, но думаю это будет интересно и другим. Я попытался скомпилировать информацию в компактом, но все таки читаемом виде, за подробностями можете пройти по ссылкам или обсудить в этой теме.
Я приведу несколько работ, в которых показано, что чем меньше угол заточки, тем выше износостойкость.
Очевидно, что нож работает в режиме абразивного износа и нет деформации кромки от сильного бокового воздействие - затупление рк абразивный износ.
1. knifesteelnerds.com
Автор - Ларин Томас - докторская степень (PHD) в области металлургии и материаловедения в Колорадской горной школе.
Что такое Catra-Тест
Исследовательская ассоциация столовых приборов и смежных отраслей (CATRA) производит тестер удержания кромки, который измеряется при нарезке картона, пропитанного 5% кремнезема (песка).
Тестер использует фиксированную нагрузку, тестовую скорость и длину хода. Типичное испытание ножа - 60 резов с нагрузкой 50 Н при скорости 50 мм/с.
Было проведено Catra-тестирование ножа из стали 154cm, но с разными углами заточки.
Угол заточки кромки оказал самое сильное влияние на удержание кромки, намного сильнее, чем другие эффекты, такие как PM по сравнению с заготовкой и отделка, до которой она была заточена. Вот графики, показывающие износостойкость при общих углах 20, 34 и 50?
![]()
Первый график это суммарный результат. За один проход нож при силе 50N погружается в карточки на какую то глубину (mm) (это можно представить как количество карточек) - это значение за один цикл. На этом графике можно посмотреть суммарное количество отрезов после N-ого цикла.
Нож заточенный на 20 гр после 60 циклов показал результат ~900mm, что как минимум в 2 раза больше, чем при угле заточке в 34 гр и в 6 раз больше, чем при угле заточки 50 гр.
Второй график - это глубина погружения ножа в карточки на какую то глубину (mm) при каком то значении цикла - т.е. по сути это острота ножа после N-ого цикла.
![]()
Ну и кажется зависимость износостойкости рк от угла заточки близка к линейной.
![]()
Вы можете видеть, что результат за один рез (mm) с меньшим углом заточки значительно больше, и что разница сохраняется в основном до конца теста. Это открытие важно, потому что некоторые предполагают, что рк с более низким углом заточки начинают более остро, но с большим углом заточки сохраняются дольше . А с учетом высокого износа, наблюдаемого в тесте CATRA (после 60 циклов ножи очень тупые, ширина рк около 20 микрон), маловероятно, что ситуация изменится при дальнейшем резании.
2. Результат Catra теста предоставленный фирмой Buck. Тесты проводились в начале 2000-х.
Износостойкость рк ножа из стали BG-42 при угле заточки 13-16 гр на сторону больше, чем ножа из этой стали при угле 20 гр на сторону.
![]()
3. Интересная работа Клиффа Штампа (PHD в области физики)
www.cliffstamp
Сравнение износостойкости VG-10 и S30V на манильской веревке в зависимости от разных углов заточки.
Результат все тот же - чем меньше угол заточки, тем выше износостойкость рк и количество отрезов веревки.
TCE это общая эффективность резания = количество отрезанного материала материала * конечная острота в процентах. В этой серии тестов конечная острота ограниченна 1.5% от исходной (оптимальной). Чем выше ТСЕ - тем выше конечный результат и больше износостойкость.
![]()
Притом зависимость, по всей видимости близка к линейной в интервале углов суммарных 26-50 гр
Например, уменьшения угла заточки на 2,4 градуса на сторону было достаточно, чтобы VG-10 имел такое же удержание лезвия как у S30V.
В аналогичном типе сравнения два очень непохожих ножа сравнивались в удержании края при нарезке картона :
- 10V
- нержавеющая сталь без названия на дешевом кухонном ноже (вероятно, класс 3Cr13)
Результат аналогичен. В этом случае нож шеф-повара из нержавеющей стали смог показать такую же износостойкость рк как и лезвие ножа из 10V (K2/Farid) просто за счет уменьшения угла лезвия. В данном случае угла в 5-6 гр на сторону было достаточно, чтобы безымянный нож из нержавеющей стали сравнялся по удержанию кромки с 10V при 9-10 гр на сторону.
4. Канатные тесты от Pavol Šandor
youtube.com/@pavolko10
Павел изготовил установку, которая работает по типу Catra теста - рез каната с силой 50N.
Павел во время теста постоянно проверяет остроту (корректнее конечно же сказать режущую способность) разными способами - как способность к резу папиросной, бумаги, газеты и листа А4, так и перерезания шнура диаметром 1 см за один проход в зависимости от силы давления на нож - так что для сравнения результатов можно выбрать любую степень затупления, которая вам удобна. Результаты приведены в таблицах и графиках.
![]()
Более того, Павел измеряет ширину рк после теста под микроскопом, например в тесте выше, по окончании теста ширина рк около 5 микрон (лист а4 не режется ножом, способом, который использует Павел)
![]()
Для разбора можно взять результат ножа TRC из Vanadis 4E при разных углах заточки - от 25 гр до 50 гр.
drive.google.com
![]()
Чем меньше угол заточки, тем выше износостойкость (выше результат, количество отрезов каната)
Притом, опять же, зависимость близка к линейной, в интервале 25-50 гр.
![]()
У Павела есть отличное видео, в котором он рассказывает почему так происходит, в нем есть английские субтитры.
![]()
Павел обобщил свои результаты и всреднем получается, что в его тестировании уменьшение угла заточки на 5 гр даёт 50% увеличение производимости или же уменьшение угла заточки на 1 гр, даёт 10% прирост производимости.
Если кратко - то при уменьшении угла заточки растет как и режущая способность ножа так и увеличивается объем металла, который должна потерять рк до какого то уровня затупления.
![]()
Напомню, что нож режет давлением - на тонкую рк создается огромное давление, которое и разрывает материал.
Острота эта геометрическое свойство рк - ширина\радиус скругления, например если ширина рк 1 микрон - это острый нож, при 10 микрон - тупой.
![]()
Павел приводит наглядные модели.
Например, это скриншот наглядно показывает примерно какой обьем металла должен истереться до одинаковой степени затупления ножа при углах 20, 30, 40 гр, площади соотносятся как как 6:24:55 т.е. при угле заточки в 20 гр запас металла будет в 9 раз больше, чем при 40 гр.
![]()
![]()
Думаю, теперь станет понятно, почему при уменьшении угла заточки, растет износостойкость рк и увеличивается результат в разных тестах на абразивную износостойкость.
Выводы
Основываясь на приведённых 4 исследованиях, можно сделать вывод, что :чем меньше угол заточки, тем выше износостойкость рк.
![]()
![]()
![]()
Повторюсь, это для режима работы ножа при котором не происходит большой деформации рк (которая так же зависит от вида материала который режется), которая приводит к моментальному выходу рк из строя (например заворот рк).
Напомню,что онлайн-переводчики (google, yandex) отлично переводят англоязычную литературу.
Когда то давно, я сохранил эту цитату из книги
![]()
В ней приведены данные сколько карбидов разного вида, получается из 1% углерода. Т.е например на образования 20% карбидов типа M6C требуется всего лишь 0.5% С, а для образования 20% карбида МС, надо уже 4% С.
Мне стало любопытно проверить это и я воспользовался программой для термодинамических расчетов, что бы оценить сколько карбидов получается из 1% углерода.
Ниже будут рассмотрены стали с 1%С с добавлением разных элементов для это оценки. Вверху картинки приведен состав. Рассматривается карбидная фазы при 500С-700С - весь углерод при такой температуре в карбидах (можно сказать состав стали после отжига).
1% С дает 15.6 % M3C
По расчетам 14.9 % M3C
![]()
1% С дает 11-12% M7C3
В интервале содержания хрома 7-12%
По расчетам 11.4 - 11.1% M7C3
![]()
![]()
1% С дает ~ 20% M23C7
В интервале содержания хрома 17-25%
По расчетам 17,8% M23C7
![]()
![]()
1% С дает ~ 41% M6C
По расчетам 41.4% M6C
![]()
1% С дает ~5 % MC
В интервале содержания ванадия 5-10%
По расчетам 5,9 - 6,7 % MC
![]()
![]()
Так что все сошлось
Недавно в мастерской была интересная тема и в ней обсуждалась такая любопытная сталь как Х6Ф4М (ЭП770)
Я решил про нее немного почитать и в книге Геллера 'Инструментальные стали' есть такой любопытный график зависимости содержания хрома и остаточного аустенита у Х6Ф4М и Х6ВФ(можно сказать что это наш аналог стали А2)
![]()
И вот не мог понять, почему железки разные, а графики одинаковые - содержания хрома, остаточный аустенит?
Для ответа на этот вопрос может нам помочь термодинамические расчеты (состав стали для расчета внизу таблицы) для грубой оценки - какой состав и карбидная фаза получается при разных температурах аустенизации.
![]()
![]()
Например, при 950С получается 3,9% Cr и около 5 % карбидов хрома у X6ВФ, что очень близко к значениям из графика Геллера выше.
Получилось, что состав аустенита (отношение С и Сr) у эти у этих двух сталей очень близок при и прям идет один к одному.
Получается что структура Х6Ф4М это Х6ВФ + ~ 4- 4.5% карбидов ванадия. Такое ощущение, что во время выплавки Х6ВФ в нее просто насыпали карбидов ванадия из банки и получилась - Х6Ф4М (ну это утрированно)
Поэтому и графики в Геллере такие близкие. Это забавно и любопытно.
В отожженном виде по прикидкам Х6Ф4М ~ 10% M7C3 + 5.2% MC
В отожженном виде по прикидкам Х6ВФ ~10.6% M7C3 + 1.5% MC + 0.5% M6C
Гуляев 1975 справочник - Инструментальные стали, данные для X6ВФ
![]()
Я не нашел прямых аналогов Х6Ф4М на Западе (нашёл, сталь А7) но исходя из состава карбидной фазы, содержания аустенита это очень интересная и любопытная сталь - сталь обладает достаточно высокой износостойкостью и средней ударной вязкостью.
Из ближайших западных аналогов наверное это - Cru-Wear (PGK).
![]()
Так что заодно и сравним наши Х6ВФ и Х6Ф4М и их Cru-Wear, сравним как водиться при двух разных расчетных температур начала образрования мартенсита (синий цвет Ms~200C грубо я называю это "с крио", розовый Ms~225C "без крио")
![]()
Первое, на что обращаешь внимание это на разную температуру аустенизации, которую надо получить для близкой твердости - у Cru-wear она на около 100С выше. Можно обратиться к даташиту Cru-wear.
Выше я уже говорил что Х6ВФ это очень близкий аналог А2, удобно что в этом даташите есть и А2, и из него видно что бы получить одинаковую твердость, температура нагрева Cru-wear должна быть около как раз на 100С выше А2, как и в расчётах.
Так что исходя из расчетов, если у нас бы небыло даташита на Cru-wear мы бы смогли оценить интервал температур с которых стоит начать поиск температуры под закалку.
![]()
Максимальная достижимая твердость (Значение C в таблице) у Х6ВФ и Х6Ф4М выше, чем у Cru-Wear. Но у всех этих сталей твердость без отпуска может достигать 63-65 HRc.
Коррозионная стойкость (значение Cr в таблице) у всех сталей средняя, у Cru-wear она выше и близка к среднему значению D2.
Износостойкость (твердость + карбиды) у Х6Ф4М выше чем у Cru-Wear - в 2-2.5 раза больше карбидов ванадия при одинаковом количестве карбидов хрома. У Х6ВФ износостойкость самая низкая.
Ударная вязкость выше у Х6ВФ так как в этой стали меньше всего содержание карбидов, далее идет Cru-Wear и в конце Х6Ф4М. Но стоит заметить , что в Х6Ф4М всего около 9% карбидов, что не так и много, хотя и не мало, и сталь будет обладать относительно средней ударной вязкостью (выше чем D2)
По итогу повторюсь - Х6Ф4М интересная сталь, она например обладает лучшей ударной вязкостью чем D2, большей твердостью и сопоставимой или даже скорей всего большей износостойкостью, чем D2.
Это хорошая сталь для универсальных ножей для тех, кто будет за ней ухаживать и беречь от коррозии.
Upd 1.0 Таблица с расчётами разных сталей для удобного сравнения:
![]()
quote:Изначально написано Капитан Смоллетт:
а современные высокотехнологичные покрытия типа DLC или PVD не позволяют решить данную проблему?
Не знаю, возможно и решат, я этот вопрос сильно не изучал.
Вопрос коррозионной стойкости очень сложен, существует много видов коррозии, характера её поведения а так же разное поведение сталей в разных средах.
quote:Изначально написано Капитан Смоллетт:
а современные высокотехнологичные покрытия типа DLC или PVD не позволяют решить данную проблему?
Не думаю, особенно на складных ножах, лезвие у осевого покрытия нет. Ножи твердых, коррозийных сталей имеют узкую направленность применения их "по сухому" материалу. Полно фотографий, где место осевого покрыто раковинами и ржа, когда само лезвие в приличном состоянии, ибо за ним ухаживали, протирая насухо после использования. Далеко ходить не надо, вот пример: forums/i...945287_5
zdp 189.
Для себя выбрал- 45VN,M390,20CV, ну ещё бенчевская 30-ка, хотя на таких ножах как Пресидео2 заминается на раз-два. Но другие они не ставят, это вам не Спаи. Всё что выше по твёрдости- к390, махамет, м4, Рекс45 это всё узкоспециализированные стали, непонятно нахрена их Спаи лепят целыми линейками... Насмешил один Ютюблогер, который предлагал Полис к390 как походный кухонник.
quote:Изначально написано Капитан Смоллетт:
Я думаю, что для ножей где осевой узел на подшипнике, к примеру роликовом покрытие может быть по всей плоскости клинка. Что ему будет?
Если оружейные стволы изнутри хромируют , а там другой уровень износа совершенно.
Я не видел ни одного ножа, который имел осевой узел с покрытием, не стёртым, после некоторого времени использования. Да и зачем? Если есть нормальные стали, которые не так подвержены коррозии. Сам имею довольно много ножей из твёрдых сталей, но я знаю зачем их покупал, ужё не огурцы резать, это точно...
quote:Изначально написано Капитан Смоллетт:
Вот у Рекон1 с покрытием оно по всей плоскости клинка, как я вижу.
может быть, на моём стёрлось.
У немцев модно взять махамет, рекс45 и потравить, тогда ножара получает некую брутальность, вот они просто прутся от этого ))).
quote:Изначально написано Капитан Смоллетт:У вас Рекон из 35 ки или из АУС8?
хнр.
quote:Изначально написано Капитан Смоллетт:Если потребитель хочет непременно из высокоуглеродистой стали , то почему бы ее не поставить на нож, а за одно не применить защитное покрытие?
Конечно можно ставить такие стали, можно и не делать покрытие, просто нужно понимать как и для чего такие стали использовать. Покрытие не вечно. Моя Пара с покрытием, естественно и вопросы по стойкости покрытия в осевом узле, именно к внутреннему где проходит осевой. Самому трудоступному месту, не будешь же после каждого почищенного яблока разбирать нож. Мне проще взять с 20CV сполоснуть, высушить, капнуть масла и забыть.
![]()
![]()
Нижнее фото из ютюба, свой не разбирал. Выше неправильно выразил свою мысль, так будет понятней:
quote:
Я не видел ни одного ножа, который имел осевой узел с покрытием, не стёртым, после некоторого времени использования.
Немного о MagnaCut
Пойми, среди ножеманов только и разговоров, что о MagnaCut. Как она чертовски здорово держит жало... О остроте, которую они видели. О том, что эта сталь совсем не ржавеет. А ты?.. Что ты им скажешь? Ведь у тебя никогда не было ножа из MagnaCut. Среди ножеманов тебя окрестят лохом.
![]()
Думаю пора рассмотреть и эту интересную сталь, хайп по которой стоит не шуточный до сих пор. Автор стали позиционирует её как сталь с коррозионной стойкостью как у м390, а значение ударной вязкости и износостойкости сравнивает с CPM 4V (она же Vanadis 4E).
Автор стали обещает одинаковую коррозионную стойкость MagnaCut и М390, но хрома в MagnaCut в два раза меньше, чем в М390, интересно.
![]()
Общий состав сталей для расчетов:![]()
Сравним какой состав аустенита и карбидной фазы получается в сталях MagnaCut, m390 и 4V исходя из термодинамических расчетов.
Термодинамические расчеты и анализ
![]()
![]()
![]()
Сравним как водиться при двух разных расчетных температур начала образрования мартенсита (синий цвет Ms~200C грубо я называю это "с крио", розовый Ms~225C "без крио")
![]()
Утверждения автора стали: коррозионная стойкость MagnaCut на уровне м390
Вывод: это подтверждено. У этих сталей примерно одинаковый индекс сопротивления точечной коррозии - PREN = Cr + 1.6*Mo + 0.8*W + 6*N. После закалки у сталей примерно одинаковое содержание хрома и молибдена в твердом растворе.
Так что несмотря на то, что в MagnaCut почти в два раза меньше общее содержание хрома, но весь этот хром в твердом растворе и участвует в образовании защитной пленки. В м390 половина хрома в твердом растворе, а вторая половина хрома в карбидах и она не участвует в образовании защитной пленки.
Параллельно можно сделать и такой вывод - максимально возможная твердость MagnaCut примерно равна М390 - у сталей близкое значение количества углерода в аустените при нагреве.
Утверждения автора стали: ударная вязкость и износостойкость MagnaCut на уровне 4V
Вывод: это подтверждено. Обе стали имеют родственный тип карбидов и их количество - это твердые карбиды MC (VC или NbC), разница не более 20%.
Ударная вязкость стали коррелирует с КОЛИЧЕСТВОМ карбидной фазы - значит и ударная вязкость MagnaCut и 4V близка при близкой твердости и структуре.
Износостойкость стали коррелирует с КОЛИЧЕСТВОМ и ТИПОМ карбидной фазы - в обеих сталях это твердые карбиды MC (VC или NbC), разница не более 20%.
Так же износостойкость зависит от твердости стали, так как в Magnacut в твердом растворе как минимум 0.4% C Этого достаточно для твердости как минимум 60HRc.
Как что все сходиться.
Можно обратиться к тестам Ларрина на износостойкость Catra и ударной вязкости.
При одинаковой твердости у Magnacut и 4V эти показатели очень близки, разница меньше, чем точность измерений.
Если взять значения из расчетов при одинаковой твердости, допустим при значении углерода в 0.4%, то в Magnacut будет карбидов 6.6% MC, а у 4V тоже 6.6% MC. Так что одинаковая твердость, одинаковая износостойкость, одинаковая ударная вязкость.
![]()
Итоги:
MagnaCut - это конечно интересная сталь, но это просто хорошо сбалансированная сталь, без каких либо перекосов в какую то область.
Это сталь с относительно невысоким содержанием карбидов, но это очень износостойкие карбиды. Износостойкость MagnaCut меньше, даже чем у s30v и Elmax, так что не ждите от нее рекордов в канатных тестах.
Так как состав сбалансирован весь хром находиться только в твердом растворе, что дает отличную коррозионную стойкость и не приводит к образованию мягких карбидов хрома.
Так как карбидов относительно немного - сталь обладает хорошей ударной вязкостью.
Если вы хотите попробовать MagnaCut, но нет возможности и для вас не важна коррозионная стойкость, то стоит попробовать Vanadis 4E (cpm 4E), так как он достаточно распространен у нас в стране.
Но самое интересное другое, если износостойкость для вас не так сильно важна, а коррозионная стойкость все же имеет значение, да и кучу денег тратить вы не хотите, но вы хотите понять ИДЕЮ MagnaCut и обладаете знаниями, то Sandvik 13c26 это то, что вам нужно.
Sandvik 13c26 (AEB-L) это сталь со схожей идеей - сбалансированная сталь с высокой твердостью (61-63 HRc), малой долей карбидов (не больше 6% карбидов хрома) как следствие высокой ударной вязкостью (на уровне cpm 3v) и хорошей коррозионной стойкостью. Притом этой стали не нужна порошковая технология, так как мелкие карбиды получаются сами.
MagnaCut - это не про сумашедшую износостойкость на верёвке, это другое.
Если вы затачиваете свои ножи на 40 градусов - Magnacut вам не нужен!
Если вы пользуетесь s30v, м390 и s90v и у вас нет проблем со стабильностью рк - Magnacut вам не нужен!
Микрофотографии структуры разных сталей - можно на них смотреть и много думать.
MagnaCut![]()
CPM 4V(Vanadis 4e)![]()
AEB-L (Sandvik 13с26)![]()
M390![]()
Upd 1.0 Таблица с расчётами разных сталей для удобного сравнения:
![]()
quote:Originally posted by Отто_Шрик:
Микрофотографии структуры разных сталей - можно на них смотреть и много думать.
Можно. А Вы наверняка уже что-то надумали, не грех и поделиться
Из этих разных только Сандвик и М390 использовал, ИМХО обе хороши, но птицы разного полёта с разными экологическими нишами.
quote:Изначально написано Hatuey:
Можно. А Вы наверняка уже что-то надумали, не грех и поделиться
Все ответы есть в тексте. 😏 Но если у вас есть более конкретные вопросы, я могу попытаться на них ответить.
Микрошлифы приведены для визуализации, можно сказать это визуализация расчётов и их проверка - какая сталь на какую больше похожа, как выглядит разный объем карбидов и прочее.
quote:Originally posted by Отто_Шрик:
Микрошлифы приведены для визуализации
И возможной интерпретации
Пытаюсь думать про 13с26 и М390, в сравнении. Масштабы фото одинаковы. Затачивалась первая оч. хорошо. М390 - пока не понял, не было надобности править, хотя и по рыбьим костям погонял малость.
Наглядная разница между ниобием и ванадием на примере стали Niolox.
Выдержка из выводов: Niobium-Alloyed Knife Steels - S35VN, S110V, Niolox, and More. https://knifesteelnerds.com/20...d-knife-steels/
Ниобий образует очень твердые карбиды ниобия, эти карбиды в чем-то похожи на карбиды ванадия, а в других существенных отношениях отличаются.
Карбиды ниобия, как и карбиды ванадия, вносят большой вклад в износостойкость.
Добавки ниобия сильно отличаются от ванадия, когда дело касается нержавеющих сталей, поскольку ниобий не входит в состав карбидов хрома. Это означает, что нержавеющие стали, легированные ниобием, потенциально содержат меньше карбида хрома и обладают лучшей коррозионной стойкостью. Эти эффекты могут придать сталям, легированным ниобием, превосходную твердость, коррозионную стойкость, износостойкость и ударную вязкость по сравнению с легированием ванадием нержавеющих сталей.
Другими словами: карбиды ванадия и ниобия очень похожи - это твердые износостойкие карбиды. Разница в том, что ниобий образует только карбиды ниобия. Ванадий же, образует карбиды ванадия только после определенного содержания в стали (обычно свыше 0.7-1%), до этого он входит в состав более мягких карбидов хрома. В той же D2 содержание ванадия может доходить до 1.1%, но карбидов ванадия в ней нет, только "мягкие" сложные карбиды хрома с ванадием. Подробности в статье.
Воспользуемся программой для термодинамических расчетов JMatPro что бы "проверить" эту информацию на примере стали Nioloх, в каком виде ванадий и ниобий находятся в стали.
![]()
![]()
Рассмотрим состав при температуре аустенизации 1070С (температура нагрева стали перед закалкой).
Как мы видим, в аустените ниобия нет, в отличие от ванадия.
Половина всего ванадия в стали растворилось в аустените и по сути "потеряно". Этот ванадий никак не участвует в износостойкости стали.
![]()
Около 20% ванадия при 1070С в мягких карбидах хрома М23С6. И только около 30% ванадия находиться непосредственно в твердых карбидах ванадия типа MC.
Если посмотреть распределения ниобия, то почти 100% находиться в твердых карбидах ниобия типа MC.
![]()
Так что информация "подтвердилась".
Что ещё за PMD550?
На канале Derren вышло небольшое видел про новую сталь:
![]()
Так как я раньше не слышал про такую сталь, а также состав такой стали раньше сильно не встречался, стало интересно оценить какие и сколько фаз присутствует в стали, какая примерная коррозионная стойкость и ударная вязкость относительно известных сталей.
Что это за сталь такая - недо-ZDP-189 или стероидный Elmax?
Как всегда, воспользуемся программой для термодинамических расчетов - JMatPro.
![]()
В аустените ~ 0,53-0,57% C, что говорит о высокой достижимой твердости от 62 HRc и выше.
Хрома в матрице ~ 7.1-7.4 %, что указывает на среднюю коррозионную стойкость, на уровне инструментальных сталей по типу D2.
Карбидов в стали около 24%, что указывает на высокую износостойкость, но в тоже время на низкую ударную вязкость, на уровне м398, чуть хуже чем у s90v/м390.
Если посмотреть на стали с похожим соотношение С/Сr (и соответственно максимально возможную твердость и коррозионную стойкость), то это PGK (Cru-wear)
![]()
Состав твердого раствора (матрицы, мартенсита) у них очень похожи. Индекс коррозионной устойчивости PREN у PGK чуть выше, так что коррозионная стойкость PMD550 чуть ниже чем у PGK, но выше чем у D2 и zdp-189. Так что несмотря на двукратную общую разницу в хроме, количество хрома, который непосредственно участвует в коррозионной стойкости примерно одинаковое у PGK и PMD550.
По сути PMD550 это PGK + 18% карбидов хрома. Очевидно, ударная вязкость PMD550 намного меньше, чем у PGK.
Некоторые прошлые расчеты для сравнения.
![]()
Упрощенный и более наглядный вариант, значения С/Сr (в твердом растворе после закалки) из таблицы при Ms~220C-230С.
![]()
Пару слов о CPR
В последнее время на многих ножах стала появятся CPR, например она плотно вошла в ассортимент Южного креста и OWL Knife. Ножи из нее стоят чуть дороже ножей из N690 и D2, так добавим и их в сравнение. Так же рассмотрим состав PGK, как сталь которую часто сравнивают с CPR.
Rezat.ru нам сообщает https://rezat.ru/ref/bladematerial/u_cpr_tool_steel/:
По химическому составу сталь схожа с популярными марками D2 и D5, однако при меньшем содержании углерода, содержит значительное количество вольфрама, молибдена и ванадия. При специализированной термообработке дает рабочую твердость в районе 63-64 HRC, и при этом значительно улучшаются такие важные характеристики, как вязкость и износостойкость.![]()
Как следует из графика выше, несмотря на большую рабочую твердость, чем у сталей D2 и D5, показатели вязкости и износостойкости стали CPR значительно выше.
Правда из графика выше не следует, что износостойкости стали CPR значительно выше, так как на этом графике нет никаких единичных отрезков/масштаба и размерности осей, но не будем сильно строги. Посмотрим так ли это?
![]()
![]()
![]()
![]()
Для удобства сравнения составим небольшую таблицу. Состав фаз для температуры начала мартенситного превращения ~200C.
![]()
Твердость
Исходя из содержания углерода в аустените максимальная твердость в порядке убывания:
1. D2
2. PGK
3. CPR
4. N690
Коррозионная стойкость
Исходя из расчетного индекса PREN (Cr+1,6Mo+0,8W) коррозионная стойкость в порядке убывания:
1. N690
2. CPR
3. PGK
4. D2
Ударная вязкость
Исходя из количества карбидной фазы ударная вязкость в порядке убывания:
1. PGK - заметно выше ударная вязкость.
2. CPR / D2 / N690 - примерно одинаковое количество карбидов и ударная вязкость у этих сталей будет примерно одинаковая. И как вы понимаете - ударная вязкость ниже среднего.
Износостойкость
Исходя из количества и типа карбидной фазы и твердости ударная вязкость в порядке убывания:
1. CPR - количество карбидов хрома и тип похож на N690, но эти карбиды легированны ванадием, а значит износостойкость их выше. Так же присутствует небольшое количество свободных карбидов ванадия.
2. D2 - Несмотря на равное количество с N690, этот тип карбидов немного тверже и так же они легированны небольшим количеством ванадия.
3. N690 и PGK - несмотря на то, что в PGK относительно мало общее содержание карбидов, но в ней присутствуют карбиды ванадия и высокая достижимая твердость. Так что износостойкость, скорей всего будет близка.
Выводы![]()
Так как же можно описать свойства CPR по сравнению с другими сталями?
- CPR это как N690 с чуть большей износостойкостью и твердостью, с одинаковой ударной вязкостью и с худшей коррозионной стойкостью. Вообще было немного неожиданно для меня, что у CPR карбиды больше похоже на N690, чем на D2.
- CPR это как D2 с чуть большей износостойкостью и коррозионной стойкостью, но с одинаковой ударной вязкостью и твердостью.
Так что CPR можно рассматривать как улучшенную D2 в плане износостойкости и коррозионной стойкости, без каких то серьезных негативных эффектов. Но ударная вязкость у них примерно одинаковая. Так что если вы хотите лучшую ударную вязкость по сравнению с D2 и N690, то CPR это не лучший выбор. Лучше обратить внимание на PGK, а ещё лучше на какую-нибудь заэвтектоидную сталь.![]()
Интересная аналитика ,CP72plus может тоже прогнать по аналитике.
quote:Изначально написано viktor37:
Интересная аналитика ,CP72plus может тоже прогнать по аналитике.
CP72 по общему составу очень близка к PGK, соответственно и распределение элементов похоже.
![]()
![]()
![]()
Достижимая максимальная твердость очень близка с PGK.
Коррозионная стойкость у CP72 возможно чуть поменьше, но все равно у обоих сталей она "средняя" - участвует в образовании пленки около 7% хрома.
В CP72 чуть больше карбидов ванадия и меньше карбидов хрома, что хорошо, так как карбиды хрома менее износостойкие.
Общее количество карбидов в CP72 чуть меньше, чем в PGK, так что можно ожидать чуть лучшую ударную вязкость.
Разница незначительная (по сути нет) и не факт, что она вообще есть - так как это общий примерный состав, что там в каждой выплавке тяжело сказать. Лично мне, состав CP72 нравится чуть больше, чем PGK - небольшой уход от мягких карбидов хрома в сторону карбидов ванадия.
Само собой эти сравнения при закалке на первичную твердость.
Это сравнение для обычной CP72, для порошковой CP72 ударная вязкость будет больше.
А вот ди90 уместно будет сопоставить с линейкой pgk и ТД.?
quote:Изначально написано viktor37:
А вот ди90 уместно будет сопоставить с линейкой pgk и ТД.?
Смотря по каким свойствам.
![]()
![]()
- Суммарное количество карбидов в Ди90 больше, чем в PGK, но меньше чем в N690 и D2 - значит и ударная вязкость где то посередине.
- Максимально возможная твердость (количество углерода в аустените) у Ди90 может быть высокая, на уровне PGK и D2 и выше.
- Коррозионная стойкость (индекс PREN) меньше PGK и D2.
- Износостойкость (тип и количество карбидов и твердость) значительно выше, так как в ней только карбиды ванадия.
![]()
Больше всего Ди90 похоже на переходное звено между Vanadis 4Е и Vanadis 8:
- У Ди90 меньше ударная вязкость (больше количество карбидов), чем у Vanadis 4E, но выше ударная вязкость, чем у Vanadis 8.
- У Ди90 больше износостойкость (больше количество карбидов), чем у Vanadis 4E, но меньше, чем у Vanadis 8.
- Твердость (количество углерода в аустените) и коррозионная стойкость (индекс PREN) примерно одинаковы.
![]()
![]()
Спасибо большое, интересный анализ.Но к сожалению осчучения)))от реза сталей сложно отцифровать
quote:Originally posted by Отто_Шрик:
Спасибо за интересную информацию!
А по 3V не сложно будет аналогичный расчет сделать?
quote:Изначально написано L_YV:
Спасибо за интересную информацию!
А по 3V не сложно будет аналогичный расчет сделать?
Не сложно.
![]()
![]()
![]()
Напомню, что в начале темы есть ссылка на программу для расчетов и описана последовательность действий для работы с нем.
quote:Originally posted by Отто_Шрик:
Не сложно.
Благодарю!
Прочитал тему как детектив, на одном дыхании )) Спасибо.
В 92-93 г.г. изучал материаловедение, металловедение, сопромат, но т.к. в последствии практики не имел, то во всех нюансах теперь разобраться сложно.
Вопросы:
1. Есть такое понятие "допущения проекта", хотелось бы видеть собранные вместе одним постом. Например, цитирую:
quote:https://forum.guns.ru/forummessage/5/2833506-m66000164.html... от ТО мало что зависит, если оно не дефектное.
Это и есть допущение, которое хотелось бы уточнить, например так: в проекте не учитываются разные варианты термообработки, т.к. любая термообработка отличная от заявленной производителем на максимальную износостойкость считается дефектной. Это только пример, я не знаю что автор имел ввиду под цитируемой фразой.Сразу скажу - сам не имею опыта погружения в даташиты производителей сталей. Предполагаю у Магната может и есть подобная информация, а у Х12МФ?
2. Может я слишком поверхностно изучал тему (полюбому еще не раз перечитаю). Как-то затронута тема хладноломкости? Вопрос не праздный для наших регионов, постоянно то тут то там звучат страшилки типа: Ванакс лопнул в минус 30; 95х18 разлетелась как стекло упав на лед в минус 15.
3. Сам лично резал джутовый канат 40 мм двумя ножами до полного затупления. Заточены одинаково. Стали на ножах: 95х18 и АУС8. Первый отрезал на 38% больше, что меня сильно удивило, ибо изначально было завышенные ожидания от "японской" АУС8. Правильно ли я понимаю, что теперь можно не возиться с канатом, достаточно в программу ввести данные и получить результат на сколько одна сталь лучше по износостойкости чем другая?
quote:Изначально написано p0nch:
Прочитал тему как детектив, на одном дыхании )) Спасибо.
В 92-93 г.г. изучал материаловедение, металловедение, сопромат, но т.к. в последствии практики не имел, то во всех нюансах теперь разобраться сложно.
Рад что вам было интересно.
quote:Изначально написано p0nch:
Вопросы:
1. Есть такое понятие "допущения проекта", хотелось бы видеть собранные вместе одним постом. Например, цитирую:
forummessage/5/2833
Это и есть допущение, которое хотелось бы уточнить, например так: в проекте не учитываются разные варианты термообработки, т.к. любая термообработка отличная от заявленной производителем на максимальную износостойкость считается дефектной. Это только пример, я не знаю что автор имел ввиду под цитируемой фразой.Сразу скажу - сам не имею опыта погружения в даташиты производителей сталей. Предполагаю у Магната может и есть подобная информация, а у Х12МФ?
Как я чуть ранее упоминал, вчера я наконец-то начал редактировать первые сообщения что бы "причесать" и упростить текст для восприятия, улучшить читаемостью, по крайней мере я на это надеюсь. Так что думаю ближайшие несколько дней в начале темы будут постоянные изменения.
Изначально я просто хотел дать только алгоритм действий. Проблема в том, что без основ в металловедении многие вещи кажутся не очевидными и не понятными и мне пришлось устраивать небольшой курс основы термообработки, какие структуры присутствуют в сталях, что происходит при нагреве, что на что влияет и прочее.
Поэтому многие допущения это нюансы или даже очевидные (для меня) вещи, которые приходится проговаривать. Сложность в том, что их много и мне тяжело их скомпоновать кратко. Легко написать несколько страниц, сложно уместить в короткую и понятную форму.
Есть хорошая статья, которую я наверное приведу в начале и просто буду отправлять всех к ней: Что может сделать хорошая термообработка и что не может - https://knifesteelnerds.com/20...-and-cannot-do/
quote:Изначально написано p0nch:
2. Может я слишком поверхностно изучал тему (полюбому еще не раз перечитаю). Как-то затронута тема хладноломкости? Вопрос не праздный для наших регионов, постоянно то тут то там звучат страшилки типа: Ванакс лопнул в минус 30; 95х18 разлетелась как стекло упав на лед в минус 15.
Этой темы я не касался здесь, так как она не связанна сильно. Ножи ломаются и при теплой погоде и о причинах спорят, но если нож сломался чуть при пониженной температуре, то почему то многие считают, что причина в хладоломкости. Недавно было обсуждения хладоломкости, мою точку зрения можно прочитать здесь forummessage/5/2833
quote:Изначально написано p0nch:
3. Сам лично резал джутовый канат 40 мм двумя ножами до полного затупления. Заточены одинаково. Стали на ножах: 95х18 и АУС8. Первый отрезал на 38% больше, что меня сильно удивило, ибо изначально было завышенные ожидания от "японской" АУС8. Правильно ли я понимаю, что теперь можно не возиться с канатом, достаточно в программу ввести данные и получить результат на сколько одна сталь лучше по износостойкости чем другая?
Это достаточно коварный вопрос. Если сравнительный эксперимент поставлен корректно, отсутствуют грубые дефекты ТО (крупное зерно, большая доля остаточного аустенита, корректные температуры отпуска и пр), учтена геометрия ножей, получен результат именно износостойкости КРОМКИ (а например не в большей мере режущей способности Ножа. То что вы думаете вы измеряете в экперементе и что на самом деле измеряете очень часто не совпадает) то да, результат расчетов коррелирует с такими тестами.
Например, пример с приведенными вами сталями (аналогами).
![]()
В 440С в среднем в два раза больше карбидов, значит и в тесте на абразивную износостойкость результат у 440С будет выше. С другой стороны карбиды эти относительно мягкие, значит слишком высокой относительной износостойкости ждать не следует.
Для проверки с реальными измерениями возьмем результаты 8Cr14MoV, как близкого аналога AUS-8.![]()
Сравним с результатами теста на износостойкость CATRA https://knifesteelnerds.com/20...3mov-8cr14mov/: ![]()
В среднем, результат 440С на 10-15% больше, чем у 8Cr14MoV, что сходится с нашими предположениями.
Аналогично можно и сравнить ударную вязкость. В 8Cr14MoV в среднем в 2 раза меньше карбидов, чем в 440C, значит и ударная вязкость будет больше, притом значительно, так как карбидов в AUS-8 мало. Посмотрим результаты теста на ударную вязкость по Шарпи. Ударная вязкость 8Cr14MoV в среднем в 2-3 раза больше, чем у 440С при одинаковой твердости.
![]()
Используя этот метод наглядно видно, почему получаются такие результаты и от чего они зависят. Результаты последних двух графиков можно с относительно высокой доли точности предсказать и объяснить составив таблицу подобного вида для интересующей стали имея в распоряжении только общий состав стали.
![]()
С удовольствием прочитал про ДИ90 и иже с ней. Прекрасная проделана работа.
Спасибо.
Возникает вопрос: эти расчеты сделаны без учета температуры отпуска?
Если с учетом температуры отпуска, то я что-то не увидел.
Я закончил редактировать первые 6 страниц темы: перекомпоновал и отредактировал, убрал лишнее, что могло мешать восприятию. Надеюсь станет понятнее последовательность действий. Так что те кто давно хотел приобщиться, сейчас самое время.
Возможно если мне придет в голову, как оформить все допущения и особенности модели я напишу, но сейчас пока только так.
quote:Изначально написано chingachgook:
С удовольствием прочитал про ДИ90 и иже с ней. Прекрасная проделана работа.
Спасибо.Возникает вопрос: эти расчеты сделаны без учета температуры отпуска?
Если с учетом температуры отпуска, то я что-то не увидел.
Рад что вам было интересно.
Расчеты без учета отпуска. Сомневаюсь что можно как-то легко рассчитать состав при разных температурах отпуска.
Все расчеты для аустенита при разных температурах аустенизации при бесконечном времени выдерживании. Далее мы делаем предположение, что состав аустенита после охлаждения будет соответствовать составу матрицы и с этим работаем и анализируем. Так как мы оцениваем свойства только при низкотемпературном отпуске, то количество и тип карбидов (которые влияют на износостойкость и ударную вязкость), содержание хрома, молибдена и прочих элементов не изменяется. Ну и считаем что мы при низком отпуске не доводим дело, что попадаем в зону отпускной хрупкости.
Стоит оговориться, что программа для расчетов JMatPro имеет немного устаревшие базы например по ванадию, ниобию и азоту и возможно точность чуть похуже, чем например у Thermo-calc, но получить доступ к последнему не представляется возможный ну никак. Но для сравнений сталей между собой JMatPro хватает.
Понял.
Тестировал сталь ДИ90 каленую с температуры 1230 градусов. Говно редкостное.
Резать не режет, ржавеет хуже не бывает, ломается руками.
Между тем ДИ90 относится (некоторыми) к классу сталей А11(с натяжкой).
В сопроводиловке у меня было написано углерода 1,9 процента. Данная сталь позиционировалась как самая крепкая среди монстров.
Еще, со слов производителей-продавцов, данная сталь выпускалась в двух видах: как быстрорез и как штамповая. И, поначалу, сюда поставляли ДИ90 "как быстрорез". Потом поняли и перестроились на изготовление "как штамповую". В любом случае, выпускали ее "подпольно", документов, ТУ, и прочего-разного не было и нет. А сейчас вообще не выпускается.
quote:Изначально написано chingachgook:
Понял.
Тестировал сталь ДИ90 каленую с температуры 1230 градусов. Говно редкостное.
Резать не режет, ржавеет хуже не бывает, ломается руками.
На первичную твердость ржавела?
quote:Изначально написано chingachgook:
Между тем ДИ90 относится (некоторыми) к классу сталей А11(с натяжкой).
В сопроводиловке у меня было написано углерода 1,9 процента. Данная сталь позиционировалась как самая крепкая среди монстров.Еще, со слов производителей-продавцов, данная сталь выпускалась в двух видах: как быстрорез и как штамповая. И, поначалу, сюда поставляли ДИ90 "как быстрорез". Потом поняли и перестроились на изготовление "как штамповую". В любом случае, выпускали ее "подпольно", документов, ТУ, и прочего-разного не было и нет. А сейчас вообще не выпускается.
Не зная насчет крепости, но это эта сталь в составе которой только карбиды ванадия, как и в ванадисах 4Е, 8, 10, СPM 10V, CPM 15V. Идея и принцип построения тот же.
Как мне кажется, проблема состава ДИ90 и неудобство по сравнению с ванадисами (по крайне в том составе, который у меня указан) - это высокая температура аустенизации. Баланс элементов немного другой.
Т.е. если например сравнить температуры аустенизации при одинаковой расчетной точке начала мартенситного превращения и цели получить близкий состав аустенита (и следовательно свойства матрицы, твердость), то ДИ90 относительно ванадиса 4е надо греть на около 130С больше, а относительно ванадиса 8 на 70-80С. И температуры подходят к значениям температуры плавления, с чем как я понимаю сложнее работать.
![]()
quote:На первичную твердость ржавела?
С температуры 1230 градусов на первичку не калят. Отпуск 540-560 градусов, точнее не помню.
Зашел по ссылке, чет там все по арабски? Это то?
quote:Изначально написано chingachgook:
С температуры 1230 градусов на первичку не калят. Отпуск 540-560 градусов, точнее не помню.
Наверное поэтому и ржавела так сильно. Хотел уточнить.
quote:Изначально написано chingachgook:
Зашел по ссылке, чет там все по арабски? Это то?
Да, нашёл только на этом сайте.
Прокрутите вниз немного страницу.![]()
Антивирус не дал установить программу, говорит , что она троянская. Я не настолько разбираюсь в компьютерах, чтоб подсказывать антивирусу.
Печалька.
Отто Шрик!
Пока не получается со скачиванием программы.
Могли бы Вы свести в одну таблицу, если не сильно затруднит, то в три таблицы. Хочу попробовать на практике проверить данные из таблицы.
В первую таблицу включить: Ванадис10, Ванадис8, CPM10V, CPM15V, QPM53,K390, PMD10V, PMDV10.
Вторая таблица: М390, JM390, M398, ELMAX, Cromax, CPM S90V, CPM S110V, CPM S125V, ZDP189, N690, N695.
Третья таблица: S690, Ванадис4, Ванадис23, REX121, ASP2060, EWRA, S390, Р18
Ну и факультативно, если будет интерес: У12,У10,У8, Х12МФ, Х12Ф1, ШХ15.
quote:Изначально написано chingachgook:
Отто Шрик!
Пока не получается со скачиванием программы.Могли бы Вы свести в одну таблицу, если не сильно затруднит, то в три таблицы. Хочу попробовать на практике проверить данные из таблицы.
А что вы конкретно то хотите проверить и как? Например вы можете привести около 5 сталей, я создам таблицы и на них обсудим, что вы хотите сделать и как?
Закалить несколько сталей с одинаковых расчетных точек Ms по расчетным температурам? Не думаю что прям что то хорошее получится.
Расчеты в большей степени для понимания как создаются стали, какие элементы куда идут и для чего, какие можно ожидать твердости, коррозионную стойкость и примерные температуры аустенизации, какие стали похожи между собой и в чем. Метод совсем не учитывает диффузию и прочее.
quote:Изначально написано chingachgook:
В первую таблицу включить: Ванадис10, Ванадис8, CPM10V, CPM15V, QPM53,K390, PMD10V, PMDV10.Вторая таблица: М390, JM390, M398, ELMAX, Cromax, CPM S90V, CPM S110V, CPM S125V, ZDP189, N690, N695.
Третья таблица: S690, Ванадис4, Ванадис23, REX121, ASP2060, EWRA, S390, Р18
Ну и факультативно, если будет интерес: У12,У10,У8, Х12МФ, Х12Ф1, ШХ15.
Я наверное могу сделать таблицы по конкретным сталям со временем, но их тут много. На оформление в таблицу каждой стали уходит около 10 минут: найти состав, скомпелировать и отформатировать таблицу. Сводные таблицы при одинаковой точке начального мартенситного превращения зависит от выбора этой точки и не сказал бы что будут вам сильно полезны из больших легче будет выбрать нужные "режимы".
Хотелось бы оценить практическую пользу данной программы.
Если она есть, то новичкам будет очень полезно, а если нет этой пользы, то зачем зря время терять.
Окончательный вариант расчётов для разных сталей при Ms~220?С:
![]()
![]()
![]()
Полные таблицы для сталей, а также программу для расчетов можно скачать здесь: https://drive.google.com/drive...hI4DomjMFG1eQgW
Если найдутся ошибки, то отредактирую.
Спасибо за таблички.
Не совсем понятно мне что такое за значение Ms. Это температура отпуска?
quote:Изначально написано chingachgook:
Не совсем понятно мне что такое за значение Ms. Это температура отпуска?
Это расчетная температура начала мартенситного превращения. forummessage/5/2833
Что бы сравнить две стали, без Ms нам бы пришлось сравнивать две большие таблицы.
![]()
![]()
Для оценки состава аустенита и карбидной фазы надо выбрать температуру аустенизации, а нам она неизвестна, даже примерно - у нас диапазон в 300?C. Метод не подразумевает использование сторонних материалов и даташитов.
Исходя из состава аустенита мы можем рассчитать Ms.
![]()
Обычно, если Ms лежит в интервале 150-250?C, то можно надеяться на то, что после закалки в стали будет примерно 10-20% остаточного аустенита и максимальная твердость (без крио и отпуска) стали. Если для сравнения мы выберем состав аустенита при большим Ms, значит мы недостаточно растворили элементов в аустените (хотя это еще возможно), недокалили сталь. Если выбрать состав при малом Ms - то в итоге мы можем получить слишком много стабильного остаточного аустенита (слишком легированный аустенит), который не перейдет в мартенсит.
Я взял Ms~220?C и сравниваю стали при этом значении. Можно грубо считать, что при таком Ms будет максимально возможное количество элементов, которые мы можем растворить в аустените (максимальная твердость и коррозионная стойкость) и получить разумное количество остаточного аустенита.
Если использовать даташиты, то можно проверить, насколько расчетные данные близки. Допустим мы выбрали Ms~220?C
![]()
Если сравнить расчетные температуры аустенизации и данные из даташитов, то пик твердости (и соответственно значение остаточного аустенита 10-20%), будет примерно на 30-40?C выше для все этих сталей. Если же мы бы взяли данные для состава сталей из таблицы при значении Ms 180-190?C, то температуры еще более близки. Из расчёта Ms например ясно видно почему температура аустенизации A2 должна быть заметно меньше D2.
![]()
![]()
![]()
![]()
Если посмотреть на CCT-диаграммы, то часто можно увидеть, что значения Ms там приводятся.
![]()
Как видно из формулы расчета Ms, марганец сильно понижает температуру, но в своих расчетах я не учитываю марганец и кремний. Не во всех даташитах указывают его содержание, но он там есть. Обычно в сталях около 0.5% Mn и 0.5% Si, что понижает Ms на ~20?C. Так что при сравнении расчётных значений с реальными данными про это надо помнить.