
Технологический барьер. How It's Made?
|
28-3-2016 00:44
rean81
Технологический барьер, что это такое?
Есть много вопросов: |
|
28-3-2016 01:39
Ridge
Технологический барьер "вытекает" из технологической наследственности. "Технологическая наследственность" ТП (техпроцесс) изготовления деталей должен разрабатываться с учетом технологической наследственности так, чтобы сохранить у детали положительные качества (наклеп поверхностного слоя, высокую поверхностную твердость, остаточные напряжения сжатия и др.) или устранить отрицательные качества (дефектный слой, отклонения формы и расположения поверхностей и др.). Технологическая наследственность проявляется на трех этапах: Для уменьшения отрицательно влияния на деталь технологической наследственности необходимо создавать так называемые технологические 'барьеры'. Но они опять же возвращают нас к обработке. На этапе механической обработки: Выбрал наиболее приемлемое, для обработки режущего инструмента, слово механическая, можно пропустить.
|
|
28-3-2016 01:45
Happy Buccaneer
Заусенец. Как с ним бороться?
пост 108 от Дмитрича. второй ряд первый рисунок слева на картинке - технологический барьер. в общем, как всегда, курите форум. еще было видео тоже по бритвам. но там, на сколько помню, по 1000 мастер делал барьер. |
|
28-3-2016 07:14
dmitrichW
|
|
28-3-2016 11:35
Евгений_Е
В дополнение к предыдущим объяснениям, хочу добавить еще одно. Если на РК есть дефект, например скол, выщерблена или другая проблема, требующая снять металл с уменьшением ширины лезвия до тех пор, пока дефект не уйдет. Если выполнять этот процесс как заточку, просто дольше до момента стачивания дефекта, то внутри "ямы" так же происходит небольшой съем. Вместе со стачивающимся клинком, дефект так же продолжает углубляться, хотя и не так быстро, как сам клинок. Можно взять распространенные кухонные стали и если есть дефект глубиной 1мм, то при обычной заточке с утачиванием клинка на 1 мм, дефект останется на глубину 0,25 - 0,5 мм. На суспензии либо на гибких сталях, этот эффект заметен больше. На твердых сталях (когда кромка не изгибается под нажимом на бруске) и брусках без суспензии, этот эффект может отсутствовать. Перекрестные движения, когда постоянно меняется направление штрихов, этот эффект почти незаметен. Однажды столкнулся с этой странностью и не мог победить. Мягкая гибкая сталь китайского филейника и глубокая засечка. При стачивании на воднике столкнулся с проблемой, когда последние 1,5 мм дефекта перестали стачиваться. Точнее, сталь стачивается, но и дефект продолжает проецироваться дальше с той же скоростью. Опыта было мало, поэтому замерял штангелем, точил и ругался... ps. Более опытные товарищи, в ПМ дали ссылку на обсуждение описанного мной процесса:
------ |
|
6-4-2016 07:55
dmitrichW
Классический пример пример технологической памяти - старый фокус с лезвием безопасной бритвы.
Внешний эффект: Вы беретесь угадать одну из сторон лезвия бритвы на которых надписи (обычно они отличаются) и которую Вам назначат не взглянув на неё. Загадав сторону и сказав Вам какую, бритву аккуратно кладут Вам в руки, которые у вас за спиной и Вы безошибочно поворачиваете эту сторону вверх даже не оборачиваясь. Секрет прост. Заранее надо узнать в какую сторону выгибается бритва у Вас между указательным и большим пальцем при слабом нажиме если слегка надавить на торцы бритвы, как бы сближая пальцы - бритва всегда выгибается в одну сторону это и надо запомнить. После того как Вам положат бритву в руки, поместите её между большим и указательным пальцами, слегка сдавите, чтобы узнать в какую сторону прогибается. Лезвие помнит намотку ленты еще, когда была в бухте. |
|
6-4-2016 08:38
rean81
Дискуссия по поводу ползущих дефектов
Еще хорошая тема в прошлом. На себе испытал. Есть кухонничек из вг10. В процессе пользования появлялись микросколы по О.О5 примерно. Переточка мало помогала. Сколы все равно появлялись. От обычного пользования. |
|
6-4-2016 12:33
Евгений_Е
А это лезвие проходило термообработку в бухте или уже после нарезки? Просто всегда думал, что ТО должно убрать такие свойства... ------ |
|
7-4-2016 07:35
dmitrichW
Правильно, ТО убирает подобную штуку, но только ТО "отжиг", но не закалка. При производстве лезвий ленту не отжигают, а только правят роликами, но этого не достаточно. |
|
8-4-2016 07:17
almedic
Как-то меня выморозило, что он переходит по камням даже не ополаскивая бритву. Да и на ремне (особенно желтом) начинает задирать бритву раньше, чем оторвет ее от ремня. Когда бреет щеку, звук.. . аж передергивает. И после этого "О кей".. . |
|
8-4-2016 08:40
dmitrichW
Mastro Livi редко делится своими ноу-хау, но любит сниматься. youtube.com Конечно бритву, как селёдку, шлепать на камень не допустимо, но зато как выразительно смотрится при сохранении последовательности. |
|
30-9-2019 06:57
Евгений_Е
Вчера выполнял ТБ подвижным абразивом навесу - шеф на столе кромкой вверх, ручной брусочек турецкого масляного в руках и аккуратно сверху, движениями не вдоль кромки, а примерно под 45 градусов, но перпендикулярно осевой плоскости клинка. Сначала попробовал движения поперёк, но клинок противно звенел, вдоль - появлялся износ бруска, в итоге выбрал угол, чтоб не звенел.
На шефе были множественные микросколы, ТБ создавал поверхность очень маленькой ширины, но она сразу поблескивала и было отлично видно чёрные пропуски. Даже не используя оптику получилось очень быстро сделать ТБ, устранив все мелкие изъяны. Метод очень хорош для устранения множественных сколов разной глубины. Главное в нем направление света, чтоб сразу видеть отблеск создаваемой поверхности. ------ |
|
20-10-2019 20:09
darki83
Обьясните, а ТБ делается в самом начале заточки? При каждой заточке или один раз для одного ножа? На чем лучше делать: наждачка или камень и какой зернистости?
|
|
20-10-2019 20:47
Евгений_Е
Если есть крупные сколы на кромке, т.е крупнее размера зерна абразива, например глубиной 2 мм, то перед созданием новых подводов будет правильно сделать новый контур клинка - стачив скол и создав новую дугу кромки. То же самое и при любых других изъянах выходящих на кромку. Если таких проблем нет и нужно штатно освежить заточку убрав микроскопические сколы или замины, просто начинаем заточку. При обдирки, если выходите на кромку и добиваетесь жирного заусенца, перекидывая его туда-сюда, стоит от него избавиться перед переходом на более тонкие бруски. ТБ очень хорошо с этим справляется. При тонкой заточке, если наблюдаете мелкий заусенец, который не хочет уходить, помогает ТБ. При тонкой заточке, если на тонких брусках вдруг появляются сколы в одной точке, стоит их сточить и они появятся снова - значит на этом месте есть микротрещина и от заточки она углубляется - вы можете сточить по фаске хоть целый мм, но скол появится снова. Здесь стоит выполнить ТБ. Во время доводки, если острота прирастает не однородно и часть клинка уже набрала нужную остроту, а другая никак не хочет - стоит сделать ТБ и начать с предыдущего бруска. Само собой ТБ на разных этапах выполняют различными брусками или шкурками. Ярослав всегда пишет о шкурках засаленных графитом. Мне шкурки не понравилось использовать и я делаю ТБ на брусках. Использую в том числе мягкие бруски. Движения у меня либо такие-же как у Ярослава на шкурки - полосканий, либо как заточка, но с половинным углом 50+ градусов, когда на кромке будет тупой угол. Для грубых этапов на брусках бывает проще выполнять ТБ как заточку на тупой угол, и заодно намечается линия рк на которую потом можно ориентироваться. На тонких этапах, например тонкой заточки, ТБ делаю вообще без нажима, даже убрав вес клинка - просто едва касаясь бруска. Здесь удобнее полоскательные движения. Иногда выполняю ТБ подвижным абразивом, беру бланк яшмы или арканзаса как для апекса, но у меня не наклеены и едва касаясь выполняю ТБ. В этом случае удобно формировать перпендикулярную поверхность и по блику следить за исчезновением сколов. При ТБ на доводке, просто делаю 2-3 прохода по кромке и все, бликов без микроскопа не вижу. ------ |
|
20-10-2019 22:03
oldTor
Сводная тема по данному вопросу:
myabrasive.ru Мои видео, где есть про тб более-менее подробно: Правда, в ракурсе подготовки бритвы к заточке. Выбранный материал и мягкая подложка касаются обработки криволинейных РК. Там же речь про ТБ как гарантированный способ удаления заусенца. Что касаемо ножей но опять-таки на раннем этапе - показывал в т.ч. вот тут - На тонких этапах обработки, в т.ч. на префинише (в т.ч. на преддоводочном) принципиальная разница лишь в том, что для снятия буквально 2-6мкм., часто бывает достаточно одного-двух проходов. И если шкурка засаленная графитом - всё равно слишком много может снять (на мягких сталях при малом угле заточки, например), то я вот пользовался вариантом, описанным в посте 108 этой темы. Да, не помню, говорил ли я это в видео, потому отдельно отмечу - использование для выполнения ТБ тонких твёрдых камней не всегда получается успешно применить, потому я такой вариант использую очень редко и только на инструментах с идеально прямолинейной РК, а камень для ТБ соответственно должен иметь идеальную плоскостность (или максимум быть сегментом очень большого цилиндра вдоль или поперёк камня, смотря как прикладывать инструмент - т.е. чтобы при прикладывании к камню кромки, она везде одинаково точно к нему прилегла). Если же РК криволинейна, то за пятном контакта с камнем уследить трудно так, чтобы снять при ТБ везде одинаково и при том умудриться нигде не посадить замятие на РК - а ведь спиливая там микрозаусенку, это сделать легче лёгкого и тогда уже придётся снимать ещё с запасом и возращаться на намного более ранний этап обработки. |
|
20-10-2019 22:14
darki83
Спасибо, Евгений, все очень доступно и понятно объяснили!
|
|
20-10-2019 22:36
Евгений_Е
Спасибо, Ярослав! Фундаментальная подборка. Я описал только свои приёмы, да и то, только что вспомнилось... ------ |
|
20-10-2019 22:49
darki83
Я даже и не знал, что ТБ такая вещь нужная в заточке!
|
|
21-10-2019 06:58
Евгений_Е
Я познакомился с ТБ от Ярослава, точил бритву, а на ней случился ползучий дефект - стачиваешь скол и он снова появляется на том-же месте. Наверное десяток раз его сточил пока понял пора обращаться за советом. Мне объяснили и показали одну из тем про ТБ. На малых углах ползучий дефект это реальная проблема. Ловил её и на малом шефе токамура - ламинат из vg-10, полный угол 18 гр. На углах 30+ с ползучими дефектами не сталкивался.. . ------ |
|
21-10-2019 10:20
oldTor
Информация о том, как бороться с ползущими дефектами, появилась благодаря Дмитричу. Он объяснил и рассказал подробно. На углах в районе 30 и даже 40 - бывает, у меня было, причём на разных сталях и инструменте - на стамесках, на ножах, причины были разные - и получение инструментом серьёзных деформаций в процессе его применения, и от заточки его на либо алмазных абразивах, имеющих агломераты зёрен или недостаточно чистую по размеру фракцию (что весьма частое явление - проще назвать исключения) - т.е. более крупные зёрна, либо на обычных абразивах, но не подготовленных к работе (приносили иной раз такое, что страшно смотреть) и/или применённых совершенно убийственным для кромки образом и на не том этапе.
|
|
7-11-2020 16:05
oldTor
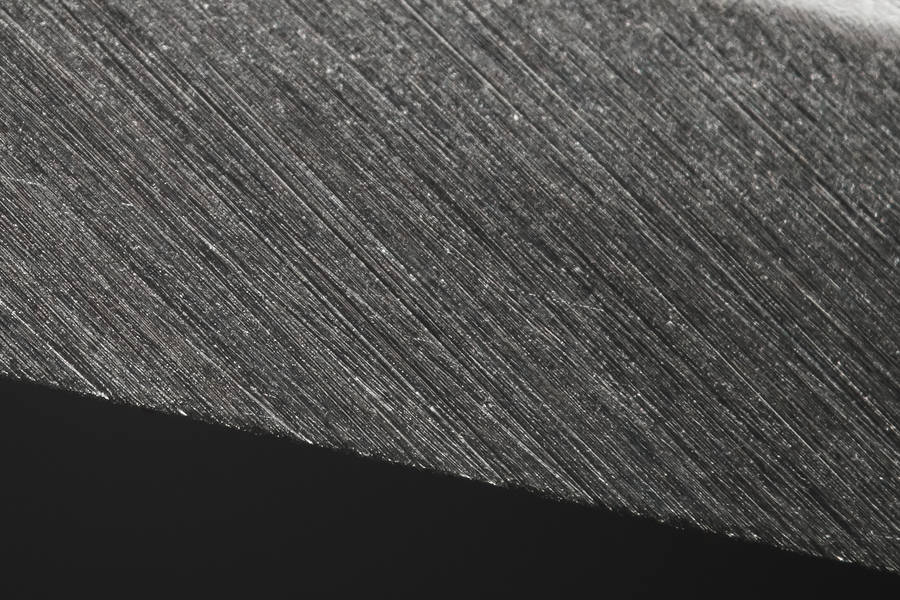
"По заявкам" - меня просили сделать обзор с фото до ТБ, сразу после него и окончательной обработки:
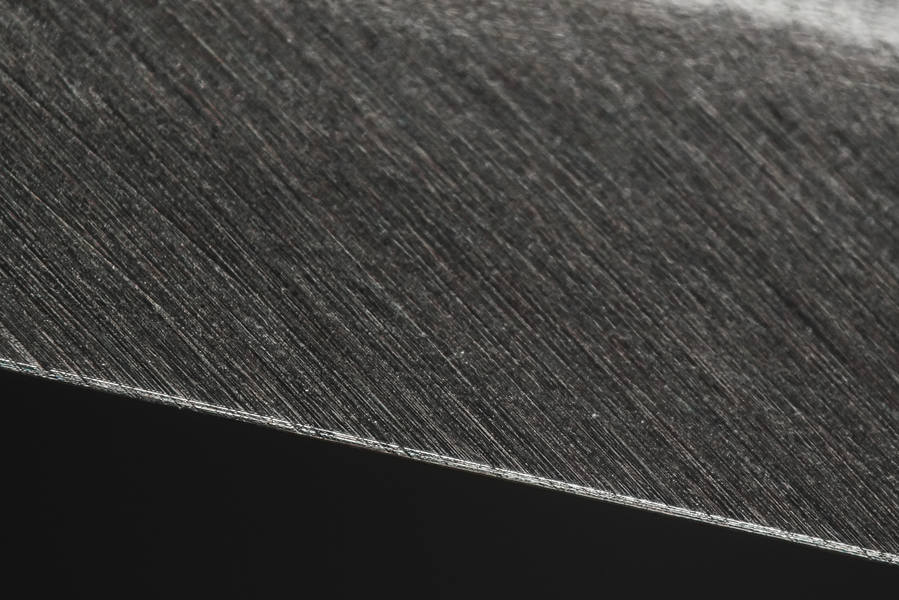
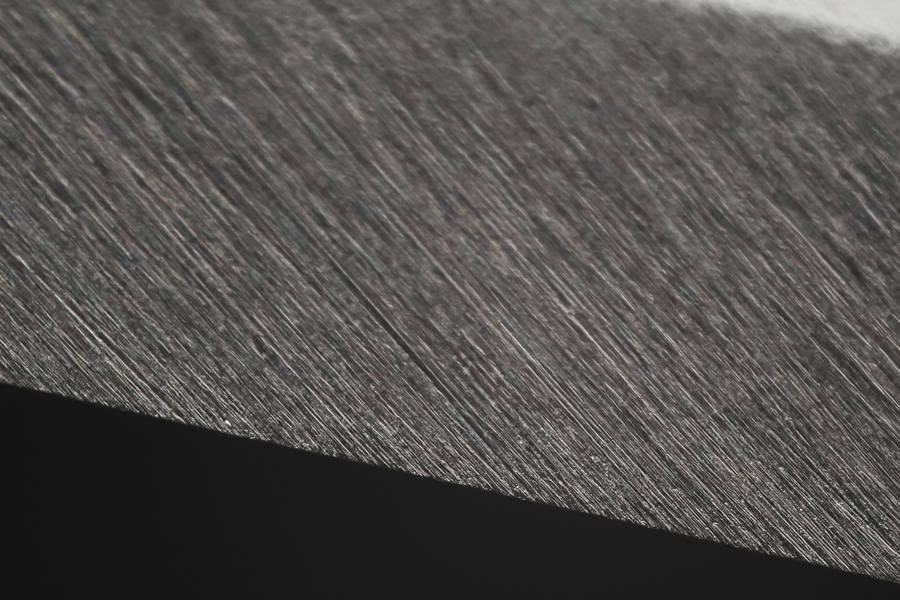
Перетачивал сегодня нож из 95х18, заточка на керамике Idahone притёртой на алмазном зерне 50/40мкм. На ней же и финиш, т.е. грубоватый, но для разделочника нормально. Все фото кликабельны, по переходу по клику на фотохостинг, доступна развёртка в 100%. По горизонталям снимков = 1мм. Второй снимок - выполнен Технологический Барьер на шкурке SIA P2500 два прохода движением "как будто режем её" без давления. Шкурка положена на твёрдую подложку и взята свежая и графитом я её не засаливал - чтобы на снимке было видно, насколько в шероховатость шкурки "погружается" РК - боковые грани зёрен оставили заметные "дорожки" на крае фасок: Тут всё в порядке, но это даёт представление о том, что может быть если взять для ТБ скажем более крупнозернистый абразив и тем более - на более твёрдой основе - т.е. например заточной брусок - скорее всего подрежем кромку, и дойти до некритичных бороздок на фасках в зоне РК получится только затупив оную больше необходимого. Почему я и говорю о предпочтении во-первых шкурок, если это позволяет ситуация и этап обработки, и почему обычно шкурку по совету Дмитрича - засаливаю графитом - чтобы снизить её абразивную способность, чтобы более управляемо снимать буквально "по-микронно" и не воздействуя на фаски. Третий снимок - результат работы на той же керамике после ТБ. Сделано 16 проходов - стороны менял по следующей схеме - 5/5 - 2/2 - 1/1. Кромка может не идеальна, но на этом абразиве по этой стали лучше сделать не всегда удаётся - по крайней мере всё стало однороднее, кромка агрессивна в резе и при том весьма остра - волос строгает: ------ |
|
7-11-2020 17:22
дядяКраб
Вах,просто - очень приятно смотреть на фото!
Содержание конспекта,конечно,тоже на высоте. Спасибо! |
|
7-11-2020 17:30
oldTor
Рад, что понравилось! На здоровье!
P.S. В общем, резюмируя, я считаю возможным говорить, на основании теперь уже опыта нескольких лет и с разным режущим инструментом, что схема заточки с ТБ, хотя он и не всегда необходим, если его нормально применить - всегда даёт возможность получить бОльшую однородность РК при обработке его одним и тем же абразивом, не говоря уж о дальнейшей обработке более тонким или хотя бы просто более щадяще работающим. |
|
7-11-2020 17:51
Emiliokazanova
Ярослав, почему мне кажется, что конкретно абразивная бумага ослабляет кромку? Судя по твоему замечательному снимку, видны ярковыраженные продольные риски на весьма деликатном сведении, возможно на том микроуровне они будут играть такую-же роль как и от протяжных точилок на макро.
Наждачная бумага чем хорошо, тем что она погружается немного и снимает заусенцы, как слева так и срава ну и подрезая вершину, на фото в принципе можно понять на сколько. Последующая обработка рк, подразумевает перекрытия продольных рисок? Если да, тогда понятно, если нет, то такая обработка, может привести к более быстрому разрушению рк. у меня после мех заточки тб не убирает заусенец, потому что он жесче и более ярковыражен. Я делаю так, полирую рк, чтобы заусенец оторвался вместе с частью рк, потом делаю тб, и уже после этого дотачиваю, пока это единственное здравое решение избавится от зауся и сделать тб. Пробовал на гринбразилиане, но он слишком тонкий, пробовал на мягкой связке суехиро 3000 грит, так же безрезультатов, только после удаления заусенца ,я делаю тб потом дотачиваю, а удаляю я его вышибанием из рисок заполняющим их полировальщиком, тогда получается картина, примерная твоему первому фото из трех. |
|
7-11-2020 18:00
oldTor
Потому я и пишу - что если здесь это нормально, так как последующая обработка перекрывает и удаляет их и с запасом, то вообще-то, и имея на финиш более тонкий абразив или тем более ещё на префинише более тонкий - нужно использовать засалку шкурки графитом, а подложку, при криволинейной РК (т.е. отличной от идеальной прямой - как должно быть на стамесках, к примеру) под неё - нужно брать как показывал в предыдущих постах этой темы в видео - ещё более мягкую, способную повторить линию РК - например сложенную в несколько раз микрофибровую салфетку. Использование для ТБ твёрдых тонких камней, в которые РК так не погрузится, я считаю целесообразной для строго прямолинейных кромок, чётко тут же совпавших с линией РК, и никак иначе - при криволинейной, такая попытка может стоит при малейшей ошибке и просто "рука дрогнула" - замятия РК на сторону или скола на ней, а если был заусенчик - у меня случалось что при таком раскладе он сгибался на сторону не успев "сточиться" при первом же проходе, и намертво "прилипал" к фаске - удивительно, но его было трудно потом "сточить" обычным образом на тонком абразиве.
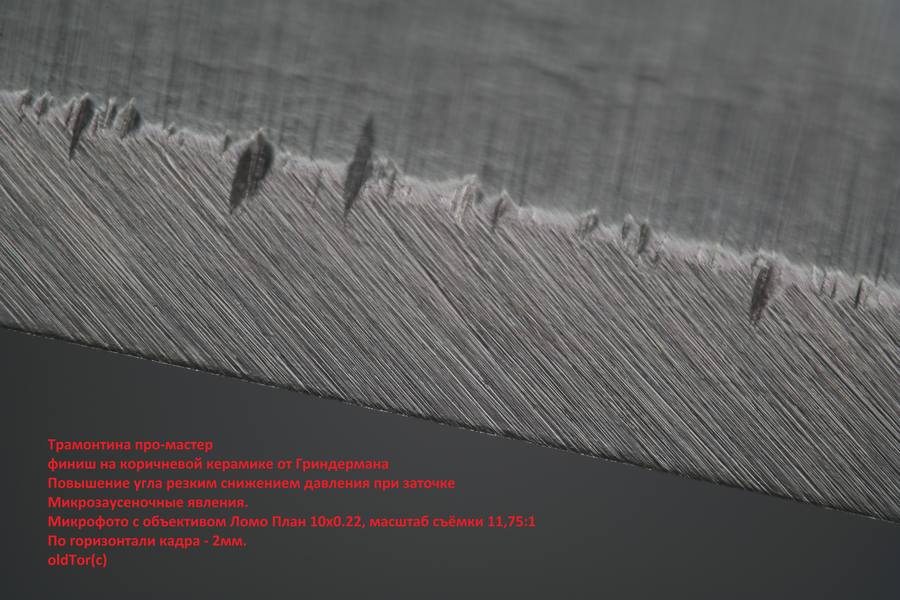
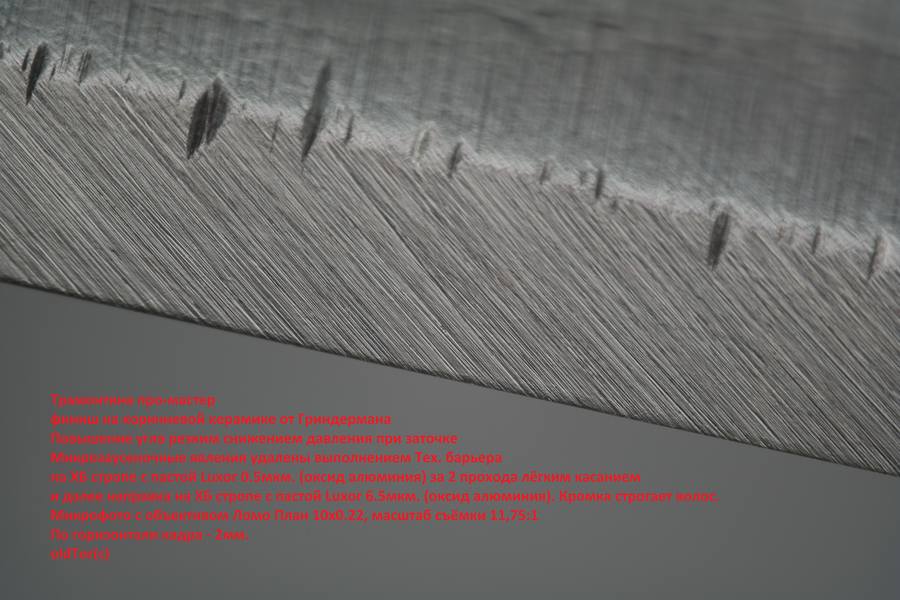
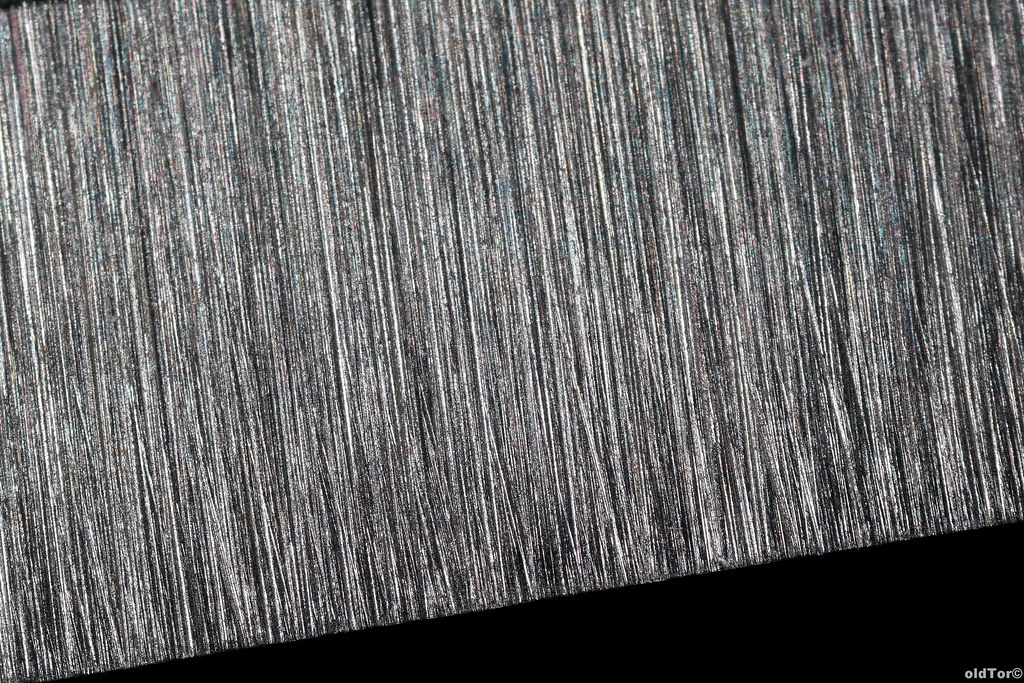
ТБ помимо удаления деформаций РК я рассматриваю, как и Дмитрич, именно как средство, гарантирующее удаление микрозаусеночных явлений. И именно "спиливание" на засаленной графитом шкурке - себя прекрасно оправдывает. Даже по высокованадиевым сталям. Если по особо мягким сталям работаем - то может помочь например ХБ-стропа с субмикронным или микронным Люксором - т.е. мягкое воздействие опять-таки, с зерном оксида алюминия. Но это не противоречит тому, что я считал и продолжаю считать, что надо стараться удалять заусенку на каждом этапе, в т.ч. каждым абразивом, при работе на котором она появилась. И если абразив нормальный и правильно подготовлен и годится для обрабатываемой стали - обычно это делается без ТБ просто сменой направления обработки, варьированием давления, амплитуды работы, изменением кол-ва СОЖ. Вот я показывал в другой теме - продублирую тут - т.е. ситуация когда сталь мягка (настолько, что не годится вариант, подходящий даже для опасных бритв - т.е. вышеупомянутая P2500 с графитом), а нужно оочень дозированно убрать в прямом смысле слова 1-2мкм.: "Решил сделать обзор о коричневой керамике от Гриндермана, в ракурсе финиша бюджетной кухни и с акцентом на аспекты давления при работе, проблеме микрозаусенца и его удаления. Далее взял коричневую керамику, как уже говорилось - она оставляет шероховатость сопоставимую с оставляемой синт. абразивами с зерном м14 - м7 +- поправка на сталь и пятно контакта при обработке. Возник вопрос - что делать дальше? Оставлять такой микрозаусенец - я считаю халтурой, первоначальная острота будет теряться с первого-второго реза, а направить на стропе с пастой - вопреки распространённому заблуждению - не метод удаления таких мелких заусеночных явлений, а наоборот - усугубление их, впрочем остающихся за пределами оптических возможностей большинства находящихся в плену мифа о "удачном способе удаления заусенки на пастированном материале". Но обычный вариант для тонких этапов - в моём случае это шкурка SIA (нормальная, а не подделка, которая теряет зерно) P2500 засаленная графитом - в данном случае избыточна - мне ведь нужно убрать буквально 0,5-1,5мкм. ------ |
|
7-11-2020 19:05
tvy61
Я как то пробовал винную пробку с люксором 0,3
Микроскопа к сожалению нет, но чисто интуитивно вроде ТБ получалось, хотя без таких увеличений, все равно не понять |
|
7-11-2020 21:01
Tenergy
На очень тонком этапе интуиции маловато. Все-таки лучше оптический контроль под микроскопом.
Кстати, умение чисто убрать 0,5-1 мкм заусенки - это реально высший пилотаж. |
|
7-11-2020 22:42
Moysha1968
Добрый вечер!
Ярослав, подскажите пожалуйста, какой из графитовых порошков Вы используете для засаливания шкурки. |
|
7-11-2020 22:49
oldTor
Добрый.
Грифелем простого карандаша пользуюсь, как и многие коллеги - это совершенно достаточно. Если чувство прекрасного не позволяет просто заштриховать, можно взять стержень длинный простой для толстого цангового карандаша и положив на шкурку, натереть им - однороднее и красивше будет. Но это совершенно лишнее, в общем-то. |
|
8-11-2020 11:05
tvy61
В этом все и дело, без микроскопа понять что ты сделал на микронных уровнях, не возможно. Ну да стругает волос, а чем именно все равно не понять, заусенкой или чистой РК.. |
|
17-11-2020 16:43
theorist
Я вот пытаюсь. Можно попробовать нагрузить кромку так, чтобы заусенец сломался, а правильная кромка выдержала.. . |
|
17-11-2020 18:18
mtn2
Я во время доводки периодически протягиваю РК с усилием через дерево. Не знаю насколько это помогает, но так спокойней. И какие факторы вообще влияют на образование этих микрозаусенцев? |
|
17-11-2020 18:53
oldTor
Не выйдет. При отходе заусенца нагрузкой на кромку, он либо тянет за собой её фрагменты, либо после него остаётся т.н. "бородка" на РК - я в видео показывал и в микрофото. Собственно, "бородка" часто остаётся и при отходе его как бы "самостоятельно", т.е. без "подрезки" заусенца сменой направлений движений при заточке.
Очень зря. кратко - см. ответ на предыдущую цитату. Но есть и другие проблемы. Кто наблюдал на микроуровне результаты подобного - давно отказались от таких методов. Я тоже когда-то такими пользовался, причём с разными материалами, очень давно, правда без усилия - кромка штука нежная и нагружать её нецелевым образом не стоит. Кроме того, если заусенец достаточно короткий и толстый, он может таким образом и никак не удалиться, а скажем просто выпрямиться или согнуться чуть иначе и только. Отчасти те же, что и при заточке при образовании крупного. Но на доводочном свои нюансы. |
|
17-11-2020 19:13
oldTor
Ну почему же - не идеальный, но во многих случаях работающий, есть старый тест, ещё 10 лет назад Николай описывал - легонько строгаем не особо твёрдую древесину (скажем 5-6 стружек) и проверяем рез либо строгание волоса - если он никуда не девался - значит с очень высокой вероятностью режет волос кромка, а не заусенец. Нормально доведённая кромка такую остроту не теряет за несколько резов даже на довольно мягких сталях и если уж сталь позволяет добиться такой остроты, то её хватает не на один рез. Заусенец столь стойкий, чтобы выдержал это и не смялся или не сломался - ну если только т.н. "функциональный" в т.ч. как грат на циклях для чистовой обработки. На тонкопритёртой керамике такой можно, кстати, получить. P.S. Вот только надо иметь в виду, что если заусенец таки был, то для кромки такая проверка может оказаться чревата тем, что придётся делать ТБ и возвращаться на предыдущий этап. Собственно - см. пост выше. |
|
18-11-2020 05:27
mtn2
Какие-то явные заусенцы я так не удаляю, это делается, в основном, просто для проверки кромки, что она способна держать нагрузки. В 13 посте по ссылке, для "удаления" заусенца вы применили оксид железа, абразивная способность которого довольно низкая. А какой был бы результат, если бы использовался КК или алмаз?
|
|
18-11-2020 10:16
oldTor
В посте 13 демонстрация того, что обычной направкой на пастированном материале, заусенку полностью не удалить, и оксид железа был взят произвольно. Люди, защищающие с пеной у рта "удаление заусенца на пастированных материалах" обычным образом, а не с помощью ТБ, очень часто применяют именно т.н. "мягкие абразивы" - т.е. пасты на основе оксида железа и оксида хрома (та же ГОИ). Когда-то я уже приводил пример и с оксидом хрома - с тем же отсутствием результата. С алмазными пастами тонкими и КК - получается всё то же самое, если конечно не взять настолько крупнозернистые, что будут оставлять выраженную риску. Как пример довольно удачной машинной заточки - это нормально, если бы большинство производителей, применяющих пасту для удаления крупного заусенца делали хотя бы так - уже было бы неплохо. Однако, что годно в рамках машинной заточки и когда делается с огромным скачком по шагу обработки, когда не ожидаем от ножа ни стойкости ни чистоты и лёгкости реза, уже не срабатывает при более высоких требованиях к заточке. Да и если приглядеться - намёк на начало образования микрозаусенки - там уже есть. Либо это та самая "бородка" оставшаяся от отошедшего крупного заусенца. Собственно, одно другое сменяет при машинной обработке, да и при ручной тоже - довольно быстро. Вот Вам ещё пример - тоже машинная обработка - грубый круг и потом круг с ГОИ номер 3 - тут в целом, опять-таки, для машинной заточки, удалось худо-бедно ничего, хотя стойкости у такой кромки не будет, но довольно долго будет резать в подсевшем состоянии за счёт грубости рельефа обработки - поскольку работа идёт на круге, я позиционирую клинок так, чтобы прижим довольно толстой грубой кожи осуществлялся не зоной РК а где-то посередине фаски - в результате на самую кромку воздействует только самая "вершинка" круга - ворсинки грубо шлифованной кожи с пастой на них. Но обратите внимание (фото кликабельно, можно открыть покрупнее, как и фото в обзоре) - на краешках рельефа самой кромки, начаток образования микрозаусенки тут всё равно есть, а так мал он только потому, что выраженный заусенец я ранее удалил ещё на заточном грубом круге, а этот - хотя я и был очень осторожен - уже заслуга самого круга с пастой: Допускаю я такие явления только в рамках машинной заточки столь грубой, что относительно характера работы клинка так заточенного, это уже практически не играет роли - всё равно такая РК долго не живёт. Для сравнения - вот тут уже правильный вариант - при прочих равных условий обработки, изменилась только сталь - на предыдущем фото 65х13, а тут 9CR18MOV, углы при том одинаковые: Но опять-таки, заусенка была удалена на предыдущем этапе и круг с пастой только чуть пригладил всё, не успев ни завалить ничего, ни создать новую заусенку. Тут очень важно остановиться вовремя. P.S. Кстати, вот нашёл старый снимок - тут удалось поймать на фото момент, когда с резачка с односторонней заточкой (типа киридаши) стал отходить заусенец - если открыть снимок покрупнее, неплохо видно, как он образовывался - там как будто несколько "наплывов" стали один ан другой. На кромке поналипало правда, но тем не менее, можно и прикинуть состояние её в такой момент - вон сколько ещё на ней торчит остаточков заусенца, на которые ещё и налипают более мелкие частицы стали и прочая отработка: При том, обратите внимание на светлую полосочку вдоль РК - крупный заусенец, жирный, уже отходит, а на подходе следующий - более мелкий, начало образования которого, начинает уже провоцировать боковая нагрузка от зёрен абразива - т.е. эта светлая полоска вдоль РК - уже начала деформироваться, и просто зализать на пастированной стропе после полного отхода крупной заусенки - плохая идея - на РК окажется уже ослабленная сталь. Т.е. это тоже ещё предстоит удалять. И разумеется, на эластичном полировальном материале это и не удастся за разумное время, и новый заусенец обязательно образуется. Такие вещи в конечном итоге гарантированно только ТБ удаляет, опять-таки. Либо затачивать дальше и удалять заточными методами - я дальше работал на стационарной ботан-нагура с суспензией, делая заточку тоньше и засчёт техники работы с суспензией всё приведя в порядок - за что люблю водники - можно вовсе не давать заусенцу вырастать, а что подрастает - тут же удаляется. Но я думаю, что смогу Вас утешить, по поводу зерна, например, КК - если его не на совсем эластичный материал наносить, а на что-то, что уже хоть и с натяжкой, но может выступить в качестве притира (не говоря уже о нормальных притирах) - т.е. в т.ч. позволит и делать движения "на зерно" - то Вы сможете удалять всякую гадость и даже легко формировать и микрофаску совершенно дешёвыми средствами и получать приличный результат. Так что, как видите - мелочей и нюансов хватает, казалось бы - велика ли разница по жёсткости между картотечной карточкой или чепраком, наклеенным на бланк а вот разница есть. И в поведении стали в зависимости от малых нюансов движений, их смены и направления. |


|
18-11-2020 10:39
oldTor
Да, для лучшей демонстрации в принципе, разности образования заусенца при работе "НА" и "ОТ" зерна - приведу снимок из своего ролика - тут очень наглядно, ибо в качестве примера - машинная обработка на грубом круге:
 oldTor---на-зерно-или-от oldTor---на-зерно-или-от Сам ролик - по ссылке: ------ |
|
18-11-2020 11:32
mtn2
Я очень много слышу о вреде заточки от зерна и ее склонности к заусенцам, но в моей практике, почему-то, ничего этого не проявляется.
Сейчас специально провел эксперимент: взял нож(нержавейка какая-то) с твердостью едва-ли 55 ед, брусок белого электрокорунда м50 и самодельный брусок КК 5/3 на полимерной связке. Я подозреваю что это связано с тем, что на больших и малых углах сталь ведет себя по разному при заточке. При малом угле подвод, скорее всего, прогибается, и фаска у вершины получается, как-бы, с поднутрением. |
|
18-11-2020 14:54
oldTor
Не проявляется или некритично - ну и славно. Незаметно - в некоторых случаях может быть и незаметно. Это ещё и от метода и способа контроля зависит и проверки.
Рез газеты как и бритьё руки - это честно говоря не особо показательные вещи - такая острота достигается легко, в т.ч. и на абразивах с зерном порядка 100мкм., а и на намного более тонких - кромка способная на это, может легко быть толщиной около 10-15 а то и 20 мкм. и делать это за счёт характера своей шероховатости, а не особой тонкости. И при том - не давать блика. А проблема с совсем мелким заусенцем и невозможностью не заполучить его при работе "от зерна" проявиться при намного более тонкой кромке. Иногда ещё может быть такое, что с одной стороны заусенка есть, а с другой - её нет. Или есть с обеих сторон и она просто "слиплась" - но такое конечно идентифицировать трудно. А что именно Вы подразумеваете под разным поведением стали при малых и больших углах заточки? Прогиб фаски - в принципе косяк, который не следует допускать вне зависимости от прочих условий заточки. Я знаю, правда, примеры, когда таким манером человек добивался нужного результата, но он чётко понимал, зачем и в какой степени обеспечивает прогиб. Этим можно пользоваться, но довольно ограниченно. Заусенец же прекрасно себе образуется и при полных углах 87-90 градусов. Если доводилось что затачивать на такие углы - особо мощной оптики не нужно, чтобы это там наблюдать. Я в любом случае предпочитаю заточку на зерно, как более производительную и минимизирующую рост заусенца и дающую меньшую толщину РК при его отходе, а также ради формирования более выраженной риски на самой РК в т.ч. ради агрессии реза. Полагаю, не секрет, что у многих абразивов, глубина врезания зерна больше там, "где зерно встречает сталь в первую очередь". Менее заметный заусенец на бОльших углах иногда не в силу собственно поведения стали, а засчёт угла атаки зерна абразива на сталь - то, что может щадяще воздействовать на РК при одном угле, при другом - может её "драть". При том, достаточно одного-двух движений в самом начале работы, чтобы это заложило "фундамент" того, что получим на этой фаске и РК к окончанию работы на том же абразиве без изменений характера обработки. Можно и "от зерна" при достаточно агрессивной работе абразива, за короткое время воздействия им, "срезать" заусеночные явления и получить нужную остроту. Но такой сценарий ведь не всегда имеет место. |
|
18-11-2020 16:29
mtn2
У меня довольно тонкие волосы на руках, с ними бритье грубой заточкой не проходит. Состояние кромки также оценивается пальцами по ходу заточки.
Я предполагаю, что на малых углах заточки подвод начинает сгибаться(упруго) под давлением абразива и сталь(при заточке от зерна) начинает удаляться не с вершины, а с боков. Иначе как объяснить то явление, которое произошло у Тодда Симпсона, когда он затачивал бритву от зерна - там просто огроменный заусенец получился. Если я буду сидеть и полчаса точить от зерна на угле 35 градусов тем же КК 5/3 - у меня ничего не поменяется, только полировка улучшится.
Вот только меньший заусенец получается засчет подрезания вершины абразивным зерном. Это становится совершенно очевидным при использовании очень грубых камней(порядка 100мкм). Если конечные движения производятся на зерно, при той же глубине резания мы получаем всегда гораздо более толстую кромку, чем при движениях от зерна. В общем, в какую сторону точить - до сих пор вопрос спорный. |
|
|