
Свободное общение об абразивах (тема обо всём, что связано с заточкой)
|
26-11-2025 12:11
oldTor
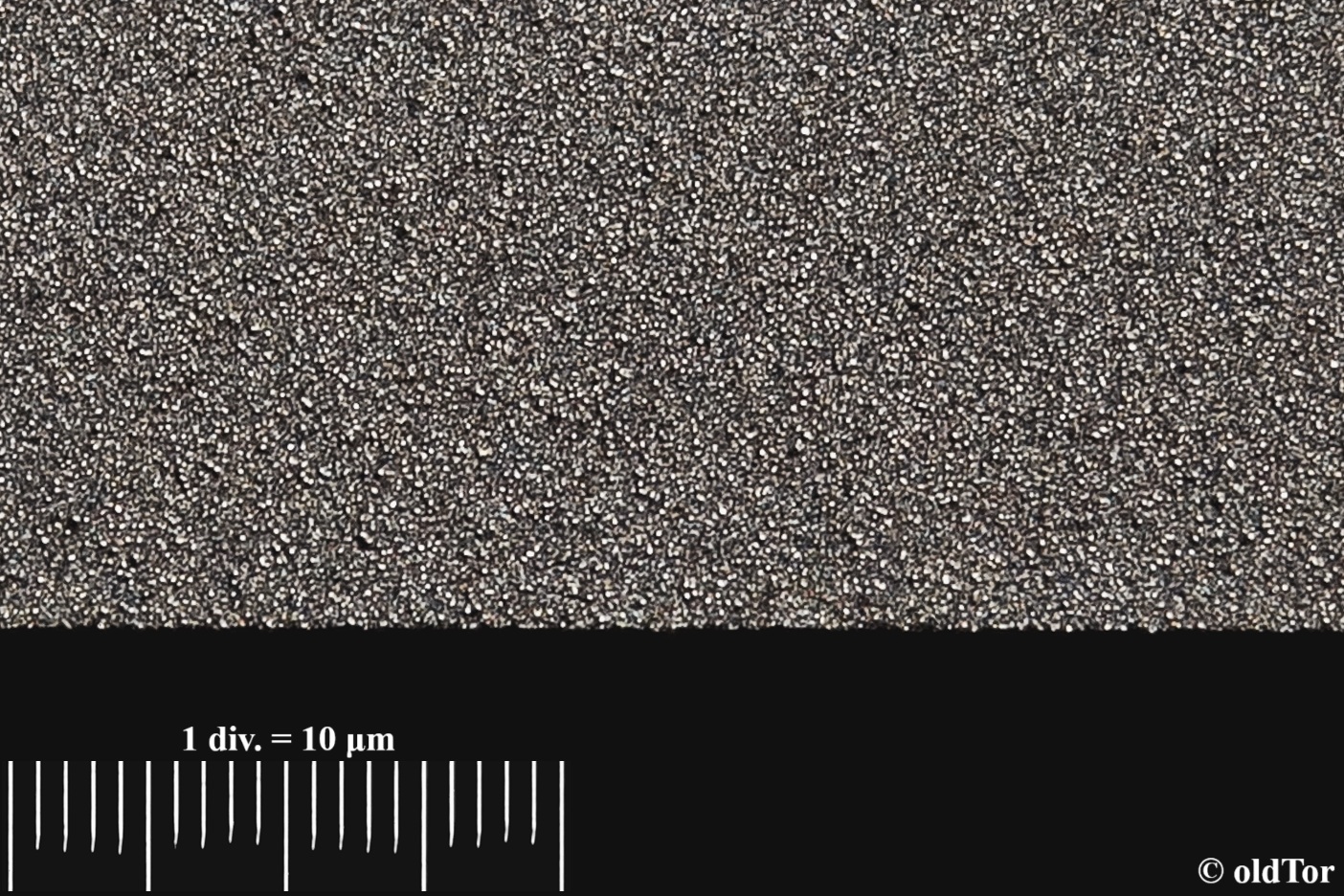
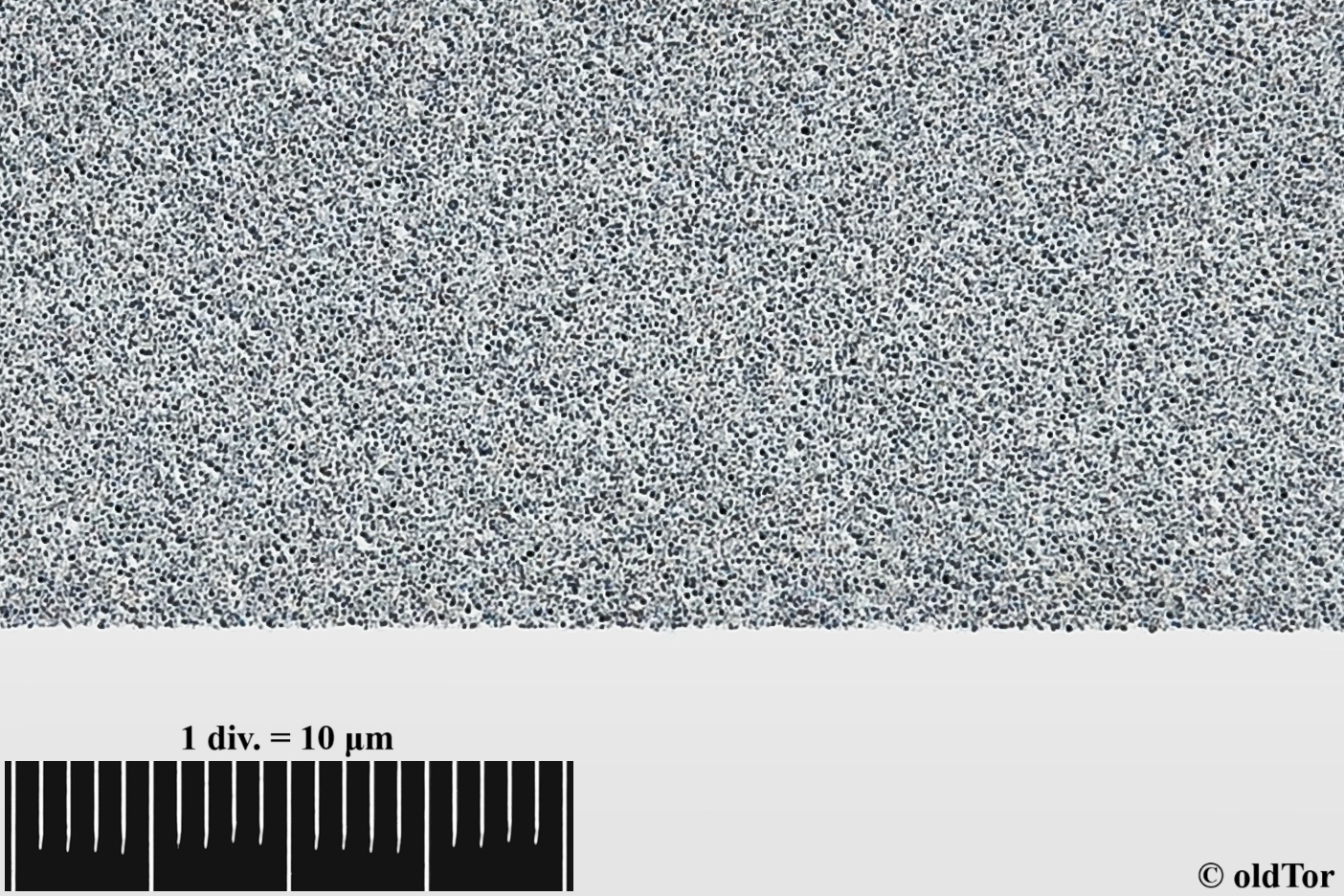
Однако, в некоторых случаях электрокорунд справляется и более тонкий - например, полусвязанное зерно на стеклянном притире успешно обрабатывает высокованадиевые - и s125, и s110, и s90 и пр. Но - лучше, если, опять-таки, зерно брать крупнее среднего размера карбидов - я использую Luxor со средней точкой фракции 6,5мкм. Более тонкое уже менее эффективно и потому может оставить в результате шероховатость даже грубее, чем 6,5мкм., так как хуже справляется с карбидами и больше склонно их обнажать. Ещё почти 10 лет назад показывал на майабразиве заточку 125-ки на яп. синт. водниках, используя на первоначальной стадии серакс 707 - нормально работает по таким. На более тонких этапах уже брал водники со смесью КК и ОА (Рика) и КК (G8). Недавно пробовал Gritalon S-Line 320 по 125-ке - электрокорунд, связка керамическая, твёрдая. Нормально брал, правда, с маслом - он универсальный, но с маслом резвее. Конечно, зелёный карбид кремния и суперабразивы предпочтительнее. Но ничего невозможного в обработке электрокорундом таких сталей нет для ранних и средних этапов заточки. Для тонких - сложно уже. И если нужен действительно очень тонкий финиш и кромка тоньше среднего размера карбидов- то нужен КК или суперабразивы. Хочется производительности повыше и на любом этапе - опять-таки, стоит выбрать либо зелёный карбид кремния, либо суперабразивы на МО связках. P.S. Кстати, слесарят же на лентах на основе электрокорунда в т.ч. и высокованадиевые стали. Да, лента садится достаточно быстро. Но, тем не менее, применяют и успешно. P.P.S. Добавлю, что если нужна именно тонкая _доводка_ высокованадиевой стали, то опять-таки лучше брать притир с суперабразивами либо карбидом кремния. Но если нужна тонкая заточка без выраженной пластической деформации, и с умеренным обнажением структуры стали - то электрокорунд это сделает лучше. Особенно это актуально в ракурсе того, что многим нравится "карбидный рез" - за последний год меня засыпали вопросами давние знакомые, кто под заказ работает, как делать, чтобы в резе высокованадиевыми именно преобладало участие структуры, т.е. когда карбидики выступают, но не чрезмерно - т.е. чтобы не выламывались, но всё-таки выступали. Сделать "гладко" на тех же алмазах и потом стропах с алмазами не проблема, и куда глаже, чем я покажу при доводке на алмазах далее, но как-то у многих клиенты этим "накушались", им хочется, чтобы рез был чутка поагрессивнее, но при том отделка быба бы тонкая и аккуратная, а не просто "дёрни бруском погрубее", и при том, чтобы стойкость была "как при доводке" или близко к тому. Приведу примеры с одним и тем же клинком из cpm s90v- А это тонкая заточка на таком же притире с Luxor 6.5мкм. - рисочка достаточно выражена, при том карбиды умеренно обнажены - два снимка - в обычном свете и в инверсии для более контрастного показа карбидов: [ Вот на такой вариант спрос последнее время вырос "в узких кругах". А вот такой вариант - уже не очень - тоже чистенько по фаскам, но карбиды обнажены чрезмерно, кромка хоть и чуть "злее", но менее острая и быстрее затупляется ещё больше, потому что выполнено на свободном зерне (кстати, на яп. природнике для заточки камисори), которое вымывает чрезмерно матрицу, в результате с кромки карбиды успевают частично повывалиться, тонкость кромки не превышает среднего размера карбидов, а удерживаются они хуже - слишком обнажены - сравните самую кромку с предыдущими снимками:
Надо отметить, что обнажение карбидов будет и при обработке электрокорундом на мягкой связке - как показывал Тодд Симпсон - на шэптоне 8000 именно это и происходило: Источник - статья по ссылке: scienceofsharp.com . Но не потому, что электрокорунд недостаточно твёрд, а потому, что связка достаточно мягкая. Потому и в таком случае кромка не отличалась особой однородностью и тонкостью - карбиды лишь слегка истёрты. Сходная же картина у него показана и после работы на яп. нате: Правда, это не работа в чистом виде свободного зерна - слабые следы воздействия закреплённым, по-видимому, зерном видны на карбидах и они чуть сглажены, хоть и меньше, чем от электрокорунда на довольно легко обновляющейся связке - он, правда, пишет, что они "прочно закреплены", и далее апеллирует к 20 резам пластика (источник - статья по ссылке: scienceofsharp.com , но это Maxamet и, кроме того, 20 резов это не такой уж показатель.
И тут как раз подход с электрокорундом на притире даёт вариант, который другими методами и инструментами, таким вот не получался - обнажение происходит сильнее и боковая нагрузка быстро приводит к увеличению толщины кромки в целом, нежели если обнажить карбиды менее кардинально и более равномерно. А когда просто делают максимально гладко и тонко (например, вот так: scienceofsharp.com Источник -статья по ссылке: scienceofsharp.com - вот и где же тут будет "рез структурой"??? Если она не проявлена "от слова совсем"?), либо режут выраженную риску куда более крупную, то характер реза преимущественно зависит именно от тонкости кромки и точности геометрии в прикромочной зоне в первом случае, и от характера риски (глубина/клиновидность либо "округлость"/частота риски - т.е. грубо говоря - количество выступов на кромке на, скажем, каждые 50мкм. её длины) во втором случае. Ну, вот типа такого, когда "для повышения агрессии реза" просто банально берут абразив грубее - вот пример по той же стали, брусок ИСМ КК м20:
Источник - статья по ссылке: scienceofsharp.com Так что "подходы разные нужны" - в зависимости от того, что хотим получить. Главное - адекватно сформулировать задачу. Это уже "половина решения". А чтобы адекватно её сформулировать, в первую очередь, стоит критически взглянуть на "расхожие штампы" типа "всегда режет структура", вместо понимания, что она всегда участвует в характере и прогрессии износа, но не всегда в собственно характере реза, и разобраться, что же в каком случае будет происходить на кромке и практически разобраться, как оно себя ведёт в резе, как деформируется и так далее.
|


|
26-11-2025 16:40
tvy61
Ярослав, с одной стороны я уже видел и слышал, а с другой стороны, когда собрано в кучу, я имею в виду в ответе на конкретный вопрос, это уже по другому, за что большое спасибо!!
Правда снова возникает вопрос, если все упирается в карбиды ванадия, то в мире полно супер сталей, где ванадия мало, та же zdp c двумя процентами V, или vanax 37, который легко доводится 8000 Kasumi с ОА до идеального состояния, да мало ли еще каких.. То есть получается все зависит от состава стали и величины карбидов. Хотя наверное многие будут правы, сказав, что можно взять алмазы и не париться, но мне вот нравится финиш японцами, ничего не могу с этим поделать, хотя тонкую доводку алмазной пастой я то же делаю часто. |
|
26-11-2025 17:39
oldTor
На здоровье!
Ну, в общем да. Состав + структура. Более детально - не только от размера карбидов, но и насыщенности ими, и того, что именно за карбиды. Вот если взять стали с самой высокой насыщенностью ими и сравнить шлифы - речь про Rex 121 и ZDP-189, при том, что последняя обрабатывается куда проще до более высокой степени остроты и это даже не так сложно сделать некоторыми природниками... . А вот с Рексом так не получится. Просто потому, что при сопоставимом общем количестве карбидов (31% у рекса и 32% у ZDP в некоторых данных вот тут, и там же шлифы можно поглядеть: knifesteelnerds.com ну и в сопоставимых количествах в некоторых других источниках), сопоставимом их размере и сходности распределения, в случае ZDP - это карбиды "всего лишь" хрома, "со всеми вытекающими". Я вот тоже не отдаю предпочтение какому-то одному подходу. Во-первых, мне интересно всегда было попробовать по-разному, и я убедился, что это разное не всегда даёт результаты "одно хорошо, а другое плохо" - вопрос в том, что для чего лучше подходит. Поэтому я совсем не понимаю подхода "упираться в один какой-то способ и средства". Это какая-то "дешёвая уравниловка")) Кроме того это, помимо лучшего представления о возможностях разного своего абразивного инструмента и разного поведения клинка в зависимости от обработки, даёт и навык в т.ч. "приходить к одному результату разными средствами", что тоже возможно, а "наличие дублирующих механизмов - залог живучести системы в целом", как говорится)
|
|
27-11-2025 20:53
K_V_E
Так и не каждый материал годен для ножа способного долго резать канат, и непложо работать по дереву. Например нож из свинца (берём только физические свойства, вредные свойства не берём в расчет) будет вполне сносно резать мягкое сливочное масло, но дерево резать не будет. геометрия работает, а рабочей структуры способной работать по дереву-нет.
Умение хорошо затачивать, не есть понимание происходящих при этом процессов.
Не знаю на счет усложнения, а у меня последние несколько лет поселился маленький, тоненький, мягонький(относительно в районе 50 HRC) не бреет, но продукты режет прекрасно, а если вдруг подзатупился, пара вжиков по обуху другого ножа и он готов дальше работать. П.С. Обратите внимание на один из недавних постов Ярослава, в этой теме (3382). С Уважением, Владимир. |
|
27-11-2025 23:16
Straykl
Вот умеют люди примеры находить Его, такого примера вроде и быть не может, но находят все таки😂 |
|
|