Заточка режущего инструмента
Технологический барьер. How It's Made?
quote:Originally posted by Вашитоман:
Я больше скажу, у меня вполне себе формировался заусеннц при 90 градусах. А однажды и при 145.
Верю, сам с таким сталкивался. Ниже фото участка клинка, который затачивал только на зерно, и при определенно выставленном свете увидел тень выше грани подвод / спуск. Это уже наверно и не совсем заусенец, но пластически деформированный металл хорошо видно. На ноже была заявлена твердость 62 HRc.
![]()
Так, кто не пользуется приёмом и не хочет его обсуждать,а только тупит и офф-топит, идите-ка из темы прочь,тупые тролли.
quote:Да, спасибо.Originally posted by oldTor:
это может быть и локально перегретый участок стали - запросто. Если даже с него сполировать явные цвета побежалости, то менее заметные, уже только в оптику, они могут там появляться активнее и выраженнее, нежели на прочих участках клинка.
Кстати. Нержавеющие стали (это менее выражено у, по-моему, аустенитных) после перегрева становятся очень даже ржавеющими. Очень заметно на свариваемых изделиях типа полотенцесушителей и т.п., когда их "забудут" термообработать после сварки - они текут в основном в зоне швов.
Батенька, долго подбирал слова. Но вы свой обыденно-профессиональный опыт в нашу область зря экстраполируете. Тут другая специальность требуется, чтобы сразу в теме быть и с ложными друзьями не сталкиваться, ну и с когнитивными искажениями.
Спасибо, Евгений, все очень доступно и понятно объяснили!
"По заявкам" - меня просили сделать обзор с фото до ТБ, сразу после него и окончательной обработки:
Перетачивал сегодня нож из 95х18, заточка на керамике Idahone притёртой на алмазном зерне 50/40мкм. На ней же и финиш, т.е. грубоватый, но для разделочника нормально. Все фото кликабельны, по переходу по клику на фотохостинг, доступна развёртка в 100%. По горизонталям снимков = 1мм.
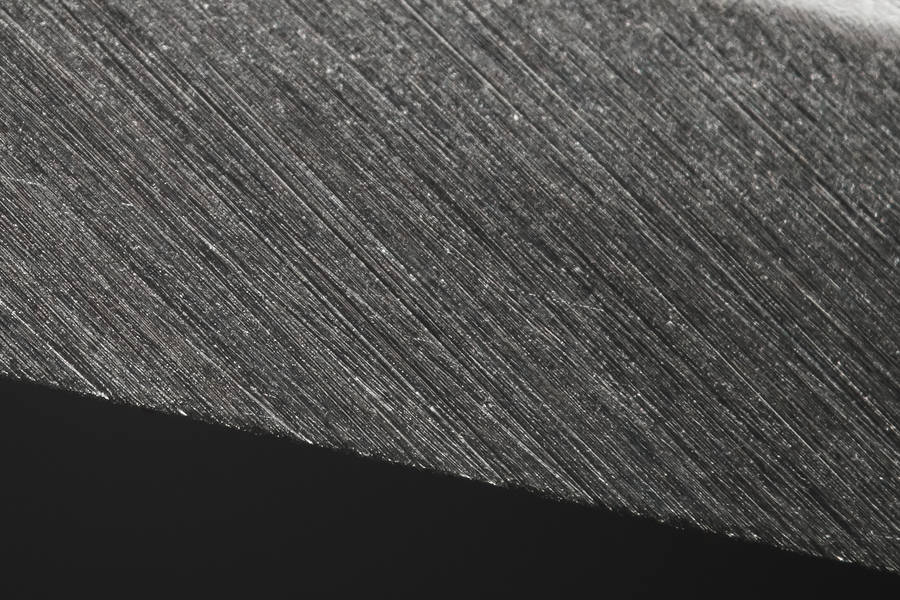
Первый снимок - заточка со сменой направления движений для подрезки заусенца - вышло остро, волос РК пыталась застругивать уже, но ногтевой тест показывал неоднородности, да и на фото правее видно зазубринки и вообще как-то всё не лучшим образом, хотя и нормально, в общем-то:
Второй снимок - выполнен Технологический Барьер на шкурке SIA P2500 два прохода движением "как будто режем её" без давления. Шкурка положена на твёрдую подложку и взята свежая и графитом я её не засаливал - чтобы на снимке было видно, насколько в шероховатость шкурки "погружается" РК - боковые грани зёрен оставили заметные "дорожки" на крае фасок:
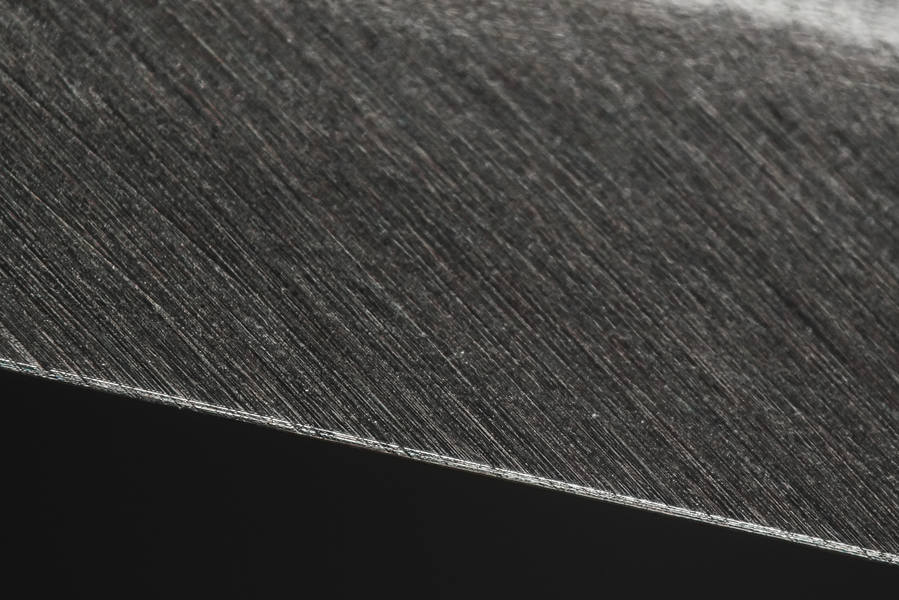
Тут всё в порядке, но это даёт представление о том, что может быть если взять для ТБ скажем более крупнозернистый абразив и тем более - на более твёрдой основе - т.е. например заточной брусок - скорее всего подрежем кромку, и дойти до некритичных бороздок на фасках в зоне РК получится только затупив оную больше необходимого. Почему я и говорю о предпочтении во-первых шкурок, если это позволяет ситуация и этап обработки, и почему обычно шкурку по совету Дмитрича - засаливаю графитом - чтобы снизить её абразивную способность, чтобы более управляемо снимать буквально "по-микронно" и не воздействуя на фаски.
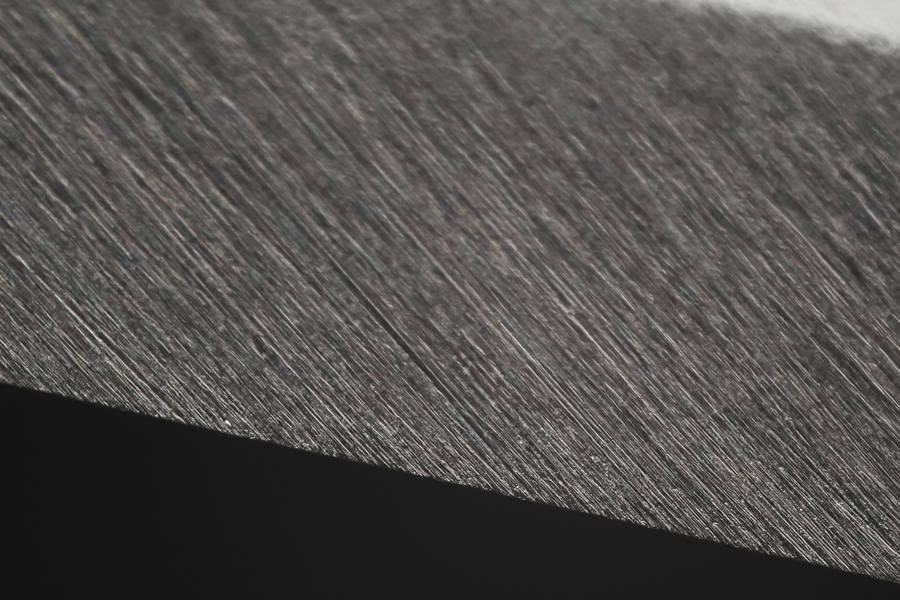
Третий снимок - результат работы на той же керамике после ТБ. Сделано 16 проходов - стороны менял по следующей схеме - 5/5 - 2/2 - 1/1. Кромка может не идеальна, но на этом абразиве по этой стали лучше сделать не всегда удаётся - по крайней мере всё стало однороднее, кромка агрессивна в резе и при том весьма остра - волос строгает:
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Беспредметная беседа - какая геометрия клинка? какой угол на РК? какой абразив?
Я точу убитые кухонные ножи водниками #1000/#3000 на 40? и ТБ ни разу не понадобился.
Кстати, я решил зафиксировать этот тест с гальваникой, сделав прямое сравнение с электрокорундом той же зернистости. Завтра допишу пост, опубликую и размещу ссылку.
Но только не в этой теме, а там, где особо рьяные были дифирамбы гальванике.
Я уже предвкушаю реакцию на результаты)))
Я как то пробовал винную пробку с люксором 0,3
Микроскопа к сожалению нет, но чисто интуитивно вроде ТБ получалось, хотя без таких увеличений, все равно не понять
Добрый вечер!
Ярослав, подскажите пожалуйста, какой из графитовых порошков Вы используете для засаливания шкурки.
Полез в инет, их там много разных.
Или любой подойдёт?
quote:Три года назад Евгений ответил Вам.Originally posted by darki83:
А если не делать ТБ вначале заточки, а в процессе (когда начали вылазить огрехи), нужно его выполнять на том же абразиве, на котором они выявились? Все таки ТБ лучше делать на шкурке или самом камне? Если на камне, то там "пружиности" трудно добиться?)
Посмотрите его ответ #15, в этой теме на первой странице.
Ярослав продолжил с видео.
P.S.
"И, Боже вас сохрани, не читайте до обеда советских газет!",
или тех, кто говорит что "Никто на практике его не применяет".
quote:Изначально написано Straykl:
Никто на практике его не применяет.
как минимум при устранении сколов это удобно.
quote:Originally posted by Вашитоман:
всё, что меньше 40 градусов, не имеет крепости и рабочести?
Мне кажется, что точить на угол меньше 36? смысла нет - стойкость нерабочая.
Для лёгкого реза имеет большее значение тонкое сведение, чем угол на РК.
(сорри, офф-топ)
Я тут плотно перекурил и обдумал ваш пост ещё..
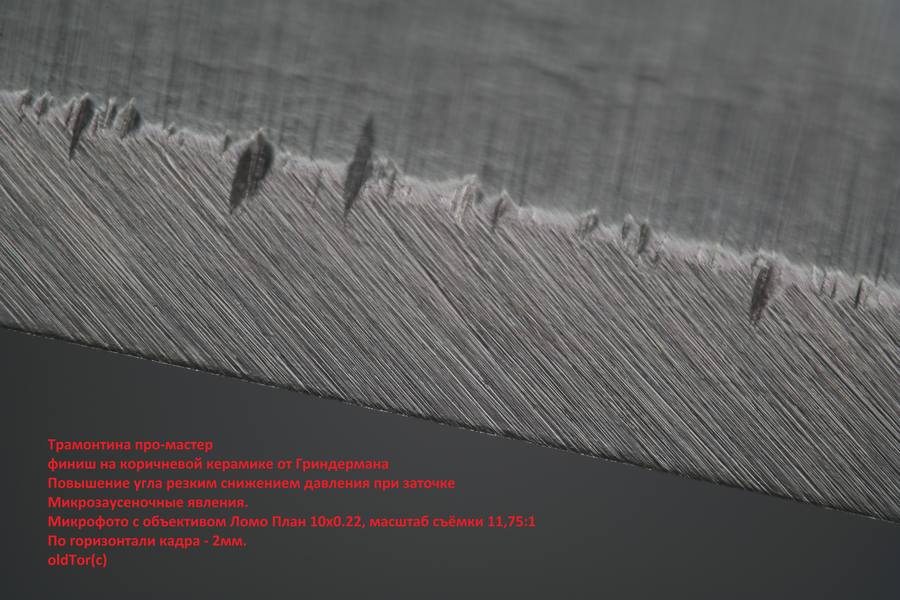
В общем, по-быстрому взял тестовый клинок из "кухонной нержи" и с минимальным давлением испортил его заточку, "приобщившись к сермяжному", в ракурсе произошедших давеча дискуссий о гальванических алмазах, которые "вжик-вжик и вася")
Выбрал такое в т.ч. потому, что это прискорбно широко распространённая практика...
Гальваника - чебоксарская, зерно 63/50, работа с каплей воды, практически без давления, нож - подубитая тестовая трамонтина сенчури, полный угол 35,6 градусов.
Чутка поточил, с полминуты, и сунул под МПБ-2.
Намерял заусенец ярко выраженный, шириной около 1 деления шкалы, а она там равна 50мкм., и заметный дефектный слой/корень заусенца позади него, немного отличающийся от выраженного уже заусенца, но заметный как раз некотором "выпячиванием" его на сторону при определённом угле падения света, шириной ещё с пол-деления.
Т.е. по самой грубой прикидке, чтобы получить кромку, хоть сколько-нибудь стойкую, надо удалить полюбому, примерно 70-80 микрометров...
Далее я добавил на пластину воды с каплей мыла для густоты и "демпфирования", снижения агрессии воздействия абразива и сделал по 5 проходов на сторону, меняя стороны каждый проход и стараясь ещё снизить давление.
Под микроскоп МПБ-2 снова - и вот, заусенка выраженная не отошла нифига, только стала длиннее, а вот "корень" позади неё я уже не вижу - я его выпрямил.
Измерение по шкале не показало, что я снял что-то заметно за это время - т.е. участок от границы фаски со спуском и до конца заусенца остался практически без изменений.
Возникает вопрос - а хорошо ли, что я выпрямил этот участок "позади заусенца"? Я ведь теперь не вижу, сколько надо снять, чтобы удалить уже усталую сталь. Правда, я записал, сколько был обработанный участок и я понимаю, сколько надо снять. Но если бы я этого не сделал?
Так что я не уверен, что это было полезным делом - лучше бы я, оценив наглядно масштаб проблемы, сразу бы сделал ТБ, выбрав весь явно сгибавшийся в разной степени участок. Сейчас я знаю, сколько надо убрать, только потому, что записал данные. Я бы и без них, затачивая на следующем абразиве, столкнулся бы с этим всем наново и всё равно бы удалил, сколько надо, но если представить, что это был последний абразив в сете, пусть и более тонкий и с дефектным слоем позади выраженного заусенца несколько более скромным? Многие запросто бы решили, что всё в порядке, и ограничились удалением только видимого краешка заусенчика и только, а когда нож сел бы после пары резов, сказали бы, что "сталь гуано и её всё равно не стоит точить тщательнее" - т.е. совершили типическую ошибку.
Какие будут соображения?
P.S.
Лишний раз убедился, что гальванику - ну нафиг, тем более по таким сталям. Даже если такую сталь затачивать, скажем, алмазом 40/28 на МО связке, который хоть и несколько мельче по зерну, но работает сопоставимо по производительности, я бы получил область, подлежащую удалению, шириной в 30-50мкм. от кромки при подобном же угле заточке по такой стали - знаем, замеряли.
А тут минимум 75-80 надо удалять.. ну и нафига оно надо.. потом дольше выходить на нормальную кромку более тонким абразивом...
И сведение клинка при таких раскладах тает на глазах, и куда быстрее, чем при теоретических расчётах утачиваемости при регулярной заточке грубыми и не очень подходящими абразивами... ну, конечно, если всё-таки хотя бы к финишу делать кромку нормальной, пусть даже и к очень грубому финишу, например, на электрокорунде F320 на твёрдой связке - после него полно по такой стали прорезов кромки, глубиной от гипотетической линии по вершине РК в 10-12мкм., но такого глубокого дефектного слоя нет и в помине... равно как и заусенка подрезается сама в процессе, даже ТБ не нужен. разве что для того, чтобы линию РК сделать более ровной, снова потом этим бруском выйдя на остроту "режет газету фигурно и бреет предплечье", но недотачивая до прорезов кромки.
Я не очень понял, какого масштаба явления имеются в виду, но не вижу препятствий, почему бы им не быть по целому ряду причин.
Цвета побежалости видимые - следствие возникновения оксидных плёнок на стали. Они образуются на воздухе за доли секунды. Даже на нержавейках, когда нарушена сплошность поверхности, не говоря уж про стали, у которых хром в основном не в твёрдом растворе, а в карбидах, невидимая из-за особой тонкости защитная плёнка оксида хрома будет прерывистой, и не будет мешать прочим, уже видимым, более толстым оксидным плёнкам, образовываться сколько им угодно.
Точечные более выраженные "очаги", где видимые цвета побежалости, т.е. интерференция света в оксидных плёнках - возможны запросто. Например, участок шлифовки, где повыбило карбиды и их агломераты, или куда попала горячая стружка или горячее зёрнышко при механизированной обработке, или, к примеру, капелька масла или, особенно, олеиновой кислоты - она сама по себе - катализатор прогрессии образования/удаления оксидных плёнок и вы наверное замечали, что когда работаем с олеинкой, при определённом направлении света у нас почти всегда всё в цветах побежалости. разумеется, попадание мельчайших капель кислых или солёных жидкостей на сталь - приведёт к тому же, как правило. Человеческий пот тоже самое может сделать.
Разумеется, это может быть и каверна питтинговой коррозии - даже если мы её уже удалили, у них часто бывает такая "окантовка" - как пятна бензина на воде. Также это может быть и локально перегретый участок стали - запросто. Если даже с него сполировать явные цвета побежалости, то менее заметные, уже только в оптику, они могут там появляться активнее и выраженнее, нежели на прочих участках клинка.
Скорее всего, отдельные пятна могут быть и вокруг неметаллических включений в стали, даже когда это само включение не видно при имеющейся шероховатости.
В принципе, многие и тонкие плёнки другого происхождения, масляные, жировые - также способны давать интерференционную окраску - свет проходит сквозь них, и отражаясь от стали под ними, проходя через них снова, даёт явление интерференции, которое мы видим, как палитру цветов.
Кроме того, надо отметить, что при косо падающем свете, интерференционную окраску могут давать просто очень равномерные частые риски - они способны вести себя как дифракционная решётка. А если на стали при этом местами есть выраженные оксидные пленки, то такие участки будут ещё сильнее окрашиваться для человеческого глаза.
Т.е. причин и довольно сплошных и локальных интерференционных окрасок на сталях может быть сколько угодно. Совсем не обязательно это перегрев, хотя он ими сопровождается тоже.
Локальный перегрев, например, остановились дольше на ленте или круге на каком-то участке заготовки - в этом месте могут быть крупные "пятна", где оксидные плёнки появляющиеся снова и на последующих этапах обработки, будут более явные, нежели в других местах.
Если у вас интерференционная окраска/цвета побежалости появляется после ТБ, к примеру, скорее всего это следствие наличия на абразиве, которым его выполняете, какого-нибудь масла, олеинки и пр. Но им всё-таки свойственно быть более равномерными по всей, прилегающей к обрабатываемой, поверхности, куда это масло или олеинка могла попасть.
quote:Изначально написано КромешНИК:Ярослав примите благодарность за полезную и наглядную статью (как в целом и весь сайт)
С уважением
Большое спасибо, я очень рад! 
С уважением
На очень тонком этапе интуиции маловато. Все-таки лучше оптический контроль под микроскопом.
Кстати, умение чисто убрать 0,5-1 мкм заусенки - это реально высший пилотаж.
Эти статьи по ссылкам есть в переводе, я на перевод давал ссылки неоднократно, продублирую:
https://www.liveinternet.ru/users/3488088/post354740948
https://www.liveinternet.ru/us...BD%D0%B5%D1%86/
На 2 часть я даже в этой теме в посте 34 уже давал отсылку через ссылку на свой пост с микрофото и обзором некоторых проблем с заусенкой на майабразив.
Рад, что понравилось! На здоровье!
P.S. В общем, резюмируя, я считаю возможным говорить, на основании теперь уже опыта нескольких лет и с разным режущим инструментом, что схема заточки с ТБ, хотя он и не всегда необходим, если его нормально применить - всегда даёт возможность получить бОльшую однородность РК при обработке его одним и тем же абразивом, не говоря уж о дальнейшей обработке более тонким или хотя бы просто более щадяще работающим.
При несущественном приросте затрат времени. Часто менее минуты, если речь о ТБ после префинишного этапа.
Наглядно и доходчиво. Спасибо.
quote:Изначально написано theorist:
Я вот пытаюсь. Можно попробовать нагрузить кромку так, чтобы заусенец сломался, а правильная кромка выдержала...
Я во время доводки периодически протягиваю РК с усилием через дерево. Не знаю насколько это помогает, но так спокойней.
И какие факторы вообще влияют на образование этих микрозаусенцев?
quote:Originally posted by oldTor:
Сводная тема по данному вопросу:
http://www.myabrasive.ru/forum/viewtopic.php?f=10&t=3
Спасибо, Ярослав!
Фундаментальная подборка.
Я описал только свои приёмы, да и то, только что вспомнилось...
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
к текущему модератору было бы неплохо подмешать немного николая_к
+100500
"О сколько нам открытий чудных". Применяют.
В т.ч. и фирмы-производители. Например, некоторые производители рубанков.
Знаю кучу народу, в т.ч. и коммерческих заточников, кто применяет. И благодарит Дмитрича за то, что в своё время это объяснил - существенно облегчило многим жизнь. Лично я применяю постоянно. И считаю, что это одно из самых важных знаний, которые нам дал Дмитрич.
Ну а отрицающих невежд всегда хватает, и трололо.
Я уже писал это и снова скажу: можно не париться насчёт "сдачи секретов" заточного дела в рунете - десятки способны воспринять информацию такого уровня и единицы использовать в своей практике. До остальных просто не доходит, да и не в поисках познания нового для себя, сидят они в интернете.
quote:Изначально написано oldTor:
Я это понимаю как то, что РК будучи приложена к поверочной плоскости, будет касаться вершинами шероховатости её равномерно по всей длине прямолинейного участка без провалов и выступов.
наводящий вопрос: без видимых глазом провалов и выступов? :)
quote:Изначально написано oldTor:
Мне кажется, в ракурсе "вводной" сформулированной на уровне ""прямая линия или гладкая кривая без перегибов". " это более чем достаточно.
так-то оно да. впрочем, непонятно, что именно имел в виду предыдущий оратор.
А что есть вриод Николая?)
quote:Мифы, это в древней Греции, а "память" металла к сожалению реальность, как и дефектный слой.Originally posted by inok1:
ПМСМ, неприятие ТБ возникает (и у меня в т. ч.) из-за того, что он, в ранних, "канонических" постах этого форума позиционируется как средство борьбы с мифической (применительно к стали) "памятью металла" и полумифическим "дефектным слоем".
В столярке у меня это случается чаще чем с ножами.
И дело тут не столько в заточке, а в работе с инструментом, в том числе и с ударными нагрузками.
Проще сразу сделать ТБ перед заточкой, и потом не думать о большом заусенце и как с ним бороться.
Возможно я криворукий и не умею затачивать инструмент, оспаривать не буду, но например нож киридаши по стелечной коже напоминающей фанеру, получается заточить только с ТБ перед финишем.
И дефектный слой тоже не миф, лучше один раз увидеть и знать как с ним бороться, хуже столкнуться с этим, и не знать что делать.
quote:Спасибо за замечание.Изначально написано shapirus:
замечу между делом, что указание номера страницы в теме не имеет смысла, поскольку количество постов на странице не является постоянной величиной, а может меняться от юзера к юзеру. по возможности избегайте этого и ссылайтесь на конкретные сообщения.
Впредь буду корректнее.
quote:Изначально написано inok1:
Соответствует среднему этапу слесарки: завершению заботы со спусками, подвод даже вчерне будет формироваться на следующем этапе.
Зачем смотреть в микроскоп после зерна 60 мкм по РК? Испугать собеседников?
Чтобы понимать, как и что происходит, анализировать надо происходящее на всех этапах.
Я речь о слесарке я вообще не вёл - она тут не при чём - речь о заточке.
А заточку выполняют, черновую, и на куда более грубых абразивах. В основном, конечно, на сталях потвёрже, но и на мягких формируют фаски на грубых абразивах.
Не говоря уже о том, что вся фабричная заточка выполняется первоначально на ещё более грубых.
А если не анализировать, что получается на любом этапе....
Именно потому, что многие этого не делают, они и приходят к неверным выводам, затачивая не подходящим абразивом, и потом винят сталь.
Вот, к примеру, черновая заточка сходной мягкой нержи - Аус-8 на кухонничке петти Канетсугу, на бруске 150 jis на основе карбид кремния:
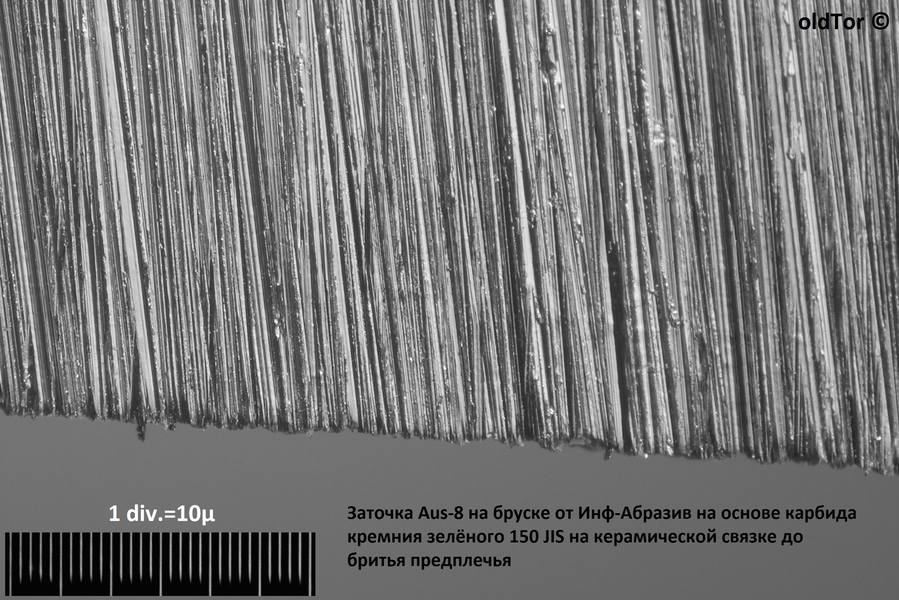
Легко можно видеть, что снимать с кромки недостатки нужно примерно на 25мкм, ну может с запасом, чуть больше, скажем 30.
Всего на ~30, а не на 50 и не на 70. А зерно тут ещё грубее!
Так что надо, надо смотреть, что получается в каких случаях, и анализировать.
Иначе будет сложно понять так наглядно, как влияет выбор абразивного инструмента под ту или иную группу сталей. Вкупе с практическими пробами работы по-разному заточенными клинками - мне важность этого и разность результата - очевидны, как и многим.
И я знаю, как соотнести то, что вижу, с тем, какие результаты в каких случаях показывает клинок.
Но для ещё более многих людей до сих пор это неочевидно и непонятно.
И они продолжают затачивать чем попало всё подряд, годами получая посредственный результат, при том что можно получать ту же или большую производительность съёма, _одновременно_ с куда более высоким качеством и при этом не расходуя ресурс клинка зазря.
Я прекрасно знаю, как много людей обдирают даже кухонную нержу на гальванике и даже более грубой, чем 63/50, потом берут какую-нибудь в лучшем случае порядка F500-600, т.е. примерно около м14-м10, и получают чёрт-те что. Но при том уверены, что всё в порядке, и плодят мифы о том, что даже вполне приличная по качеству в целом и по стойкости в частности, сталь - "плохая, не держит заточку". А гальваника "хорошо подходит для таких задач". Т.е. "два и два" они связать не в состоянии....
По моему опыту, из, скажем, 10 клиентов, ругающих сталь на каком-то ноже и просивших "сделать с ним хоть что-то", примерно в 8 случаях дело было не в стали, вот даже не близко, а в том, как и чем клинок обслуживали.
quote:Наверное как акын.Originally posted by inok1:
поэтому, как чукча, что вижу, о том и пою
quote:Следуя Вашей логике, ведущие компании в производстве столярного инструмента Lie-Nielsen и Veritas выпускают откровенный брак.Originally posted by inok1:
Да, бывают ножи и проч. режущие инструменты, не соответствующие вышеописанным условиям.
Задавал вопрос о них Дм. Коржову, получил ответ в том смысле, что это, безусловно, брак, но профессионал должен уметь заточить и бракованный нож.
Только так я могу толковать Ваши слова.
И тут конечно важно понимать, что говорится под адекватным использованием.
Например я работал по сучку стамеской с углом заточки 37-38 градусов.
Вполне адекватная заточка для такой работы.
Получил замин, убрал его заточкой без ТБ.
Через пару минут вновь заточенной стамеской на РК в том же месте опять замин.
Косяк производителя или косяк заточника?
Конечно я виноват, не умею затачивать столярный инструмент.
Вновь переточил, но иначе.
Сделал ТБ перед грубой заточкой и перед финишем.
Замины конечно были в последующей работе (сучки никуда не делись), но в другом месте, и не такие большие.
Это просто пример из жизни.
Вам я могу только позавидовать, что у Вас всё так легко и просто.
quote:Теперь по сути.Originally posted by inok1:
Теперь по сути.
В технике в ответственных деталях и конструкциях, как правило, не применяют стали (с учётом режима ТМО), подверженные хрупкому разрушению.
Вы не поняли.
Хрупкое разрушение и дефект на РК который невозможно убрать только переточкой с выходом на заусенец, это разные вещи.
Хотя и на вязких сталях могут быть сломы в районе РК.
Один из наглядных примеров ползущих дефектов - цикля.
После заточки и наводки заусенца она работает не более пяти-десяти минут.
Далее либо переточка, но чаще перенаводка заусенца.
Убрать сношенный заусенец и навести новый.
Только разрушения на кромке остаются, и с каждой перенаводкой они только увеличиваются.
Поэтому цикля "живёт" с утра и до обеда, редко выдерживает до вечера, учитывая что у цикли четыре режущих кромки.
Если Вы так хорошо разбираетесь в технике, особенно в ответственных деталях и конструкциях, подскажите какие стали без проблем выдерживают ударные нагрузки с сохранением приличной режущей кромки. У меня PMV-11, А2, О1, ШХ-15, 9ХФ, есть ещё столетняя "шведка" кабинетка из литьевой стали, одна "японка" не знаю из чего, и столетние стамески Stanley Everlast.
Их что, все в топку?
На РК у них бывают замины от ударных нагрузок, "лечится" техбарьером.
Простой переточкой убрать их сложнее.
Разрушения были только на "японке".
По ножам.
Поймите правильно.
Техбарьер, это не что то ужасное.
Вы, и иже с ними, понимают это именно так.
Только есть разница в том, как, где и когда это необходимо.
Например, убрать глубокий скол на РК делая ТБ на офисной бумаге и шаржированной в неё полировочной пастой можно до еврейской пасхи, проще это сделать на грубом камне. Важно после удаления всех дефектов грубым абразивом, довести линию РК хотя бы до этапа тонкой заточки.
То есть убрать все грубые риски с затупленной режущей кромки.
Только после этого можно приступать либо к заточке с увеличенными подводами, либо сводить спуски до минимума, но это всё индивидуально.
Понятно, что РК будет иметь какую-то шероховатость. Но про диапазоны таковой вообще не было сказано!)))) Да я и не ожидал) Было сказано "прямая линия или гладкая кривая без перегибов".
(оцените качество формулировки!)
Я это понимаю как то, что РК будучи приложена к поверочной плоскости, будет касаться вершинами шероховатости её равномерно по всей длине прямолинейного участка без сильно отличающихся от значения шероховатости провалов и выступов. То же самое - с контрольной криволинейной поверхностью и проверкой криволинейной же РК по ней.
Я показал, в частности, примеры микрофото выполненных работ с субмикронным разрешением, где линия РК, как максимум, имеет впадинки не превышающие ширины штриха шкалы объект-микрометра, имеющего таковую по старому ГОСТ, по которому он был изготовлен: 2мкм. +- допустимая погрешность 0,5мкм.
Мне кажется, в ракурсе "вводной" сформулированной на уровне "прямая линия или гладкая кривая без перегибов" этого более чем достаточно.
Насчёт "координат и привязок для сопоставления":
У меня, навскидку, на микрофото представленных, погрешность выходит сопоставима со средним значением достижимой тонкости РК (именно РК, а не микрозаусенца или фольги при оверхонинге) на подавляющем большинстве ручного режущего инструмента из широкого диапазона сталей - т.е. около 2мкм.
Вот это значение я считаю вполне адекватной привязкой сопоставления "ровности и гладкости" РК с её тонкостью, для сталей в нормальной термичке и с достаточно мелкой структурой. Хотя, на микрофото с направкой - я показал такой результат по х12мф от Чебуркова - а у неё структура совсем не мелкая. Хотя и помельче, чем у х12мф "обычного серийного разлива".
Можно и увеличить допуск, делая поправку на кучу ножей из сталей в абы какой термичке, у которых крупноватое зерно или чрезмерная насыщенность карбидами, и особенно, делая скидку на то, что некоторые тут только "нержу за 2 бакса"(с) затачивают, у которой обычно структура оставляет желать сильно лучшего - редкие карбиды хрома конского размера там сплошь и рядом попадаются. Так что я предложу привязку к значению, скажем, тройному - т.е. пусть будет порядка 6мкм. Или даже, для круглого счёта возьмём 10мкм.! Годится? ))
Вот пусть научатся делать хотя бы так. А то ведь и это, по-видимому, у некоторых "невозможно" и "не бывает")
С меньшим же допуском, чем я уже показал, я могу сделать. При заточке. Хотя считаю, что это имеет практический смысл только при доводке и то не всегда.
"Характерная ширина риски данного абразива" не годится как критерий, так как это переменная величина в зависимости от состояния абразива, затачиваемой стали, её структуры в т.ч., угла заточки (от чего зависит упругость РК) и пр. Более того - я не раз показывал, как легко и просто делается разная эта самая ширина риски на разных фасках одного клинка, в зависимости от действий заточника.
Так что такая привязка не годится - она такая же "надёжная", как сопоставление размера зерна без учёта прочих характеристик абразива, с получаемой на нём шероховатостью.
quote:Originally posted by Straykl:
Ну например?)
Естественно "например".
Может и не понадобится,но на этих этапах легче "завалить" дело необдуманными действиями.
По этому - например
quote:Изначально написано psnsergey:
Да, спасибо.
Кстати. Нержавеющие стали (это менее выражено у, по-моему, аустенитных) после перегрева становятся очень даже ржавеющими. Очень заметно на свариваемых изделиях типа полотенцесушителей и т.п., когда их "забудут" термообработать после сварки - они текут в основном в зоне швов.
Я нож столовый нагревал и резал им пластик. После этого забыл о нем надолго, через какое-то время он попался мне на глаза, так там лезвие полностью проржавело. Старый советский столовый нож, у всех такие были, на лезвии нерж штамп стоит.
quote:Изначально написано Вашитоман:
Перечитайте тему с начала, там есть ссылка на тему про заусенец, её тоже перечитайте. Особенно Дмитрича.
про заусенец я бы советовал в первую очередь вдумчиво читать https://scienceofsharp.com/2015/01/11/what-is-a-burr/ и scienceofsharp.com , а потом уже описания практик, наработанных в ходе получения эмпирического опыта.
Сводная тема по данному вопросу:
http://www.myabrasive.ru/forum/viewtopic.php?f=10&t=3
Мои видео, где есть про тб более-менее подробно:
Правда, в ракурсе подготовки бритвы к заточке. Выбранный материал и мягкая подложка касаются обработки криволинейных РК.
При работе с прямолинейными РК, мягкой подложки не нужно, но если речь про ранние этапы обработки, то тем не менее, шкурка на твёрдой ровной подложке годится (при выполнении ТБ на тонких этапах, при прямолинейной РК - лучше всё-таки твёрдый ровный камушек) - об этом есть в следующем видео:
Там же речь про ТБ как гарантированный способ удаления заусенца.
Что касаемо ножей но опять-таки на раннем этапе - показывал в т.ч. вот тут -
хронометраж - 31:03 по ссылке:
На тонких этапах обработки, в т.ч. на префинише (в т.ч. на преддоводочном) принципиальная разница лишь в том, что для снятия буквально 2-6мкм., часто бывает достаточно одного-двух проходов. И если шкурка засаленная графитом - всё равно слишком много может снять (на мягких сталях при малом угле заточки, например), то я вот пользовался вариантом, описанным в посте 108 этой темы.
Каким движением - поперёк РК "покачивая", как показывал с бритвой или вдоль РК как бы "движением реза" - уже что удобнее с конкретным инструментом.
Да, не помню, говорил ли я это в видео, потому отдельно отмечу - использование для выполнения ТБ тонких твёрдых камней не всегда получается успешно применить, потому я такой вариант использую очень редко и только на инструментах с идеально прямолинейной РК, а камень для ТБ соответственно должен иметь идеальную плоскостность (или максимум быть сегментом очень большого цилиндра вдоль или поперёк камня, смотря как прикладывать инструмент - т.е. чтобы при прикладывании к камню кромки, она везде одинаково точно к нему прилегла). Если же РК криволинейна, то за пятном контакта с камнем уследить трудно так, чтобы снять при ТБ везде одинаково и при том умудриться нигде не посадить замятие на РК - а ведь спиливая там микрозаусенку, это сделать легче лёгкого и тогда уже придётся снимать ещё с запасом и возращаться на намного более ранний этап обработки.
Вах,просто - очень приятно смотреть на фото!
Содержание конспекта,конечно,тоже на высоте.
Спасибо!
Вашитоман можно сказать заступился за вас (Батек), а вы его так "осекли"!
quote:Изначально написано inok1:
Специально для Вас формулирую качественнее:
"кривая, вторая производная которой не меняет свой знак".
то есть, речь об отсутствии рекурвы, а не дефектов на микроуровне. так?
quote:Изначально написано inok1:
и полумифическим "дефектным слоем".
вот тут дефектный слой показан непосредственно:
https://scienceofsharp.com/201...-damage-part-1/
видна корреляция его глубины с рельефом обработанной абразивом поверхности.
вопрос о характеристиках этого слоя, впрочем, в рамках этой статьи не раскрывается.
трещин, кстати, никаких не наблюдается.
подповерхностные трещины, возникающие в процессе заточки в карбидах высоколегированной стали, показаны тут: https://scienceofsharp.com/2021/09/14/carbides-in-k390/
сразу следует предостеречь от поспешных выводов, которые радостно сделали многие люди с не основывающимися на металловедческих исследованиях убеждениями: мол, агааа, а мы же говорили, что алмазы портят сталь!
но, нет, нифига, если внимательно читать статью и комментарии к снимкам, то можно понять, что дело вовсе не в алмазах, а в циклических перегибах металла вблизи и за пределами линии пересечения плоскостей заточных фасок. повреждения карбидов от воздействия собственно абразива есть, но они распространяются на малую глубину и, как обычно, уходят вместе со снимаемым металлом по мере перехода к более тонким стадиям обработки.
если делать выводы из этой статьи, то следует говорить скорее не о вреде алмазов, а о вреде избыточного давления и неподходящих для определенных сталей слишком малых углов заточки, заставляющих зону вблизи режущей кромки испытывать чрезмерные для данной стали пластические деформации.
технологический барьер -- это просто способ облегчить (сделать более контролируемой, а часто и ускорить) себе работу. сняли заведомо поврежденный металл, выровняли линию режущей кромки -- и вперед, сводить фаски на более тонком абразиве, который уже не повреждает металл на большую глубину. можно и без него сточить это все, но есть риск, что лохмотья на кромке, оставшиеся от предыдущих камней, по мере стачивания металла и утоньшения РК и прилегающей области будут выламываться вместе с кусками кромки глубже той линии, которая была бы образована при создании ТБ, и тогда создание равномерной линии РК займет больше времени, чем если бы сразу был сделан ТБ.
quote:Изначально написано theorist:
Я вот пытаюсь. Можно попробовать нагрузить кромку так, чтобы заусенец сломался, а правильная кромка выдержала...
Не выйдет. При отходе заусенца нагрузкой на кромку, он либо тянет за собой её фрагменты, либо после него остаётся т.н. "бородка" на РК - я в видео показывал и в микрофото. Собственно, "бородка" часто остаётся и при отходе его как бы "самостоятельно", т.е. без "подрезки" заусенца сменой направлений движений при заточке.
quote:Изначально написано mtn2:
Я во время доводки периодически протягиваю РК с усилием через дерево. Не знаю насколько это помогает, но так спокойней.И какие факторы вообще влияют на образование этих микрозаусенцев?
Очень зря. кратко - см. ответ на предыдущую цитату. Но есть и другие проблемы. Кто наблюдал на микроуровне результаты подобного - давно отказались от таких методов. Я тоже когда-то такими пользовался, причём с разными материалами, очень давно, правда без усилия - кромка штука нежная и нагружать её нецелевым образом не стоит. Кроме того, если заусенец достаточно короткий и толстый, он может таким образом и никак не удалиться, а скажем просто выпрямиться или согнуться чуть иначе и только.
Я вот очень рад, что нашлись в своё время спецы, объяснившие, что к чему и показавшие альтернативу. Позже, уже имея возможность наблюдать и сравнивать в хорошую оптику - убедился в очередной раз в их правоте.
Отчасти те же, что и при заточке при образовании крупного. Но на доводочном свои нюансы.
Изучайте посты 13-14 по ссылке и вообще тему (отдельное внимание на пост 5):
quote:Originally posted by oldTor:
зерно 63/50
Соответствует среднему этапу слесарки: завершению заботы со спусками, подвод даже вчерне будет формироваться на следующем этапе.
Зачем смотреть в микроскоп после зерна 60 мкм по РК? Испугать собеседников?
quote:Изначально написано shapirus:
про заусенец я бы советовал в первую очередь вдумчиво читать https://scienceofsharp.com/2015/01/11/what-is-a-burr/ и scienceofsharp.com , а потом уже описания практик, наработанных в ходе получения эмпирического опыта.
И вот эту тему, уже упомянутую здесь:
forummessage/224/10
quote:Изначально написано oldTor:
Это можно получить и при заточке. Не говоря уже про доводку.
если говорить строго, то нельзя. все зависит от того, в каком масштабе мы наблюдаем линию РК. то, что невооруженному глазу кажется идеально ровным, под лупой уже будет иметь изъяны, а та в свою очередь покажет ровным то, что окажется щербатым при рассмотрении под оптическим микроскопом, ну и так далее.
строгий идеал будет достижим, и то не на полные сто процентов, только в монокристалле без дефектов (существующем только в теории или в масштабе, может, десятков-сотен атомов), при абсолютном нуле температуры, который на практике тоже недостижим.
поэтому надо обозначить какие-то допуски, когда мы говорим о равномерности РК. например, можно поставить задачу получить неравномерность РК в плоскости симметрии клинка (то же самое и в других плоскостях) не более характерной ширины риски данного абразива. или, скажем, нескольких ширин. или задать это в абсолютных величинах или относительно возможностей, которые дает определенный метод оптического наблюдения или другого контроля.
quote:В этом все и дело, без микроскопа понять что ты сделал на микронных уровнях, не возможно. Ну да стругает волос, а чем именно все равно не понять, заусенкой или чистой РК..
Я вот пытаюсь. Можно попробовать нагрузить кромку так, чтобы заусенец сломался, а правильная кромка выдержала...
quote:Originally posted by Вашитоман:
Купи ножи получше
Ну не свернётся в трубочку, а будет скол - и смысл? (сорри, офф-топ)
quote:Изначально написано inok1:
..
РК никогда не представляет собой идеальной прямой или гладкой кривой без перегибов.
При заточке
У вас - может быть и никогда. И никогда не будет, пока таков подход.
И это только обозначает, что вам есть к чему стремиться.
Это можно получить и при заточке. Не говоря уже про доводку.
Вот, первый попавший под руку пример - нож со строго прямолинейной РК - прямая тут есть, "перегибов" нет:
И это - как раз заточка, а не доводка.
Или вот другой - направка после заточки - доводка опять-таки не выполнялась, а весь вариант такой заточки вкупе с направкой - сделан ради повышения агрессии реза - РК "в нитку" гладенькая с выраженным рельефом рисок, при том, на фасках:
На снимке - прямой участок РК ножа, имеющего и скругление к носику.
Или вот ещё, из недавнего - рубанок (к слову - у него, как и многих рубанков - с завода выполнен тех. барьер после создания заточной фаски, и предполагается, о чём часто в сопроводительной брошюрке пишут, что пользователь после этого будет создавать вторую фаску) - отклонение от прямой есть мизерное к самым уголкам - общая линия РК - прямая. Конечно, тут не микрофото, а всего лишь макро, но и на фото ещё грубоватая заточка на вашите показана - где тут "перегибы" или отклонение от прямой, за исключением специально выполненного мизерного скругления к уголкам?
И кстати, тех. барьер я тут не делал - он ранее был сделан, повторюсь, на заводе. До толщины РК 45мкм. после грубой обдирки, и при том сделан как следует и будущая РК была гладкой и равномерной - т.е. всё, как надо, чтобы нормальный пользователь затем самостоятельно легко и быстро за несколько минут всё заточил.
Более того - для кучи инструмента, наличие РК в виде строго прямой линии - является непременным условием нормальной работы инструмента, для которой он вообще создан, а отсутствие "перегибов" в принципе даже не обсуждается. Их быть не должно.
И как раз для того, чтобы это выполнить - делают тех. барьер во многих случаях, так как без него это получается далеко не всегда.
Но иногда получается. А если нет - вот как раз и есть темы вроде этой, чтобы объяснить, как это получать не при случайном стечении обстоятельств, а стабильно и повторяемо.
Прежде чем говорить, что что-то невозможно и не бывает, стоит выяснить - не бывает _вообще_ или только у вас. А то у вас получается мифотворчество из разряда заключительных реплик мартышки в басне "мартышка и очки".
quote:Ответить проще цитатой - "Терминологию мы не будем оспаривать."Originally posted by Emiliokazanova:
Насколько верно употребление термина ТБ в случае, когда мы готовим клинок к переточке и подрезаем бывшую рк вместе с дефектами?
Ситуация - на клинке сколы(еще другие дефекты) я употребляю этот термин, насколько я прав?
по сути прав а по сути нет,а по сути да, что скажете
Дефекты не берутся из ничего, если они появились, то это следствие работы режущим инструментом. От чего появился дефект на РК - дело десятое, его просто нужно убрать перед заточкой. И проще это сделать техбарьером, и потом не иметь проблем, а как это будет правильно "обзываться" мне не важно, важнее - я понимаю что делаю.
Ярослав сделал попытку объяснить что такое техбарьер, я с ним соглашусь.
Заниматься казуистикой, тут техбарьер, а при определённых условиях, когда на этапе тонкой заточки это вновь актуально, но это с натяжкой можно назвать ТБ, мне не интересно.
Это мой ответ как я вижу и понимаю ТБ.
"Это не диверсия ..., мы только заберём ..."
quote:Изначально написано Евгений_Е:1. Кромка сильно повреждена и я сразу вижу, что надо делать ТБ иначе наверняка будут проблемы.
.
Давайте последовательно
Какие проблемы наверняка вылезают при сильно повреждённой кромке?
quote:Я точу убитые кухонные ножи водниками #1000/#3000 на 40? и ТБ ни разу не понадобился
так кухонной нерже в 49-52 HRC ТБ действительно ни к чему..
Так что на чем всетаки лучше делать тб: наждачка с подкладкой мягкого или камень, на котором работаешь при заточке?
quote:Изначально написано shapirus:
про заусенец я бы советовал в первую очередь вдумчиво читать https://scienceofsharp.com/2015/01/11/what-is-a-burr/ и scienceofsharp.com , а потом уже описания практик, наработанных в ходе получения эмпирического опыта.
Как говорится: "Нет пророка в своём отечестве".
Прежде, чем предлагать материал по ссылкам для ознакомления, неплохо узнать на сколько хорошо знают английский.
Ибо "Не все заканчивали школу с английским уклоном", или свободно владеют английским.
А Если предлагаете новичку подобное, то неплохо приложить кратенький перевод.
То о чём написано Дмитричем, на мой взгляд, обладает максимальной информативностью, и удобством для восприятия, а вот статьи по ссылке, в качестве дополнения, как наглядное пособие (в этом случае даже знание языка необязательно).
П.С. Может подскажете Качественный труд по теории заточки, а то всё эмпирический, да эмпирический опыт, а с нормальной теорией проблемы. 
С Уважением, Владимир.
Я полагаю, что это правильно, так как направление обработки принципиально иное и именно оно создаёт "барьер" для расползания по направлению старых рисок микротрещин от каверн, сколов и зазубрин, "хвостов" от крупных отдельных заминов, загибов и пр.
А микротрещины, преимущественно, идут именно так, ибо риски предыдущей заточки, особенно ежели была грубая и/или выполненная без удаления их полностью с некоторым запасом (т.е. без удаления дефектного слоя), являются концентраторами напряжений и очагами коррозии (в т.ч. часто на "нержавеющих" сталях - "ржавеет всё, дайте только достаточно кислую среду"(с)). Тем более, есть куча примеров, когда питтинговая коррозия распространяется именно "вглубь" клинка больше, нежели в стороны - вдоль РК. Охрупченные края каверн часто провоцируют микротрещины и те, в свою очередь, опять-таки активно начинают ползти по направлению рисок, и уже за ними продолжает ползти коррозия от первоначальных очагов - представь в динамике - это довольно частая штука.
Практика показывает, что именно выполнение в таких случаях ТБ, с принципиально другим направлением обработки и приложением нагрузки, обеспечивает, в отличие от "просто сточить косяки обычным образом, пока не уйдут", прекращение всех, либо большинства таких "распространений" далее. Следовательно, "барьер" был "поставлен".
Вот если ты просто изменил криволинейность РК, не имеющую подобных дефектов (например, выправил равномерно затупленную РК без иных деформаций, получившую по мере множества правок "рекурву" и пр. или скорректировал рекурву изначально бывшую на клинке более аккуратно, ну или ещё что-то подобное) - то корректнее говорить о "коррекции линии РК методом выполнения Тех. Барьера", но не о собственно Тех. Барьере. Ты ведь в такой ситуации "барьера" распространению каких-то деформаций и не ставил в силу, допустим, отсутствия таковых.
Ну, если придираться к формулировкам.
Я считаю так.
Т.е. зависит от того, была затупленность инструмента "ненормальной" или "нормальной" - поясню термин:
"Затупленность следует считать нормальной только тогда, когда лезвие стёрлось (сносилось и заовалилось) в процессе работы. При наличии мелких или больших зазубрин, загнутости острия или ломаного лезвия, затупленность следует считать ненормальной".
Источник:
Наладка и заточка плотничного и столярного инструмента.
М. М. Хлебосолов. Ленинград, 1970. Стр.4
Я вижу здесь прямую параллель с большинством ножей (не говоря уж о бритвах или резчицком инструменте) - нормальное затупление при резе материалов, для которых был выбран актуальный угол и финиш, при пользовании им адекватно, происходит равномерно и без существенных деформаций. Если же ножом пользовались вместо отвёртки или фигачили по костям или строгали и "поймали гвоздя", заполучив серьёзные деформации - то это ненормальное затупление. Равно как ненормально иметь деформации на РК от недовыведенных ранее или допущенных позднее из-за скверного ухода за клинком каверн от коррозии, например.
Т.е. этот термин упирается в культуру пользования инструментом во многом.
Для краткости его удобно использовать, так как, по-моему, вполне ясно, что считать "нормальным затуплением" а что "ненормальным".
quote:Изначально написано inok1:
Соответствует среднему этапу слесарки: завершению заботы со спусками, подвод даже вчерне будет формироваться на следующем этапе.
Зачем смотреть в микроскоп после зерна 60 мкм по РК? Испугать собеседников?
Вы видимо Р60, путаете с 60мкм, поэтому испуганные собеседники маячат на горизонте))
quote:Originally posted by Happy Buccaneer:
по 1000 мастер делал барьер.
http://www.youtube.com/watch?v=wXkjXfuNbpg
на 0:20 по времени.
quote:Originally posted by oldTor:
Вы не первый, кто тему не читает, и снова задаёт уже обсуждавшийся вопрос.
Ранее на него отвечал уже
Ярослав, они спасибки пишут, но я чувствую, что они вас не читают - иначе было бы хоть какое-то обсуждение - что у кого получается.
А так выходит, что и не прочитали и не попробовали - ни теории нет в голове, ни практики в руках, а это полный алес.
Спасибо за ссылку на ссылку - прочитал, но всё равно ТБ выше моего понимания - зачем затуплять заточенную РК?
Мне объяснили, что ТБ нужен только для премиумных сталей, но я сомневаюсь.
quote:Originally posted by darki83:
Обьясните, а ТБ делается в самом начале заточки? При каждой заточке или один раз для одного ножа? На чем лучше делать: наждачка или камень и какой зернистости?
Если есть крупные сколы на кромке, т.е крупнее размера зерна абразива, например глубиной 2 мм, то перед созданием новых подводов будет правильно сделать новый контур клинка - стачив скол и создав новую дугу кромки. То же самое и при любых других изъянах выходящих на кромку. Если таких проблем нет и нужно штатно освежить заточку убрав микроскопические сколы или замины, просто начинаем заточку.
При обдирки, если выходите на кромку и добиваетесь жирного заусенца, перекидывая его туда-сюда, стоит от него избавиться перед переходом на более тонкие бруски. ТБ очень хорошо с этим справляется.
При тонкой заточке, если наблюдаете мелкий заусенец, который не хочет уходить, помогает ТБ.
При тонкой заточке, если на тонких брусках вдруг появляются сколы в одной точке, стоит их сточить и они появятся снова - значит на этом месте есть микротрещина и от заточки она углубляется - вы можете сточить по фаске хоть целый мм, но скол появится снова. Здесь стоит выполнить ТБ.
Во время доводки, если острота прирастает не однородно и часть клинка уже набрала нужную остроту, а другая никак не хочет - стоит сделать ТБ и начать с предыдущего бруска.
Само собой ТБ на разных этапах выполняют различными брусками или шкурками. Ярослав всегда пишет о шкурках засаленных графитом. Мне шкурки не понравилось использовать и я делаю ТБ на брусках. Использую в том числе мягкие бруски.
Движения у меня либо такие-же как у Ярослава на шкурки - полосканий, либо как заточка, но с половинным углом 50+ градусов, когда на кромке будет тупой угол. Для грубых этапов на брусках бывает проще выполнять ТБ как заточку на тупой угол, и заодно намечается линия рк на которую потом можно ориентироваться. На тонких этапах, например тонкой заточки, ТБ делаю вообще без нажима, даже убрав вес клинка - просто едва касаясь бруска. Здесь удобнее полоскательные движения.
Иногда выполняю ТБ подвижным абразивом, беру бланк яшмы или арканзаса как для апекса, но у меня не наклеены и едва касаясь выполняю ТБ. В этом случае удобно формировать перпендикулярную поверхность и по блику следить за исчезновением сколов. При ТБ на доводке, просто делаю 2-3 прохода по кромке и все, бликов без микроскопа не вижу.
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
Ярослав, почему мне кажется, что конкретно абразивная бумага ослабляет кромку? Судя по твоему замечательному снимку, видны ярковыраженные продольные риски на весьма деликатном сведении, возможно на том микроуровне они будут играть такую-же роль как и от протяжных точилок на макро.
Наждачная бумага чем хорошо, тем что она погружается немного и снимает заусенцы, как слева так и срава ну и подрезая вершину, на фото в принципе можно понять на сколько. Последующая обработка рк, подразумевает перекрытия продольных рисок? Если да, тогда понятно, если нет, то такая обработка, может привести к более быстрому разрушению рк.
у меня после мех заточки тб не убирает заусенец, потому что он жесче и более ярковыражен. Я делаю так, полирую рк, чтобы заусенец оторвался вместе с частью рк, потом делаю тб, и уже после этого дотачиваю, пока это единственное здравое решение избавится от зауся и сделать тб.
Пробовал на гринбразилиане, но он слишком тонкий, пробовал на мягкой связке суехиро 3000 грит, так же безрезультатов, только после удаления заусенца ,я делаю тб потом дотачиваю, а удаляю я его вышибанием из рисок заполняющим их полировальщиком, тогда получается картина, примерная твоему первому фото из трех.
quote:Вам скучно стало?Originally posted by Straykl:
Из ножа можно шило сделать только болтая про заточку))
Решили поболтать?
Originally posted by oldTor:
зерно 63/50
quote:Изначально написано inok1:
Соответствует среднему этапу слесарки: завершению заботы со спусками, подвод даже вчерне будет формироваться на следующем этапе.
Зачем смотреть в микроскоп после зерна 60 мкм по РК? Испугать собеседников?
inok1,
А как зернистость (63/50) может являться критерием "завершения работы со спусками"?
Ни к ровности спусков, ни к шероховатости их поверхности, зернистость ну так себе отношение имеет по мне.
Даже в теме про т.б.,даже если это сведение "в ноль" среднестатистических ножиков.
Технологический барьер, что это такое?
Есть много вопросов:
- для чего его делать?
- как его делать?
- какими абразивами?
- особенности на ножах и бритвах?
- контроль достаточности?
- ссылки на видеопримеры (лучше один раз увидеть, чем 100 раз услышать).
quote:Originally posted by yemz:
То есть убрать все грубые риски с затупленной режущей кромки.
Только после этого можно приступать либо к заточке с увеличенными подводами, либо сводить спуски до минимума, но это всё индивидуально.
Так точно!
И ,далее,на любом этапе,делаем т.б.-только разными способами:
смена наклона рисок -в плоть до параллелей (подрезание),смена направления, давления,работа с суспензиями..это ,по сути тех барьер(скрытый),а - прямое срезание ,это один из приёмов (и только).
forummessage/224/10
пост 108 от Дмитрича. второй ряд первый рисунок слева на картинке - технологический барьер.
http://www.youtube.com/watch?v=3ACJrAI3SxM&t=3m59s
в общем, как всегда, курите форум.
еще было видео тоже по бритвам. но там, на сколько помню, по 1000 мастер делал барьер.
Такой нерже вообще ничего ни к чему - индия файн и мусат.
Кстати, кокрастыке наеоборот, заусенец на такой нерже дуже поганый. Потому грубая заточка и мусат, периодически перед переточкой подтуплять.
quote:Отвечу только за себя.Originally posted by Батёк:
Так и не понял сакральности ТБ.
А что, до этого "открытия" все точили не устраняя сколы и замины?
Возможно Вы не поверите, но да, так и точил.
Начиная со столярного училища и до тех пор, пока не поговорил с Владимиром Дмитриевичем по телефону, был искренне уверен в том, что выходя на заусенец я устраняю и проблемы с дефектами РК.
Поверил не сразу, да он и не настаивал в нашем разговоре о необходимости ТБ.
Как истинный интеллигент, просто предлагал попробовать и сравнить с тем как я затачивал раньше.
Иными словами он советовал, но выбор оставлял за мной.
Попробовал не сразу, как и Вы упирался до последнего, но однажды попробовав, мои сомнения отпали в мгновение.
quote:Да, учили, и что?Originally posted by Батёк:
Ах, ну да - до этого всех учили точить до заусенца.
Раньше и интернета не было, о чём могу только жалеть.
Сейчас есть, но не всем это нужно.
Вот те знания что есть сейчас, да в прошлое..., только об этом и жалею.
Мне вот вчера внучка принесла подарки слепленные из пластилина.
Она увлекается миниатюрой.
Овечка-аптечка, авокадо-бегемот, крыска-ириска, кокос-утконос и т.д., но больше всего меня поразила просто бабочка и гусеница, точнее их глазки. Зрачки чуть больше тупья иголки которой я шью ножны. На мой вопрос как это сделано, она ответила: "Деда, всё просто, сначала катаешь белый шарик, потом расплющиваешь его пальчиками и вставляешь чёрный зрачок".
На словах действительно всё просто, но я даже не пытаюсь повторить.
Я уверен что Вы даже не пытались сделать ТБ, но всегда его осуждаете как избыточный или бесполезный, или не понятный.
Просто попробуйте, всего один раз.
Это не глазки бабочки и гусеницы, всё намного легче и проще.
P.S.
С первого раза может и не получится, зависит от многих факторов, но это точно работает.
quote:Изначально написано shapirus:
то есть, речь об отсутствии рекурвы, а не дефектов на микроуровне. так?
Да, только скорее геометрических микроотклонений, из-за которых заточка по длине клинка происходит вначале неравномерно.
Всегда воспринимал заточку как процесс геометрический, здесь же узнал о роли структуры стали и мн. др.
Переварив узнанное, понял, что многие приёмы и явления можно, если речь не идёт о хрупких материалах, продолжать рассматривать чисто геометрически, без привлечения лишних понятий, Оккам, думаю, одобрил бы.
Но, как говорится, не зашло, Вы правы, что альтернативные мнения часто воспринимаются не как поиск истины, а как ересь, подлежащая суду инквизиции.
Насчёт иностранных языков рад был бы с Вами согласиться, но увы...
Если Вы сумели преодолеть языковый барьер, то честь Вам и хвала, но не у всех получается.
Ладно, пора закругляться.
Йемз, Вам отдельное спасибо, пока скажу только, что противоречия тут кажущиеся.
+100500
Всякий раз, когда упоминается "бритва Оккама", создаётся впечатление, что употребляют это понятие очень упрощённо.
И великие умы прошлого сумели знатно поглумиться над подобным упрощением (а надо ещё отметить, что Оккам не изобрёл эту презумпцию, а это презумпция, а не аксиома, и она существовала и сильно ранее) в давние времена - например:
"Когда ученики попросили Платона дать определение человека, философ сказал: 'Человек есть животное на двух ногах, лишённое перьев'. Услышав это, Диоген поймал петуха, ощипал его и, принеся в Академию, объявил: 'Вот платоновский человек!' После чего Платон добавил к своему определению: 'И с плоскими ногтями'[9]."
Поэтому, не менее великие умы отмечают очень важный аспект формулировки - см. вторую её часть:
"В этом смысле Альберт Эйнштейн так сформулировал принцип бритвы Оккама: 'Всё следует упрощать до тех пор, пока это возможно, но не более того'."
Да и:
"Сам Оккам писал: 'Что может быть сделано на основе меньшего числа [предположений], не следует делать, исходя из большего' и 'Многообразие не следует предполагать без необходимости'[1]."
или "'Не существует основания для того, чтобы объяснять с помощью многих допущений то, что может быть объяснено с помощью меньшего числа допущений'"
А вот определять и судить - есть эта необходимость, или её нету, может быть объяснено или не может - уже нужна определённая квалификация. А отбрасывать всё, что кажется непостижимо и непонятно - это не квалификация, а, как правило, недостаток знаний и понимания их, и обоснованием для оперирования наиболее примитивными понятиями в специализированных серьёзных областях - служить не может.
Как бы этого ни хотелось некоторым.
Потому я и пишу - что если здесь это нормально, так как последующая обработка перекрывает и удаляет их и с запасом, то вообще-то, и имея на финиш более тонкий абразив или тем более ещё на префинише более тонкий - нужно использовать засалку шкурки графитом, а подложку, при криволинейной РК (т.е. отличной от идеальной прямой - как должно быть на стамесках, к примеру) под неё - нужно брать как показывал в предыдущих постах этой темы в видео - ещё более мягкую, способную повторить линию РК - например сложенную в несколько раз микрофибровую салфетку. Использование для ТБ твёрдых тонких камней, в которые РК так не погрузится, я считаю целесообразной для строго прямолинейных кромок, чётко тут же совпавших с линией РК, и никак иначе - при криволинейной, такая попытка может стоит при малейшей ошибке и просто "рука дрогнула" - замятия РК на сторону или скола на ней, а если был заусенчик - у меня случалось что при таком раскладе он сгибался на сторону не успев "сточиться" при первом же проходе, и намертво "прилипал" к фаске - удивительно, но его было трудно потом "сточить" обычным образом на тонком абразиве.
ТБ помимо удаления деформаций РК я рассматриваю, как и Дмитрич, именно как средство, гарантирующее удаление микрозаусеночных явлений. И именно "спиливание" на засаленной графитом шкурке - себя прекрасно оправдывает. Даже по высокованадиевым сталям. Если по особо мягким сталям работаем - то может помочь например ХБ-стропа с субмикронным или микронным Люксором - т.е. мягкое воздействие опять-таки, с зерном оксида алюминия. Но это не противоречит тому, что я считал и продолжаю считать, что надо стараться удалять заусенку на каждом этапе, в т.ч. каждым абразивом, при работе на котором она появилась. И если абразив нормальный и правильно подготовлен и годится для обрабатываемой стали - обычно это делается без ТБ просто сменой направления обработки, варьированием давления, амплитуды работы, изменением кол-ва СОЖ.
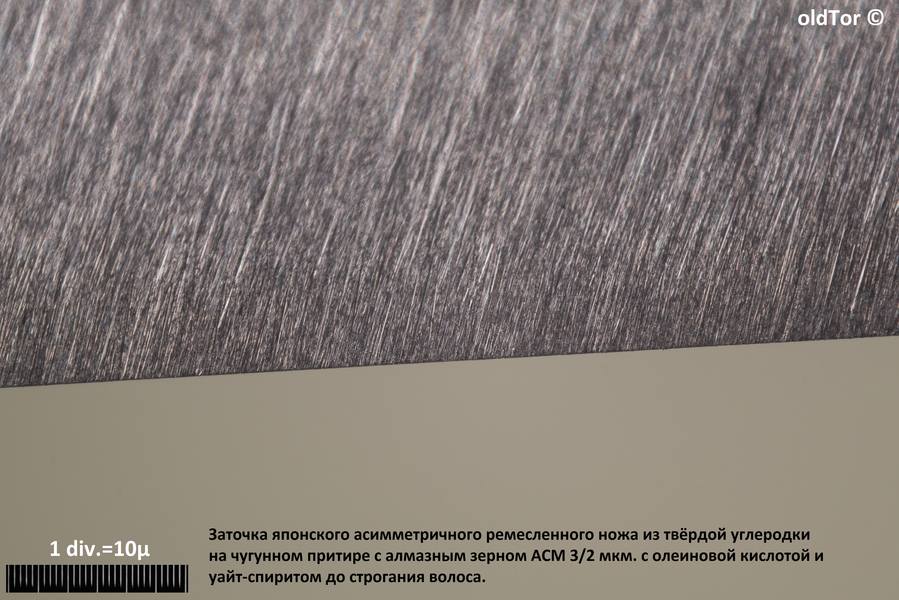
Вот я показывал в другой теме - продублирую тут - т.е. ситуация когда сталь мягка (настолько, что не годится вариант, подходящий даже для опасных бритв - т.е. вышеупомянутая P2500 с графитом), а нужно оооооочень дозированно убрать в прямом смысле слова 1-2мкм.:
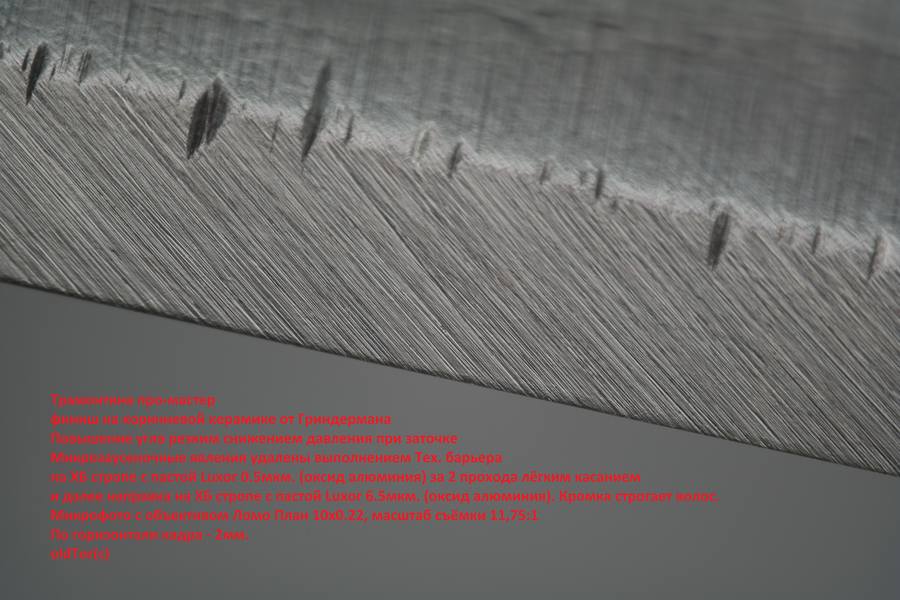
"Решил сделать обзор о коричневой керамике от Гриндермана, в ракурсе финиша бюджетной кухни и с акцентом на аспекты давления при работе, проблеме микрозаусенца и его удаления.
Перетачивал заводскую заточку, обдирку с выравниванием фасок и корректировкой угла выполнил на японском водном камне 1000JIS Масахиро S-1000 (краткая инфа по нему есть по ссылке, в посте 2: https://www.myabrasive.ru/forum/viewtopic.php?f=7&t=226 )
Далее взял коричневую керамику, как уже говорилось - она оставляет шероховатость сопоставимую с оставляемой синт. абразивами с зерном м14 - м7 +- поправка на сталь и пятно контакта при обработке.
Тем не менее, она явилась закономерным шагом после Масахиро, так как он мягковат для таких нержей и обдирает их довольно грубо (на уровне иных абразивов с зерном м28 - м20) и быстро.
На керамике (поверхность её из коробки, пока деградации не заметил, подробнее про её поверхность писал вот тут - пост 22 по ссылке: https://www.myabrasive.ru/foru...&t=203&start=20 )
выбрав оптимальное давление для именно заточного этапа, выполнил заточку. Далее, резко убрав давление до минимального (работал на стационарной керамике с оливковым маслом, подвижным клинком с помощью самодельного "костылька"), получил некоторую тенденцию к повышению угла у самой кромки - это несложный способ получить на том же камне более тонкую обработку и в самой зоне РК, благодаря, помимо снижения давления и уменьшения количества масла, упругости фасок. Собственно - ничего нового я тут не говорю, благодаря уважаемому Дмитричу, о таких нюансах на заточных ресурсах известно уже лет 10.
Не удовлетворившись наблюдениями в микроскоп МПБ-2, я на всякий случай сунул клинок под один из своих стационарных микроскопов, который поменьше и часто использую для оперативного контроля - там стало заметно, что на РК начала образовываться микрозаусенка. Волос при том РК строгала, хотя и неравномерно по всей длине клинка, что при наличии микрозаусенца и не удивительно.
Для наглядности сделал микрофото - по горизонтали кадра 2мм., по клику доступно раскрытие покрупнее и по ещё одному клику - уже до оригинального размера, в 100%:
Возник вопрос - что делать дальше? Оставлять такой микрозаусенец - я считаю халтурой, первоначальная острота будет теряться с первого-второго реза, а направить на стропе с пастой - вопреки распространённому заблуждению - не метод удаления таких мелких заусеночных явлений, а наоборот - усугубление их, впрочем остающихся за пределами оптических возможностей большинства находящихся в плену мифа о "удачном способе удаления заусенки на пастированном материале".
Возвращаться же на этап раньше на керамике мне не хотелось.
Единственная альтернатива, причём гарантированная - выполнение технологического барьера (про таковой можно прочитать по ссылкам:
forummessage/224/18
https://www.myabrasive.ru/forum/viewtopic.php?f=10&t=3 )
Но обычный вариант для тонких этапов - в моём случае это шкурка SIA (нормальная, а не подделка, которая теряет зерно) P2500 засаленная графитом - в данном случае избыточна - мне ведь нужно убрать буквально 0,5-1,5мкм.
Я применил кусочек ХБ стропы, с пастой Люксор 0,5мкм. Она, конечно, там по-верхам рельефа лишь, но учитывая характер кромки, мне этот самый рельеф показался нужным. В общем легчайшими двумя движениями как бы "собираясь разрезать стропу" - от пятки клинка к носику и наоборот, еле касаясь стропы, я убрал микрозаусенку. Далее, уже на ХБ стропе с пастой люксор 6,5мкм. выполнил направку обычным образом - сделал по 7 проходов на сторону - по три с наклоном рисок зеркальным тому, который делал на керамике (на следующем микрофото можно разглядеть отдельные риски в этом направлении), и по 4 наоборот - максимально соблюдая направление рисок от керамики (это всё нужно, чтобы и слегка подровнять всё, что на РК и чтобы тем не менее не потерять агрессии реза). Ну вот всё и готово - кромочка достаточно чистенькая, волос строгает, всё в порядке:
"
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Давай я тебе после протяжной точилки принесу нож на 50 градусов повдоль кромки "заточенный", да и сведением 1,5-2 мм?
Тоже будешь 1000 и 3000? Ну, Будда тебе судья, если в Париж через Мамадыш собираешься ехать.
quote:Изначально написано K_V_E:Как говорится: "Нет пророка в своём отечестве".
Прежде, чем предлагать материал по ссылкам для ознакомления, неплохо узнать на сколько хорошо знают английский.
я вырос с пониманием того, что человек, пользующийся компьютером и тем более компьютерными сетями, заведомо способен по-английски как минимум свободно читать, поэтому, уж простите, даже не предполагаю другого.
кроме того, в сегодняшнем мире довольно странно не уметь читать на языке международного общения. большая часть знаний человечества доступна на нем и огромное количество информации доступно только на нем.
и наконец, если уж случилось так, что читать по-английски по какой-то причине не получается, есть как минимум translate.google.com. он, как протез для калеки, не заменит настоящей ноги, но достаточно неплохо передвигаться поможет.
quote:Технологический барьер, что это такое?
Технологический барьер "вытекает" из технологической наследственности.
"Технологическая наследственность"
Технологической наследственностью называется перенесение на готовое изделие в процессе его обработки погрешностей, механических и физико-химических свойств исходной заготовки или свойств и погрешностей, сформировавшихся у заготовки на отдельных операциях изготовления изделия.
ТП (техпроцесс) изготовления деталей должен разрабатываться с учетом технологической наследственности так, чтобы сохранить у детали положительные качества (наклеп поверхностного слоя, высокую поверхностную твердость, остаточные напряжения сжатия и др.) или устранить отрицательные качества (дефектный слой, отклонения формы и расположения поверхностей и др.).
Технологическая наследственность проявляется на трех этапах:
- изготовления заготовки;
- механической обработки;
- термической обработки.
нас интересует механическая обработка, вернее одна из частей:
На этапе механической обработки технологическая наследственность проявляется в виде:
- шероховатости поверхности;
- волнистости поверхности;
- погрешности формы поверхности;
Для уменьшения отрицательно влияния на деталь технологической наследственности необходимо создавать так называемые технологические 'барьеры'. Но они опять же возвращают нас к обработке.
На этапе механической обработки:
- выбирать наиболее рациональные режимы обработки;
- применять обработку за несколько рабочих ходов;
- использовать рациональную геометрию режущего инструмента;
- применять СОЖ;
- правильно строить ТП;
- применять специальные методы обработки, повышающие качество поверхности;
Выбрал наиболее приемлемое, для обработки режущего инструмента, слово механическая, можно пропустить.
Всё честно спёр на просторах интернета.
quote:Изначально написано oldTor:
Написал и опубликовал статью, в которой суммировал свой практический опыт по технологическому барьеру."Технологический барьер для заточника. Практическое руководство"
Ярослав примите благодарность за полезную и наглядную статью (как в целом и весь сайт)
С уважением
Уж точно не венёвским говном. И разумно комбинирую узнанные здесь приёмы, в том числе и ТБ, и ничего потом не надо заново долго затачивать, Батёк. Если не умеешь снять микрон с кромки, не мучай РК. И кирпичи из сельмага не мучай.
quote:Изначально написано Батёк:
Обычные, из ближайшего сельмага - Naniwa, King, Cerax.
Вашитоман точит лодочкой на 20-30? с последующим ТБ)))
Вот реально, откуда такие фантазии? Я и на меньший угол затачиваю, а лодочка только для лопат и мотыг, после электронаждака сбить заусенцы.
Камни хорошие, но с таким манером я бы советовал брать сантайгер - тот же производитель, что и Кинг, только грубее. И из кк, в том числе чёрного. Быстрее будет, Вам, Анатолий, и так недолго осталось, радуйтесь жизни, а не мучайте голову.
Скажу лично по своему опыту. Как по мне ТБ выполняется двойную функцию: хорошо справляется с заусенцем (при переходе на каждый последующий камень его делаю), так заодно и борется с "мифическими")) дефектными слоями. У каждой стали этот слой выражен в большей или меньшей степени, но ТБ всеравно делаю на грубых этапах заточки, дабы исключить в перспективе появления косяков при заточке, о которых рассказывал Евгений на первых страницах форума.
forummessage/224/12
Еще хорошая тема в прошлом.
На себе испытал. Есть кухонничек из вг10. В процессе пользования появлялись микросколы по О.О5 примерно. Переточка мало помогала. Сколы все равно появлялись. От обычного пользования.
После того, как снес рк перпендикулярно абразиву, ситуация улучшилась на порядок. Еще немного мелких появилось, но связываю это с тем, что не до конца снес сколы. Не на всю глубину.
В следующий раз.
+100500
quote:Изначально написано darki83:
Так что на чем всетаки лучше делать тб: наждачка с подкладкой мягкого или камень, на котором работаешь при заточке?
Я же уже это подробно объяснял. В т.ч. см. пост 22, например, абзац после 2-го фотоснимка.
Пост 26 - первый абзац и абзац после последнего фотоснимка.
Пост 74.
И коллеги уже достаточно к этому добавили. Что ещё Вы хотите услышать/прочитать - мне непонятно.
Что плохого точить до заусенца? Это же логичное начало. Чтобы понять где остановиться, стоит пройти весь путь.
А если не делать ТБ вначале заточки, а в процессе (когда начали вылазить огрехи), нужно его выполнять на том же абразиве, на котором они выявились? Все таки ТБ лучше делать на шкурке или самом камне? Если на камне, то там "пружиности" трудно добиться?)
quote:Originally posted by darki83:
что за водники
Обычные, из ближайшего сельмага - Naniwa, King, Cerax.
Straykl, почему не связываться? - я тролль диванный - в овне, как рыба в воде, сегодня пятница, маты обозначаю знаками препинания, Вашитоман точит лодочкой на 20-30? с последующим ТБ)))
Добрый.
Грифелем простого карандаша пользуюсь, как и многие коллеги - это совершенно достаточно. Если чувство прекрасного не позволяет просто заштриховать, можно взять стержень длинный простой для толстого цангового карандаша и положив на шкурку, натереть им - однороднее и красивше будет. Но это совершенно лишнее, в общем-то.
quote:Originally posted by Евгений_Е:
ТО должно убрать такие свойства...
Правильно, ТО убирает подобную штуку, но только ТО "отжиг", но не закалка. При производстве лезвий ленту не отжигают, а только правят роликами, но этого не достаточно.
quote:Изначально написано avch:
inok1,
А как зернистость (63/50) может являться критерием "завершения работы со спусками"?
Ни к ровности спусков, ни к шероховатости их поверхности, зернистость ну так себе отношение имеет по мне.
Даже в теме про т.б.,даже если это сведение "в ноль" среднестатистических ножиков.
+100500
quote:На очень тонком этапе интуиции маловато. Все-таки лучше оптический контроль под микроскопом
В этом все и дело, без микроскопа понять что ты сделал на микронных уровнях, не возможно. Ну да стругает волос, а чем именно все равно не понять, заусенкой или чистой РК..
Информация о том, как бороться с ползущими дефектами, появилась благодаря Дмитричу. Он объяснил и рассказал подробно. На углах в районе 30 и даже 40 - бывает, у меня было, причём на разных сталях и инструменте - на стамесках, на ножах, причины были разные - и получение инструментом серьёзных деформаций в процессе его применения, и от заточки его на либо алмазных абразивах, имеющих агломераты зёрен или недостаточно чистую по размеру фракцию (что весьма частое явление - проще назвать исключения) - т.е. более крупные зёрна, либо на обычных абразивах, но не подготовленных к работе (приносили иной раз такое, что страшно смотреть) и/или применённых совершенно убийственным для кромки образом и на не том этапе.
Я так понимаю речь идет об очень мелком заусенце, который можно выпрямить об чистую стропу.
Оккама не был фехтовальщиком. Самые простые движения - удел новичков.
И заточником тоже не был.
Инок, Вам кажется, что все против Вас, это не так. Чуть выше дважды были ссылки на тему про заусенец, прошу Вас, почитайте. Просто основной костяк раздела азы переварить и опробовал не один десяток раз. И потому разговаривает с Неофитами на разных языках.
Только практика - критерий истины. Попробуйте, сколько можно пережëвывать слова!
О крабах можно разговаривать лишь с теми, кто их пробовал.
quote:Изначально написано shapirus:
наводящий вопрос: без видимых глазом провалов и выступов?
В спец. литературе упоминается, что опытный мастер в состоянии не только заметить, но и измерить на просвет зазор от 1 до 3-5мкм., и пользуясь образцом просвета, оценивать его с точностью до +- 1-1,5мкм., а свыше 5 и до 10мкм. с точностью до 2-3мкм.
При бОльших зазорах, точность измерения в сличении с образцом снижается и потому, на просвет в сравнении с образцами, не принято оценивать размеры просветов больше 10мкм. Т.е. если он больше 10мкм., то можно с точностью только сказать, что просвет есть) А мерять уже придётся иначе - видимо, это связано с рассеянием света.
При этом, как опять-таки, указано в спец. литературе - характер просвета (просветов) позволяет определить и то, обладает ли измеряемый объект достаточной прямолинейностью, и просто имеет грубую шероховатость, либо же имеет отклонения от прямолинейности. Если не ошибаюсь, это описано в методичках по проверке плоскостности и прямолинейности деталей обрабатываемых опиливанием в т.ч.
Но образцов просвета у меня нет - просто если я наблюдаю хоть какой-то просвет там, где его быть не должно - я использую микроскоп, когда мне нужно оценить "масштаб бедствия".
О том же, что что-то можно точно померять "на глаз" невооружённый, даже образцом, я и не говорил.
Так-то образцы просветов существуют со значением от 1мкм., как я выше уже сказал (цитата кликабельна до читаемого размера):
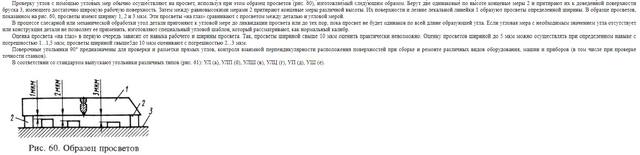
А если просветов нет вообще а оценка производится правильно и с годным источником света - делайте выводы
quote:Originally posted by oldTor:
P.S.
Спасибо, что обратили внимание на этот аспект, я дописал некоторое добавление про это в статью.
Позволю себе тогда ещё один момент обозначить,в обсуждении он иногда не очевиден,если имеет значение(мне кажется имеет):
Это положение и состояние заусенца перед ТБ.
КМК приступать к ТБ имеет смысл после выравнивания его (заусенца) ,а никак ни сразу после его обнаружения; а именно такой подход я и наблюдал неоднократно.
Мифической? Ну пипец, приплыли.
Что, снова ссылки на литературу давать? Надоело уже. Вы в ней ничего не вычитали, а там и про технологическую память всё написано и про происходящее в дефектном слое.
А определяется всё это, наиболее общим образом и кратко в ГОСТ:
"Под дефектным слоем понимается слой материала, поверхность которого не соответствует заданным требованиям.
ГОСТ 23505-79
ОБРАБОТКА АБРАЗИВНАЯ
Термины и определения"
А вариантов, из-за чего он может в большей или меньшей степени быть образован - полно. Это зависит, как, надеюсь, должно быть понятно, от режимов обработки. Абразивной в т.ч.
Вот статья - изучайте, причём имейте в виду, что это лишь один частный пример, а вообще многообразие всего этого намного больше.
и процитирую конкретную фразу оттуда:
"...by removing the damaged layer that is unavoidably formed by grinding."
https://scienceofsharp.com/201...-damage-part-1/
Ну и добавлю навскидку, жаль ссылка сдохла, но сохранял цитату:
"
Фрагмент из статьи "ФОРМИРОВАНИЕ ПОВЕРХНОСТНОГО СЛОЯ ПРИ АБРАЗИВНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ ИЗ СПЕЧЕННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ"
"Трещины, возникающие в обрабатываемом материале в результате механической обработки, образуют дефектный слой. Глубина такого слоя в 3: 50 раз больше, чем значение параметра Ra [4, 15, 17, 19 и др.]. Этот слой снижает прочность деталей, может привести к дальнейшему росту трещин от статической усталости, особенно при перепадах температур. Глубина поверхностного слоя с разрушенной кристаллической структурой в 3:4 раза больше глубины рисок от зерен круга [17].
Следует отметить, что глубина дефектного слоя взаимосвязана с параметрами шероховатости, возникающей при механической обработке. Чем интенсивнее процесс шлифовки, то есть чем выше производительность, тем больше параметр шероховатости Ra и глубже дефектный слой, в котором распространяются трещины [11, 17, 21, 23]. Более прочные материалы растрескиваются на меньшую глубину, чем менее прочные [28, 29].
Доминирующее влияние на глубину дефектного слоя оказывают материал абразива, размер абразивных зерен шлифовального круга и радиус округления их вершин, физико-механические свойства обрабатываемого материала и режимы шлифования [17].
При абразивной обработке пористых материалов имеют место как процессы микроскалывания, так и процессы объемно-пластического деформирования [1, 5, 6, 9, 30]. Вероятность возникновения того или иного процесса разрушения припуска зависит от физико-механических и химических свойств порошкового материала и режимов абразивной обработки.
С увеличением скорости круга глубина дефектного слоя уменьшается, а с увеличением давления на обрабатываемую заготовку - растет. Выбор типа и характеристики шлифовального круга, допустимого дисбаланса круга и режимов шлифования необходимо в жесткой связи с заданными характеристиками качества поверхностного слоя детали и исходными характеристиками заготовки.
Для определения характера развития трещин некоторые исследователи применяли метод индентирования. Непосредственно под индентором находится зона пластической (необратимой) деформации из которой зарождаются четыре основных типа трещин: радиальные, медианные (срединные), боковые (латеральные) и конические [27, 29]. Существуют некоторые расхождения относительно очередности образования трещин, появление которых при вдавливании острых пирамид во всех экспериментах регистрировалось датчиком акустической эмиссии [29]. При скольжении пирамидального индентора появляются две медианные трещины по направлению диагоналей пирамиды и боковые трещины. Медианные трещины совпадают с направлением скольжения и развиваются впереди индентора.
Изучению закономерностей возникновения и роста трещин при взаимодействии с единичным зерном геометрически определенной формы посвящена также группа работ [31, 32]. Изучение процессов взаимодействия абразива и поверхности монокристалла [28] свидетельствует о существовании при определенных условиях всех указанных типов трещин не только при вдавливании индентора, но и при резке реальными абразивными зернами.
На формирование дефектного слоя и его глубину может влиять и тепловой поток из зоны контакта абразивных зерен с материалом заготовки при предельных величинах которого в поверхностном слое заготовки возникают термоупругие напряжения, вызывающие возникновение и рост размеров (в зависимости от теплофизических свойств обрабатываемого материала, размера дефекта, его ориентации и расположения по глубине относительно поверхностного слоя) уже существующих трещин [33]. При шлифовании в поверхностном слое под действием силового и теплового полей возникает напряженно-деформированное состояние поверхностных слоев обрабатываемой заготовки, которое формирует дефектный слой."
Источник:
http://rostjournal.ru/?p=5543
"
Далее приводить не буду - и так это тут оффтоп уже. А ранее в темах было и про дефектный слой и в неметаллических материалах, например в керамике, стекле - да, при заточке керамических ножей тоже блин образуется дефектный слой, но вам бы со стальными усвоить, куда уж дальше-то если уже кипу книг давали, а прочитанное не усвоено, вы вообще русский язык понимаете?
НАУЧИТЕСЬ ЧИТАТЬ И ВДУМЫВАТЬСЯ В ПРОЧИТАННОЕ.
А то уже достали! Вопросы, вопросы, вопросы, на которые полно ответов, а начинаешь разжёвывать - реакция как в анекдоте про человека с синдромом дауна: "пап, а что такое море".
Пока что словесная шелуха исходит от вас. И вовсе ничего "не просто".
Уж для вас - так точно.
Ярослав, спасибо за ответ. У меня приспособа для фото, примерное место не немяняется. Ещё, коротыши в основном. Тобишь их геометрия для меня как дети. Эти окислы. С фиксацией туговато. Но локально они в оних местах. Т.е. после повторного тб тоже. И именно в этих местах мыло. Вот тут не совпадение.
Где-то в заточном получилось сфоткать район рк. Прижег. Кроме явного у меня внутренний вскрывается. Потому о качестве лезвия сужу не после одной заточки. И между ними разница.
У нас с Вами несколько иные взгляды на именно Рез. Но тб и технаследственность в этом играют тоже роль.
Хмм, как я понял одной из задач ТБ является удаление сколов.
Я это делаю так:
Беру грубый абразив, выставляю точилку под максимально большим углом и как бы обнуляю рк, затем делаю подводы занова на 35 град.
Финиш 37.
Обычно использую алмазы, если нож довольно дорогой, то кк.
Для некоторых марок стали (обычно мягких), есть и годные оа для обдирки. Какие-не вспомню.
Еще как я понял ТБ делается абразивами средней гритности перед доводкой.
А простое решение есть для этого - к примеру провести без давления клином по ребру вашиты?
Мало что в заточной и околозаточной деятельности можно унифицировать, но как раз подход к ТБ - можно. Я давно плотно перешёл именно на эластичные материалы, для его выполнения. Либо шкурки, истёртые уже и слегка засаленные, либо, вот для бритв и иногда для некоторых ножей - листок бумаги, с втёртой пастой Luxor со средней точкой фракции 6,5мкм и 3мкм.
Листок сворачивается в трубочку и мы как бы "режем" её от пятки клинка к носику, без давления.
Например, на твёрдой углеродной бритве с полным углом заточки порядка 18 градусов, 3-4 таких прохода позволяют удалить микрозаусенец и прорезы или следы каверн на кромке, глубиной до 3-4 мкм настолько дозированно, что при том кромка остаётся очень тонкой - блик не виден и предплечье она бреет. Т.е. кромка не становится толще 3-4мкм., максимум 5.
И после такого дозированного ТБ, новый выход на остроту уже без гадости на кромке, происходит весьма быстро.
А от вариантов делать ТБ на твёрдом камне, даже тонком, я отказался давным-давно, хотя Дмитрич и использовал такой вариант.
Отказался потому, что не только новичку, но и опытному человеку так можно запросто вместо "нежного сполировывания" микрозаусенца, просто загнуть его набок, а то и вместе с немалой частью будущей кромки, а при малейшей ошибке в точности движений (а это и у спеца может быть - не выспался, напился крепкого кофе, телефон зазвонил "под руку" и пр.) посадить замины и микросколы. И проку от такого ТБ никакого.
Ну а почему шкурка должна быть истёртой и засаленной маслом, графитом или олеинкой и свёрнута, а не лежать на твёрдом - показывал ещё 5 лет назад в посте 22 этой темы - там отлично видно, что положенная на твёрдое свежая шкурка запросто оставляет риски вдоль РК боковыми рёбрами и вершинами своих зёрен, что явно нехорошо. Особенно, если мы после ТБ хотим ограничиться только направкой на стропе или только буквально 10-20 проходами тонким абразивом в доводочном режиме.
Написал и опубликовал статью, в которой суммировал свой практический опыт по технологическому барьеру.
"Технологический барьер для заточника. Практическое руководство"
Я очень много слышу о вреде заточки от зерна и ее склонности к заусенцам, но в моей практике, почему-то, ничего этого не проявляется.
Сейчас специально провел эксперимент: взял нож(нержавейка какая-то) с твердостью едва-ли 55 ед, брусок белого электрокорунда м50 и самодельный брусок КК 5/3 на полимерной связке.
Грубым бруском сформировал подвод(на 34 градуса) с небольшим заусенцем с каждой стороны(точил исключительно от зерна перекрестной обработкой). Потом повысил угол до 35 градусов, взял брусок 5/3 и такими же движениями снял заусенец. Видимый и ощутимый заусенец отвалился за пару проходов с каждой стороны, но, на всякий случай, сделал еще два прохода.
После такой заточки нож брил предплечье в обе стороны и одинаково резал газету влево и вправо, блестящих полосок у РК тоже не видно было, выглядело все чисто.
Далее я им раз 15 струганул черенок из ясеня и попробовал побрить руку - бреет в обе стороны, но чуть хуже уже. Рез газеты без изменений.
Я подозреваю что это связано с тем, что на больших и малых углах сталь ведет себя по разному при заточке. При малом угле подвод, скорее всего, прогибается, и фаска у вершины получается, как-бы, с поднутрением.
quote:Originally posted by darki83:
Я даже и не знал, что ТБ такая вещь нужная в заточке!
Я познакомился с ТБ от Ярослава, точил бритву, а на ней случился ползучий дефект - стачиваешь скол и он снова появляется на том-же месте. Наверное десяток раз его сточил пока понял пора обращаться за советом. Мне объяснили и показали одну из тем про ТБ. На малых углах ползучий дефект это реальная проблема. Ловил её и на малом шефе токамура - ламинат из vg-10, полный угол 18 гр. На углах 30+ с ползучими дефектами не сталкивался...
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
quote:Вот, уже интересно!Originally posted by Вашитоман:
после протяжной точилки принесу нож на 50 градусов повдоль кромки "заточенный", да и сведением 1,5-2 мм
То же самое - сформирую подводы на 40? и спуски с тонким сведением 0.2-0.4 мм на воднике #1000
и затем заточу РК на 36-44? на воднике #3000.
От ТБ только лишние опилки и уточенный клинок.
quote:Лучше всего на офисной бумаге с шаржированной в неё пастой Luxor.Originally posted by darki83:
Так что на чем всетаки лучше делать тб: наждачка с подкладкой мягкого или камень, на котором работаешь при заточке?
Точно ничего не испортите, даже если захотите!
P.S.
Простите, но сейчас я просто ёрничаю.
Не знаю как ещё ответить.
Мне казалось, что в этой теме всё разжёвано до фарша, остаётся только проглотить.
Тем не менее спрошу, для чего Вам нужен ТБ, или на каком этапе?
Два кирпича сточишь при этом? Говно твой метод полнейшее.
Отвечу за Евгения.
quote:Последовательно с Вами не получится.Originally posted by Straykl:
Давайте последовательно
Вы не читаете тему, а предпочитаете спрашивать вновь и вновь.
quote:Проблемы были озвучены Евгением в ответе #5 на первой странице темы.Originally posted by Straykl:
Какие проблемы наверняка вылезают при сильно повреждённой кромке?
Вам сложно вернуться в прошлое, Вы живёте одним днём, забывая что было вчера.
quote:Originally posted by Вашитоман:
Братцы! Родненькие!
Давайте не будем превращать тему в филиал Флудилки!!!
Не надо здесь оскорблять друг друга (или враг -- врага). Найдите другое место. Пожалуйста!
quote:Originally posted by Вашитоман:
Отредактировал.
Спасибо.
Я тоже
Насколько верно употребление термина ТБ в случае, когда мы готовим клинок к переточке и подрезаем бывшую рк вместе с дефектами?
Ситуация - на клинке сколы(еще другие дефекты) я употребляю этот термин, насколько я прав?
по сути прав а по сути нет,а по сути да, что скажете
Перечитайте тему с начала, там есть ссылка на тему про заусенец, её тоже перечитайте. Особенно Дмитрича.
quote:Изначально написано oldTor:
вместо "нежного сполировывания" микрозаусенца, просто загнуть его набок, а то и вместе с немалой частью будущей кромки
именно так и выходит у меня с заусенцем на камне, особенно когда точить надо не карманный ножик и даже не бритву, а тяжелого европейца с плохой балансировкой или какой-нибудь длинный суджихики/здоровенный шеф или ши ба цзы.
Вашитоман, лодочка тоже годится на этапе формирования геометрии.
Только лодочкой на РК выходить не надо, чтобы не понадобился ТБ.
Я даже и не знал, что ТБ такая вещь нужная в заточке!
quote:Originally posted by yemz:
Дефекты не берутся из ничего, если они появились, то это следствие работы режущим инструментом. От чего появился дефект на РК - дело десятое, его просто нужно убрать перед заточкой. И проще это сделать техбарьером, и потом не иметь проблем, а как это будет правильно "обзываться" мне не важно, важнее - я понимаю что делаю.
Полностью соглашусь, хотя я далеко не всегда делаю ТБ. Читаю эту тему думаю и наконец сформулировал, когда именно я делаю ТБ, по крайней мере последнее время:
1. Кромка сильно повреждена и я сразу вижу, что надо делать ТБ иначе наверняка будут проблемы.
2. Во время заточки вижу, что вроде точу, а дефекты не уходят.
3. Нужно срочно сделать заточку, но не в смысле побыстрее, а надо сделать заточку, но без неожиданностей, чтоб она не затянулась по времени.
В остальных случаях, обычно не делаю, точнее не планирую делать ТБ, но иногда приходится делать...
Забыл сказать, что на одной своей бритве, я всегда планирую ТБ, поскольку она капризная и ранее у меня ни разу не вышло ее качественно заточить без ТБ на предфинише - суховата и сыпется.
ps. решил пояснить, почему я не планирую делать ТБ всегда - да просто у меня редко получается сделать ТБ совсем тонко и зачастую приходится возвращаться на брусок после которого делал ТБ на финише бритвы.
Ламинат таким страдает очень, особенно если обкладки мягкие. У меня это были ножи для электрорубанка. Там на кромки выходит вставки их быстрореза, а тело мягкое.
P.S. Конечно, когда речь о ремонте клинка и выправлении линии кромки, к примеру, то тем же методом, каким выполняется ТБ, уже целесообразно выправлять на бруске или шкурке, положенной на твёрдое, ради геометрической точности формирования/корректировки линии РК.
Но это уже ремонт - немного другая история.
quote:Изначально написано oldTor:
Было сказано "прямая линия или гладкая кривая без перегибов".
(оцените качество формулировки!)
Специально для Вас формулирую качественнее:
"кривая, вторая производная которой не меняет свой знак".
UPD. После долгого недоумения догадался, что Вас смутило слово "перегиб".
Если что, то это такой математический термин, используемый также в технике при проектировании и описании поверхностей и линий сложной формы.
quote:Изначально написано oldTor:
Рез газеты как и бритьё руки - это честно говоря не особо показательные вещи - такая острота достигается легко, в т.ч. и на абразивах с зерном порядка 100мкм., а и на намного более тонких - кромка способная на это, может легко быть толщиной около 10-15 а то и 20 мкм. и делать это за счёт характера своей шероховатости, а не особой тонкости. И при том - не давать блика. А проблема с совсем мелким заусенцем и невозможностью не заполучить его при работе "от зерна" проявиться при намного более тонкой кромке. Иногда ещё может быть такое, что с одной стороны заусенка есть, а с другой - её нет. Или есть с обеих сторон и она просто "слиплась" - но такое конечно идентифицировать трудно.
У меня довольно тонкие волосы на руках, с ними бритье грубой заточкой не проходит. Состояние кромки также оценивается пальцами по ходу заточки.
quote:Изначально написано oldTor:
А что именно Вы подразумеваете под разным поведением стали при малых и больших углах заточки?
Я предполагаю, что на малых углах заточки подвод начинает сгибаться(упруго) под давлением абразива и сталь(при заточке от зерна) начинает удаляться не с вершины, а с боков.
Иначе как объяснить то явление, которое произошло у Тодда Симпсона, когда он затачивал бритву от зерна - там просто огроменный заусенец получился.
Если я буду сидеть и полчаса точить от зерна на угле 35 градусов тем же КК 5/3 - у меня ничего не поменяется, только полировка улучшится.
quote:Изначально написано oldTor:
Я в любом случае предпочитаю заточку на зерно, как более производительную и минимизирующую рост заусенца и дающую меньшую толщину РК при его отходе, а также ради формирования более выраженной риски на самой РК в т.ч. ради агрессии реза. Полагаю, не секрет, что у многих абразивов, глубина врезания зерна больше там, "где зерно встречает сталь в первую очередь".
Вот только меньший заусенец получается засчет подрезания вершины абразивным зерном. Это становится совершенно очевидным при использовании очень грубых камней(порядка 100мкм). Если конечные движения производятся на зерно, при той же глубине резания мы получаем всегда гораздо более толстую кромку, чем при движениях от зерна.
В общем, в какую сторону точить - до сих пор вопрос спорный.
quote:
Как-то меня выморозило, что он переходит по камням даже не ополаскивая бритву.
Да и на ремне (особенно желтом) начинает задирать бритву раньше, чем оторвет ее от ремня.
Когда бреет щеку, звук... аж передергивает. И после этого "О кей"...
quote:Изначально написано Вашитоман:
Говно твой метод полнейшее.
Батек, не связывайтесь
Говном закидают))
Так и не понял сакральности ТБ.
А что, до этого "открытия" все точили не устраняя сколы и замины?
Ах, ну да - до этого всех учили точить до заусенца.
ТБ и заусенец прошли как-то мимо меня - сразу всегда точил до отсутствия блика на РК.
Дмитрич, кстати, тоже упоминал про контроль остроты безопасных бритвочек по отсутствию блика на РК.
quote:
Я точу убитые кухонные ножи водниками #1000/#3000 на 40?.
А что за водники, если не секрет?
Вчера выполнял ТБ подвижным абразивом навесу - шеф на столе кромкой вверх, ручной брусочек турецкого масляного в руках и аккуратно сверху, движениями не вдоль кромки, а примерно под 45 градусов, но перпендикулярно осевой плоскости клинка. Сначала попробовал движения поперёк, но клинок противно звенел, вдоль - появлялся износ бруска, в итоге выбрал угол, чтоб не звенел.
На шефе были множественные микросколы, ТБ создавал поверхность очень маленькой ширины, но она сразу поблескивала и было отлично видно чёрные пропуски. Даже не используя оптику получилось очень быстро сделать ТБ, устранив все мелкие изъяны.
Метод очень хорош для устранения множественных сколов разной глубины. Главное в нем направление света, чтоб сразу видеть отблеск создаваемой поверхности.
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
quote:Изначально написано inok1:
Поражает то, что здесь не принято разговаривать друг с другом с тем хотя бы минимальным уровнем уважения, без которого диалог невозможен.
Окрики, одёргивание...
Впрочем, в чужой монастырь со своим уставом не ходят.
Всем спасибо.
делайте скидку на то, что интересующееся всей этой темой общество, обитающее, в частности, на ганзе, в эволюционном плане пока еще незрело и находится где-то посередине между темными веками религиозного мракобесия и торжеством научного метода познания. от сопутствующих всему связанному с религиозностью методов ведения дискуссии оно, в среднем, поэтому избавилось еще не полностью, несмотря на то, что одной ногой из этого болота уже кое-как выбирается.
quote:Originally posted by yemz:
И дефектный слой тоже не миф, лучше один раз увидеть и знать как с ним бороться, хуже столкнуться с этим, и не знать что делать.
Похоже на споры о плоской земле
Надеюсь все видели как выглядит металл,на сломе, при разделении переламыванием? И, надеюсь,ни кто спорить не будет ,что там (на сломе) металл далёк от основной своей прочности.
Ну а на кромке - мы имеем от же процесс, только в бОльших вариациях и меньших масштабах -это применительно к ситуациям требующим т.б.
/на мой взгляд/
Грубо, конечно,но как ещё провести аналогию?
quote:Originally posted by дядяКраб:
Похоже на споры о плоской земле
Тоже ставлю смайлик
Спасибо всем оппонентам, приславшим добрые комментарии.
Теперь по сути.
В технике в ответственных деталях и конструкциях, как правило, не применяют стали (с учётом режима ТМО), подверженные хрупкому разрушению.
В технике в ответственных деталях и конструкциях не применяют стали (с учётом режима ТМО), подверженные, при адекватном количестве циклов нагрузки, усталостному разрушению.
Да, бывают ножи и проч. режущие инструменты, не соответствующие вышеописанным условиям.
Задавал вопрос о них Дм. Коржову, получил ответ в том смысле, что это, безусловно, брак, но профессионал должен уметь заточить и бракованный нож.
При таком подходе, конечно, приходится учитывать и концентраторы напряжений на микроуровне и усталость металла.
Лично я же просто скромный любитель и бракованные ножи ко мне не попадают, поэтому, как чукча, что вижу, о том и пою: в пределах видимого горизонта земля, действительно, практически плоская, без [практически значимого] дефектного слоя и без усталостного разрушения.
Иначе говоря, насколько я понял, заточка хрупких, перекалённых клинков и мягковатых-вязких - это довольно сильно отличающиеся техпроцессы и надо явно указывать, о чём мы говорим.
quote:Originally posted by darki83:
Поражает то, что люди пишут абсолютную чушь
Поражает то, что здесь не принято разговаривать друг с другом с тем хотя бы минимальным уровнем уважения, без которого диалог невозможен.
Окрики, одёргивание...
Впрочем, в чужой монастырь со своим уставом не ходят.
Всем спасибо.
В ракурсе некоторых недавних обсуждений решил привести следующий пример.
Клинок из порошковой стали CTS-PD1, полный угол 40 градусов (клинок -"крепыш" для в т.ч. тяжёлых нагрузок, оттуда и угол соответственный).
Перетачивал тут его, сделал тонкую заточку на Suehiro Rika 5000JIS - водник на керамической связке, имеющий в составе и электрокорунд и карбид кремния. Несмотря на довольно тонкую зернистость, весьма прожорливый и оставляющий не самую тонкую шероховатость. Позволяет без проблем делать скачок на него и после камней порядка 700-1000JIS (и тоже не самых тонких в своём классе) в т.ч. по порошковым высоколегированным твёрдым сталям. Обратной стороной является то, что финиш на нём не сказать что очень тонкий, впрочем, если учесть масштаб и разрешение микрофото, представленных ниже, стоит отметить, что в таких условиях съёмки почти всё выглядит довольно грубо)
Но суть не в этом - пример касается проблемы микрозаусенца и важности применение технологического барьера.
Несмотря на довольно большой угол заточки, кромка получилась не самая однородная - камню я не давал сглаживаться и постоянно чистил от снятой стали, и хотя я делал это слуриком ещё более тонкого водника (суэхиро G8) - кушал камушек довольно агрессивно, несмотря на тонкое зерно, к чему я в работе с ним, впрочем, привык, и кромку оставил не самую однородную для этапа, близкого финишному (все фото кликабельны и на фотохостинге их можно открыть в оригинальный размер):

Конечно, не только для невооружённого взгляда, но и для слабого микроскопа для "оперативного контроля" - всё выглядит идеально. Но некоторые вещи на кромке невозможно отслеживать не пользуясь более сильной оптикой, что важно, если работа ответственная и вообще хочется сделать всё как следует и тщательно. Поскольку камень этот я использую уже очень много лет и весьма высоко его ценю и прекрасно знаю о специфике его работы, в т.ч. и то, что "идеального ничего не бывает" и за прожорливость в т.ч. по таким сталям, чем-то приходится платить, для меня была ожидаемой ситуация на кромке, в данном случае меня не устраивающая в качестве "финиша". Ну и осмотр кромки подсказал, что тут необходимо выполнить технологический барьер. Но для показа примера, я сначала этого не сделал и просто чуть направил клинок на ХБ-стропе с втёртой в неё c каплей масла пастой Luxor на основе электрокорунда, со средней точкой фракции 6,5мкм.
И конечно, в такой ситуации, движения "от зерна" даже с некоторым понижением угла, хотя и позволили не завалить кромку, но "вытащили за ушко да на солнышко" микрозаусенец - ясно ведь было, что на самой кромке не очень однородной, сталь ослаблена, и даже если микрозаусенец сразу после камня и не был явным, логично предполагать, что кромку желательно обработать получше. Недоработка сразу проявилась после направки - глубина рельефа кромки не сильно уменьшилась, а микрозаусенка местами стала совершенно явной. Для снимка выбрал участок РК, где это заметно лучше всего:

Да, для примера, я сделал направку не строго повторяя направление рисок от камня, а под наклоном, чтобы было понятно, где работала ХБ стропа с пастой - очень хорошо видно, что риски, которые смогло оставить зерно в ней - концентрируются непосредственно рядом с кромкой, при том на фаске дальше от кромки, рисок уже нет, а поверхность, тем не менее, стала глаже - это то, что нужно знать о характере работы на эластичном носителе абразива даже с понижением угла, при котором давление концентрируется где-то посередине фаски. При том зёрна всё равно хорошо утопают в стропу и не режут, но только подполировывают, а резание/царапание некоторое осуществляется непосредственно на кромке и совсем рядом с ней, но не заваливая её, чему и служит лёгкое понижение угла, при котором давления непосредственно у кромки на абразив практически отсутствует, зёрна абразива не утопают глубже в стропу, но при том могут даже оставить рисочку.
Вообще, чаще я предпочитаю на стропе с грубоватой пастой строго повторять направление рисок от бруска/камня, так как это нужно для реализации "заточки по рецепту" по ссылке: https://myabrasive.ru/forum/viewtopic.php?f=9&t=597 Но если задача иная - например, действительно больше сгладить рельеф от предыдущего этапа, а не сохранить его, то стоит сделать и наклон рисок иногда. Или, вот как сегодня -для лучшего показа, что где и как работало.
Но вернусь к делу. Теперь, когда стало предельно ясно, что кромку оставлять в таком виде нельзя, я сделал всё-таки технологический барьер, сделав всего один проход от пятки к носику клинка по истёртой шкурке P3000 с остатками масла. Легонько и без давления. Этого хватило, чтобы снять микрозаусенку и даже чуть с запасом, но при том настолько небольшим, что далее, сделав по 10 проходов на сторону на ХБ стропе с пастой снова, и снова под углом к рискам от камня, я уже получил и нормальную однородную кромку и достаточно высокую степень остроты - волос застругивает:

Вот теперь всё в порядке.
Конечно, всё это сообщает неутешительные новости тем, кто не использует оптический контроль при заточке или использует совсем слабую оптику - когда микрозаусенец у нас шириной около 1,5мкм., как в данном случае, никакая 10х часовая лупа или даже микроскоп типа МПБ-2 не позволят идентифицировать его. А пользоваться более сильной оптикой не всегда удобно, а у кого-то её и просто нет и не планируется. Что же делать?
В принципе, ответ вполне закономерен - если нет цели разбираться детально в том, что происходит на кромке от тех или иных наших действий, т.е. вопрос освоения серьёзного оптического контроля не стоит, по крайней мере можно многие недочёты работы купировать, если тщательнее следить за соблюдением рядовых правил заточки - например, стараться убедиться в том, что риски от предыдущего абразива удалены последующим хотя бы у самой кромки и на ней, что сделать несложно, отслеживая исчезновение рисок предыдущего абразива при работе последующим, со сменой направления обработки, а нужное направление выполнять после того, как убедились, что теперь уже только данный абразив режет риски и так далее.
А что касается микрозаусеночных явлений такого порядка, который в доступные средства контроля не может быть обнаружен - стоит взять на вооружение тот же самый метод выполнения технологического барьера и применять его в принципе на завершающих стадиях. Даже не идентифицировав каких-то проблем в слабую оптику. Благо, возврат на остроту, только уже остроту кромки, а не заусенца, равно как и повышение однородности этой самой кромки, если тех.барьер выполнен аккуратно и дозированно, происходит иной раз менее, чем за минуту, как в моём сегодняшнем примере. Иногда, конечно, это может быть и дольше, особенно если человек обычно финиширует на грубых абразивах, порядка 20/14 или грубее, при которых дефектный слой на кромке в разы глубже и больше, но с другой стороны и явления, происходящие при работе на таких грубых абразивах, куда легче заметить и в оптику попроще, которую обычно для оперативного контроля применяют многие.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Не проявляется или некритично - ну и славно. Незаметно - в некоторых случаях может быть и незаметно. Это ещё и от метода и способа контроля зависит и проверки.
Рез газеты как и бритьё руки - это честно говоря не особо показательные вещи - такая острота достигается легко, в т.ч. и на абразивах с зерном порядка 100мкм., а и на намного более тонких - кромка способная на это, может легко быть толщиной около 10-15 а то и 20 мкм. и делать это за счёт характера своей шероховатости, а не особой тонкости. И при том - не давать блика. А проблема с совсем мелким заусенцем и невозможностью не заполучить его при работе "от зерна" проявиться при намного более тонкой кромке. Иногда ещё может быть такое, что с одной стороны заусенка есть, а с другой - её нет. Или есть с обеих сторон и она просто "слиплась" - но такое конечно идентифицировать трудно.
А что именно Вы подразумеваете под разным поведением стали при малых и больших углах заточки?
Прогиб фаски - в принципе косяк, который не следует допускать вне зависимости от прочих условий заточки. Я знаю, правда, примеры, когда таким манером человек добивался нужного результата, но он чётко понимал, зачем и в какой степени обеспечивает прогиб. Этим можно пользоваться, но довольно ограниченно.
Заусенец же прекрасно себе образуется и при полных углах 87-90 градусов. Если доводилось что затачивать на такие углы - особо мощной оптики не нужно, чтобы это там наблюдать.
Я в любом случае предпочитаю заточку на зерно, как более производительную и минимизирующую рост заусенца и дающую меньшую толщину РК при его отходе, а также ради формирования более выраженной риски на самой РК в т.ч. ради агрессии реза. Полагаю, не секрет, что у многих абразивов, глубина врезания зерна больше там, "где зерно встречает сталь в первую очередь".
Работу "от зерна" изредка применяю, весьма дозированно и только когда чётко знаю, зачем.
Но преимущественно, она у меня присутствует как часть переменных движений "вперёд-назад" - они не всегда подразумевают обязательный акцент при движении "на зерно" - нередко и равномерную обработку в обе стороны. особенно, когда нужно получить плоскостность выше той, что обеспечивает любое однонаправленное движение, вне зависимости от того, ведётся оно "на" зерно или "от". Сугубо повторяющиеся движения "от зерна" и в одном направлении - обычно к таким не прибегаю.
Менее заметный заусенец на бОльших углах иногда не в силу собственно поведения стали, а засчёт угла атаки зерна абразива на сталь - то, что может щадяще воздействовать на РК при одном угле, при другом - может её "драть". При том, достаточно одного-двух движений в самом начале работы, чтобы это заложило "фундамент" того, что получим на этой фаске и РК к окончанию работы на том же абразиве без изменений характера обработки. Можно и "от зерна" при достаточно агрессивной работе абразива, за короткое время воздействия им, "срезать" заусеночные явления и получить нужную остроту. Но такой сценарий ведь не всегда имеет место.
Это тоже, как и прочие аспекты - не в 100% случаев так, потому как факторов много, и "мозаика" из них складывается часто очень разная.
И то, что допустимо в одном случае, может быть недопустимо в другом или просто не может быть купировано в другой ситуации. А какие-то принципы - работают на благо в подавляющем большинстве случаев, и лично я для себя, за годы практики и наблюдений, и более того, не побоюсь этого слова - исследований, убедился, что лучше их привыкнуть делать сразу. И жалею что мне это объяснили не в первый год моего обучения заточке - скольких бы я избежал непоняток, вопросов и трудностей в поисках получения искомого результата.
quote:Originally posted by oldTor:
Но в частности потому, что стропа всё-таки страдает, я не делал упора на её применение в статье. Просто лично мне часто проще сделать ею, потому что она всё время под рукой и я часто потом на ней завершаю всю работу при заточке ножей и при заточке столярного инструмента не для чистовых работ.
Спасибо за разъяснение.
Вообще пастированная стропа мне не нравится(по ножам),а вот к варианту с порошком я ещё не подошёл - нет "рецепта" который бы был достаточно универсален;экспериментирую.
Я не совсем уверен, что понимаю о заусенце какого порядка размеров речь.
Вот такой, например:

- у меня самая обычная история, и его размеры по сравнению с материалом, на котором выполняется ТБ, а на таких этапах это шкурка P2500-P3000, т.е. с зерном, сопоставимым по размеру с длиной заусенца, не требуют что-то с ним делать перед ТБ.
Да надо сказать, что и более крупный у меня обычно не бывает загнут на какую-то сторону сильно. Я в завершение работы на каждом абразиве стороны меняю достаточно часто, а специально загнуть заусенец буквально под прямым углом к плоскости, в которой лежит РК - я слабо представляю что надо сделать - такой может образовываться, что его "выталкивает" в эту плоскость при механизированной обработке, особенно при заточке инструмента с асимметрией - например, при обдирке той же стамески на круге, но обычно работа всё равно ведётся как минимум до момента, когда настолько жирный и длинный заусенец отойдёт сам.
При заточке же "от зерна", что некоторые до сих пор практикуют, он даже на стамеске, т.е. при работе с одной стороны только, и даже при размере его чутка недотягивающего до 100мкм. в длину, чаще всё-таки торчит в той же плоскости, что и кромка - как я когда-то показывал ещё в видео - вот скрин - см. правую часть снимка:

Т.е. опять-таки, я как-то не сталкиваюсь с ситуацией, когда заусенец располагается так, что перед ТБ его надо выпрямлять или выравнивать.
Максимум, мне попадалось на клинках клиентов, что заусенец согнут на сторону так, что просто натуральным образом прилип к одной из фасок.
Жаль не сохранилось фото - "хохма смешная, ситуация страшная", как говорится.
Но при таком раскладе тем более, с ним делать нечего, обычно всё равно такое под полную переточку, и он просто стачивался по фаске, к которой прилип, пока я не выходил на нормально сформированную кромку и удалял заусенец, если он не подрезался сам в процессе работы, с помощью ТБ уже новый.
Или я не так понял, что имеется в виду?
Вспомнил, много лет назад, делал фото, не помню точно масштаб, но с реально жирным заусенцем, который я специально не трогал, пока он не начал отходить сам:

Его ширина, полагаю, около 50-70мкм.+-
Но такой или подобный, уже настолько плохо держится, как правило, что просто смахивается подушечкой пальца, когда пробуешь кромку - т.е. вовсе без усилия, без всякого его "стаскивания", что чревато для кромки может быть, он просто отпадает и он мягкий и гибкий, как алюминиевая проволочка, даже если образован на клинке из стали под 60-63 HRC, ясное дело, так как заусенец - это именно уже частный случай дефектного слоя.
Конечно, когда такой отваливается, после него обязательно есть как бы "вторичный" - уже начавший образовываться новый, т.е остаток "корня" этого толстого и широкого заусенца, который уже частично отвалился.
Но он уже коротенький и просто удаляется ТБ обычным образом или подрезается сам в процессе заточки - ТБ ведь тоже не всегда необходим.
В любом случае, при ТБ, как я и писал, на не самых тонких стадиях придётся удалять не только сам заусенец, но и с некоторым запасом, на его "корень", т.е. дефектный заусенец позади уже видимого запросто.
И при таком раскладе, я не вижу необходимости выравнивать снимаемый перед ТБ, если при ТБ мы снимем с некоторым запасом. Который часто легко понять - ушёл или нет, по лёгкому "выпячиванию" этого "корня заусенца" на какую-то из сторон - он продавлен боковым воздействием зёрен.
quote:Изначально написано shapirus:
как минимум при устранении сколов это удобно.
Может быть кому то
Но речь то тут не про удобство)
quote:Originally posted by dmitrichW:
Лезвие помнит намотку ленты еще, когда была в бухте.
А это лезвие проходило термообработку в бухте или уже после нарезки?
Просто всегда думал, что ТО должно убрать такие свойства...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by yemz:
Пара лёгких движений
ПМСМ, неприятие ТБ возникает (и у меня в т. ч.) из-за того, что он, в ранних, "канонических" постах этого форума позиционируется как средство борьбы с мифической (применительно к стали) "памятью металла" и полумифическим "дефектным слоем".
Если отбросить словесную шелуху, то всё понимается просто.
РК никогда не представляет собой идеальной прямой или гладкой кривой без перегибов.
При заточке
quote:Изначально написано mtn2:В 13 посте по ссылке, для "удаления" заусенца вы применили оксид железа, абразивная способность которого довольно низкая. А какой был бы результат, если бы использовался КК или алмаз?
В посте 13 демонстрация того, что обычной направкой на пастированном материале, заусенку полностью не удалить, и оксид железа был взят произвольно. Люди, защищающие с пеной у рта "удаление заусенца на пастированных материалах" обычным образом, а не с помощью ТБ, очень часто применяют именно т.н. "мягкие абразивы" - т.е. пасты на основе оксида железа и оксида хрома (та же ГОИ). Когда-то я уже приводил пример и с оксидом хрома - с тем же отсутствием результата. С алмазными пастами тонкими и КК - получается всё то же самое, если конечно не взять настолько крупнозернистые, что будут оставлять выраженную риску.
Даже зерно на эластичном носителе, работающее довольно грубо (например ОА 6,5мкм. на ХБ стропе или порошок КК F600 с маслом или алмазка с зерном порядка 7\5 - 5\3мкм.), оставляющее заметные риски, заусенку наподобие той, что в обзоре по ссылке - не удаляют до того, как завалят "слижут" угол.
Приподняв угол, можно конечно воздействовать на самую кромку и даже сделать на пастированной стропе нечто типа микрофаски и даже аккуратной, но это работает, если заусенец ранее был удалён. А если нет - то мы его в большинстве случаев просто выровняем и усилим, наволочив на него ещё стали, либо, если всё-таки удастся удалить, обычно так делают при механизированной обработке - это будет сопровождаться завалом угла у самой кромки - в том же посте хороший пример - последний снимок с кругом с ГОИ (причём довольно грубой - номер 3) - там резать нож продолжает только засчёт того, что грубая паста, всё равно "слизавшая" рельеф и завалившая угол у самой РК паста, не скруглившая саму РК (а завал угла и завал РК - не одно и то же) не удалила множественные грубые риски, выходящие на границу завала - такие даже ногтем продолжают чувствоваться.
Как пример довольно удачной машинной заточки - это нормально, если бы большинство производителей, применяющих пасту для удаления крупного заусенца делали хотя бы так - уже было бы неплохо. Однако, что годно в рамках машинной заточки и когда делается с огромным скачком по шагу обработки, когда не ожидаем от ножа ни стойкости ни чистоты и лёгкости реза, уже не срабатывает при более высоких требованиях к заточке. Да и если приглядеться - намёк на начало образования микрозаусенки - там уже есть. Либо это та самая "бородка" оставшаяся от отошедшего крупного заусенца. Собственно, одно другое сменяет при машинной обработке, да и при ручной тоже - довольно быстро.
Неудивительно - обработка ведь "от зерна" ведётся. Она в принципе всегда стремится натащить заусенку в силу направления пластического течения стали. Так неплохо там вышло, только потому, что на пастированном круге я работал с наклоном - не перпендикулярно линии РК.
Вот Вам ещё пример - тоже машинная обработка - грубый круг и потом круг с ГОИ номер 3 - тут в целом, опять-таки, для машинной заточки, удалось худо-бедно ничего, хотя стойкости у такой кромки не будет, но довольно долго будет резать в подсевшем состоянии за счёт грубости рельефа обработки - поскольку работа идёт на круге, я позиционирую клинок так, чтобы прижим довольно толстой грубой кожи осуществлялся не зоной РК а где-то посередине фаски - в результате на самую кромку воздействует только самая "вершинка" круга - ворсинки грубо шлифованной кожи с пастой на них. Но обратите внимание (фото кликабельно, можно открыть покрупнее, как и фото в обзоре) - на краешках рельефа самой кромки, начаток образования микрозаусенки тут всё равно есть, а так мал он только потому, что выраженный заусенец я ранее удалил ещё на заточном грубом круге, а этот - хотя я и был очень осторожен - уже заслуга самого круга с пастой:
 Заточка 65х13
Заточка 65х13
Допускаю я такие явления только в рамках машинной заточки столь грубой, что относительно характера работы клинка так заточенного, это уже практически не играет роли - всё равно такая РК долго не живёт.
Для сравнения - вот тут уже правильный вариант - при прочих равных условий обработки, изменилась только сталь - на предыдущем фото 65х13, а тут 9CR18MOV, углы при том одинаковые:
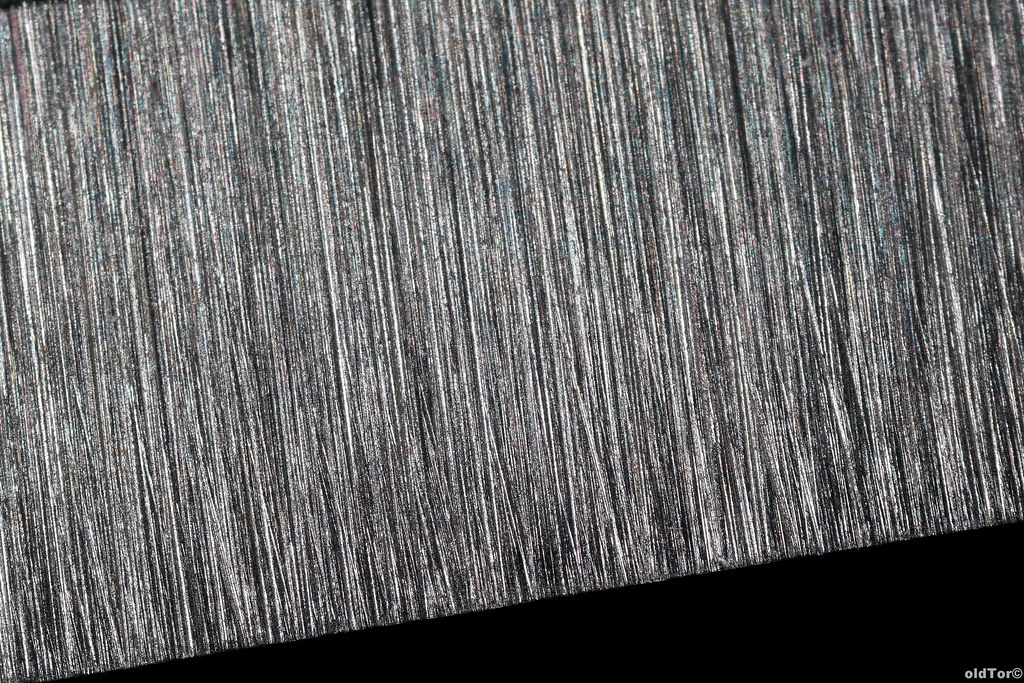 Заточка 9CR18MOV
Заточка 9CR18MOV
Но опять-таки, заусенка была удалена на предыдущем этапе и круг с пастой только чуть пригладил всё, не успев ни завалить ничего, ни создать новую заусенку. Тут очень важно остановиться вовремя.
P.S. Кстати, вот нашёл старый снимок - тут удалось поймать на фото момент, когда с резачка с односторонней заточкой (типа киридаши) стал отходить заусенец - если открыть снимок покрупнее, неплохо видно, как он образовывался - там как будто несколько "наплывов" стали один ан другой. На кромке поналипало правда, но тем не менее, можно и прикинуть состояние её в такой момент - вон сколько ещё на ней торчит остаточков заусенца, на которые ещё и налипают более мелкие частицы стали и прочая отработка:

При том, обратите внимание на светлую полосочку вдоль РК - крупный заусенец, жирный, уже отходит, а на подходе следующий - более мелкий, начало образования которого, начинает уже провоцировать боковая нагрузка от зёрен абразива - т.е. эта светлая полоска вдоль РК - уже начала деформироваться, и просто зализать на пастированной стропе после полного отхода крупной заусенки - плохая идея - на РК окажется уже ослабленная сталь. Т.е. это тоже ещё предстоит удалять. И разумеется, на эластичном полировальном материале это и не удастся за разумное время, и новый заусенец обязательно образуется. Такие вещи в конечном итоге гарантированно только ТБ удаляет, опять-таки. Либо затачивать дальше и удалять заточными методами - я дальше работал на стационарной ботан-нагура с суспензией, делая заточку тоньше и засчёт техники работы с суспензией всё приведя в порядок - за что люблю водники - можно вовсе не давать заусенцу вырастать, а что подрастает - тут же удаляется.
Но я думаю, что смогу Вас утешить, по поводу зерна, например, КК - если его не на совсем эластичный материал наносить, а на что-то, что уже хоть и с натяжкой, но может выступить в качестве притира (не говоря уже о нормальных притирах) - т.е. в т.ч. позволит и делать движения "на зерно" - то Вы сможете удалять всякую гадость и даже легко формировать и микрофаску совершенно дешёвыми средствами и получать приличный результат.
Вот посмотрите пост 131 по ссылке - да, там пришлось поначалу сделать несколько движений "от зерна", чтобы карточку заусенка не расцарапала, но потом уже окончательное удаление заусенки - на зерно:
forummessage/224/12
Так что, как видите - мелочей и нюансов хватает, казалось бы - велика ли разница по жёсткости между картотечной карточкой или чепраком, наклеенным на бланк а вот разница есть. И в поведении стали в зависимости от малых нюансов движений, их смены и направления.
И этим всем можно пользоваться во благо, если поэкспериментировать, поразглядывать-пооценивать разные результаты и варианты, не пуская это на самотёк по какому-то одному сценарию.
Надеюсь, это всё окажется полезным.
quote:Originally posted by rean81:
- для чего его делать?
В дополнение к предыдущим объяснениям, хочу добавить еще одно.
Если на РК есть дефект, например скол, выщерблена или другая проблема, требующая снять металл с уменьшением ширины лезвия до тех пор, пока дефект не уйдет.
Если выполнять этот процесс как заточку, просто дольше до момента стачивания дефекта, то внутри "ямы" так же происходит небольшой съем. Вместе со стачивающимся клинком, дефект так же продолжает углубляться, хотя и не так быстро, как сам клинок. Можно взять распространенные кухонные стали и если есть дефект глубиной 1мм, то при обычной заточке с утачиванием клинка на 1 мм, дефект останется на глубину 0,25 - 0,5 мм. На суспензии либо на гибких сталях, этот эффект заметен больше. На твердых сталях (когда кромка не изгибается под нажимом на бруске) и брусках без суспензии, этот эффект может отсутствовать. Перекрестные движения, когда постоянно меняется направление штрихов, этот эффект почти незаметен.
Однажды столкнулся с этой странностью и не мог победить. Мягкая гибкая сталь китайского филейника и глубокая засечка. При стачивании на воднике столкнулся с проблемой, когда последние 1,5 мм дефекта перестали стачиваться. Точнее, сталь стачивается, но и дефект продолжает проецироваться дальше с той же скоростью. Опыта было мало, поэтому замерял штангелем, точил и ругался...
ps. Более опытные товарищи, в ПМ дали ссылку на обсуждение описанного мной процесса:
quote:Вот в этой теме обсуждалось- forummess...tml
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by oldTor:
"Технологический барьер для заточника. Практическое руководство"oldtor.ru
Занятный материал, спасибо.
Полезно - что к тексту фото есть;я,к примеру,используя те же приемы,по фото обнаружил
что значительно жёстче держу бумагу.А вот со стропой фото нет,а хотелось бы и с большим описанием. У меня любая проводка по стропе (мы же тонкий этап ТБ рассматриваем)режет нить.
Отредактировал.
Да, для лучшей демонстрации в принципе, разности образования заусенца при работе "НА" и "ОТ" зерна - приведу снимок из своего ролика - тут очень наглядно, ибо в качестве примера - машинная обработка на грубом круге:
 oldTor---на-зерно-или-от
oldTor---на-зерно-или-от Сам ролик - по ссылке:
youtube.com
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
С ТБ познакомился из видео Hap Stanley, создателя Nanohone. Он делает его на последнем камне перпендикулярным движением. Сколько бы не пытался это повторить, никак не получалось сделать это достаточно тонко. Мне кажется, что камень это все-таки слегка радикально, независимо от гритности, или может мастерства нехватает.
В итоге плюнул и продолжил боротсья с тонким заусенцем другими способами - перекидыванием со стороны на сторону, наведением суспензии, делать микроподводы и т.д.
Недавно стал пробовал шкурки(гритность зависит от камня на котором работаю) и наконец-то смог адекватно адаптировать ТБ под свои нужды, спасибо Дмитричу и Ганзе
Спасибо!
Со стропой я не стал снимать, посчитал что она не так чтобы очень часто применяется. Тем более, точно такая.
Я провожу по стропе, как бы по какой-то из "линий выступов плетения", в которые втёрта паста.
Конечно, какие-то мелкие волокна стропы там режутся или рвутся, но чем дольше стропа уже работает, тем меньше - как её ни чисть, но выступы её рельефа спрессовываются, там остаётся шлам, выступы плетения уплотняются ещё и им, и меньше волокон разрезается при ТБ.
Я просто делаю это с одного из узких краёв стропы и легонько, так что следы от кромки там практически незаметны, и в любом случае не оказывают влияния на работу стропы "по основному назначению" - они слишком уж с края её. И хотя при ярком свете можно различить следы на стропе от ТБ, но слабо.
Она ведь расходник - пусть даже и служит годами...
Но в частности потому, что стропа всё-таки страдает, я не делал упора на её применение в статье. Просто лично мне часто проще сделать ею, потому что она всё время под рукой и я часто потом на ней завершаю всю работу при заточке ножей и при заточке столярного инструмента не для чистовых работ.
Для бритв я пастированную ХБ стропу в любом случае не применяю для ТБ - только пастированную бумагу на тонких этапах.
quote:Originally posted by shapirus:
технологический барьер -- это просто способ облегчить (сделать более контролируемой, а часто и ускорить) себе работу. сняли заведомо поврежденный металл, выровняли линию режущей кромки -- и вперед, сводить фаски на более тонком абразиве, который уже не повреждает металл на большую глубину. можно и без него сточить это все, но есть риск, что лохмотья на кромке, оставшиеся от предыдущих камней, по мере стачивания металла и утоньшения РК и прилегающей области будут выламываться вместе с кусками кромки глубже той линии, которая была бы образована при создании ТБ, и тогда создание равномерной линии РК займет больше времени, чем если бы сразу был сделан ТБ.
Полностью поддерживаю!
quote:Изначально написано oldTor:Очень зря. кратко - см. ответ на предыдущую цитату. Но есть и другие проблемы. Кто наблюдал на микроуровне результаты подобного - давно отказались от таких методов. Я тоже когда-то такими пользовался, причём с разными материалами, очень давно, правда без усилия - кромка штука нежная и нагружать её нецелевым образом не стоит. Кроме того, если заусенец достаточно короткий и толстый, он может таким образом и никак не удалиться, а скажем просто выпрямиться или согнуться чуть иначе и только.
Я вот очень рад, что нашлись в своё время спецы, объяснившие, что к чему и показавшие альтернативу. Позже, уже имея возможность наблюдать и сравнивать в хорошую оптику - убедился в очередной раз в их правоте.Отчасти те же, что и при заточке при образовании крупного. Но на доводочном свои нюансы.
Изучайте посты 13-14 по ссылке и вообще тему (отдельное внимание на пост 5):
Какие-то явные заусенцы я так не удаляю, это делается, в основном, просто для проверки кромки, что она способна держать нагрузки.
В 13 посте по ссылке, для "удаления" заусенца вы применили оксид железа, абразивная способность которого довольно низкая. А какой был бы результат, если бы использовался КК или алмаз?
замечу между делом, что указание номера страницы в теме не имеет смысла, поскольку количество постов на странице не является постоянной величиной, а может меняться от юзера к юзеру. по возможности избегайте этого и ссылайтесь на конкретные сообщения.
Я больше скажу, у меня вполне себе формировался заусеннц при 90 градусах. А однажды и при 145.
Darki83, а как по-другому? - теория без практики скучна и сплошное занудство.
Обьясните, а ТБ делается в самом начале заточки? При каждой заточке или один раз для одного ножа? На чем лучше делать: наждачка или камень и какой зернистости?
Классический пример пример технологической памяти - старый фокус с лезвием безопасной бритвы.
Внешний эффект:
Вы беретесь угадать одну из сторон лезвия бритвы на которых надписи (обычно они отличаются) и которую Вам назначат не взглянув на неё.
Загадав сторону и сказав Вам какую, бритву аккуратно кладут Вам в руки, которые у вас за спиной и Вы безошибочно поворачиваете эту сторону вверх даже не оборачиваясь.
Секрет прост. Заранее надо узнать в какую сторону выгибается бритва у Вас между указательным и большим пальцем при слабом нажиме если слегка надавить на торцы бритвы, как бы сближая пальцы - бритва всегда выгибается в одну сторону это и надо запомнить.
После того как Вам положат бритву в руки, поместите её между большим и указательным пальцами, слегка сдавите, чтобы узнать в какую сторону прогибается.
Лезвие помнит намотку ленты еще, когда была в бухте.
P.S.
Спасибо, что обратили внимание на этот аспект, я дописал некоторое добавление про это в статью.
Ярослав, здравствуйте, не сочтите за флуд.
Оптика советская и китайская. При формировании рк, бывает пучок за неделю, частое явление. В теме Отто есть аналоги. До или после тб побежалость. Пруфов не будет. На них неровов нет. Но она в одном месте. Было бы пару раз или на угле, списал бы на совпадение. После разделки примерно на этих участках самые повреждения. Количество железок не скажу. Но заставило задуматься. После гриндера много мяса лучше снять.
quote:Originally posted by дядяКраб:
на финишном этапе (если чуть переработал) вполне оправдан
ТБ на финише - это шедевр )))
Может побежалость в одном месте быть? Фоткать не умею, простите.
quote:Изначально написано shapirus:
как минимум при устранении сколов это удобно.
Я бы даже сказал, что незаменимо.
quote:Originally posted by Батёк:
ТБ на финише - это шедевр )))
А что Вас удивляет? На финишных операциях легко получить утончение с уже начавшей терять прочность кромкой. Т.б. в самый раз

quote:
Пока что словесная шелуха исходит от вас. И вовсе ничего "не просто".
+100500. Поражает то, что люди пишут абсолютную чушь ничем не обоснованную и не подтвержденную практикой.
quote:Изначально написано yemz:
..
Пара лёгких движений на наждачке Р2500 и засаленную графитом, заточенную РК полностью не снесут, а уберут мельчайшие дефекты.
+100500
Иногда нужно и намного более тонкий абразив применять.
Например, если речь про малые углы и особо тонкую РК, я нередко на тонких этапах выполняю ТБ на кусочке офисной бумаги, в которую втёрта паста, а для наиболее нежного воздействия на кромку, маленький листок её сворачиваю в трубочку в один слой (например листок от самоклеющихся блокнотиков очень удобен) и провожу по кромке вот такой "пружинящей" трубочкой, которой ещё нужно постараться, чтобы нажать на кромку лишнего.
Кстати, этот способ прекрасно подойдёт тем, кто пользуется апексоидами с зажимами клинков - а то некоторые высказывались что им, дескать, неудобно "вытаскивать клинок, чтобы провести по шкурке, положенной на микрофибровую салфетку") Правда, мне было неясно, неужели нельзя самостоятельно придумать альтернативу, чтобы клинок из зажимов не вытаскивать)))
Или по кусочку ХБ стропы с пастой провожу. Вот по коже - нет. Кромка в неё сразу внедряется, вместе с микрозаусенчиком, и его может "потащить" вместе с фрагментами РК, а не просто "мягко сошлифовать". Проводка по ХБ стропе поперёк волокон её плетения в этом плане мне нравится намного больше и кажется принципиально более эффективной.
В общем - вариантов хватает, а какой выбрать и под какой этап - это уже практикой достигается, кому что больше нравится на каком этапе - в зависимости от того, сколько надо снять, надо ли при том корректировать линию РК или нет.
quote:Originally posted by almedic:
И после этого "О кей"...
Mastro Livi редко делится своими ноу-хау, но любит сниматься.
http://www.youtube.com/results?search_query=Mastro+Livi+
Конечно бритву, как селёдку, шлепать на камень не допустимо, но зато как выразительно смотрится при сохранении последовательности.
quote:Это точно - наверное потому, что не точу на малые углы крупными абразивами.Originally posted by Emiliokazanova:
Батек, в вашем опыте не хватает случаев с ползучими дефектами
40? на РК водником #3000 - сам по себе ТБ - убирает сколы, но не теряя остроты.
quote:Изначально написано mtn2:У меня довольно тонкие волосы на руках, с ними бритье грубой заточкой не проходит. Состояние кромки также оценивается пальцами по ходу заточки.
У меня такая кромка легко сбривает на руке и самые тонкие - под 30мкм., которых у меня там хватает, наряду с более толстыми, под 70, как основная масса, на голове. Я светло-русый и волос у меня тонкий. А среднестатистическая толщина волоса 70-110мкм.+-
quote:Изначально написано mtn2:Я предполагаю, что на малых углах заточки подвод начинает сгибаться(упруго) под давлением абразива и сталь(при заточке от зерна) начинает удаляться не с вершины, а с боков.
Иначе как объяснить то явление, которое произошло у Тодда Симпсона, когда он затачивал бритву от зерна - там просто огроменный заусенец получился.
Если я буду сидеть и полчаса точить от зерна на угле 35 градусов тем же КК 5/3 - у меня ничего не поменяется, только полировка улучшится.
Во всех случаях заусенка растёт именно от стали, наволоченной с фаски, по которой идёт обработка. И "от" зерна и "на" зерно. А не вытягивается неведомым образом от вершины радиуса скругления РК. Это может происходить только вместе с общим оттеснением, от упругой деформации в т.ч. от боковой нагрузки от зёрен абразива, и упругости фаски там хватает и при углах под 40 и даже более град., а не только при малых.
При значительной толщине же РК (не величине угла заточки, а в первую очередь именно толщине РК) именно и бывает рост заусенца с одной стороны - с одной фаски. А не по центру или сразу с обеих. Это уже пропорции глубины резания, упругости зоны РК и толщины её.
А вот "всё вместе" - начинает тянуться, когда боковая нагрузка от зёрен абразива "проминает" то, что не сумела прорезать, всю массу - именно потому на иллюстрациях что я приводил выше - толщина РК в месте, откуда "растёт" заусенец при заточке "от зерна" - больше в несколько раз, чем при заточке на зерно, где всю эту массу продавленного + наволакиваемого пластическим оттеснением (термин из шлифования - вообще рекомендую литературу по шлифованию - там, наверное, объяснено лучше, чем мне удаётся) зерно, слава богу, подрезает, оставляя будущую РК намного более тонкой/острой, причём с меньшей утОчкой, так как в отличие от заточки "ОТ зерна" - не тащит, пытаясь оторвать от клинка, значительную массу, что особенно заметно при механизированной обработке.
Конечно, если от зерна затачивать - и будет огромный заусенец, о чём я тут и пишу уже сколько времени) И такое можно наблюдать не только в упомянутых примерах, но практически в любых, касающихся специализированной абразивной обработки.
Если у Вас такой сценарий происходит, как Вы пишете - значит одно из двух - у Вас либо мощная недоточка (я, правда, так и не понял причём тут полировка? Эта операция к заточке вообще не имеет отношения, как и к доводке - это отдельная операция со своими целями и выполняемая определёнными средствами и техническими приёмами), и нужно очень долго выходить на тонкость кромки, правда странно, ибо наволочиться должно всё равно, хотя бы с одной стороны (это можно на не очень твёрдой стали, в районе 55-57 HRC получить за такое время даже направляя от зерна на безабразивном материале - коже или ткани, шириной около 10мкм. легко вытягивается микрозаусенка - я специально проверял несколько раз) либо, и тут мы подходим ко второй версии - Ваши возможности контроля - недостаточны и вместо фиксации деталей происходящего - лишь интерпретация какой-то части информации.
Тогда как я имею возможность пользоваться оптическим контролем с разрешением до 0,74 мкм. в хорошем качестве. С электронной микроскопией как у Тодда, мне конечно не тягаться, но тем не менее. Я нисколько не хочу Вас обидеть, прошу понять меня правильно, но у меня несколько отпадает челюсть от Ваших выводов:
quote:Изначально написано mtn2:Вот только меньший заусенец получается засчет подрезания вершины абразивным зерном. Это становится совершенно очевидным при использовании очень грубых камней(порядка 100мкм). Если конечные движения производятся на зерно, при той же глубине резания мы получаем всегда гораздо более толстую кромку, чем при движениях от зерна.
Ибо это полностью противоречит всему, о чём и я и люди намного более сведущие и изучавшие абразивную обработку, пишут, говорят, подтверждают пруфами.
quote:Изначально написано mtn2:В общем, в какую сторону точить - до сих пор вопрос спорный.
Кому как. Подавляющему большинству профессионалов за последние лет 120 (вообще намного больше, я навскидку вспоминаю и литературу 18-го столетия, специализированную, откуда уже ранее в этом разделе ссылки и сканы приводились) - это не представлялось и не представляется спорным.
Проводилось немало исследований данного вопроса, при заточке различного инструмента, при разных режимах обработки - от высокоскоростной механизированной до ручной. Вот, в частности, что пишут по этому поводу в ракурсе даже заточки резцов из твердых сплавов, не только стальных!:
"Дополнительным источником появления биения кромок является интенсивный износ круга, что приводит к нарастанию высоты зуба от первого к последнему затачиваемому.
Учитывая изложенное, нетрудно прийти к выводу, что для устранения указанных дефектов заточки инструмента необходимо точно профилировать и чаще править абразивный круг, правильно настраивать заточную операцию, а в конце заточки выполнять выхаживание, т.е. заточку без поперечной подачи, что особенно важно для уменьшения биения режущих кромок инструмента. Зазубрины режущих кромок. Свойственны инструментам из хрупких режущих материалов: твердого сплава, минералокерамики, сверхтвердых материалов. Предел прочности на растяжение у хрупких материалов низкий. Заточной круг, cбегая с режущей кромки в направлении б (рис. 3.22), вырывает отдельные частицы материала инструмента ('выбивает' их), и на режущей кромке образуются зазубрины, являющиеся началом дальнейшего разрушения кромки. Кроме того, инструментами с зазубринами кромок нельзя выполнять чистовую и тонкую обработку. Для недопущения зазубрин круг должен набегать на режущую кромку (направление а на рис. 3.22) и заставлять материал инструмента у самой кромки работать на сжатие, которому хорошо сопротивляются все материалы, в том числе и хрупкие." (с)
Также строгие рекомендации о заточке "На зерно" легко встретить в специальной литературе по заточке самого разного инструмента, например ножей микротомов. А все эти требования и указания, создавались на основе глубокого изучения процессов, происходящих при абразивной обработке, поведения режущего инструмента в работе и т.д. И попытки их опровержения простым "мне кажется", не подтверждённым такой базой - мягко говоря недостаточно, и выглядят смешными.
Мне искренне жаль, что, видимо, не удалось передать достаточно внятно то, что знаю, объяснить. Но я считаю бессмысленным продолжать дискуссию далее - я всю необходимую аргументацию и проиллюстрированную уже привёл - если недостаточно её, то, полагаю, какой-то ещё тоже не хватит.
В конце-концов, как говорят "главное чтобы вам нравилось" - удаётся удовлетворительно теми методами затачивать, как привыкли - ну и хорошо.
quote:Изначально написано alex-ice:
...
Еще как я понял ТБ делается абразивами средней гритности перед доводкой.
А простое решение есть для этого - к примеру провести без давления клином по ребру вашиты?
А тему почитать? Уже несколько раз объяснялось, какие есть проблемы с выполнением ТБ на твёрдых абразивах.
И Вы не первый, кто тему не читает, и снова задаёт уже обсуждавшийся вопрос.
Ранее на него отвечал уже:
quote:Изначально написано darki83:
Так что на чем всетаки лучше делать тб: наждачка с подкладкой мягкого или камень, на котором работаешь при заточке?
quote:Изначально написано oldTor:
Я же уже это подробно объяснял. В т.ч. см. пост 22, например, абзац после 2-го фотоснимка.
Пост 26 - первый абзац и абзац после последнего фотоснимка.
Пост 74.И коллеги уже достаточно к этому добавили. Что ещё Вы хотите услышать/прочитать - мне непонятно.
quote:Изначально написано tvy61:
В этом все и дело, без микроскопа понять что ты сделал на микронных уровнях, не возможно. Ну да стругает волос, а чем именно все равно не понять, заусенкой или чистой РК..
Ну почему же - не идеальный, но во многих случаях работающий, есть старый тест, ещё 10 лет назад Николай описывал - легонько строгаем не особо твёрдую древесину (скажем 5-6 стружек) и проверяем рез либо строгание волоса - если он никуда не девался - значит с очень высокой вероятностью режет волос кромка, а не заусенец. Нормально доведённая кромка такую остроту не теряет за несколько резов даже на довольно мягких сталях и если уж сталь позволяет добиться такой остроты, то её хватает не на один рез. Заусенец столь стойкий, чтобы выдержал это и не смялся или не сломался - ну если только т.н. "функциональный" в т.ч. как грат на циклях для чистовой обработки. На тонкопритёртой керамике такой можно, кстати, получить.
P.S. Вот только надо иметь в виду, что если заусенец таки был, то для кромки такая проверка может оказаться чревата тем, что придётся делать ТБ и возвращаться на предыдущий этап. Собственно - см. пост выше.
Правда, при лёгком аккуратном строгании, "чистовом", скорее резе даже, кромка даже с заусенцем не получает обычно таких деформаций, как если с силой её "протаскивать" по деревяшке. В этом довольно большая разница.
Но я предпочитаю для того, что уже ни невооружённый глаз не видит, ни ноготь не чувствует - оптический контроль. Но если нет такой возможности - что поделать, пусть не идеальный, но способ есть.
А для заточки до не особой тонкости РК, ногтевого теста мне хватает.
quote:как я понял одной из задач ТБ является удаление сколов
одной из задач да, но еще очень помогает получить совершенно потрясающий результат, если сделать т.барьер перед финишем..
quote:Изначально написано дядяКраб:
Например: и перед финишем,и на финишном этапе (если чуть переработал).
Ну например?)
Потому что есть такое явление, как "оверхонинг" и всяческие артефакты заточки и доводки на кромке, в т.ч. микрозаусенец, навроде того, что я показывал на стр. 2.
В т.ч. появляющиеся тогда, когда хотя бы чуть-чуть, перетачивается лишнего и кромка становится тоньше, чем в состоянии удержать данная сталь (в реальности - подавляющее большинство сталей, особенно на средних и малых углах заточки). Даже и без переточки "лишнего" это всё появляется на кромке в силу того, например, что абразив наиболее интенсивно воздействует именно на кромку, а не на фаски, а также такое может происходить из-за люфта угла или чрезмерно длительное время повторяющихся движений в одном направлении, так как и то и другое приводит к еле заметному, но завалу угла на кромке и утончению её избыточно (на любой приспособе - ибо любые движения однонаправленные, рано или поздно приводят к завалу, характерному для их направления. А когда к этому суммируется инерция, давление, разность упругости обрабатываемого участка, угол атаки на зерно абразива + люфты, например, приспособы, либо засаливание абразива или его истирание, т.е. микроизменения всяческие - то тем более это заметно - если не по гребешкам рисок, то по их "донцам" - это легко можно увидеть, наблюдая под микроскопом разные заточные ситуации).
Соответственные исследования с иллюстрациями данного явления под электронным микроскопом (если вам недостаточно приведённых мною примеров под световым микроскопом) есть в блоге Тодда Симпсона и ссылки на них многократно приводились в разделе.
В основном, люди, у которых нет серьёзного оптического контроля, замечают это только по факту того, что высокая степень остроты слетает с первых резов, а особенно это замечают те, кто затачивает бритвы и бреется ими - комфортность бритья может снизиться катастрофически ещё в процессе первого бритья, что является полным провалом заточки.
И пока не было данных от Дмитрича и ссылок на Тодда Симпсона - никто не мог толком разобраться, почему в одном случае всё хорошо, а в другом - нет. Почему у одного высокая степень остроты может держаться час, день, неделю, а у другого пару резов.
Конечно, проще всего свалить всё на сталь, дескать "плохая", но это далеко не всегда так - чаще проблема в заточнике - не правильный выбор абразивов, недостатки техники работы и отсутствие понимания процессов.
Для тех, кто затачивает абы как и не анализирует своей работы критически, не сравнивает разные подходы пристально - это всё неочевидно, а то и вовсе недоступно пониманию, как мы можем наблюдать на примере холивара на последних паре страниц темы. Но это всё давно изучено и исследовано. А также подтверждено серьёзными практиками, которые ещё остались в этом разделе, несмотря на постоянное наличие всякого троллящего биомусора.
В общем, эти дефекты на самой кромке, а это примерно зона фасок вблизи её в районе 3-6 мкм. (кстати, во многих западных исследованиях поэтому за реальную остроту кромки, а не артефактов на ней, принимают ту её тонкость, которую она имеет на расстоянии 3мкм. от вершины а не на самой вершине до выполнения окончательного её оформления) очень часто следует в процессе заточки удалять, причём принципиально иным направлением обработки и мягко, щадяще, чтобы иметь возможность снять дозированно буквально "по-микронно".
И далее, несколькими движениями методом "выхаживания" (этот термин обозначает последний этап обработки после доводки режущего инструмента, когда резко убирается давление до полного его отсутствия и остаётся только касание, а подача клинка на абразив делается строго в одном направлении, убирается поперечная подача (а также осциллирующая и пр.,) на остроту снова выходят.
Когда рука набита и есть понимание, что и зачем делается, эта процедура в целом, на тонких этапах обработки, занимает иной раз всего секунд 20.
Зато позволяет получить кромку не "какая получилась", а качественную, за которую мастер может ручаться, что она будет вести себя адекватно.
На стр. 2 я уже показывал, как принципиально меняется чистота и однородность обработки кромки в таком случае.
И это всё происходит как при наличии ярко выраженных пластических деформациях в зоне РК, так и при преобладании абразивного резания при обработке. И наличие выраженных пластических деформаций совершенно не обозначает того, что не будет оверхонинга или прочих неприятностей на кромке. Более того - любая чрезмерно длительная обработки кромки без значительного съёма, т.е. как при доводке, когда пластические деформации преобладают над резанием, РК не стачивается уже практически, в какой-то момент начинает сообщать кромке усталость (почему, собственно, спецы столько говорили и говорят о том, что важно подготовить клинок к доводке или даже тонкой заточке так, чтобы последняя операция выполнялась за минимум времени). И это тоже причина, по которой самая вершина кромки в т.ч. на этапе преддоводки и доводки, может требовать выполнения технологического барьера.
И кстати, пластические деформации могут быть разными и некоторые могут не упрочнять, а наоборот - разупрочнять зону РК. Особенно, если ошибаться с давлением и углом. Можно, к примеру, получить прекрасную равномерно обработанную фаску и при том ужасающую кромку - например в силу неудачно выбранного угла, давления, если не учитывать упругость фаски и степень её при определённых углах, структуру стали и выбранный абразив.
И чтобы польза была от пластической деформации именно на кромке, а не где-то вдалеке от неё - в т.ч. следует удалять дефекты выполняя ТБ.
При этом, бывает и так, что выполнение технологического барьера на тонких этапах не требуется. Но решение об этом принимается заточником в каждой конкретной заточной либо доводочной ситуации и основывается на контроле происходящего на кромке.
На самом деле, усвоив это, сделать всё это быстрее и проще, чем об этом рассказать. И это только кажется сложным - "тяжело в учении - легко в бою"(с)
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Увидел.
Спасибо за инфо.
Всем привет, в качестве наждачки для ТБ использовал Р1500. Засалил графитом, но мне показалось, что работает грубовато - РК сильно сьело) как мне показалось, наверное можно даже около 2000-2500. Делал после 600кк камня от гриндермана.
quote:Ваши вопросы не лучше.Originally posted by Straykl:
У Вас примеры своей же глупости)
Вам лень перелистнуть две страницы темы, где есть исчерпывающие ответы на Ваши вопросы.
Это и понятно, "чукча не читатель ...", поэтому и спрашиваете.
quote:Посмотрите вторую страницу темы.Originally posted by Батёк:
ТБ на финише - это шедевр )))
Там есть очень хорошие фото, и техбарьер именно на финише.
Пара лёгких движений на наждачке Р2500 и засаленную графитом, заточенную РК полностью не снесут, а уберут мельчайшие дефекты.
quote:Плохого ничего нет, и казалось бы логично, но ...Originally posted by Вашитоман:
Что плохого точить до заусенца? Это же логичное начало.
Если перечитать тему с самого начала, то станет понятно, что это не панацея и дефекты на РК не всегда уходят вместе со снятым заусенцем.
Только и всего.
Впрочем, я повторяюсь.
quote:Изначально написано Батёк:
Ярослав, они спасибки пишут, но я чувствую, что они вас не читают - иначе было бы хоть какое-то обсуждение - что у кого получается.
А так выходит, что и не прочитали и не попробовали - ни теории нет в голове, ни практики в руках, а это полный алес.
Спасибо за ссылку на ссылку - прочитал, но всё равно ТБ выше моего понимания - зачем затуплять заточенную РК?
Мне объяснили, что ТБ нужен только для премиумных сталей, но я сомневаюсь.
машинная заточка -
Делаем Тб, любых ножей особенно бюджетных которых насиловали, они первые на список ползучих дефектов, выходим на заусенец, дорабатываем чистовыми лентами и тд.
комбинированная заточка-
делаем Тб, формируем на станке рк, переходим на водники , делаем тб, если сведение в порядке можно в легкую начинать с 10мкм там минут ;10 проработки, так же можно перед переходом на 7мкм с 10 еще раз сделать легкое тб и забываем о нем.
Батек в вашем опыте нехватает случаев с ползучими дефектами.
На здоровье! Благодарю за комментарий!
Бессовестно соврали.
Потому как при заточке получаются следы ея. У Вас при вашей манере не получаются. Как, впрочем, и результат тоже не получается.
Мой опыт - перетачивание инструмента, ножей электрорубанка после попадания по бетону, топоров после рубки деревяшек на камнях и железках, - говорит о том, что ТБ удивительно эффективная вещь. Так же, дозированное применение на тонких стадиях позволило мне достичь небывалой до этого остроты, даже при использование разных финишников, после тб получается лучше.
Я регулярно использую, и часто упоминаю это в обзорах, истёртую шкурку с каплей масла или засаленную графитом и до номера P3000. А также, когда малые углы заточки и/или очень тонкий этап работы, то и офисную бумагу со втёртой пастой порядка 3мкм. и 1мкм.
В этой теме, в небезызвестных вам постах, к которым давал отсылки и ранее - например в посте 22, упоминаю P2500.
В посте 26 упомянута паста люксор 0,5мкм. на ХБ стропе даже))
Так что нужда в абразивах тоньше P2000 в ракурсе выполнения ТБ - совсем не новость, а давно существующая рекомендация. Конечно, иной раз может пригодится и погрубее - и P1200 и P600, на этапах совсем черновой грубой заточки. В общем - в зависимости от ситуации, нужны разные средства. Но в основном - тонкие.
quote:Изначально написано дядяКраб:
А что Вас удивляет? На финишных операциях легко получить утончение с уже начавшей терять прочность кромкой. Т.б. в самый раз
А почему Вы считаете, что РК в процессе заточки теряет прочность?
Почему не приобретает, от нагартовки?
quote:Всё хорошо в меру.Originally posted by Батёк:
Убрал заусенец техбарьером - писец режущей кромке - начинай сначала.
Если работать не думая о последствиях, или не понимая что делаешь, тогда да, из ножа можно шило сделать бесконечной заточкой.
quote:Originally posted by Батёк:
Это точно - наверное потому, что не точу на малые углы крупными абразивами.
40? на РК водником #3000 - сам по себе ТБ - убирает сколы, но не теряя остроты.
От увеличения угла резание абразива не меняется
От 40+ ни что не препятствует созданию "усталого" рельефа,излишнему утончению,в том числе заусеночным проявлениям,прорезанию кромки и т.п.
quote:Изначально написано yemz:
из ножа можно шило сделать бесконечной заточкой.
Из ножа можно шило сделать только болтая про заточку))
quote:Изначально написано L_YV:
Верю, сам с таким сталкивался. Ниже фото участка клинка, который затачивал только на зерно, и при определенно выставленном свете увидел тень выше грани подвод / спуск. Это уже наверно и не совсем заусенец, но пластически деформированный металл хорошо видно. На ноже была заявлена твердость 62 HRc.
Похоже на наплыв, да часто такой «заусенец» вижу при мех обработке, особенно, когда линия рк выходит в острие и на обухе висит такая юбка.
quote:Originally posted by Батёк:
Убрал заусенец техбарьером - писец режущей кромке - начинай сначала.
Это когда бездумно шорхают кромкой.
А нормальный т.б. выполняется по ситуации;не в любой момент,и чем попало,а сообразно потребности и масштабу проводимой операции.
Например: и перед финишем,и на финишном этапе (если чуть переработал) вполне оправдан;и совершенно не требуется спускаться на более грубый этап (если т.б.сделан аккуратно и дозировано).