Заточка режущего инструмента
Наклеп. Что такое наклёп? Откуда он берётся? Можно ли его увидеть или померить?
Безусловно, всё хорошо в меру. Я вообще не особенно люблю прямо так конкретизировать и говорить "чисто о наклёпе", так как происходит множество процессов пластической деформации, о разнице между которыми говорить тоже не просто, и о том, в каких случаях и в какой момент, какой эффект переходит в другой - потому говорю в целом о пластических деформациях, которые _неизбежно присутствуют_ при любой абразивной обработке, и все имеют влияние и взаимоотношение друг с другом.
quote:Изначально написано G-E-K:
...
Своим постом я хотел сказать, вернее спровоцировать, мнение о том что "не наклепом единым", о том что чрезмерный наклеп разупрочняет сталь, о том что геометрия (микрогеометрия) поверхности, ее структурное состояние и остаточные напряжения (например от этапа заточки) имеют куда бОльшее влияние на износ нежели наклеп.
Согласен. Чем однороднее всё обработано и тщательнее, и как раз без "замазывания" и размазывания рисок, что тоже является следствием пластической деформации, тем лучше для работы клинка.
О проблемах с чрезмерностью в т.ч. давления, что приводит к срыву нагартованного слоя или его фрагментов и Дмитрич на форуме неоднократно писал и в специальной литературе это указывается сплошь и рядом.
И этот момент я даже могу проиллюстрировать - много писали "нельзя измерить", однако - всё-таки можно.
Вот, к примеру, пример пластической деформации при обработке микрофаски ножа из быстрореза Р18 на 64 HRC, вашитой - по горизонтали 1мм. и далее, в таких же условиях съёмки, я приведу снимок объект-микрометра с ценой деления = 10мкм.:

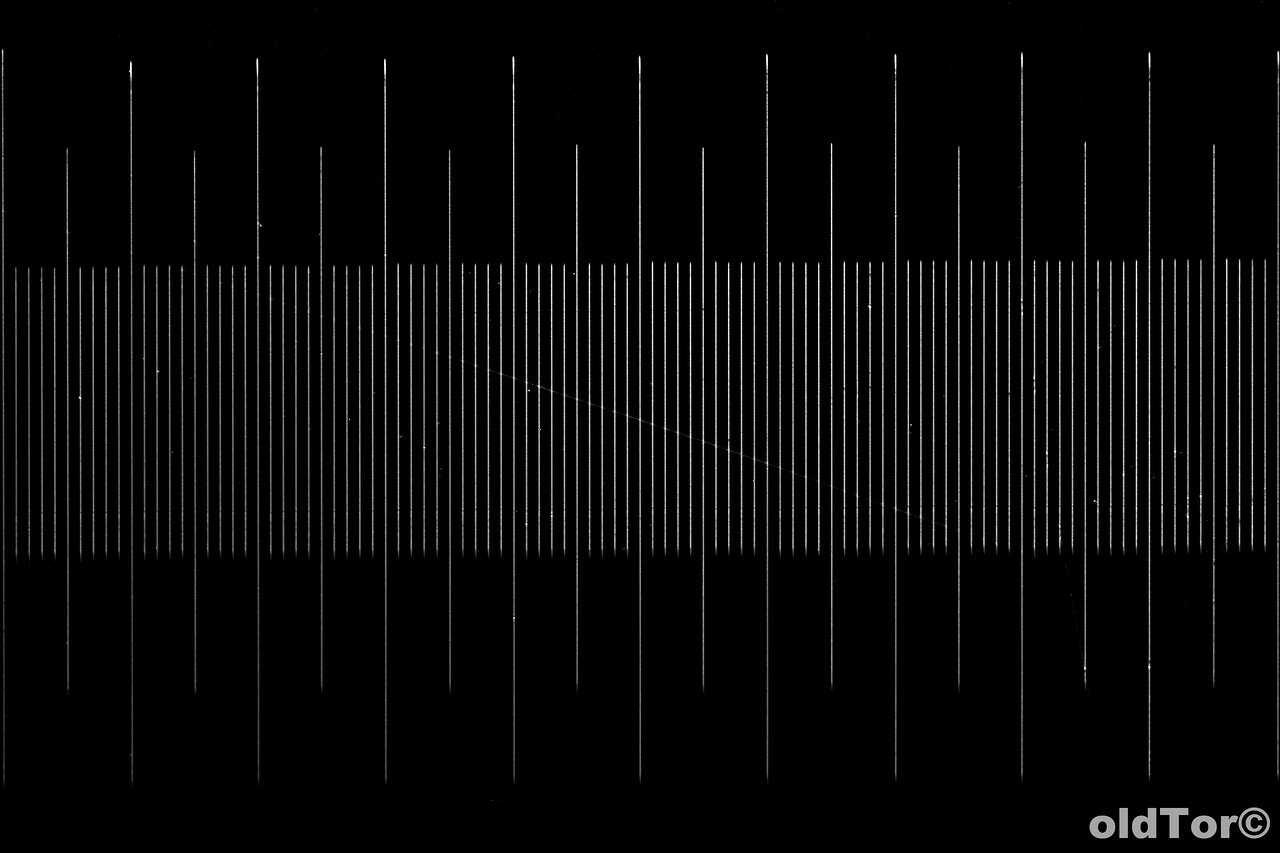
Как можно видеть, в процессе обработки образовывается явный нагартованный слой, толщиной в районе 5мкм. (вот "удивительно" - такие же примерно цифры приводятся и в специальной литературе), который, я, правда, не собирался выполнять, потому он получился не на всей фаске, зато хорошо и контрастно видно, можно прикинуть его толщину.
При том, я, видимо, переборщил с давлением при работе - микрофаска узкая, а я не стремился выполнить доводку, и как следствие - хорошо заметны как бы "чешуйки", которые вот-вот сорвёт с нагартованного - эти чешуйки в данном случае, видные, намного тоньше, однако это явление бывает и более масштабным.
Ярослав,извините,вопрос через семь лет. На приведенном вами крайнем фото, наклеп,является вредной пластичной деформацией металла - замазыванием рисок от абразива ?
Данный пример не рассматривает проблему замазывания рисок.
Поверхность, конечно, "бракованная", в силу допущенной ошибки с давлением, при которой полезная пластическая деформация, начавшая явно проявляться, превратилась во вредную: обладающий несколько большей микротвёрдостью слой с примерной толщиной ~5мкм стал срываться и деформироваться отлетающими "чешуйками" из-за ошибки заточника.
Но на ошибках как раз и учатся, и поэтому я воспользовался своей
ошибкой для того, чтобы наглядно показать, что слой, полученный с выраженным пластическим деформированием:
1. существует даже на сталях высоколегированных и высокой твёрдости (как бы ни вопили об обратном люди, "не верящие в электричество")
2. обладает толщиной и поведением, при ошибке, описанными в специальной литературе (что для меня закономерно, но для тех же не учившихся ничему, но вопящих о своих знаниях и даже при том работавших на производствах - оказывалось на Ганзе чем-то сродни впечатлению, которое телевизор может произвести на аборигена с огненной земли или ещё какого удалённого от цивилизации места)
3. может наблюдаться даже в домашних условиях
Если приводить примеры подобного пластического деформирования НЕ испорченного действиями заточника, то наглядности по толщине слоя, вообще его присутствию, и тем более - поведению при ошибке - видно не будет в силу гораздо более однородной поверхности, на которой "всё в порядке".
Чтобы изучать её - пришлось бы прибегать к более сложным методам наблюдения и изучения: делать срезы и шлифы срезов, выполнять травление, либо нести в лабораторию, где за деньги сделают пробоподготовку и засунут в СЭМ (правда многие это уже и так делали и результаты их работ есть в сети - т.е. не обязательно самому "изобретать велосипед" - разве что если есть желание наблюдать частные случаи результатов, которые недостаточно освещены в существующей исследовательской практике)
Ситуация же "замазывания" и "зализывания" рисок - легко может присутствовать на любом этапе абразивной обработки, как при превалирующем резании/царапании, так и наоборот - при превалирующих пластических деформациях разного рода. Т.е. она не зависит непосредственно от образования или не образования выраженного наклёпанного/нагартованного/наволоченного слоя. В моём примере, наблюдая ситуацию в динамике, я скорее пришёл к выводу, что грубые риски в местах, где нагартованный слой не успел образоваться или уже был сорван - отчасти могут являться и следствием воздействия самих сорванных с фаски фрагментов: эти "чешуйки" твёрже "основной" матрицы, помимо их срыва обнажаются и крошатся карбиды - и вся эта мешанина легко сама сажает царапки (кроме того, риска от вашиты обладает характером не сильно способствующим замазыванию рисок - она прерывиста и даёт поверхность довольно близкую к полученной с помощью немалой доли свободного зерна, так что тут я не считаю, что замазывание в значительной степени сопровождало обработку)
В этом несложно убедиться, если нормально довести фаску какого-нибудь ножа с выраженными карбидами хотя бы просто хрома (например 95х18), с получением однородной пластической деформации полезной, а затем по гладкому материалу (например по боковине стеклянной бутылки) попробовать "направить" клинок, прилагая избыточное усилие - я как-то даже показывал подобный пример, не помню уже где. Так вот - результатом обычно оказывается адгезивный срыв частиц стали, крошение и выпадение карбидов и появление на фасках рисок, именно от них. Причём рисок выраженных и довольно глубоких. Т.е. такое вмешательство "продукта отработки" самого клинка нельзя списывать со счетов при подобной ошибке избыточной нагрузки. В вышеприведённом примере по Р18 влияние карбидов на этот процесс значительно меньше - на фото можно оценить, что их размер несопоставимо меньший, нежели размер отслаивающихся "чешуек" (к слову - из многих быстрорезов, именно Р18 мне нравится как раз тем, что имеет при удачной термичке, карбиды довольно мелкие, что позволяет на нём получать достаточно стойкую весьма и весьма тонкую кромку при умеренных углах заточки)
Но вернёмся к "замазыванию":
Например, некоторые из частных ситуаций "замазывания" подробно описал и показал Тодд Симпсон:
https://scienceofsharp.files.w...it_steel_07.jpg
в статье в целом о дефектном слое (в рамках статьи он формулирует его как "sub-surface damage to the steel") -о нарушениях структуры стали в слоях ниже обрабатываемого и в разных сочетаниях с ним:
https://scienceofsharp.com/201...-damage-part-1/
В общем, я хочу сказать, что само по себе образование дефектного слоя при абразивной обработке достаточно многообразно и не обязательно при присутствии какой-то одной особенности обработки верхнего слоя, у нас всегда будет тот же набор наиболее выраженных особенностей слоёв нижележащих. Они могут сильно отличаться как в силу особенности конкретной стали, так и в силу особенностей применённых средств и режимов обработки. В результате это многообразие переменных, даёт бесконечное количество комбинаций. Но тем не менее, общие тенденции можно выразить и сделать выводы о том, "что с этим делать" и "чего избегать".
Некоторые аспекты визуализации полученной поверхности и частой "обманчивости" её кажущегося качества немного рассматривались в теме о как раз замазывании рисок:
https://www.myabrasive.ru/foru...&t=392&start=20
P.S. Если у меня дойдут руки, я попытаюсь может быть сымитировать снова такой бракованный результат на подобной стали и подобным же абразивом и сделать снимки более детальные, благо мне доступно теперь и коаксиальное освещение и разрешение до 345 нанометров - наверное можно было бы попытаться оценить участок перехода между слоем "срывающимся" и нижележащим. Правда, при таком разрешении, объектив имеет ГРИП порядка 0,4мкм., т.е. надо будет делать стэкинг. Подобными (в смысле с подобной же числовой апертурой - порядка 0,75-0,8, т.е. подобной же разрещающей способностью порядка 0,345 мкм., и металлографическими - т.е. для работы в отражённом свете, на производствах оценивают качество лезвий для бритвенных станков - где-то была ссылка на ролик, где это показывалось, но я не помню уже, где - кажется ivan-3 давал ссылку). Но вообще может хватить и менее мощного - скажем с апертурой порядка 0.42 - т.е. с разрешающей порядка 0,7мкм.
В общем, при случае покопаюсь)
Ярослав, из вашего ответа следует, что вы самостоятельно делали срезы клинков и их шлифы ?! Обалдеть !!! Если не секрет, чем выполняли срез ?
У меня,к сожалению, даже близко нет ваших знаний и опыта, поэтому излишне подробные ответы интересны, но уводят от интересующего в данный момент вопроса.
Спрошу вас - нагартовка, как полезное упрочнение рк , по идее всегда должна начинаться с замазывания рисок ? Ведь риски после обработки любым абразивом будут присутствовать на подводах. Результат будет положительный только в том случае, если риски будут примерно от какого абразива ? Понимаю, что размер рисок зависит не только от зернистости абразива, но и от вида абразивных зерен, давлении на абразив, и от вида стали, ее твердости и то. Но примерно обозначить зернистость с которой появляется возможность получения на рк полезной пластичной деформации - нагартовки возможно ? И какой абразив при этом предпочтительнее?
Ну, чтобы знать про срезы не обязательно самому их делать)
Ну а шлифы делал. Правда, не делал "правильное" металлографическое травление - мне не очень хочется в силу отсутствия элементарных познаний в химии, возиться дома с едкими кислотами. Но кое-что можно видеть и без травления, в т.ч. обрабатывая шлиф по-разному на тонких этапах.
Хочется, конечно и разнообразить методы контрастирования для наблюдений. С распространением дифференциально-интерференционного контраста отражённого света, который практически недоступен в бюджетном варианте (хотя практически проще, чем для проходящего света, т.е. теоретически можно и самому построить), практически перестали создавать и применять в металлографии такой редкий метод, как фазовый контраст отражённого света, но я всё-таки не оставляю надежд устройство для него раздобыть) Это повысит возможности)
Нет, выраженное замазывание рисок - это брак, который получается при несоблюдении одного из основных правил заточки - каждым последующим абразивом должны полностью удаляться риски от предыдущего, в зоне РК (т.е. на микрофасках непосредственно её образующих, или некоторой части фасок при заточки бесступенчатой, обычно около 1/3-1/4 их ширины, если они довольно широкие). И этот брак часто получается просто из-за неверного подбора абразивов под сталь и этап.
Исключение - когда идёт направка на эластичных носителях абразива в том случае, когда как раз важно сохранить рельеф от предыдущего абразива, тем самым сохраняя достаточную агрессию реза и предупреждая "залипание" клинка в некоторых материалах, что бывает, когда он слишком гладок везде.
Поскольку дефектный слой образуется при любой абразивной обработке, в которой превалирует резание/царапание, и его образование практически сходит на нет только на этапах доводки, выполняемой в режимах превалирующего пластического деформирования, когда работает в т.ч. трение и эффекты, происходящие при полировании, и идёт обработка по сути на уровне оксидных плёнок, без врезания зёрен абразива непосредственно в сталь - на таком уровне, как нам сообщают источники, микротрещины, риски и пр. - способны "затягиваться" при определённой технике обработки, но это процесс иной и более тонкий и "мелкий", нежели _замазывание выраженных рисок выдавленным из них или рядом находящихся рисок, материалом_. Так как уже нет глубоких рисок и соответственного по объёму выдавленного из них материала, которым можно, как пластилином, "замазать" такие крупные риски.
О "затягивании" же на микроуровне, а не о замазывании, сказано во второй цитате в посте, ссылку на который я приводил ранее. Т.е. важно оценить разность этих аспектов.
Для разных сталей и при разном пятне контакта - разный.
Ключевую роль в этом играет связка абразива и применяемая СОЖ, техника обработки.
Размер зерна, равно как и тип абразива - здесь не так уж важны и выбираются исходя из стали и того, какую шероховатость надо получить на выходе.
Наверное вам попадалось, что определение "доводочный" встречается на брусках, с довольно крупным размером зерна? Например м28. При том, что часто мы только _начинаем_ заточку, например, некоторых кухонников, с брусков с зерном порядка м14 - м10.
Тут нет противоречия, это просто говорит о том, что такие "доводочные" были разработаны для конкретного применения (обычно в качестве промышленных - в т.ч. хонинговальных, т.е. для применения в основном машинным образом или для работы доводочной в полуавтоматическом режиме, с работой по определённой, характерной для такой операции траекторией, под определённый диапазон давлений, скоростей и пр.), при котором они позволяли выполнить доводку. Доводка ведь далеко не всегда подразумевает особо тонкую шероховатость на выходе. Доводкой повышают качество обрабатываемых изделий, которым регламентирована и достаточно грубенькая шероховатость.
В любом случае, большинство нормальных качественных абразивов позволяют техникой заточки варьировать их работу и получать на разных этапах таковой - разный результат в зависимости от целей. Условно работу заточного абразива можно разбить на 3 этапа:
1. зачистка/удаление рисок от предыдущего абразива
2. проработка данным абразивом в режиме резания до получения кромки принципиально иной, нежели полученная на предыдущем по однородности и тонкости, с повышением класса шероховатости поверхностей, эту кромку образующих
3. либо подготовка к переходу на следующий абразив, либо, если он используется в качестве финишного - выполняется выхаживание или применяется техника доводки. И та и другая операция требуют убрать давление практически до нуля, обновить СОЖ/ПАВ (и обычно скорректировать её слой) - ну а далее уже разности (об этом писали много где, тут не буду повторяться).
Чисто практически, иногда для доводки, если она вообще требуется, я применяю абразивы с зерном начиная от м14 - м10. И заканчивая абразивами с зерном 1-0,5 мкм. на притирах. Но повторюсь - от связки абразива или материала притира и его шероховатости, соотношения всего этого с конкретными группами сталей зависит больше, нежели от зернистости или материала абразива.
Не редкость и ситуация, когда абразив с более мелким зерном и определённой связкой - хоть тресни, но на доводочный режим не выходит, и продолжает резать. А с зерном более крупным и того же типа, но на другой связке - позволяет без проблем выйти на доводочный режим с преобладанием пластического деформирования.
Поскольку доводка на самом деле нужна далеко не всегда и не всем инструментам, часто вполне достаточно заменить её выхаживанием на том же абразиве, на котором делалась тонкая или средняя заточка. И это не повод получать там замазанные риски, но вполне реально получить выраженное наволакивание, нагартовку, наклёпывание.
Но это целесообразно, если данный абразив не делает как раз "замазывания" рисок - т.е. "закрытия" канавок их выдавленной сталью, в режиме резания, т.е. режет и соскабливает выдавленное эффективно. Тогда при выхаживании им просто будет повышаться тонкость обработки с определёнными признаками пластической деформации, но без появления "не пойми откуда" паразитных царапин - рисок, которые снова вскрылись, будучи ранее замазаны.
Впрочем, при выхаживании их обнаружить трудно, так как направление обработки строго сохраняется.
Если же потом делается доводка другим абразивом, для которой характерно постоянно менять направление, амплитуду - то обнаружение ранее замазанных рисок и постепенное их удаление - если они были, будет гораздо заметнее.
Невозможно говорить про более или менее предпочтительный абразив безотносительно частностей конкретной задачи с конкретной сталью или группой сталей, хотя бы, и безотносительно связки абразива. Она даже важнее.
Я применяю и бруски на разных связках, что с алмазным зерном, что с электрокорундом или карбидом кремния, и притиры их разных материалов, с разным опять-таки зерном - преимущественно электрокорундом или алмазом и природные камни некоторые. Всему находится своя область работы.
Универсального какого-то одного решения для широкого спектра инструмента и вариантов тех. заданий по нему, полагаю, не существует.
Ярослав, пожалуйста поправьте если я не правильно понимаю.
После полного удаления рисок,царапин и выдавленного металла от предыдущего абразива, оставляем риски,и выдавленный металл от того абразива, котором удалил предыдущие риски,царапины и выдавленный металл. И так далее - удаляя одни дефекты абразивной обработки, абразивным методом , оставляем дефекты абразивной обработки от того абразива которым работали.
Разве есть вариант удаления рисок абразивным способом при котором не происходит резание, царапанье, и выдавливание металла ?
Эластичный абразив не будет замазывать риски,если им работать вдоль уже имеющих рисок. Если направление движений эластичного абразива будут пересекать уже имеющие риски,то произойдет их замазывание, при достаточном времени работы на нем.
Работа абразивом без врезания зерен абразива в сталь происходит при выхаживании. Поэтому, выхаживание -метод доводки.
Но, как писал выше, риски от абразива всегда присутствуют. Если только они не замазаны работой на без абразивом материале,или работой на абразиве, но выхаживанием, при котором не происходит врезания абразивных зерен в сталь. По сути, при выхаживании выполняем работу на абразиве, но без абразивным способом.)) Как в первом, так и во втором случае, происходит пластичное течение металла.
Когда зерна абразива работают без врезания в сталь, деформация стали проходит не в виде царапин и выдавленных следов, а в виде пластичного течения стали. Это пластичной течение стали начинается с верхних участков обрабатываемой поверхности, которыми являются вершины рисок и выдавленный метал,даже если эти риски и выдавленным металл имеют маленькие размеры, и выступают не высоко над обрабатываемой поверхностью . Из за малого расстояния этих вершин от поверхности стали, и не большой глубины рисок пластично текущий металл быстро создает слой плотно прилегающий к поверхности. Но все хорошо в меру. Или как вы писали про доводку, но по поводу образования заусенца -"главное вовремя остановится ". Иначе, как и при не правильной полировке, этот пластичный слой покрывающий сталь начнет от нее отрываться/отслаиваться чешуйкам, которые будут царапать сталь.
По поводу срезов. Для меня удивительно - выполнить поперечный срез каленого клинка , и при этом не изменить его ТО. А если ТО стали изменено, то происходит исследование не той стали, что была, а той, что получилась на срезе.
Подумал, вспомнил - вполне возможно и не изменять ТО, если срез выполнять гидрорезкой. Наверно это единственный способ не изменить ТО стали.
Упрощённо (так как бывают исключения):
Верно, именно так: по мере уменьшения глубины врезания зёрен абразива в сталь, снижая к концу цикла обработки каждым абразивом давление и далее, ведя обработку всё более тонким абразивом, глубина дефектного слоя у нас также уменьшается.
Нет, никто этого не утверждает. Я говорил лишь о том, что замазывание глубоких рисок - не является неотъемлемой составляющей дефектного слоя при абразивной обработке.
Эластичный абразив может замазывать а может и не замазывать риски - смотря как его применить.
Если работать по направлению предыдущих рисок - мы запросто можем замазать риски. А можем и не замазать. Направление обработки в ракурсе сугубо замазывания/не замазывания рисок - не определяющий параметр.
Выхаживание - строго говоря НЕ МЕТОД ДОВОДКИ. Есть выхаживание, а есть доводка. Это ясно вытекает из определений ключевых параметров техники выполнения выхаживания и техники выполнения доводки: они разные и для них применяются разные инструменты.
Что не мешает, правда, применять эти инструменты и там и там, но это уже другой разговор.
И врезание абразивных зёрен в сталь при выхаживании - происходит. Также оно происходит и при доводке. На последних этапах а то и буквально проходах, что одной что другой операции - его уже может и не быть или оно может быть исчезающе малО. Но невозможно говорить о том что при этих операциях резание отсутствует.
И потом, есть нюанс, может быть я недостаточно пояснил разницу постом выше:
выхаживание можно выполнить сразу после заточки, тем же абразивом. Вместо доводки.
А можно выполнить выхаживание после _всех_ этапов доводки либо вместо последнего этапа доводки и на том же доводочном абразиве.
И между этими двумя вариантами применения выхаживания - колоссальная разница.
Я бы рекомендовал ознакомиться подробнее с литературой по данному вопросу.
Если что ссылки есть в посте 13 вот тут:
https://www.myabrasive.ru/forum/viewtopic.php?f=35&t=369
На самом деле многие вещи в приведённых по ссылке трудах, непросто понять и усвоить - многое становится ясным только после длительного обдумывания, в сочетании с практическими пробами, применением усвоенного на практике и наблюдением за процесса в этой практике. Без этого - многое остаётся столь умозрительным, что обсуждать это трудно - заметно, что определённого взаимопонимания не выходит.
Но в любом случае там сформулировано и разобрано куда подробнее и понятнее, чем в состоянии я сделать, тем более в рамках одной темы.
Особенное внимание рекомендую уделить в вышеприведённом списке книгам:
Ящерицын П.И., Зайцев А.Г., Барботько А.И. "Тонкие доводочные процессы обработки деталей машин и приборов"
https://www.chipmaker.ru/topic/1869/
Оснас Я.В. Отделка поверхностей измерительных инструментов. М., 1956г.
https://www.chipmaker.ru/files/file/2967/
Масловский В.В. Доводочные и притирочные работы. Учебное пособие. М., 1971
https://www.chipmaker.ru/files/file/6404/
Куликов С.И. (1973) Хонингование. Справочное пособие
https://lib-bkm.ru/load/67-1-0-72
Наерман М.С. (1971) Прецизионная обработка деталей алмазными и абразивными брусками
https://lib-bkm.ru/13456
Орлов П.Н. Технологическое обеспечение качества деталей методами доводки (1988)
https://lib-bkm.ru/load/67-1-0-1660
Ярослав, спасибо ! Куча литературы, читать не перечитать. )) И хотя ссылки ,кроме ганзы, не открываются, найду по названию. Попробую освоить, хотя учебная литература для ВУЗОВ и подобная, с обилием формул и даже не знакомыми понятиями, дается с большим трудом.
На здоровье! Странно - у меня все ссылки работают..
Myabrasive:
наклеп --- это остаточная деформация сжатия на поверхности стали.
Наклеп - это изменение структуры металла, его уплотнение
ИМХО: Книги вещь хорошая, но давайте пока отложим их в сторону. Для простоты понимания (всё познаётся в сравнении), нужно что-то, с чем будем сравнивать, и оно должно быть геометрически более большим, что-бы увидеть глазами (не используя никакого увеличения, если зрение хорошее) и потрогать руками (про ноги пока молчу),
Что сравнивать: 1) заводскую заточку грубым абразивом, 2) поверхностное упрочнение грубым абразивом (оно есть всегда), 3) применение мягкого круга (например с кожаной поверхностью) с нанесенным абразивом (после грубой заводской заточки),
С чем сравнивать?
Просьба не офтопить, нечего не говорим про заусениц, риски, выгорание углерода и так далее,
Без обид, но взрослые люди,которые учились в школе, должны понимать, что увидеть без увеличения, и потрогать ногами или руками,некоторые вещи, просто невозможно. )) А если и трогать руками, то не определить их разницу.
К примеру - молекулы углерода, и молекулы полипропилена хорошее зрение поможет различить ? Науглероженную поверхность стали от без углероженой поможет отличить трогании их руками ?
quote:Originally posted by sm5711:
Без обид
Без обид
quote:Originally posted by sm5711:
просто невозможно
Я чуть по-же размещу продолжение, а там есть такие слова "Наверное, только психолог сможет что-то объяснить человеку, находящегося в плену стереотипов (это не может быть, потому что не может быть)".
quote:Originally posted by sm5711:
взрослые люди,которые учились в школе, должны понимать, что увидеть без увеличения, и потрогать ногами или руками,некоторые вещи, просто невозможно.
Вы правы, конечно, но рискну предположить, что именно имел в виду Скиф77.
Вероятно то, что явление на микроуровне есть, а его влияние на макроуровне неочевидно. И какую обработку считать эталонной ("С чем сравнивать?)"
Попробую изложить своё ИМХО.
Наклёп имеет большое значение там, где изделие формируется силовым воздействием: это ковка, штамповка, волочение.
При резании и шлифовании наклёп тоже возникает, но это скорее артефакт, чем свойство изделия.
В уплотнение металла от воздействия "мягкого круга (например с кожаной поверхностью)" - не верю.
quote:Originally posted by inok1:
какую обработку считать эталонной
quote:Originally posted by inok1:
ковка, штамповка, волочение
Я разве про это говорил? Я написал пункты 1,2,3, и задал вопрос, с чем происходящие действия можно сравнить, и только.
quote:Изначально написано Skif 77:
Я разве про это говорил? Я написал пункты 1,2,3, и задал вопрос, с чем происходящие действия можно сравнить, и только.
Перечитайте свой пост, он не так очевиден как Вы сейчас пытаетесь сказать, или все же раскройте подробнее что Вы хотите понять/раскрыть/услышать.
Гадать что Вы подумали мы можем бесконечно, но не факт что придем к общему мнению и будет полезен результат )
Таки все уже научно доказано. На производства давно одним из методов упрочнения поверхности металлических деталей является пластическая деформация . Маленькое НО.
Наклеп - упрочнение поверхностно слоя металла в результате пластичной деформации. Это явление может быть как полезным, так и вредным. Полезная пластическая деформация, это явление происходящее в результате как осознанный, так и не осознанных действий, и называется НАГАРТОВКА.
Если у кого то есть возражения, что в резулхьтате абразивной обработки клинка происходит пластичная деформация стали, пусть вспомнит замазывания рисок. Более наглядно - образование и рост заусенца. Это наклеп, то есть вредное появление пластической деформации стали.
Но, если возможна вредная пластическая деформация, значит можно получить и полезную пластическую деформацию абразивной обработкой - наклеп на рк .
Действительно, " наверно только психолог сможет что то объяснить человеку, находящемуся в плену стереотипов ". А тем, кто доказательством считает только,то что он может потрогать руками,и увидеть глазами и психолог не поможет. ))
Я конечно же тему не читал, да и про наклеп ничего не знаю, но все же.
Все вот это конечно интересно
Наклеп (нагартовка) - изменение структуры и свойств металла, вызванное пластической деформацией поверхностного слоя металла. Приводит к повышению механических свойств поверхностного слоя с основным. Используется для поверхностного упрочнения деталей. Поверхностный наклеп вызывает сжимающие остаточные напряжения, что способствует повышению усталостной прочности деталей. Степень наклепа достигает 20 - 30%, глубина упрочненного слоя не превышает 10 мкм, а наибольшее упрочнение наблюдается в слое глубиной 2 - 3 мкм;
Но подкину такие вопросики, для тех кто обсуждает вот это все:
Возникает вопрос - для каких это сталей, до каких твердостей, до каких пределов прочности и для каких структур?
Значения какие в цыферках?
И работает ли это для термообработаных сталей с закалкой на мартенсит?
Для феррита/перлита это работает, для мартенсита это работает?
Вот просто первые в гугле графики. https://ozlib.com/994038/tehnika/naklep_rekristallizatsiya
![]()
Посмотрите на твердость и предел прочности, сравните с тем что у нас в сталях для ножей.
![]()
Влияние пластической деформации на механические свойства стали.
Необходимую степень деформации на мартенситной стали создать можно? Для роста одних свойств, за счёт пластичности?![]()
quote:Изначально написано Отто_Шрик:
Я конечно же тему не читал, да и про наклеп ничего не знаю, но все же.
...
Но подкину такие вопросики, для тех кто обсуждает вот это все:
Возникает вопрос - для каких это сталей, до каких твердостей, до каких пределов прочности и для каких структур?
Значения какие в цыферках?И работает ли это для термообработаных сталей с закалкой на мартенсит?
Для феррита/перлита это работает, для мартенсита это работает?
...
Влияние пластической деформации на механические свойства стали.
Необходимую степень деформации на мартенситной стали создать можно? ...
А вы почитайте, причём не столько тему, сколько спец. литературу.
А то в теме:
1. всё это не охватить
2. большинство обсуждателей не обладает достаточной полнотой информации
Вкратце: как раз для мартенситных сталей, как впрочем и аустенитных упрочнение работает по утверждению специальных источников, в большей степени, нежели для феррита/перлита.
О влиянии на механические и прочие свойства хотя бы одну книжечку можно глянуть - например:
"Повышение стойкости дереворежущего инструмента. Зотов Г.А., Памфилов Е.А."
Там, в частности, приводятся данные о желательных параметрах упрочнённого слоя:

border 0
Речь идёт не только об обычных "инструменталках", ясное дело, типа У-шек, про которые писали почти везде, или про ШХ-15 термообработанную на высокую твёрдость, которую в лабораторных испытаниях везде как раз по-моему приводили, но и об упрочнении поверхностного слоя быстрорежущих сталей и даже твёрдых сплавов - в той же книге, например, см. стр. 186-189. - там, в частности, про обеспечение упрочнения алмазным выглаживанием. Там есть и графики и циферки.
Подробнее в циферках по разным сталям - соблаговолите поискать самостоятельно, мне некогда снова перелопачивать, тем более без понимания пользы этого: раз вы тему не читали, то вряд ли станете читать литературу 
Но, всё же - ссылки я давал на книгу выше и на прочие, в списке литературы, который привёл здесь - см. пост 13:
https://www.myabrasive.ru/forum/viewtopic.php?f=35&t=369
Кстати, в вышеупомянутой книге интересно разбираются процессы в поверхностных слоях дереворежущего инструмента в процессе его работы - тоже очень познавательно - весьма рекомендую.
Конечно, список литературы по ссылке далеко не исчерпывающий, но ограничен был тем, что я из прочитанного нашёл с рабочими (на тот момент, по крайней мере) ссылками. Так-то литературы, ясное дело, в разы больше)
quote:
Спасибо, я на woodtools нашёл в какой то подборке, поэтому быстро удалил сообщение.
Но, конечно, все равно спасибо. Думаю кому то ещё пригодиться.
http://woodtools.nov.ru/
quote:Originally posted by oldTor:
влиянии на механические и прочие свойства хотя бы одну книжечку можно глянуть - например:
"Повышение стойкости дереворежущего инструмента. Зотов Г.А., Памфилов Е.А."
Там, в частности, приводятся данные о желательных параметрах упрочнённого слоя:border 0
Речь идёт не только об обычных "инструменталках", ясное дело, типа У-шек, про которые писали почти везде, или про ШХ-15 термообработанную на высокую твёрдость, которую в лабораторных испытаниях везде как раз по-моему приводили, но и об упрочнении поверхностного слоя быстрорежущих сталей и даже твёрдых сплавов - в той же книге, например, см. стр. 186-189. - там, в частности, про обеспечение упрочнения алмазным выглаживанием. Там есть и графики и циферки.
Книга интересная и её стоит прочесть, но пока не читал, но имею мнение, сорри 😁
Я открыл раздел - алмазное выглажевание стр 186
Только вот там нет ничего про стали, там примеры и графики про твердосплавы на основе кобольта.
![]()
По сути это карбиды вольфрама в мягкой кобальтовый матрице (если я ничего не путаю) и выглажевание как то влияет на мягкий кобальт, чем больше кобальта, тем заметнее эффект.
Но тут как бы наверное ничего нет неожиданного, возможна аналогия по типу мягкого и пластичного перлита, его деформации, изменении зёрен и прочего.
Но опять же, это не про мартенсит.
![]()
Дальше идёт ультрозвуковое упрочнение, но там надо в источник лезть (50) да и наверное не наш случай все-же, как и лазерное воздействие (закалка лазером) и прочее ниже.
![]()
Ну я страницы про даже твёрдые сплавы и указал) Что быстро нашёл сразу, где помнил, что встречается, навскидку.
Всё лопатить и давать ссылки у меня нет времени сейчас
про стали в книге тоже достаточно информации. И ножи стружечных станков и пр. по которым я привёл цитату - поинтересуйтесь из каких сталей их делали и делают.
quote:Изначально написано oldTor:
Ну я страницы про даже твёрдые сплавы и указал) Что быстро нашёл сразу, где помнил, что встречается, навскидку.
Всё лопатить и давать ссылки у меня нет времени сейчас
про стали в книге тоже достаточно информации. И ножи стружечных станков и пр. по которым я привёл цитату - поинтересуйтесь из каких сталей их делали и делают.
Возможно и есть, я же не читал всю книгу. А может и нет 😳
Но наверное, на данный момент, можно сказать с большой вероятность точно, что в 6 главе - повышение стойкости деревообрабатующего инструмента методом локальной упрочняющей обработки, ничего нет про наклеп(под этим термином я понимаю то, что в первом сообщении темы) из для мартенситных сталей, который реализуется методом локального давления твёрдыми телами. 😐
![]()
![]()
Продолжение, начало 11станица #253.
Думаю людям, которые никогда не занимались заточкой, или занимаются, но не находятся в плену стереотипов (от др.-греч. στερεός 'твёрдый' + τύπος 'отпечаток'), можно объяснить что такое поверхностное упрочнение, а уже потом при сравнении они смогут понять (надеюсь), что такое поверхностное упрочнение МЕТАЛЛА, когда это можно использовать на пользу, а когда это бесполезно.
Я в детстве видел глазами (и почему-то это запомнил), и когда занялся заточкой, воспользовался сравнением для понимания того что в заточке называется " Дефектный слой, заводская заточка, пластическая деформация, поверхностное упрочнение (поверхностное: уплотнение, увеличение твёрдости)". Это можно увидеть невооруженным глазом, пощупать руками, и даже походить ногами.
И да- это была не заточка, и это был не металл, но там происходили похожие процессы. Что-бы понять всё происходящее, микроскоп не нужен.
Всё это я видел при вспашке поля, которое до вспашки было более твёрдое, можно ходить ногами, и не проваливаться, а после вспашки так не получится (это как заводская заточка грубым абразивом, с получением дефектного слоя). Глубина вспашки- это как глубина дефектного слоя. Внешне по виду, поле после вспашки, можно сравнить с рисками в одном направлении после грубой заточки.
Поверхностное упрочнение, видно на блестящей поверхности отдельных комочков земли, при определённой её влажности, и ориентации к освещению. Можно взять в руку и рассмотреть эту отражающую поверхность. Она обычно в трещинках, и она твёрже чем основное тело комка. То-есть на данном этапе, если говорить про заточку, это упрочнение бесполезно для нас.
Боронование поля, можно сравнить с воздействием кожаного круга с ГОИ на металл, после грубого абразива, Замазываются грубые риски, но поверхность всё-равно остаётся мягкой на глубину дефектного слоя.
Микротвердость(как явление), пользователям ножей не нужна.
Ученым, как факт и применение в микромире, наверное нужна.
Ножом пользуются в макромире(в основном))))
Факт наклепа есть и им пользуются (косы например отбивают, получают мартенсит деформации).
Термообработка на мартенсит по сути тоже деформационную составляющую имеет.
Но товарищи, все микронаклепы от РУЧНОЙ заточки инструмента(ножа), это не особенно нужная хрень и не влияет на пользовательские параметры ножа. Скорлупу яйца как не упрочняй, удара камушка не выдержит.))) Гораздо важнее конечная геометрия кромки,а это в основном золотые руки заточника и правильные абразивы.
quote:Изначально написано Отто_Шрик:Возможно и есть, я же не читал всю книгу. А может и нет 😳
Но наверное, на данный момент, можно сказать с большой вероятность точно, что в 6 главе - повышение стойкости деревообрабатующего инструмента методом локальной упрочняющей обработки, ничего нет про наклеп для мартенситных сталей, который реализуется методом локального давления твёрдыми телами. 😐
про влияние на микротвёрдость, помимо прочего, есть в ракурсе алмазного выглаживания и эластичного шлифования после электроискровой обработки сталей 7ХНМА, 9ХФ - см. стр. 235-239.
quote:Изначально написано КуКуКу:
Микротвердость(как явление), пользователям ножей не нужна.
Ученым, как факт и применение в микромире, наверное нужна.
Ножом пользуются в макромире(в основном))))Факт наклепа есть и им пользуются (косы например отбивают, получают мартенсит деформации).
Термообработка на мартенсит по сути тоже деформационную составляющую имеет.Но товарищи, все микронаклепы от РУЧНОЙ заточки инструмента(ножа), это не особенно нужная хрень и не влияет на пользовательские параметры ножа. Скорлупу яйца как не упрочняй, удара камушка не выдержит.))) Гораздо важнее конечная геометрия кромки,а это в основном золотые руки заточника и правильные абразивы.
Тема вроде бы не о том, нужно это явление кому-то или нет, а о том, есть ли оно)
Оказывается - есть) И широко применяется в промышленности. И в быту - так как явления пластических деформаций, как вредных, так и полезных, хотите вы того или нет, присутствуют неизбежно при любой абразивной обработке в т.ч. ручного режущего инструмента.
И, как и прочие эффекты, сопровождающие абразивную обработку, как например дефектный слой, являются неотъемлемой составляющей того, как долго или наоборот - недолго, работают наши режущие кромки, как именно они деформируются, после снятия какого припуска (скольких переточек фабричной заточки, в частности) инструмент выходит на приемлемые показатели стойкости, после какой заточки держатся хуже и т.д.
С нетерпением жду подробной и научно аргументированной информации о том, как произвести полный цикл абразивной обработки клинка так, чтобы никакие из явлений пластического деформирования вообще не присутствовали и не влияли на пользовательские параметры ножа

Правильные же абразивы для той или иной стали, операции, инструмента, этапа обработки и пр. - это выбор, продиктованный как раз пониманием того, как какие из них работают и для чего разрабатывались, что могут. В частности именно для того, чтобы обеспечивать как раз нужные характеристики затачиваемому/обрабатываемому изделию. Без этого понимания можно выбрать правильные только если строго следовать инструкциям тех, кто понимает. Но это здорово ограничивает, не оставляет места для разумных комбинаций, замен и альтернатив, без набивания шишек об ошибки, которые без понимания ещё и намного труднее исправлять.
quote:Изначально написано oldTor:про влияние на микротвёрдость, помимо прочего, есть в ракурсе алмазного выглаживания и эластичного шлифования после электроискровой обработки сталей 7ХНМА, 9ХФ - см. стр. 235-239.
![]()
Мне кажется это тоже не то, я быстро пробежался глазами.
Как я понял после электроискрового упрочнения, на поверхности стали образуется назовём это покрытие/поверхностный слой, сталь легируется, меняется все. Из 7ХНМА, 9ХФ получается что то другое. Состав покрытия/верхнего слоя зависит от типов электродов, которые используются. Какая там структура, размер зерна, величина остаточного аустенита непонятно, вернее мне её тяжело оценить.
Так что алмазные выглашивания работает не по классическому мартенситу, который получается после закалке стали, а по "нетипичной" структуре.
Это как бы обработка покрытия, а не стали самой по себе
![]()
Типа какой размер зерна был изначально после электроискровой обработки? Может там крупное зерно этого покрытия получается и дробится до стандартных значений у обычной стали?
А сколько остаточного аустенита? 10% как после обычный закалки или 60%?
Все неоднозначно.
![]()
Это типа к тому, что если эффект был бы на обычных сталях от алмазного выглаживания, возможно его и описали, а не приводили примеры про твердосплав и всякую экзотику.
Но опять же, может я и не прав и выводы поспешные. Но в голове у меня такие вопросы возникают.
А может я все не так понял и надо перечитать
Я бы не воспринимал одну небольшую в общем-то книгу, в качестве исчерпывающего фундаментального исследования, охватывающего всё и вся.
Как и большинство трудов, она описывает конкретно то, с чем конкретные авторы имели дело и обобщили в рамках своих интересов и знаний. К тому же внимание к "новым" (на тот момент) методам обработки вполне понятно - это же 1991 год. О методах упрочнения преимущественно доводкой и в основном по сталям, лучше читать в источниках годов 1970-х. Среди них, кроме того, более детальных по частностям, с "протоколами экспериментов" - поболе будет. А в этом труде, полагаю в т.ч. это не особо развёрнуто потому, что к тому моменту это всё уже было давно известно и применялось - интерес представляли более современные разработки и внедрение методов, как и более широкое применение твёрдых сплавов более свежих марок.
Конечно было бы удобно всё в одном труде найти)
Но ни в одной области знаний, не оперируют одним источником)
Это бывает только (и условно) в библиографиях к статьям, которые формируют новые термины и понятия, либо ранее не описанные в отечественной практике - т.е. по которым просто нет так называемых АИ (авторитетных источников, в т.ч. с выдающимся индексом научного цитирования), а словари в библиографии обычно не добавляют, да и диссеры не всегда. Хотя, конечно, некоторые в библиографии суют даже ссылки на сомнительные сайты, но такую библиографию всерьёз воспринимать не будут.
Так что я не стал бы на основании лишь одного и не особо фундаментального труда, делать обобщения и выводы.
Изучать надо комплексно, а как ещё. Чай не "10 способов завязать шнурки" изучаем или что-то типа "как не умея затачивать, всё валить в линзу и прославиться, как идиот"))
Я к сожалению потерял из-за смерти старого хард-диска кучу книг, и пока не наверстал упущенное, но по мере возможности обновляю список литературы на майабразиве и если что - всё в нём у меня есть в пдф. Ещё на что снова наткнусь по теме - укажу. Ну и в имеющемся хватает, но это надо всё перелопатить - я так навскидку не помню, что где конкретно.
quote:Originally posted by oldTor:
С нетерпением жду подробной и научно аргументированной информации о том, как произвести полный цикл абразивной обработки клинка так, чтобы никакие из явлений пластического деформирования вообще не присутствовали и не влияли на пользовательские параметры ножа
Это ваш научный хлеб.))
Влияние пластической деформации при РУЧНОЙ заточке , которая присутствует как явление(больше научное) на пользовательские параметры ножа, угасающе малы.
Научной информации что влияет, тоже нет.))))
В технике наклеп, чаще всего технологическая операция, для получения полезных свойств. Если наклеп паразитное сопровождение другой операции(как вы говорите при РУЧНОЙ заточке) от него надо избавляться следующей операцией, обычно отличной от той которая породила этот ненужный наклеп.
Я не зря "РУЧНОЙ" пишу заглавными.
quote:Originally posted by КуКуКу:
Влияние пластической деформации при РУЧНОЙ заточке , которая присутствует как явление(больше научное) на пользовательские параметры ножа, угасающе малы.
Сейчас нет времени копаться в архиве,так что поверьте описанию:
На финишном этапе попалась крупинка абразива с предыдущего;движение было коротким и след имел четкое начало и конец. В микроскоп было хорошо видно смещение металла и явный его наплыв в конце следа.
Это я к тому,что при ручной заточке пластические деформации весьма велики, иначе бы не имело значения точить НА или ОТ зерна.
quote:Изначально написано КуКуКу:
Это ваш научный хлеб.))
Влияние пластической деформации при РУЧНОЙ заточке , которая присутствует как явление(больше научное) на пользовательские параметры ножа, угасающе малы.
Научной информации что влияет, тоже нет.))))В технике наклеп, чаще всего технологическая операция, для получения полезных свойств. Если наклеп паразитное сопровождение другой операции(как вы говорите при РУЧНОЙ заточке) от него надо избавляться следующей операцией, обычно отличной от той которая породила этот ненужный наклеп.
Я не зря "РУЧНОЙ" пишу заглавными.
Я постоянно пользуюсь при заточке и доводке методами и техниками, позволяющими благотворно влиять на поверхностный слой и добиваюсь получения повышенной износостойкости, благодаря пластическим деформациям, которые без проблем, при небольшом навыке, определимы методами оптического контроля. И разница чисто практическая между стойкостью кромки, образованной схождением поверхностей с одинаковым классом шероховатости, но полученная разными методами, для меня очевидна именно что практически.
Визуализацию этого наиболее свеже я показывал в темах о притирах, где всё намного тоньше, чем в представленном на предыдущей странице грубом примере, причём ошибки)
Наиболее часто применяю это на бритвах и резчицком инструменте, где это наиболее важно, а также на некоторых своих ножах - особенно кухонных с малыми углами заточки (порядка 22-25 градусов). Про которые как раз те, кто "не верит", также мне заявляют, что быть такого не может, чтобы у меня эти ножи при каждодневной работе, продолжали строгать волос и через 3 недели поюза, как обыденное явление)
И это при том, что они не обработаны доводкой, а только выхаживанием)
В конце-концов, мне по барабану, кто и в какой степени "верит" или "не верит" - это всё не предмет веры, а область фактов.
Мне они в работе прекрасно помогают и я этим доволен.
В конце-концов, от наличия чьей-то веры или нет - факты не меняются, а я от этого не стану затачивать хуже, чем научился.

quote:Originally posted by oldTor:
И это при том, что они не обработаны доводкой, а только выхаживанием)
Выхаживание-(вылизование)) - это все в области вашего умения. Чем более идеальна геометрия и чистота обработки на кромке тем лучше (долговечнее) по времени эксплуатации.
quote:Изначально написано дядяКраб:
Сейчас нет времени копаться в архиве,так что поверьте описанию:
На финишном этапе попалась крупинка абразива с предыдущего;движение было коротким и след имел четкое начало и конец. В микроскоп было хорошо видно смещение металла и явный его наплыв в конце следа.
Это я к тому,что при ручной заточке пластические деформации весьма велики, иначе бы не имело значения точить НА или ОТ зерна.
Твердое режет мягкое, естественно с деформациями, внедрение без деформации не бывает)) . Наклеп только туда, как вредное или полезное свойство зачем лепить.Это микро мир, нам чайникам без надобности.)))
На зерно или от это философский вопрос))). У меня был нож финишированный на войлочном круге с пастой ГОИ, острота держалась очень долго, кромку выравнивал и опять бреет))), хороший был заусенец на кромке , качественный))).
quote:Originally posted by КуКуКу:
Влияние пластической деформации при РУЧНОЙ заточке , которая присутствует как явление(больше научное) на пользовательские параметры ножа, угасающе малы.
quote:Originally posted by oldTor:
разница чисто практическая между стойкостью кромки, образованной схождением поверхностей с одинаковым классом шероховатости, но полученная разными методами, для меня очевидна именно что практически.
Лично я больше склоняюсь к тезису КуКуКу, но вполне принимаю и свидетельство ОлдТора.
Совмещается одно с другим вот как.
При ручной заточке наклёп это побочный эффект от абразивной обработки.
С точки зрения инженера это один из десятков факторов, которые как-то и в какой-то степени влияют на прочность и износостойкость.
Есть то, что влияет "существенно". И то, что "несущественно".
Если случайные/трудноопределяемые/несущественные влияния действуют "в безопасную сторону", то их просто не учитывают.
Ремесленник, работающий "для себя", может и поиграть с такими эффектами и что-то (может, и немало) из них выжать.
Где тут проходит граница между реальным эффектом и кажущимся (я вчера поймал во-о-от такую рыбу!), кто определит?
Тем более, что "рыбаки" разные.
КукуКу, скажу вам, как чайник чайнику . )) Не вам решать,какой микро мир нужен другим чайникам ( думаю и не только чайникам ) , а какой нет.
Если вам это без надобности, то и заявлять надо только от своего имени.
inok1 ремесленник на себя не работает. Он продает или изготавливает на заказ изделия ручной работы. Если ремесленник может " поиграться " с нагартовкой, ничего не мешает любителю делать то же самое, для себя, если ему это интересно.
quote:Изначально написано oldTor:
... не обработаны доводкой, а только выхаживанием)
Ярослав, правильно ли я понимаю, под выхаживанием Вы подразумевали работу на не слишком тонком камне, со снижением давления, и максимальной зачисткой поверхности достижимой на используемом камне.
Потому как для меня термин "выхаживание" в основном из станочной шлифовки, когда шлифовальным кругом проходят над поверхностью, без припуска, но со смещением относительно поверхности обрабатываемой детали. При ручной обработке постарался бы использовать всё таки термин "доводка", но с указанием используемого абразива.
С Уважением, Владимир.
Для Всех кому хочется потрогать и посмотреть нагартовку(наклёп).
В первом приближении, коса, молоток и "бабка" в помощь.
При отбивке косы образуется тот самый "наклёп" который и видно, и потрогать можно, да и проверить надфилем как отличается просто металл косы, до нагартовки и после.
С Уважением, Владимир.
quote:Изначально написано inok1:
При ручной заточке наклёп это побочный эффект от абразивной обработки.
Не только при ручной, но и при других видах обработки, там где нагартовку удаётся сравнительно легко контролировать, её активно используют(алмазное выглаживание и пр.), там же где положительный эффект трудно контролировать, а так же когда положительный эффект от этого, сравнительно легко переходит в отрицательный, подобных вещей в промышленности стараются избегать.
С Уважением, Владимир.
KVE, наклеп, на косе образуется не от абразивной обработки, но от ударной . Это не вызывает ни у кого возражений. Но возможность пластической деформация на стали, тем более с твердостью боле 60 ед, в результате абразивной обработки, почему то у некоторых вызывает неприятие.
Выхаживание, как окончательная обработка детали резцом, или фрезой , без поперечной подачи, применяется так же при токарной и фрезерный обработке. То есть повторный и завершающий проход по детали, на той же отметке на лимбе станка, на которой делался предыдущий проход .
Ну, речь идёт не о неприятии, а скорее, о том, что на заре форума роль некоторых явлений была завышена, вплоть до придания им прямо-таки мистического значения.
Впрочем, это неизбежно в каждом новом деле, когда за него берутся энтузиасты.
Кто сейчас помнит о НОТ - "научной организации труда"?
Помню, в одной книге писали, что учёными эргономистами разработана новая форма черенка лопаты в виде трёхгранной призмы - и вот, производительность землекопа увеличилась на 50% !
55 лет прошло, и где те чудо-лопаты?
quote:Originally posted by sm5711:
KVE, наклеп, на косе образуется не от абразивной обработки, но от ударной . Это не вызывает ни у кого возражений. Но возможность пластической деформация на стали, тем более с твердостью боле 60 ед, в результате абразивной обработки, почему то у некоторых вызывает неприятие.
Выхаживание, как окончательная обработка детали резцом, или фрезой , без поперечной подачи, применяется так же при токарной и фрезерный обработке. То есть повторный и завершающий проход по детали, на той же отметке на лимбе станка, на которой делался предыдущий проход .
Неприятие не вызывает, это же явление.)))
Резцом завершающий проход делают, чаще не делают и обязаловки в этом нет обычно. В лимб при ручной наводке не попадёшь в предыдущий, обычно на обратной подаче делают. На токарном поверхность страдает(лохматиться), на фрезерном нормально. Обычно около 10-30мкм снимается дополнительно(часто не критично). И материалы там в основном конструкционные.
Каждый чайник сам за себя.)) Я лично точу кромку ножа(хреново кстати), кто-то зерна, кто-то кристаллические решетки, а некоторые и до атомов наверное уже добрались.))) Каждому свое.
Но когда читаю, что при РУЧНОЙ заточке напряжения наводят и наклепывают, то как у нормального чайника начинает свисток свистеть, не обращайте внимание)))
Раз здесь спецы по наклёпу подтянулись, может скажет кто.
Кто нибудь пробовал Г13Л после закалки, но до эксплуатации, ручной ножовкой перепилить. Только свой опыт. Я бы и сам, но никак по жизни не совместились я, ножовка и Г13Л после закалки.
quote:Изначально написано sm5711:
KVE, наклеп, на косе образуется не от абразивной обработки, но от ударной . Это не вызывает ни у кого возражений. Но возможность пластической деформация на стали, тем более с твердостью боле 60 ед, в результате абразивной обработки, почему то у некоторых вызывает неприятие.
Выхаживание, как окончательная обработка детали резцом, или фрезой , без поперечной подачи, применяется так же при токарной и фрезерный обработке. То есть повторный и завершающий проход по детали, на той же отметке на лимбе станка, на которой делался предыдущий проход .
Как обычно читаем и прочитываем, только то что хотим прочитать, а остальное мимо.
Отметил-же "в первом приближении", это для тех кому посмотреть и пощупать хочется, а так же тем кто хочет понять и разобраться, что за явление. Потому как более понятного примера привести сложно.
При токарке стараются не применять, , поверхность в ряде случаев получается хуже, как замену используют несколько проходов с минимальным съёмом, а в ряде случаев деталь может просто погнуть при таком подходе, если деталь тонкая и вылет большой.
Как думаете, если инструмент при ручной заточке нагревается до 100?с и более, какие температуры в зоне резания возникают?
А как воздействует абразив на инструмент?
Там и резание в чистом виде, и пластическая деформация, а так же и ударная нагрузка. Делайте выводы.
С уважением, Владимир.
quote:Изначально написано КуКуКу:
Раз здесь спецы по наклёпу подтянулись, может скажет кто.
Кто нибудь пробовал Г13Л после закалки, но до эксплуатации, ручной ножовкой перепилить. Только свой опыт. Я бы и сам, но никак по жизни не совместились я, ножовка и Г13Л после закалки.
Сталь Гадфильда .
Как говорится все хотелки за Ваш счет.
Предоставляете материал, инструмент, оплачиваете потраченное время.
А тест уж как нибудь проведём.
С Уважением, Владимир.
В токарке и фрезеровке выхаживание выполняют из за люфтов механизмов . При нагрузке, из за этих люфтов резец или фреза отжимать от обрабатываемой детали , и что бы выдать чистовой размер обработку завершают повторным проходом на той же отметке, но на пониженной скорости. Никогда не видел, что бы после этого выходила "лохматая " поверхность. Наоборот, более чтстая и в нужных допуска. Но на обратном ходе, и с повышенной скоростью наверно возможно. Если деталь тонкая и длинная применяют люнет. При его отсутствии естественно выполняют проходы с малой подачей.
KVE в том и дело, что просят предъявить наклеп, полученный конкретно - абразивной обработкой, а не ударной, галтовкой , или волочением. Против того, что при этих процессах происходит наклеп, оппоненты не возражают.
quote:Изначально написано sm5711:
В токарке и фрезеровке выхаживание выполняют из за люфтов механизмов . При нагрузке, из за этих люфтов резец или фреза отжимать от обрабатываемой детали , и что бы выдать чистовой размер обработку завершают повторным проходом на той же отметке, но на пониженной скорости. Никогда не видел, что бы после этого выходила "лохматая " поверхность. Наоборот, более чтстая и в нужных допуска. Но на обратном ходе, и с повышенной скоростью наверно возможно. Если деталь тонкая и длинная применяют люнет. При его отсутствии естественно выполняют проходы с малой подачей.
Вы очень крутой токарь и фрезеровщик, куда уж там какому-то конструктору, который и станки только на картинке видел.
quote:Изначально написано sm5711:
KVE в том и дело, что просят предъявить наклеп, полученный конкретно - абразивной обработкой, а не ударной, галтовкой , или волочением. Против того, что при этих процессах происходит наклеп, оппоненты не возражают.
Пост Ярослава в этой теме ?244, как у него это получилось заснять не представляю, но очень наглядно.
forum.guns.ru
И на Ваш вопрос:
quote:Изначально написано sm5711:
Ярослав,извините,вопрос через семь лет. На приведенном вами крайнем фото, наклеп,является вредной пластичной деформацией металла - замазыванием рисок от абразива ?
Получили развёрнутый ответ, не буду цитировать.
С Увжением, Владимир.
KVE, спасибо, что догадались не цитировать ответ Ярослава . ))
Встречал и умных конструкторов, и таких, что не могут развертку конуса рассчитать, или не знают,что такое "стопорение гайки ", не говоря про варианты стопорение . Встретил еще одного, предлагающего посмотреть и пощупать пластичную деформацию полученную холодной ковкой, вместо пластичной деформации полученной абразивной обработкой . ))
quote:Изначально написано sm5711:
KVE, спасибо, что догадались не цитировать ответ Ярослава . ))
Встречал и умных конструкторов, и таких, что не могут развертку конуса рассчитать, или не знают,что такое "стопорение гайки ", не говоря про варианты стопорение .
Рад за Вас, что Вы такой умный и знающий. И знаете как развёртку конуса рассчитать, и как стопорение гайки выполнить, не говоря о вариантах стопорения.
quote:Изначально написано sm5711:
Встретил еще одного, предлагающего посмотреть и пощупать пластичную деформацию полученную холодной ковкой, вместо пластичной деформации полученной абразивной обработкой . ))
Во первых: не пластичную, а пластическую.
Во вторых: на комплимент, хоть и не без юмора, Вы перешли к открытому хамству.
В третьих: если результаты подобны, не имеет значения как они получены. По этому не имеет значения как получен наклёп, ковкой, выглаживанием или другим каким способом. На косе наиболее наглядно, а после абразива необходима приличная оптика, лупы 10х может не хватить, да и на что обратить внимание не у всех хватит опыта.
quote:Originally posted by K_V_E:
Как говорится все хотелки за Ваш счет.
Предоставляете материал, инструмент, оплачиваете потраченное время.
А тест уж как нибудь проведём.
Еслиб все это у меня было одновременно, яб и сам попилил, чай не барин.))))Я про любопытство людское доведенное до исполнения. Значит никто не пилил.
quote:Originally posted by K_V_E:
В третьих: если результаты подобны, не имеет значения как они получены. По этому не имеет значения как получен наклёп, ковкой, выглаживанием или другим каким способом. На косе наиболее наглядно, а после абразива необходима приличная оптика, лупы 10х может не хватить, да и на что обратить внимание не у всех хватит опыта.
Я даже не представляю, как в оптику наклеп увидеть. Наклеп это изменения внутренние(подповерхностные +-). Наклепался материал или нет можно на шлифе увидеть или косвенно по изменениям свойств материала. Может Ярослав в свои великолепные микроскопы рассмотрит и оценит, что наклепан металл или это что-то другое, но у нас чайников таких навыков и знаний нет))).
Вообще смотреть в микроскоп и понимать , что ты там видишь, это большая практика рядом с опытным наставником, одних знаний не достаточно.
quote:Изначально написано КуКуКу:
Я даже не представляю, как в оптику наклеп увидеть. Наклеп это изменения внутренние(подповерхностные +-). Наклепался материал или нет можно на шлифе увидеть или косвенно по изменениям свойств материала. Может Ярослав в свои великолепные микроскопы рассмотрит и оценит, что наклепан металл или это что-то другое, но у нас чайников таких навыков и знаний нет))).
О чём и речь.
Дело не в микроскопах.
То что удалось снять Ярославу. Результат больших знаний, огромной работы, большом опыте и большущем везении.
А так же сыграл тот факт, что неудачная заточка, со срывом материала, оказалась очень показательной, видно то что при удачной заточке, увидеть бы не удалось.
quote:Изначально написано КуКуКу:
Вообще смотреть в микроскоп и понимать , что ты там видишь, это большая практика рядом с опытным наставником, одних знаний не достаточно.
+ много.
С Уважением, Владимир.
KVE результаты подобны, но не всем все равно каким путем они получены. В этой теме разговор об одном варианте - получения результата - абразивной обработкой. Ковка, прокат, волочением, и другие варианты не рассматриваю.
Ну что вы, какое хамство ? Это общение в вашем стиле. ☺
quote:Originally posted by sm5711:
В этой теме разговор об одном варианте - получения результата - абразивной обработкой
Я бы уточнил, РУЧНОЙ абразивной обработкой.)))
quote:Изначально написано sm5711:
KVE результаты подобны, но не всем все равно каким путем они получены. В этой теме разговор об одном варианте - получения результата - абразивной обработкой. Ковка, прокат, волочением, и другие варианты не рассматриваю.
Можете предоставить фото с наклёпом полученным абразивом?
А рассказать о данном явлении?
А поделиться наблюдениями по теме?
quote:Изначально написано sm5711:
Ну что вы, какое хамство ? Это общение в вашем стиле. ☺
Возможно моё общение несколько специфично. Может укажете где вам нахамил?
quote:Изначально написано КуКуКу:
Я даже не представляю, как в оптику наклеп увидеть. Наклеп это изменения внутренние(подповерхностные +-). Наклепался материал или нет можно на шлифе увидеть или косвенно по изменениям свойств материала. Может Ярослав в свои великолепные микроскопы рассмотрит и оценит, что наклепан металл или это что-то другое, но у нас чайников таких навыков и знаний нет))).
Вообще смотреть в микроскоп и понимать , что ты там видишь, это большая практика рядом с опытным наставником, одних знаний не достаточно.
..
quote:Изначально написано K_V_E:
...
А так же сыграл тот факт, что неудачная заточка, со срывом материала, оказалась очень показательной, видно то что при удачной заточке, увидеть бы не удалось.
Это так - не зная, на что смотреть - что-то увидеть или классифицировать, тем более, трудно или почти невозможно. Особенно наблюдая отдельные, а не сравнительные снимки "в отрыве от контекста" и без пояснений, либо когда и снимок и пояснения повествуют о каких-то других аспектах. Т.е. фокус внимания не заострён на именно обсуждаемых здесь явлениях.
Но кое-что можно оценить и достаточно наглядно, именно путём сравнения визуального, в микроскоп, поверхностей обработанных по-разному. А потом сравнивая в работе периодику стойкости и характер получаемых деформаций при одинаковых нагрузках. Я этим занимался и "учился видеть, а не просто смотреть" достаточно много - из самых последних работ, которые я публиковал, в которых можно явно и наглядно наблюдать разность финишной обработки с преимущественным резанием/царапанием и преимущественным пластическим деформированием, и они уже были мною опубликованы, приведу пример:
Финишная обработка высокованадевой порошковой стали cpm s90v одним и тем же абразивом (алмазное зерно из суспензии Gunny Juice 1мкм.), применённым на адекватно подготовленных притирах из разных материалов - в первом случае на чугунном, в виде шаржированного зерна, с ожидаемым превалированием резания/царапания, а во втором - на стеклянном притире в виде полусвязанного зерна, с ожидаемым превалированием пластического деформирования:
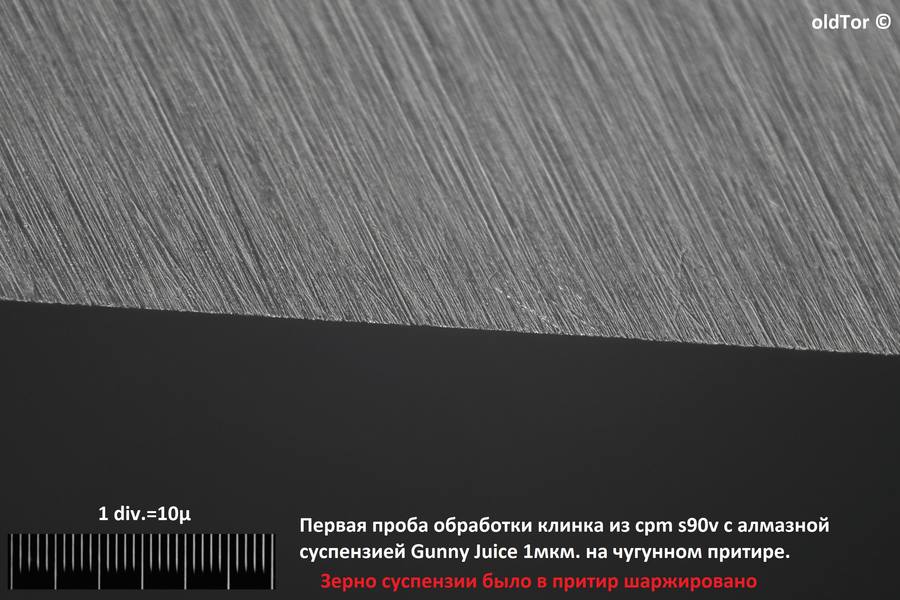
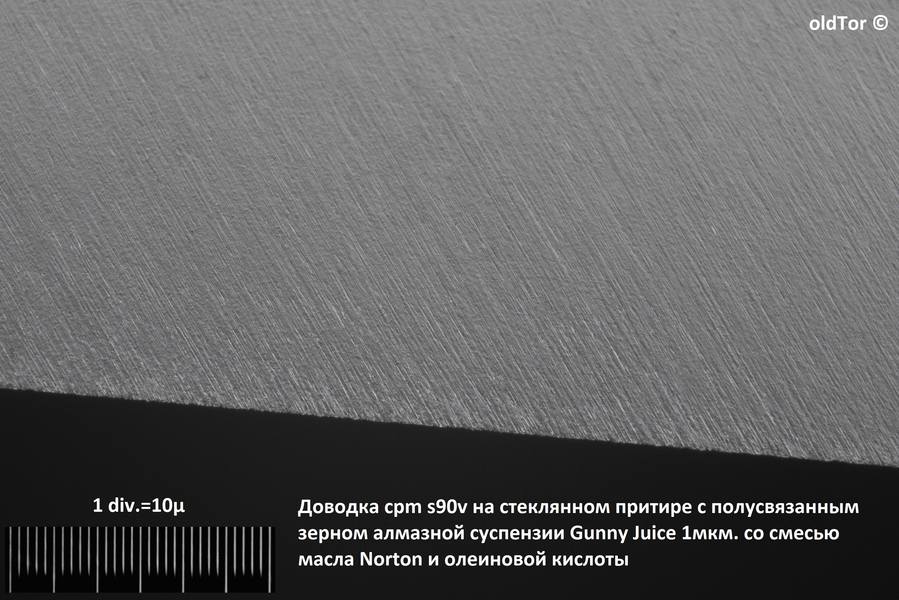
Не знаю как на сторонний взгляд, но я предельно ясно вижу не только повышение класса шероховатости на втором снимке на фасках, но и как раз пресловутую характерную разность обработок с превалированием резания/царапания в первом случае, которое не обеспечивает максимальной стойкости, и с превалированием пластического деформирования во втором, которое её заметно повышает относительно как первого варианта, так и некоторых других вариантов обработки той же стали (например, на свободном зерне, что приводит к избыточному обнажению карбидов) при том же угле заточки и сопоставимой шероховатости.
Фото кликабельны, доступна развёртка в оригинальный размер. Да, при наблюдаемой разности шероховатости фасок, шероховатость РК практически идентична, с еле заметным повышением её однородности на втором снимке. Острота, т.е. тонкость РК при том - идентична: она предельная при данном угле заточки для данной стали, и обусловлена средним размером её карбидов (2-3мкм.) при очень высокой насыщенностью стали ими. Т.е. фактически, они хотя при данном угле слегка и обтачиваются до того, как начнут крошиться и выпадать с кромки, но сделать конкретную сталь в конкретной ТМО при конкретном угле заточки _существенно_ тоньше среднего размера карбидов не получится.
Подробности в обзорах в постах 2021 года, 366-367 в теме по ссылке:
forummessage/224/10
Наверное, без опыта наблюдений и анализа работ и потом наблюдений за деформациями клинка в работе, их характером, такая разность незаметна, но мне это уже не оценить - для меня она так же велика и наглядна, как разница между строганием и шлифованием, например. Даже в том случае, если я не провожу сравнения, а наблюдаю отдельно взятые микрофотоснимки, вырванные из контекста.
По сути - это как раз наглядная разница между "заточкой", или "тонкой заточкой", но всё же заточкой, и "доводкой". Хотя бывают случаи доводки, выполненной с превалированием резания/царапания, но та же спец. литература, к которой я регулярно апеллирую, говорит о том, что окончательные этапы доводки _правильной_ идут в режимах, при которых пластическое деформирование превалирует над резанием.
И наглядный же пример того, как удерживающий абразив материал принципиально влияет на характер обработки, а не сам абразив как таковой.
Такую же разницу можно наблюдать и на инструменте из значительно более "простых" по составу сталях. В частности, одним из аспектов моих проб и сравнений были опасные бритвы из низколегированных инструментальных сталей средней и высокой твёрдости, углеродистых и легированных - при наличии характерных признаков того и другого механизма финишной обработки, стойкость кромки также показывает всегда значительные разницы. Ну а уж про резчицкий инструмент и кухонные ножи вообще молчу - это без счёту)
Правда, на кухонных ножах из хромистых сталей и некоторых порошковых, я пришёл к финишной обработке, в которой всё-таки превалирует резание, но с выбором таких абразивов и на таких связках (или без них, по сути), при обработке которыми, с применением выхаживания, на последнем этапе обработки доля пластического деформирования достаточно существенно возрастает, нежели при обработке другими, не столь подходящими абразивами и в других режимах, чтобы мой выбор абразива и техники работы давал тоже достаточно большой прирост стойкости, причём стойкости именно первоначальной и "крейсерской" остроты, при которой в работе достаточны самые экономичные усилия, а не "остаточной", когда усилие при работе клинком принципиально начинает отличаться от первоначального - я этого не люблю и такие кромки уже считаю тупыми.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Это вы лупанули.))) Какую сталь , чем и как точить и что там в микроскопах смотреть. И это только по поверхности обработки. По ним(фото) мне кажется все сводится к вашим умениям добиться лучшей поверхности обработки и притягивать опять наклеп (пластического деформирования), как таковой только путать нас чайников.)))
Не сочтите за неуважение к вам и вашему времени.
Вы сможете на поперечном шлифе кромки(любой кусочек стали) показать этот "наклеп" который получился от РУЧНОЙ заточки. Наклеп приводит к изменению структуры, покажите его(глубину, изменения структуры), если у вас есть такие возможности. С объяснениями конечно, а то мы(чайники) ни хрена не поймем, что вы нам показываете.)))
Угу)
Я в состоянии представить, так как умею проводить аналогии, что если я сделаю пробоподготовку, протравлю шлифы, если не хватит светового микроскопа с разрешением до 345 нанометров (для профессионального микрофото это мой предел) отнесу на СЭМ за свой счёт, или куплю/арендую твердомер для измерений изменения микротвёрдости, то в результате, от аудитории, потрясающе умеющей игнорировать спектр уже приведённой информации и отсылок к АИ, я в конечном итоге услышу, что: "не так протравлен шлиф", "не так отрезано - изменения структуры обусловлены изменением при пробоподготовке", "СЭМ не той модели", "твердомер не той модели и наверное не откалиброван", "надо было взять другую сталь, а попробуйте ещё с другим составом и насыщеностью карбидами" и тому подобное. А когда аргументов не останется, аудитория скажет "ну... а нам это всё равно не нужно, значит не нужно никому и вообще для порезать закусь и так хватает".
Так как уже с другими аспектами был подобный сценарий в разделе.
Так что на эту идею я отвечу словами Тодда Симпсона, который на предложение проверить чью-то очередную замечательную теорию, сказал, что готов взяться, когда будет время, но при том присовокупил: "я ожидаю, что мне заплатят".
На халяву заниматься этим всем и тратить деньги - меня атмосфера дискуссии не мотивирует. Да даже и за деньги. Для начала, для плодотворного общения, нужно разговаривать на одном языке и одинаково приемлемо дискутирующим сторонам изучить вводные материалы. Иначе получится цирк и восприятие аборигенами достижений научного и технического прогресса, как "фокуса и магии". Впрочем, это уже напоминает такую ситуацию. И ещё вопрос - а вы металлографию "читать" умеете? А данные с СЭМ? Если да, то какие проблемы с простенькими моими снимками. А если нет, то чем вам поможет металлография срезов и результаты СЭМ - мне непонятно.
Так что нахрена оно мне сдалось) Мне достаточно того, что я убедился на практике в том, как это всё работает в достаточной степени, чтобы использовать это на благо лично для себя. Кому интересно попробовать, благо информацию я дал и бесплатно - попробовать сможет. А кому не интересно - пускай проходит мимо.