|
donzava
P.M.
|
Всем привет. Посоветуйте набор (5шт) алмазных брусков. Заточка ножей из злых порошковых сталей . Начиная от элмакс, м398 и заканчивая всякими ванадиевыми быстрорезам . Причем заточка будет с "0". когда РК ещё не сформирована. Сейчас пользуюсь набором брусков из КК от Гриндерман. По тем же быстрорезам они конечно работают- но очень вяло. Для себя выбрал алмазы (Полтава) апексного формата серии эксперт на ФФ связке(фенол-формальдегидная связка EXD13.) Гритность думаю взять вот такую -160/125, 80/63,40/28,20/14,7/5. После 7/5 планирую использовать чугунный притир с алмазными пастами. Посоветуйте правильно ли я выбрал связку, гритность? Бюджет до 20 тыс за 5 камней. Повторюсь клинки будут затачиваться с нуля.
|
|
|
ножедел555
P.M.
|
13-9-2024 07:05
ножедел555
Грубые лучше взять на медно-оловянной связке, фенол формальдегидная уже начиная с 40/28.
|
|
|
donzava
P.M.
|
ножедел555:
Грубые лучше взять на медно-оловянной связке, фенол формальдегидная уже начиная с 40/28.
Спасибо принял во внимание. А есть ли смысл вместо алмазных на ФФ связке(40/28,20/14,7/5) взять эльборовый на ФФ связке. По цене разница не слишком большая. Но якобы эльборы чище /мягче работают.
|
|
|
tvy61
P.M.
|
Если по вашим сталям гриндерман КК, при формировании подвода, работают вяло, я не уверен, что алмаз 160/125 будет работать быстрее. По моему опыту КК по скорости либо так же, либо быстрее. Не дорогая гальваника может дать прирост в скорости, при грубом съеме метала.
|
|
|
donzava
P.M.
|
tvy61:
Если по вашим сталям гриндерман КК, при формировании подвода, работают вяло, я не уверен, что алмаз 160/125 будет работать быстрее. По моему опыту КК по скорости либо так же, либо быстрее.
Проверено алмазы работают шустрее. У меня есть алмазный брусок хонинговальный 160/125, так вот работает он намного шустрее чем 120 или 240 КК Гриндерман. Но в виду того что он маленький 1*8см точить им не удобно.
|
|
|
oldTor
P.M.
|
Пока такое маленькое пятно контакта - он работает шустрее и это естественно. И естественно, что 160/125 работает быстрее бруска F240 со средней точкой фракции 50мкм., а не 142,5мкм.)) (вот с более грубыми -например 200/160 или, тем более, 250/200 - картина уже другая - я бы сказал, что 160/125 - это практически максимально крупная фракция, которая при ручной обработке имеет смысл) Если же Гриндермановский F240 сравнить с адекватным по зерну алмазным - например с 50/40 или, 63/50, скажем, например по быстрорезам, да или по тому же Элмаксу - водный карбид кремния зелёный на керам. связке, в большинстве случаев выиграет. Если вы такое же пятно контакта, какое у вас получается со сталью при хонинговальном узком бруске сделаете с водником на основе КК (например по притёртому ребру если работать, когда камень уже стал не особо толстым) - он по большинству сталей выиграет. А по Элмаксу - прекрасно выиграют и многие бруски на основе электрокорунда - проверено многолетним опытом. Но по узким фаскам по элмаксу алмазы на МО связке работают довольно быстро - это да - эта сталь довольно вообще лёгкая в заточке. Но в целом сравнивать производительность абразивов без учёта площади контакта при обработке - как минимум не корректно.
Кроме того - глубина врезания и оставление грубых глубоких рисок - это не эквивалентно скорости съёма - часто менее грубые, но лучше "отшелушивающие" взрезанную, разрыхленную и выдавленную резанием сталь с поверхности затачиваемого инструмента абразивы, оказываются, при кажущейся более деликатной работе, более производительны просто по объёму снятого за единицу времени. Обычно проще всего это мерять, меняя направление обработки и засекая время удаления слоя стали на глубину рисок предыдущего направления.
Особенно заметна эта некорректность сравнений абразивов при разном пятне контакта, когда начинаете, засекая время, обрабатывать спуски или плоскости стамесок или железков рубанков - вне зависимости от того, сделаны они из низколегированных инструменталок или из порошковых сталей (или быстрорежущих) - вот где сразу становится понятно, как важно пятно контакта для адекватной оценки сравнения.
|
|
|
oldTor
P.M.
|
ножедел555:
Грубые лучше взять на медно-оловянной связке, фенол формальдегидная уже начиная с 40/28.
+100500 Я бы даже сказал - после 40/28. Или даже после 20/14.
|
|
|
oldTor
P.M.
|
donzava:
Спасибо принял во внимание. А есть ли смысл вместо алмазных на ФФ связке(40/28,20/14,7/5) взять эльборовый на ФФ связке. По цене разница не слишком большая. Но якобы эльборы чище /мягче работают.
Сложно сказать - они и затупляются быстрее. Если будете работать по сталям типа Элмакса и M390 - то можно запросто. По ним вообще не сказать, что суперабразивы необходимая вещь.
Если же в основном стали типа Ванадис-10, s90v, S125v - то лучше бы во-первых, позднее переходить на органическую связку, а во-вторых, вам реже придётся взбадривать поверхность брусков, если они будут алмазные, а не эльборовые.
Но эльбор действительно работает нежнее. По крайней мере проблема микросколов на сталях с карбидами под 10мкм (как у ванадиса) - будет не так выражена, а то, что он оставляет риску более широкую, нежели глубокую, на тонких этапах может прибавить производительности по сравнению с алмазами, когда обрабатываете стали не "ультра"-высокованадиевые, а те, у которых его до 4-5,5%.
По ним и затупление зёрен эльбора незаметно по сравнению с алмазным на такой же связке.
|
|
|
oldTor
P.M.
|
donzava:
После 7/5 планирую использовать чугунный притир с алмазными пастами.
..
Полностью поддерживаю.
|
|
|
oldTor
P.M.
|
Ещё стоит иметь в виду, что суперабразивы на МО связках, при прочих равных (пятно контакта, сталь, давление и пр.) - оставляют шероховатость примерно на 1-2 "шага" (а то и на 2-3) грубее таких же абразивов, но на связках органических (эта информация есть и в куче спец. литературы и это проверено практикой и ручной заточки). В подборе сета абразивов это стоит иметь в виду, выбирая "шаг" при переходе с одной связки на другую.
|
|
|
donzava
P.M.
|
Как уже заметили выше с заточкой Элмакса и подобных сталей проблем не возникает- отлично затачивается КК Гриндерман. А вот недавно я точил PGK , так вот по ней КК Гриндерман самые грубые камни что у меня есть 120, 240 . Работают очень и очень медленно, едва цепляют. Это не заточка а онанизм какой-то получается.
|
|
|
tvy61
P.M.
|
Проверено алмазы работают шустрее. У меня есть алмазный брусок хонинговальный 160/125, так вот работает он намного шустрее чем 120 или 240 КК Гриндерман. Но в виду того что он маленький 1*8см точить им не удобно.
Возможно вы правы, если имеется в виду например 10-ый ванадис, на этих сталях я напрямую 120-ый КК и алмаз не сравнивал. На более простых, как уже упомянул Ярослав (М390 и все что рядом) 120-ка как по мне лучше. У меня есть и алмазы и эльборы, как PDT так и Веневские, но 120 Гриндерман я всегда держу на готове 
|
|
|
A.V.X.1960
P.M.
|
13-9-2024 19:51
A.V.X.1960
Самый недорогой и быстрый способ(имхо) - обдирка гальваникой - формирование подводов, далее - венев, двухсторонние бруски с 25% алмазов. Мелкие бруски(начиная с 50мк) веневские - практически - вечные, если ими работать по сформированным подводам - то есть доводить, а не точить.Я купил на али пластины грубые и средние 180гр.240гр.400гр размером 20х20см , разрезал их на полосы 20мм - точу - и не нарадуюсь.Одной грубой пластины 20мм шириной хватает на на 3-4 толсто сведенных в перые точащихся ножа из твёрдой стали.Далее эта пластина точит китйские кухонники из нержи еще какое то время.Для шлифовки -полировки в зеркало широких подводов - неплохо работают бланки с наждачкой мирка - поточил - выкинул. нет геммора с выравниванием и взбадриванием.
|
|
|
Gukepshev
P.M.
|
14-9-2024 00:08
Gukepshev
Originally posted by donzava:
Гритность думаю взять вот такую -160/125, 80/63,40/28,20/14,7/5. После 7/5 планирую использовать чугунный притир с алмазными пастами.Посоветуйте правильно ли я выбрал связку, гритность? Бюджет до 20 тыс за 5 камней. Повторюсь клинки будут затачиваться с нуля.
Как посоветовали выше, Вам лучше начинать с гальваники, а далее, что душе угодно- любые алмазы сработают. Для чего чугунный притир, мне лично не понятно. видимо веяние моды. Чугунные притиры работают хорошо на крупных фракциях, на финиш, я бы от них отказался и предпочел бы медный притир.
В общем сет такой: Гальваника (можно китайскую за 150руб брусок, 150- 240 гритт) далее любой веневский двусторонний брусок на ФФ сязке 100/80 - 50/40, далее брусок на OSB связке 20/14 - 7/5. Притир по желанию. Но, чугунный притир, на финиш, я лично не понимаю, но в сети рекламируют прям хорошо))
Веневцы на МS в принципе тоже работают, но если затачиваете много и не для себя, то они достаточно унылы в работе. Если для себя- пару ножей в неделю, то и их можно смело брать.
|
|
|
oldTor
P.M.
|
Понеслась) Про причины, почему у кого плохо работают чугуннные притиры на тонких фракциях писал не раз. Почему-то на производствах и у многих частников с ними проблем не возникает)) А ларчик просто открывался - технологию надо соблюдать. Для тех, кому "сложно и непонятно" в книгах - русским-по-белому всё простым языком объяснялось не раз, как это делать, зачем и почему. А работа выходит намного чище и однороднее, чем с любыми тонкими брусками, по крайней мере фракций порядка 5/3 и тоньше (вплоть до субмикронных), если всё сделать как надо, и производительность в разы выше. Про рекламу - это глупо. Ладно бы про них писали люди, заинтересованные в продажах таких притиров или паст к ним. Так ведь нет. Про медленность ФФ связок на грубых фракциях по сравнению с МО связками - тоже неоднократно писалось и с примерами, но "на ганзе постов не читают")) Равно как не читают и спец. литературу. Медные притиры - одни из самых медленных и мало стабильных в ручной работе))) Почему - тоже не раз озвучивалось. Равно как и про проблемы с однородностью их работы и нарушением однородности их шаржирования в процессе таковой по совершенно объективным причинам, которые не новость ни для кого, кроме завсегдатаев ганзы, по-видимому. Особенно доставляет, когда про актуальность грубых алмазов на ФФ с ничтожной концентрацией зерна, пишут, явно не имея опыта сравнения в реальности с МО связками. В общем, всё как обычно)))) Тема начала скатываться.. Ну правильно, должен же кто-то покупать УГ типа венёва на органике грубых фракций))) А то вдруг поймут, не дай бог, что есть вещи послаще морковки. "10 лет прошло - ничего не изменилось"(с) )
|
|
|
Gukepshev
P.M.
|
14-9-2024 09:42
Gukepshev
Originally posted by oldTor:
Про медленность ФФ связок на грубых фракциях по сравнению с МО связками - тоже неоднократно писалось и с примерами, но "на ганзе постов не читают"))
Да. да .да, веневский MS 50/40 и 100/80 просто зверь бруски, а у кого не так, те постов ваших не читают и никогда не сравнивали. Как говорится, вперед и с музыкой)) Веневский 50/40 на фф связке, как по мне - это один из лучших алмазных брусков на рынке.
Originally posted by oldTor:
Про причины, почему у кого плохо работают чугуннные притиры на тонких фракциях писал не раз. Почему-то на производствах и у многих частников с ними проблем не возникает))
Ещё раз, раз на ганзе постов не читают)) Originally posted by donzava:
После 7/5 планирую использовать чугунный притир с алмазными пастами.
То есть, планируется использование чугунного притира с алмазными пастами ниже фракции 5мкм. Если у Вас, чугунный притир, хорошо работает с пастами 0,5мкм-2мкм, то примите мои поздравления! Ведь твердый чугунный притир, работает гораздо быстрее медного и поэтому он лучше на таком размере зерна?)) У меня, на таких фракциях, получить поверхность без задиров, на чугунном притире не получается. Но это можно списать на то, что я постов Ваших не читал.)) Originally posted by oldTor:
Про рекламу - это глупо. Ладно бы про них это писали люди, заинтересованные в продажах таких притиров. Так ведь нет.
Если это пишут люди не заинтересованные, то тогда действительно глупо)) Ну в принципе для ножей пойдет. Чугунный притир, паста 0,5мкм-2мкм и главное быстро и бессмысленно. Но блестеть будет хорошо))
|
|
|
A.V.X.1960
P.M.
|
14-9-2024 18:16
A.V.X.1960
Про притиры - на старой работе я видел как слесаря работали с этими притирами.Но там больше ничем нельзя было выполнить эту работу - притирка сигментов разборного подшипника скольжения.Зачем на ножах использавать притиры в настоящее время? Полно любых брусков.На финише - если хочется использовать именно притир - нанесите на стекло алмазную пасту. работает нормально.Стекло ровнять не надо- поточил - сносилось - новое взяли.А чугунный притир нужно будет притирать что бы ровный стал.На чём? На СТЕКЛЕ!
Кругооборот воды в природе.Любой нож теряет первоначальную бритвенную остроту довольно быстро,что бы возвратить эту остроту надо править его на том образиве - на каком финишировали.И причем доволно часто.Бритву финишируют на ремне , потом в процессе - на нем же правяят.Бритвой не режут на доске, ей вообще ничего не режут - ей сбривают волосы.Бритва должна быть острая -= как бритва(извеняюсь за тофтологию).Ножом режут всё что придется - он,даже если был заоточен до остроты бритвы самым дорогим камнем , или на чугунном притире - потеряет эту остроту мгновенно. Если его править до первоначальной остроты в процессе работы - вы не сможете делать эту работу быстро.Поэтому профи - обвальщики, мясники, повара охотники - правят ножи в процессе довольно грубым абразивом - до рабочей остроты в несколько движений и дальше работают.Если комуто нравится заниматься тонкой заточкой или доводкой ножа до реза волоса опусканием (мне нравится иногда это делать) - это - хобби , к долготе удержания режкромки ножа - не имеет никакого отношения, проверенно не однократно.Свои кухонники финиширую 20мкр--7мкр, и то потому что уже нож зажат в приспособе. Правлю в процессе над раковиной на воднике советском, купленным лет 35 назад - до хорошего реза лука. картошки.Зерно на воднике - ну никак ни 1мкр ,ни 7мкр.Нож в состоянии -" пытается брить".До этого правил на алмазном большом бруске - он сточился за 10 лет.А когда начал увлекаться заточкой - даже соседям точил ножи как бритву.Сейчас точу так только клиентам охотничьи ножи - за деньги.
|
|
|
psnsergey
P.M.
|
14-9-2024 22:42
psnsergey
Простите, но насчёт того, что якобы чугун особенно хорош с мелким зерном - неправда это. Чугун пористый, с легко выковыривающимся графитом, и сравнительно прочный, потому надежно держит зерно порядка пары десятков мкм, тут он реально "чемпион". Если варить-подбирать чугун со структурой специально под конкретные задачи, можно этот диапазон сильно расширить, это во время оно делали на лекально-инструментальных участках, но кто этим будет заниматься нынче? А что "просто чугуну" делать с зерном порядка пары мкм?..
|
|
|
Gukepshev
P.M.
|
14-9-2024 23:51
Gukepshev
Originally posted by A.V.X.1960:
На финише - если хочется использовать именно притир - нанесите на стекло алмазную пасту. работает нормально.
Нет не работает стекло нормально)) В остальном пожалуй соглашусь.
|
|
|
Voy50
P.M.
|
Мой выбор: 100/80 50/40 20/14 7/5 3/2 Побольше масла. Я использую лампадное погуще. Для ускорения можно мазать любой пастой сопоставимой гритности. Я использую старые веневцы большие. Основной их плюс в ширине камня, удобнее работать, чем на апексном формате. Если у вас в точилку влезают большие камни, берите лучше их. Разницы в хозбытовых ножах между веневцами, полтавцами и тп без микроскоп не найти.
|
|
|
Chydin
P.M.
|
Originally posted by donzava:
А вот недавно я точил PGK , так вот по ней КК Гриндерман самые грубые камни что у меня есть 120, 240 . Работают очень и очень медленно, едва цепляют. Это не заточка а онанизм какой-то получается
У меня был нож из PGK твердостью в 64, термичка С.Бурова. Никаких проблем с заточкой. А как Вы описываете это только кастомные углеродки. Топор есть у меня такой, 120-й Гриндерман свистит по нему и шибко быстро выглаживается. Originally posted by A.V.X.1960:
профи - обвальщики, мясники, повара охотники - правят ножи в процессе довольно грубым абразивом - до рабочей остроты в несколько движений и дальше работают
Обычно у таких профи и ножи соответствующие, типа мехпилы и Трамонтины. Уважающий себя повар, раздельщик или охотник заимеет себе нож, остроты которого хватит, чтобы в процессе не подтачивать. Тем более грубым абразивом.
|
|
|
psnsergey
P.M.
|
15-9-2024 15:03
psnsergey
Originally posted by Chydin:
как Вы описываете это только кастомные углеродки
А что это за удивительные углеродки такие? Я считал, что как раз углеродки беспроблемно точатся. Что там такого намешано?
|
|
|
Вашитоман
P.M.
|
15-9-2024 15:18
Вашитоман
Крупнокарбидные и легированные.
Я встречал одну такую.
|
|
|
Chydin
P.M.
|
Originally posted by psnsergey:
Что там такого намешано?
Без понятия. Работники Уралмаша в 80-е себе "для дома, для семьи"(с) сделали. Что это углеродка догадался по воронению и при заточке шлам чисто чёрный, как уголь. До оржавления его не доводил. Originally posted by psnsergey:
Я считал, что как раз углеродки беспроблемно точатся.
Много затачивал ножей из клапанов. Некоторые не уступят порошкам. Весной попросили заточить пчак, был удивлён его твёрдостью(кстати пока в заточку и не несут  Это к вопросу о стойкости  ) А есть и простые углеродки, которые легко и быстро заточить.
|
|
|
psnsergey
P.M.
|
15-9-2024 16:35
psnsergey
Originally posted by Вашитоман:
Крупнокарбидные и легированные
Ну это по сути брак для ножа. Крупные карбиды = сложно наточить тонко. Originally posted by Chydin:
Работники Уралмаша в 80-е себе "для дома, для семьи"(с) сделали. Что это углеродка догадался по воронению и при заточке шлам чисто чёрный, как уголь.
Ну ХЗ что это. Может быть особенный быстрорез или что-то типа сормайта. Originally posted by Chydin:
Много затачивал ножей из клапанов. Некоторые не уступят порошкам.
И где в клапанах углеродка?
|
|
|
K_V_E
P.M.
|
Вашитоман:
Крупнокарбидные и легированные.
Я встречал одну такую.
"Имя, Имя, .. . сестра... " из трёх мушкетёров. Ну в смысле Марку стали. П.С. Что в углеродке может быть такого намешано, если там примесей максимум 2-3% (остальное железо) и это с учетом углерода. С Уважением, Владимир.
|
|
|
Chydin
P.M.
|
Originally posted by psnsergey:
И где в клапанах углеродка?
А пошто они тогда ржавеют? Originally posted by psnsergey:
Крупные карбиды = сложно наточить тонко
Описывал в "заточном" своё фиаско с х12мф хитротермоциклированной Шалимом. Тонко заточить не смог  Волос броет, а по бумажке со скрежетом, хоть и аккуратно. Ярослав подсказал путь, попробую.
|
|
|
psnsergey
P.M.
|
15-9-2024 17:55
psnsergey
Originally posted by Chydin:
А пошто они тогда ржавеют?
Быстрорез и сталь Гадфильда тоже ржавеют (хотя и заметно меньше углеродок) - а не углеродки. "С когтями, а не птица, летит и матерится."
|
|
|
Вашитоман
P.M.
|
15-9-2024 18:33
Вашитоман
K_V_E: "Имя, Имя, .. . сестра... " из трёх мушкетёров. Ну в смысле Марку стали. П.С. Что в углеродке может быть такого намешано, если там примесей максимум 2-3% (остальное железо) и это с учетом углерода. С Уважением, Владимир.
У13А в зонной закалке :-)
Мастер просто топорами занимался, а нож.. . получился Интересный, но затачивается только достаточно грубо. Пофиг, нравится.
|
|
|
K_V_E
P.M.
|
Вашитоман:
У13А в зонной закалке :-)
Ну бывает . Вашитоман:
Крупнокарбидные
Ну Мастер не справился, привык к большим поковкам, всякий может ошибиться. Вашитоман:
Мастер просто топорами занимался, а нож.. . получился Интересный, но затачивается только достаточно грубо. Пофиг, нравится.
Вашитоман:
легированные.
Ну а легирование там где? тем более с буковкой "А". Если только легирование углеродом, остальное для этой стали можно в расчет не брать. С Уважением, Владимир.
|
|
|
K_V_E
P.M.
|
Углеродистые стали это те, которые состоят только из железа и углерода(теоретически), с минимумом примесей. ст. 45 - углеродистая конструкционная. а ст. 40Х уже низколегированная конструкционная. У7(У7А) углеродистая инструментальная В Общем углеродистые это те которые состоят только(в теории) из железа и углерода.
А если появляются другие элементы то ржаветь она не перестаёт, а углеродистой уже не будет. С Уважением, Владимир.
|
|
|
Вашитоман
P.M.
|
15-9-2024 20:02
Вашитоман
K_V_E: Ну а легирование там где? тем более с буковкой "А". Если только легирование углеродом, остальное для этой стали можно в расчет не брать. С Уважением, Владимир.
Я не этот имел ввиду конкретный.
|
|
|
Gukepshev
P.M.
|
15-9-2024 22:43
Gukepshev
ну началось.. . Конкретный вопрос был задан, к чему вся эта "философия"? Порекомендуйте свой сет, а автор темы выберет, что ему больше по душе из ваших ответов.
|
|
|
Gukepshev
P.M.
|
15-9-2024 23:07
Gukepshev
Voy50:
Побольше масла. Я использую лампадное погуще.
Всё никак руки не дойдут такое масло купить и попробовать. Помню советовали мне. От других масел, у меня связка на этих брусках "течет". В принципе не критично( оно так течь может годами), но немного напрягает. Ещё( из моего ювелирного прошлого) алмаз очень не любит масло, от масла он становится хрупким. Но по брускам у меня особых наблюдений нет, но в голове сидит зараза эта "установка")))
|
|
|
ножедел555
P.M.
|
16-9-2024 06:58
ножедел555
donzava:
Спасибо принял во внимание. А есть ли смысл вместо алмазных на ФФ связке(40/28,20/14,7/5) взять эльборовый на ФФ связке. По цене разница не слишком большая. Но якобы эльборы чище /мягче работают.
Насчет эльборов сказать не могу, у самого такой сет алмазов: МО полтава 160/125, 100/80, 63/50, 40/28, 14/10 ФФ полтава 20/14 OSB 7/5 На финише притир с пастой (чугун+алмазная паста или природник с люксором). Посоветовал бы такой сет: МО 100/80, 50/40, 20/14; ФФ 14/10, 7/5, дальше притиры. 100/80 вполне хватит для формирования подводов. Пользовался раньше веневскими на бакелитовой связке, по сравнению с медно-оловянной связкой они быстро теряют агрессию, особенно крупное зерно, после каждого применения надо было взбадривать на стекле. В добавок у веневцев "второсортный" алмаз АС6, обладающий повышенной хрупкостью ввиду большого содержания сростков зерен. Тонкие веневцы 3/2, 1/0 на связке OSB тоже были, много в них включений крупного зерна, уже писали про них не раз...
|
|
|
Chydin
P.M.
|
Originally posted by ножедел555:
Тонкие веневцы 3/2, 1/0 на связке OSB тоже были, много в них включений крупного зерна, уже писали про них не раз...
Ну если с содержанием 25%(а не 100% как у меня ), то, по отзывам, вроде получше Другое дело, что столь тонкий "алмазный финиш" на ножах в большинстве или не нужен или достигается быстрей и проще натуралами.
|
|
|
oldTor
P.M.
|
100% концентрация алмазов - это около 25% их в алмазоносном слое. 25% - это 6,25% алмазов в алмазоносном слое)) Т.е. на уровне "еле что-то вроде есть". Для высокооборотистой обработки _в некоторых областях и при определённых режимах обработки_ это имеет смысл, а для ручной - ну, это хвалят обычно те, кто считает, что так можно снизить "грубость работы алмаза", причём в основном это те, кто вообще считает, что выравнивать и притирать бруски - зря тратить время)) В результате, на деле, если обратиться к средствам контроля, обнаруживается, что при такой концентрации производительность мягко говоря никакая. Про частую однородную риску можно по сути забыть. А если нужно выглаживание поверхности, то для этого существуют более подходящие инструменты. Зато для невооружённого взгляда - "блястит" фаска сильнее) Некоторые до сих пор считают это показателем качества обработки, что ни разу не так.
При том, вопрос наличия паразитных царапин, остаётся открытым, потому что даже такая ничтожная концентрация зерна не гарантирует отсутствия агломератов зёрен и наличия зёрен более грубых, нежели заявленная фракция. Но самое "прикольное", что такие бруски, на органической к тому же связке, тонкие, с карбидами в стали уже не справляются, или справляются крайней медленно и неохотно.
В результате, практической пользы от них весьма мало. Но фанатов у них много, зря что ли некоторые люди, называющие себя "мастерами", снимали годами ролики, где пропагандировали подобные алмазные бруски)) А у нас люди предпочитают в массе своей верить байкам и тому, что сказал "аффторитетный камрад", ничем это не подкрепив, кроме слов, вместо того, чтобы думать головой и либо обратиться к источникам, где есть "пруфы" и/или сделать собственные сравнительные наблюдения.
|
|
|
Chydin
P.M.
|
Originally posted by oldTor:
Зато для невооружённого взгляда - "блястит" фаска сильнее) Некоторые до сих пор считают это показателем качества обработки, что ни разу не так.
Ярослав, я с Вами полностью согласен насчёт алмазов. В частности, что тоньше 7/5, 5/3 ножам не надо(для более тонкой обработки или притиры с пастой или натуралы). Но многолетняя и агрессивная реклама своё дело делают. Есть адепты этих абразивов и конечно "канатчикова дача" где канат кромсают заостренными алмазами ножами. А потом делают выводы)))
|
|
|
oldTor
P.M.
|
+100500 Я бы ещё предложил адептам 25% - т.е. 6,25% алмазов на единицу объёма (не рабочей площади, а именно объёма алмазоносного слоя) проанализировать эту цифру с точки зрения доказанного факта, о котором написано в спец. литературе: 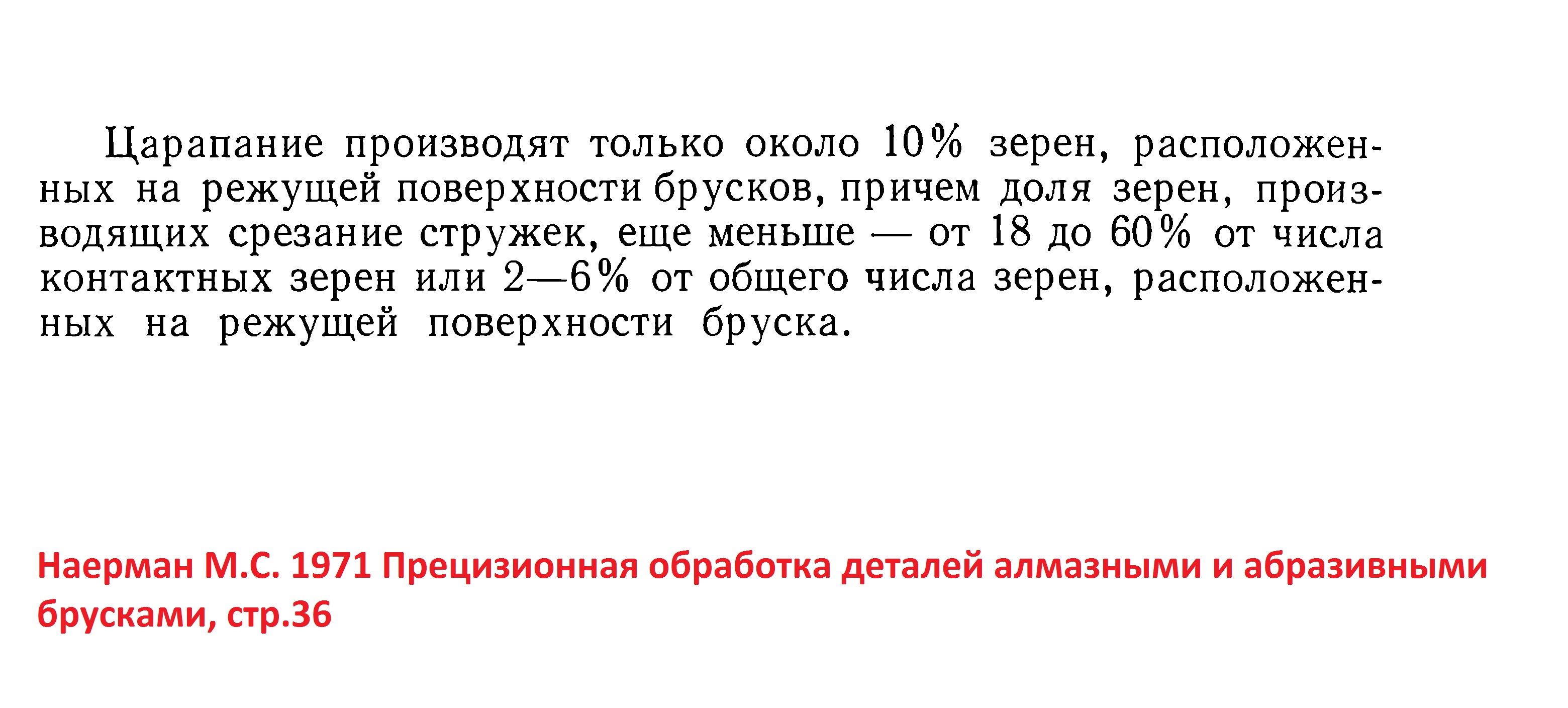 Чтобы хорошо понять, сколько в конечном итоге зёрен у них вообще осуществляет резание/царапание при ручной обработке такими брусками))
|
|
|
тарр
P.M.
|
donzava: Всем привет. Посоветуйте набор (5шт) алмазных брусков. Заточка ножей из злых порошковых сталей . Начиная от элмакс, м398 и заканчивая всякими ванадиевыми быстрорезам . Причем заточка будет с "0". когда РК ещё не сформирована. Сейчас пользуюсь набором брусков из КК от Гриндерман. По тем же быстрорезам они конечно работают- но очень вяло.Для себя выбрал алмазы (Полтава) апексного формата серии эксперт на ФФ связке(фенол-формальдегидная связка EXD13.) Гритность думаю взять вот такую -160/125, 80/63,40/28,20/14,7/5. После 7/5 планирую использовать чугунный притир с алмазными пастами. Посоветуйте правильно ли я выбрал связку, гритность? Бюджет до 20 тыс за 5 камней. Повторюсь клинки будут затачиваться с нуля.
Я бы взял венёвцев на баккелитовой связке на обдирку. 200/160 и 100/80. Это около пяти тысяч. 60/40, 28/20, 14/10, 7/5 на каучуковой альфе. Это 14 тысяч. Учитывая доставку, как раз укладывается в бюджет. Но этот сет именно по твёрдым сталям. Для нержавеек нужны полтавцы медно-оловянные.
|
|
|
