

|
7-6-2025 11:02
oldTor
вРНАШ ОНМХЛЮРЭ, ЙЮЙ Х ВРН ОПНХЯУНДХР, ЮМЮКХГХПНБЮРЭ МЮДН ОПНХЯУНДЪЫЕЕ МЮ БЯЕУ ЩРЮОЮУ.
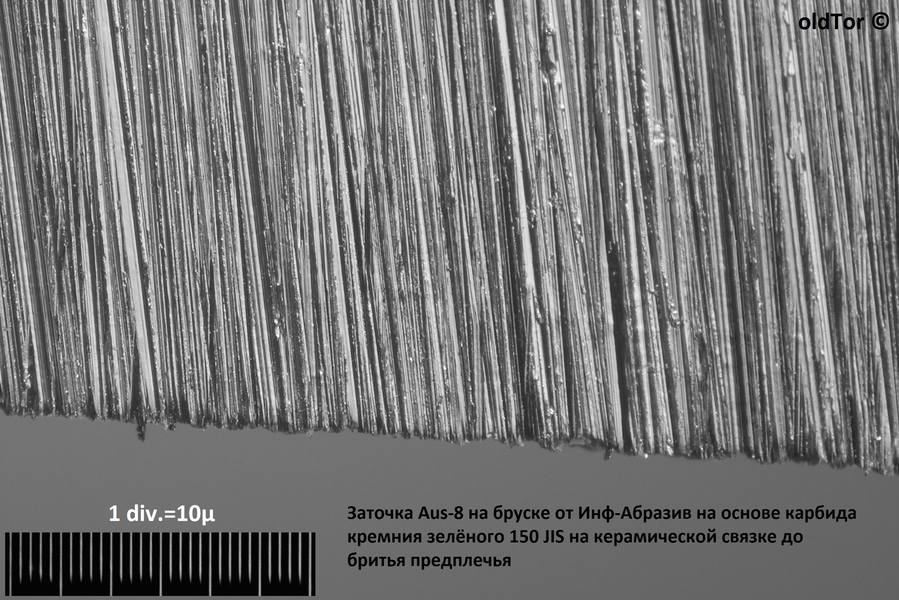
мЕ ЦНБНПЪ СФЕ Н РНЛ, ВРН БЯЪ ТЮАПХВМЮЪ ГЮРНВЙЮ БШОНКМЪЕРЯЪ ОЕПБНМЮВЮКЭМН МЮ ЕЫ╦ АНКЕЕ ЦПСАШУ. ю ЕЯКХ МЕ ЮМЮКХГХПНБЮРЭ, ВРН ОНКСВЮЕРЯЪ МЮ КЧАНЛ ЩРЮОЕ.... хЛЕММН ОНРНЛС, ВРН ЛМНЦХЕ ЩРНЦН МЕ ДЕКЮЧР, НМХ Х ОПХУНДЪР Й МЕБЕПМШЛ БШБНДЮЛ, ГЮРЮВХБЮЪ МЕ ОНДУНДЪЫХЛ ЮАПЮГХБНЛ, Х ОНРНЛ БХМЪР ЯРЮКЭ. бНР, Й ОПХЛЕПС, ВЕПМНБЮЪ ГЮРНВЙЮ ЯУНДМНИ ЛЪЦЙНИ МЕПФХ - юСЯ-8 МЮ ЙСУНММХВЙЕ ОЕРРХ йЮМЕРЯСЦС, МЮ АПСЯЙЕ 150 jis МЮ НЯМНБЕ ЙЮПАХД ЙПЕЛМХЪ: кЕЦЙН ЛНФМН БХДЕРЭ, ВРН ЯМХЛЮРЭ Я ЙПНЛЙХ МЕДНЯРЮРЙХ МСФМН ОПХЛЕПМН МЮ 25ЛЙЛ, МС ЛНФЕР Я ГЮОЮЯНЛ, ВСРЭ АНКЭЬЕ, ЯЙЮФЕЛ 30. бЯЕЦН МЮ ~30, Ю МЕ МЮ 50 Х МЕ МЮ 70. ю ГЕПМН РСР ЕЫ╦ ЦПСАЕЕ! рЮЙ ВРН МЮДН, МЮДН ЯЛНРПЕРЭ, ВРН ОНКСВЮЕРЯЪ Б ЙЮЙХУ ЯКСВЮЪУ, Х ЮМЮКХГХПНБЮРЭ. хМЮВЕ АСДЕР ЯКНФМН ОНМЪРЭ РЮЙ МЮЦКЪДМН, ЙЮЙ БКХЪЕР БШАНП ЮАПЮГХБМНЦН ХМЯРПСЛЕМРЮ ОНД РС ХКХ ХМСЧ ЦПСООС ЯРЮКЕИ. бЙСОЕ Я ОПЮЙРХВЕЯЙХЛХ ОПНАЮЛХ ПЮАНРШ ОН-ПЮГМНЛС ГЮРНВЕММШЛХ ЙКХМЙЮЛХ - ЛМЕ БЮФМНЯРЭ ЩРНЦН Х ПЮГМНЯРЭ ПЕГСКЭРЮРЮ - НВЕБХДМШ, ЙЮЙ Х ЛМНЦХЛ. мН ДКЪ ЕЫ╦ АНКЕЕ ЛМНЦХУ КЧДЕИ ДН ЯХУ ОНП ЩРН МЕНВЕБХДМН Х МЕОНМЪРМН. х НМХ ОПНДНКФЮЧР ГЮРЮВХБЮРЭ ВЕЛ ОНОЮКН БЯ╦ ОНДПЪД, ЦНДЮЛХ ОНКСВЮЪ ОНЯПЕДЯРБЕММШИ ПЕГСКЭРЮР, ОПХ РНЛ ВРН ЛНФМН ОНКСВЮРЭ РС ФЕ ХКХ АНКЭЬСЧ ОПНХГБНДХРЕКЭМНЯРЭ ЯЗ╦ЛЮ, _НДМНБПЕЛЕММН_ Я ЙСДЮ АНКЕЕ БШЯНЙХЛ ЙЮВЕЯРБНЛ Х ОПХ ЩРНЛ МЕ ПЮЯУНДСЪ ПЕЯСПЯ ЙКХМЙЮ ГЮГПЪ. ъ ОПЕЙПЮЯМН ГМЮЧ, ЙЮЙ ЛМНЦН КЧДЕИ НАДХПЮЧР ДЮФЕ ЙСУНММСЧ МЕПФС МЮ ЦЮКЭБЮМХЙЕ Х ДЮФЕ АНКЕЕ ЦПСАНИ, ВЕЛ 63/50, ОНРНЛ АЕПСР ЙЮЙСЧ-МХАСДЭ Б КСВЬЕЛ ЯКСВЮЕ ОНПЪДЙЮ F500-600, Р.Е. ОПХЛЕПМН НЙНКН Л14-Л10, Х ОНКСВЮЧР В╦ПР-РЕ ВРН. мН ОПХ РНЛ СБЕПЕМШ, ВРН БЯ╦ Б ОНПЪДЙЕ, Х ОКНДЪР ЛХТШ Н РНЛ, ВРН ДЮФЕ БОНКМЕ ОПХКХВМЮЪ ОН ЙЮВЕЯРБС Б ЖЕКНЛ Х ОН ЯРНИЙНЯРХ Б ВЮЯРМНЯРХ, ЯРЮКЭ - "ОКНУЮЪ, МЕ ДЕПФХР ГЮРНВЙС". ю ЦЮКЭБЮМХЙЮ "УНПНЬН ОНДУНДХР ДКЪ РЮЙХУ ГЮДЮВ". р.Е. "ДБЮ Х ДБЮ" НМХ ЯБЪГЮРЭ МЕ Б ЯНЯРНЪМХХ.... оН ЛНЕЛС НОШРС, ХГ, ЯЙЮФЕЛ, 10 ЙКХЕМРНБ, ПСЦЮЧЫХУ ЯРЮКЭ МЮ ЙЮЙНЛ-РН МНФЕ Х ОПНЯХБЬХУ "ЯДЕКЮРЭ Я МХЛ УНРЭ ВРН-РН", ОПХЛЕПМН Б 8 ЯКСВЮЪУ ДЕКН АШКН МЕ Б ЯРЮКХ, БНР ДЮФЕ МЕ АКХГЙН, Ю Б РНЛ, ЙЮЙ Х ВЕЛ ЙКХМНЙ НАЯКСФХБЮКХ.
|
|
7-6-2025 13:49
psnsergey
дЮ, ЯОЮЯХАН. йЯРЮРХ. мЕПФЮБЕЧЫХЕ ЯРЮКХ (ЩРН ЛЕМЕЕ БШПЮФЕМН С, ОН-ЛНЕЛС, ЮСЯРЕМХРМШУ) ОНЯКЕ ОЕПЕЦПЕБЮ ЯРЮМНБЪРЯЪ НВЕМЭ ДЮФЕ ПФЮБЕЧЫХЛХ. нВЕМЭ ГЮЛЕРМН МЮ ЯБЮПХБЮЕЛШУ ХГДЕКХЪУ РХОЮ ОНКНРЕМЖЕЯСЬХРЕКЕИ Х Р.О., ЙНЦДЮ ХУ "ГЮАСДСР" РЕПЛННАПЮАНРЮРЭ ОНЯКЕ ЯБЮПЙХ - НМХ РЕЙСР Б НЯМНБМНЛ Б ГНМЕ ЬБНБ. |
|
7-6-2025 23:52
Gukepshev
ъ МНФ ЯРНКНБШИ МЮЦПЕБЮК Х ПЕГЮК ХЛ ОКЮЯРХЙ. оНЯКЕ ЩРНЦН ГЮАШК Н МЕЛ МЮДНКЦН, ВЕПЕГ ЙЮЙНЕ-РН БПЕЛЪ НМ ОНОЮКЯЪ ЛМЕ МЮ ЦКЮГЮ, РЮЙ РЮЛ КЕГБХЕ ОНКМНЯРЭЧ ОПНПФЮБЕКН. яРЮПШИ ЯНБЕРЯЙХИ ЯРНКНБШИ МНФ, С БЯЕУ РЮЙХЕ АШКХ, МЮ КЕГБХХ МЕПФ ЬРЮЛО ЯРНХР. |
|
8-6-2025 22:07
avch
Originally posted by oldTor:
ГЕПМН 63/50
inok1, ю ЙЮЙ ГЕПМХЯРНЯРЭ (63/50) ЛНФЕР ЪБКЪРЭЯЪ ЙПХРЕПХЕЛ "ГЮБЕПЬЕМХЪ ПЮАНРШ ЯН ЯОСЯЙЮЛХ"? мХ Й ПНБМНЯРХ ЯОСЯЙНБ, МХ Й ЬЕПНУНБЮРНЯРХ ХУ ОНБЕПУМНЯРХ, ГЕПМХЯРНЯРЭ МС РЮЙ ЯЕАЕ НРМНЬЕМХЕ ХЛЕЕР ОН ЛМЕ. дЮФЕ Б РЕЛЕ ОПН Р.А.,ДЮФЕ ЕЯКХ ЩРН ЯБЕДЕМХЕ "Б МНКЭ" ЯПЕДМЕЯРЮРХЯРХВЕЯЙХУ МНФХЙНБ.
|
|
8-6-2025 22:25
oldTor
+100500
|
|
8-6-2025 22:28
oldTor
йЯРЮРХ, Ъ ПЕЬХК ГЮТХЙЯХПНБЮРЭ ЩРНР РЕЯР Я ЦЮКЭБЮМХЙНИ, ЯДЕКЮБ ОПЪЛНЕ ЯПЮБМЕМХЕ Я ЩКЕЙРПНЙНПСМДНЛ РНИ ФЕ ГЕПМХЯРНЯРХ. гЮБРПЮ ДНОХЬС ОНЯР, НОСАКХЙСЧ Х ПЮГЛЕЫС ЯЯШКЙС.
мН РНКЭЙН МЕ Б ЩРНИ РЕЛЕ, Ю РЮЛ, ЦДЕ НЯНАН ПЭЪМШЕ АШКХ ДХТХПЮЛАШ ЦЮКЭБЮМХЙЕ. ъ СФЕ ОПЕДБЙСЬЮЧ ПЕЮЙЖХЧ МЮ ПЕГСКЭРЮРШ))) |
|
8-6-2025 23:29
Gukepshev
бШ БХДХЛН п60, ОСРЮЕРЕ Я 60ЛЙЛ, ОНЩРНЛС ХЯОСЦЮММШЕ ЯНАЕЯЕДМХЙХ ЛЮЪВЮР МЮ ЦНПХГНМРЕ)) |
|
|