Заточка режущего инструмента
Абразивы проекта Gritalon (Россия)
Благодаря Дмитрию Копчуку, которому хочу сказать огромное спасибо за возможность попробовать эти абразивы, и Евгению Е., который мне про них рассказал и помог их получить, планирую в этой теме представить обзоры абразивов Gritalon (Россия).
Отдельно благодарю за возможность попробовать их в формате стационарных брусков!
О них можно почитать в этой теме, в частности впечатления Евгения в посте #376, ну и чуть раньше полистать тему рекомендую:
forummessage/189/18
И они есть в продаже в апексном формате, здесь:
https://sharpeningstones.ru/ca...81%d0%b8%d1%8f/gritalon
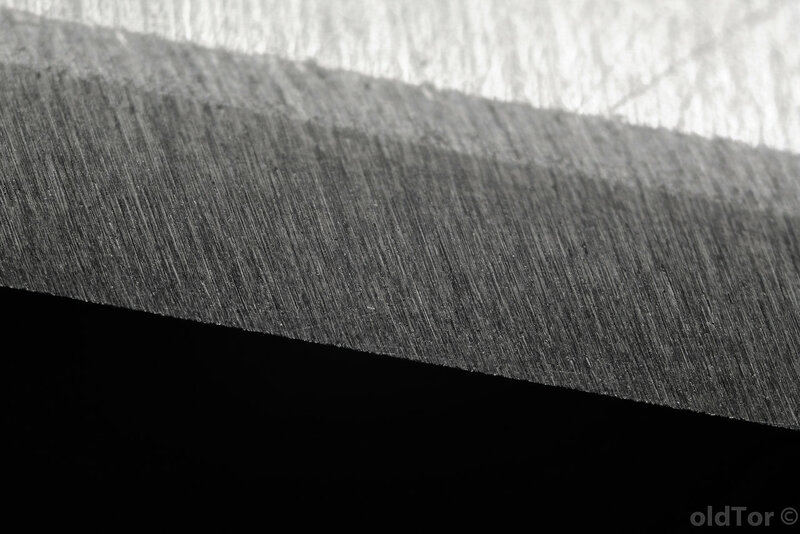
Обзоры буду публиковать по разным брускам, начну же с Gritalon GC F1200 (M3) - это карбид кремния 64с на связке СМ1, зернистость м3 (FEPA - F1200, JIS - 4000).

Макрофото поверхности, масштаб 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

К сожалению, на камушке остались следы краски журнала, в который я его накануне завернул, забирая от Евгения, и камни отдавали влагу в бумагу, так что краска немного пристала, заметил только когда уже перегнал фотографии на компьютер, но, думаю, это не очень критично - всё достаточно информативно получилось.
Поскольку камень был уже в работе и не успел полностью высохнуть, замачивать мне его особенно не пришлось, примерно трёх минут оказалось достаточно.
Я пока что успел попробовать три разных ножа - трамонтиновскую нержавейку, D2 довольно вязкую и W75 с зонной закалкой, с заявленной твёрдостью 62-63HRC на кромке.
Первой взял трамонтину, которую надо было немного подправить, и удивился - Евгений предупреждал, что на мягкой нерже будет много суспензии, но, почему-то, наверное потому, что ранее была довольно тонко заточена (не помню на чём, но сопоставимо по тонкости с этим бруском), либо может потому что реально мягковатая даже для трамонтины, были только жирные чёрные следы снятого металла, кстати, очень легко удаляемые - просто пальцем провёл и шлам стирается, и практически не было суспензии - СОЖ лишь слегка помутнела. ( Вот сейчас, уже контрольно проверил на трамонтине про-мастер - всё нормально, вот на ней суспензия выделяется). В общем, за пару минут, всё получилось просто замечательно, тактильно очень приятно работать, съём активен просто очень, при том аккуратный и чистенький.
Вот так это выглядит в макро - 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

Далее, я попробовал на ноже из D2 с более широкой фаской, ранее заточен нож был на Гриндермановском бруске F600 из карбида кремния. Такой шаг зерна, при переходе на Gritalon GC F1200, оказался совершенно комфортным. Удерживать угол вручную, при работе на этом бруске тоже оказалось очень удобно. Я обработал всю фаску, и под конец сделал по нескольку проходов чуть акцентируя движения на зерно, легонько, потому повышение угла, в отличие от нержавейки, где я его явно сделал, получилось еле-заметное, невыраженное.
Суспензия выделялась активно, следов на камне практически не остаётся - шлам сразу начинает плавать в водичке, при том если её достаточное количество, то не смешиваясь с суспензией достаточное количество времени, чтобы не торопиться всё смыть сразу же, что очень удобно. Вот такой вышел результат - параметры макро те же:

Последней, сегодня я опробовал сталь W75 на клиночке немного пересведённом, фаска потому очень-очень узкая, до того была заточена на левантийском камне, сопоставимо с F800. Теперь картина стала снова чуть другой - суспензии лишь чуть-чуть меньше, чем при заточке D2, и опять снова следы шлама на самом камне, как при заточке нержавейки, но так же легко убирающиеся. Вообще, думаю, что если бы пятно контакта было бы такое же, то суспензии, вероятно, было бы чуть меньше. Надо сказать, что при такой узкой фаске, по бруску хоть и весьма и весьма плотному, но твёрдости СМ1, удерживать угол и малое давление - очень трудно, и пожалуй, я его дал немного избыточное, однако удалось не завалить фаску и всё получилось довольно аккуратно. Под конец работы, я убрал воду и попробовал сделать несколько проходов на просто влажном камне без воды - это иногда помогает, когда осталось сделать последние штрихи, а камень с высокой обновляемостью - выполнить их без суспензии. Следы снятого металла остались намного жирнее, но потом я без особого труда их смыл. Вышло вот так:

В целом, визуально, кромка на всех трёх вариантах сталей, отличается мало, производительность везде высокая, хотя суспензии на втором и третьем клинке выделялось много, я бы не сказал что износ камня заметен - по-моему удержание формы весьма на уровне, ну да об этом сказано и в комментариях к нему на sharpeningstones.ru : "Повышенная концентрация абразива на единицу объема и минимум связующих добавок. Хорошо впитывает и удерживает пленку воды на поверхности, пониженный износ камня."
Резюмируя - камень мне очень понравился, в работе похож на японские тонкие искусственные водники: тактильно, по поведению суспензии, по результатам работы. Засаливаемость невысокая либо легко удаляемая. Способность на такой тонкости зерна именно резать риску и активно снимать, при том относясь к кромке бережно, помимо прочего, благотворно сказывается на точности удержания угла при заточке вручную.
Ярослав, спасибо за обзор! В свою очередь, хочу добавить, что проект не масштабный, раз в полгода смогу порадовать форумчан, нескольким десятком камней.
Так же хочу выразить благодарность Андрею(avtopriz), который согласился принять участие в проекте и выставил бруски по себестоимости в своем магазине.
В течении пары недель, досылаю остатки брусков, буду рад, если пользователи отпишутся в данной теме.
Спасибо!
Брусочки получил, но пробовать буду только на выходных. Визуально бросается, что M7 C1 имеет поры. Если не секрет, известно из-за чего такое получается? Декстрин выгорает или какие-то другие причины? Просто интересно.
На M3 СМ1 тоже есть пузырики, но намного меньше. На М10 СТ1 я ничего такого не заметил.
Ярослав, спасибо за обзор!
Продолжу своими наблюдениями:
Гриталон М3 см1 (3 мкм зерно, связка средней мягкости см1)
Внешний вид:
Брусок теплого серо-бежевого цвета, очень светлый, сильно светлее порошка КК F1200 из магазина сапфир. На поверхности присутствуют поры, видимые при увеличении. Брусок плотный и не пачкается. Разводы отсутствуют.
Притирка и выравнивание:
Пришел брусок достаточно ровным, чтоб можно было сразу использовать, необходимо было только навести радиусы. Панцирь на бруске полностью отсутствует! Брусок довольно легко выравнивается и притирается. Совершенно спокойно можно выправить поверхность о другой грубый брусок, например, Рубанковский 150 и далее чуть поправить по шероховатости на чистом матированном стекле. Брусок даст свою суспензию и отлично на нем выйдет на рабочий режим.
Подготовка к работе:
Новый брусок плохо впитывал воду и досаждал необходимостью следить за водой. Даже не знаю, сколько точно необходимо замачивать новый брусок - возможно целый час. Но после первого окончательного промокания бруска, по-видимому водичка находит нужную дырочку и начинает отлично и быстро пропитывать брусок. Даже совсем сухой брусок пропитывался во второй раз за 10 минут и хорошо держал воду на поверхности. Не знаю, возможно это свойство именно моего экземпляра, например, я его успел схватить жирными руками...
Тесты бруска на разных клинках.
x50crmov15 - распространённая нержавейка. Скорость работы очень высокая, суспензии выделяется довольно много, но не больше, чем на других аналогичных брусках. Хотя суспензия от бруска почти белая, брусок сразу начинает чернеть - практически с первого движения. Засаливания бруска стружкой можно добиться только на сухом бруске, причем намочив и начав использование, вся грязь сразу поднимается и легко смывается. Штрих от бруска мелкий и очень равномерный. Каких-либо хрустов или щелчков не заметил. Размазывание стали на этом бруске отсутствует, т.е идет активное резание металла абразивом 3 мкм, что очень хорошо. Тактильный отклик от бруска просто замечательный. Все информативно, как по узкой фаске, так и по большой плоскости спуска. Про тактильный отклик могу сказать, что он присущ всем брускам серии Гриталон - ощущение, что в бруске больше абразива. Раньше я никогда не сталкивался с таким ощущением. При работе на узкой фаске поверхность имеет тонкий и ровный штрих, а при работе по большой плоскости с суспензией - поверхность матовая. Заусенец не вытягивается.
Элмакс - порошковая сталь 62hrc. Скорость работы очень высокая. На подготовленный к 3мкм зерну клинок, потребуется не больше пары минут по фаскам, даже на шеф. Скорость и удобство просто поражают. Брусок чернеет сразу и сильнее, чем на нержавейке. Суспензии значительно меньше, чем на нержавейке и если не усердствовать, то можно даже минуту другую поработать на бруске без суспензии или почти без суспензии - это очень хорошо, поскольку можно удерживать геометрию. Суспензии становится слишком много через пять минут или около того.
Клинок из белой керамики. Скорость работы не вызывает ощущения вау, просто работает, как и другие бруски КК по керамике. Возможно это связанно с самой керамикой, которая вообще не очень быстро обрабатывается. Результат работы без оптики - чистое зеркало. В оптику виден отчетливый штрих. Я переходил на керамику после зерна кк м10 см2 и убрать все штрихи со спусков небольшого овощного ножа по одной стороне смог за 15 минут. При таком прыжке по зерну и ширине спусков около 10 мм, считаю это хорошим показателем. Суспензии выделяется на много меньше чем на сталях. Суспензия на много светлее самого бруска, видимо в суспензии преобладает стружка от белой керамики.
Вывод:
Брусок справляется с любыми сталями и керамикой. Особенно хорош по твердым сталям, в том числе порошкам. На совсем мягких сталях дает много суспензии, примерно как Naniwa SS 3000. Износ бруска медленный, поскольку брусок очень плотный. Неосторожными движениями невозможно или очень сложно повредить брусок, по крайней мере никакие ножи не могут срезать с него стружку. Для меня этот брусок обладает уникальным качеством - при очень тонкой работе брусок совсем не показывает размазывания, только резание металла. Это очень редко для брусков с таким тонким зерном. Спасибо Ярославу, его фото и обзор придали уверенности в моих словах.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Гриталон М7 с1 (7 мкм зерно, связка выше средней мягкости с1)
Внешний вид:
Брусок серого цвета, светлее порошка КК F1200 из магазина сапфир. На поверхности присутствуют поры, видимые без увеличения. Поры в виде пузырьков воздуха - как бы сферы, с диаметром не более 1 мм. Брусок плотный и не пачкается. Разводы отсутствуют.
Притирка и выравнивание:
Брусок пришел слегка выгнутый, выпуклость около 0,1 мм. Брусок твердый, даже не побоюсь сказать очень твердый. При попытках подравнять на других брусках из карбида кремния, например рубанковский 150, похоже стачивается только рубанковский брусок. На стекле с карбидом кремния, брусок выравнивается довольно шустро и больших проблем не вызывает. Выравнивать и подготавливать поверхность рекомендую без больших прыжков по зерну, поскольку на больших прыжках скорость резко падает. Без порошка карбида кремния подровнять брусок на стекле не получится, сам брусок не стремится давать суспензию.
Подготовка к работе:
Новый брусок плохо впитывал воду, как и брусок м3 см1 описанный выше, но только первый раз. В последующие разы впитывание воды быстрое, 10 минут на замачивание вполне достаточно. После замачивания и во время работы брусок идеально держит воду - когда поверхность без лужи, как сухая, то потрогав сухими пальцами остается мокрый след, который медленно пропадает.
Тесты бруска на разных сталях.
x50crmov15 - распространённая нержавейка. Скорость работы очень высокая, суспензии выделяется очень мало. На фоне огромного количества стружки, суспензии почти не заметно, хотя зерно в суспензию выходит. Со временем работы, по мере накопления на бруске суспензии зерна, скорость выработки зерна в суспензию возрастает. При работе на широкой поверхности, например по спускам, суспензия не мешает больше очень долго, а при работе на узкой фаске ее становится многовато через 5 минут. Но в любом случае, количество стружки преобладает над количеством зерна. Смывать приходится часто, чтоб убрать уже мешающуюся черноту. Брусок можно засалить только при недостатке воды, но достаточно налить лужу и поточить, как вся стружка поднимается и легко смывается водой. Проблем с засаливанием вообще нет. Щелчков или хрустов под кромкой не замечено, брусок работает очень однородно, предсказуемо и понятно. Получить большой заусенец можно только специально увеличивая давление, при обычной работе заусенец подрезается и не растет. Штрих от бруска однородный. На большой поверхности, как и на узкой фаске отсутствует матирование, только равномерная риска.
Tramontina Professional Master - распостраненная серия кухонных ножей. Скорость работы очень высокая. Нож после М7 ст1 можно уже использовать для нетребовательного пользователя. Брусок отлично справляется с устранением заусенца заточкой на зерно со сменой стороны каждый проход. Бумажка будет резаться как угодно, но с легким хрустом. Бумажное полотенце режется на весу, почти без подрывов.
Tramontina Century - распостраненная серия кухонных ножей. Скорость работы бруска высокая. Выделение суспензии скудное и легко можно работать вообще без суспензии. В суспензию выделяется только очень тонко дробленное зерно. Цвет суспензии со снятым металлом светлый. Ход клинка более стеклянный, чем всех остальных сталей по бруску, но понятный и управляемый. Кромка начинает зеркалить, если смотреть без увеличения. Легко можно устранить заусенец или работать без его образования.
Элмакс - порошковая сталь 62hrc. Скорость работы очень высокая. Первые пару - тройку минут брусок работает вообще без суспензии и поверхность начинает чернеть, а стружка впитывается в камень. Если прервать процесс, то камень в воде плохо оттирается. Через пару минут появляется суспензия и брусок мгновенно самоочищается, вся стружка поднимается во взвесь. Просто сполоснув брусок получаем чистую поверхность. Тактильный отклик можно назвать фирменным отличием брусков Гриталон. Возможно мне нехватает опыта работы на дорогих синтетиках, но эти бруски дают ощущение не просто заточки, а именно срезания металла. Впечатление, будто в брусках больше абразива, чем в других опробованных мной камнях. Суспензия выглядит не целым зерном, а исключительно дробленым. Похоже сочетание связки и абразива идеальное и брусок теряет только части зерна. При работе на суспензии, внешний вид обрабатываемой поверхности заставляет думать, что брусок работает тоньше, но при изучении результата в оптику и сравнения с результатом без суспензии, разница в пределах погрешности. Другими словами брусок работает одинаково быстро и с одинаковым результатом на поверхности как с суспензией так и без. Выработка бруска не заметна и для набора статистики потребуется очень много времени.
Клинок из белой керамики. Брусок вообще не берет белую керамику без наведенной заранее суспензии. Через минуту аккуратной работы по фаске на бруске, кромка покрывается микросколами, а на фаске отсутствуют заметные риски после абразива. С наведенной суспензией брусок работает, но свою суспензию дальше не добавляет и выполняет роль притира.
Износ бруска:
По моим оценкам брусок потребует выравнивания не раньше десятка или нескольких десятков часов его использования как на нержавейке, так и твердых порошках.
Вывод:
Брусок справляется и отлично работает как с совсем мягкими нержавейками (ножи за 50 рублей), так и с твердыми порошками. Износа придется ждать долго. Непригоден для работы с керамическими ножами.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Гриталон М10 ст1 (10 мкм зерно, связка твердая ст1)
Внешний вид:
Внешний вид брусков схож с брусками инфабразива с подобным зерном. Пузырьки, каверны или цветовые разводы на моем бруске отсутствуют. Панциря на новом бруске нет и брусок необходимо только подготовить к работе. Радиусы не наведены, но все ребра без сколов. Следов от распила не видно. На этом бруске проверил плоско параллельность, и она оказалась на высоте. Все промеры толщины настольного бруска отличаются менее чем на 0,1 мм (у меня нет измерительных инструментов точнее и сам не выравниваю бруски по толщине на большую точность). Плоскость бруска идеальная, т.е. совсем без видимых зазоров на лекальной линейке. Боковые торцы (для этого бруска они могут быть рабочими) не настолько ровные и оба имели небольшую выпуклость, т.е. в плане брусок был немного бочкообразным. Разница по ширине бруска доходила до 0,2 мм по центру. Для меня это совсем не критично, хотя для себя подравнял.
Притирка и выравнивание:
Брусок очень твердый. Выравнивал на стекле с порошками карбида кремния. Выравнивается относительно легко, но не рекомендую делать большие прыжки по размеру зерна. Доводить на собственной суспензии не получится, поскольку на стекле суспензия не выделяется.
Подготовка к работе:
Новые брусок очень быстро напитался воды и пришел в рабочее состояние. Замачивал не больше 5 минут. Брусок довольно плотный, но воду впитывает хорошо и отлично держит. Даже на вид подсохший брусок дает мокрое пятно если потрогать сухим пальцем. Под кромкой всегда присутствует вода. Похоже именно это свойство позволяет брускам не засаливаться и быстро самоочищаться. Под бруском не образуется лужи, т.е брусок протекает вниз.
Тесты бруска на разных сталях. (В целом по работе похож на м7 с1 и м40 ст1)
x50crmov15 - распространённая нержавейка. Скорость работы очень высокая, суспензии выделяется очень мало. На фоне огромного количества стружки, суспензии почти не заметно, хотя зерно в суспензию выходит. При работе на широкой поверхности, например, по спускам, суспензия не мешает больше очень долго, а при работе на узкой фаске ее становится многовато через 5 минут. Но в любом случае, количество стружки преобладает над количеством зерна. Смывать приходится часто, чтоб убрать уже мешающуюся черноту. Брусок можно засалить только при недостатке воды, но достаточно налить лужу и поточить, как вся стружка поднимается и легко смывается водой. Проблем с засаливанием вообще нет. Щелчков или хрустов под кромкой не замечено, брусок работает очень однородно, предсказуемо и понятно. Штрих от бруска однородный. На большой поверхности, как и на узкой фаске отсутствует матирование, только равномерная риска.
Tramontina Professional Master - распостраненная серия кухонных ножей. Скорость работы очень высокая. Фаска и кромка после М40 мгновенно подчищается. Суспензии выделяется не много и не сразу. Можно работать без суспензии пару минут. Стружки много, но она не сильно впитывается в брусок и довольно легко отмывается. После мытья брусок имеет сероватые следы, т.е очистка не идеальная.
Tramontina Century - распостраненная серия кухонных ножей. Скорость работы высокая. Суспензия практически отсутствует. Ход клинка более стеклянный, чем всех остальных сталей по бруску, но понятный и управляемый. Брусок не засаливается совсем, а по мере работы появляющаяся суспензия смешивается со стружкой и выглядит не чернотой, а скорее светлосерым налетом. После мытья брусок совсем читый.
Элмакс - порошковая сталь 62hrc. Скорость работы очень высокая. Первые пару - тройку минут брусок работает вообще без суспензии и поверхность начинает чернеть, а стружка впитывается в камень. Если прервать процесс, то камень в воде плохо оттирается. Через пару минут появляется суспензия и брусок мгновенно самоочищается, вся стружка поднимается во взвесь. Просто сполоснув брусок получаем чистую поверхность. Тактильный отклик можно назвать фирменным отличием брусков Гриталон. Возможно мне не хватает опыта работы на дорогих синтетиках, но эти бруски дают ощущение не просто заточки, а именно срезания металла. Впечатление, будто в брусках больше абразива, чем в других опробованных мной камнях. Суспензия выглядит не целым зерном, а исключительно дробленым. Похоже сочетание связки и абразива идеальное и брусок теряет только части зерна. При работе на суспензии, внешний вид обрабатываемой поверхности заставляет думать, что брусок работает тоньше, но при изучении результата в оптику и сравнения с результатом без суспензии, разница в пределах погрешности. Другими словами, брусок работает одинаково быстро и с одинаковым результатом на поверхности как с суспензией так и без. Выработка бруска не заметна и для набора статистики потребуется очень много времени.
Клинок из белой керамики. Брусок вообще не берет белую керамику без наведенной заранее суспензии. Через минуту аккуратной работы по фаске на бруске, кромка покрывается микро сколами, а на фаске отсутствуют заметные риски после абразива. С наведенной суспензией брусок работает, но свою суспензию дальше не добавляет и выполняет роль притира.
Износ бруска:
По моим оценкам брусок потребует выравнивания не раньше десятка или нескольких десятков часов его использования как на нержавейке, так и твердых порошках.
Вывод:
Брусок справляется и отлично работает как с совсем мягкими нержавейками (ножи за 50 рублей), так и с твердыми порошками. Износа придется ждать долго. Непригоден для работы с керамическими ножами. Смело рекомендую для новичков, поскольку брусок очень понятный и приятный. Его сложно испортить. Кромка после него достаточно острая для "обычных" пользователей.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Гриталон М40 ст1 (40 мкм зерно, связка твердая ст1)
Внешний вид:
Внешнийвид брусков схож с брусками инфабразива с подобным зерном. Цвет серо-зелёный. Пузырьки, каверны или цветовые разводы на моем бруске отсутствуют. Панциря на новом бруске нет и брусок необходимо только подготовить к работе. Радиусы не наведены, но все ребра без сколов. Следов от распила не видно.
Притирка и выравнивание:
Брусокочень твердый и плотный, но зерно довольно крупное. Размер зерна позволяет выравнивать брусок чуть быстрее, чем м10 ст1 по скорости на грубом зерне.
Брусок пришел ровный и требовал только наведения радиусов. Для тестов и знакомства с бруском выравнивал на зерне черного карбида кремния f120 - брусок поддается достаточно легко. После попробовал на ноже, но сразу понял, что твердый брусок можно и нужно доводить более тонко. Финишировал на КК f 220. Финишировать на чистом матированном стекле не возможно, поскольку брусок совсем не дает на стекле своей суспензии.
Подготовка к работе:
Новыебрусок очень быстро напитался воды и пришел в рабочее состояние. Замачивал не больше 5 минут. Брусок довольно плотный, но воду впитывает хорошо и отлично держит. Даже на вид подсохший брусок дает мокрое пятно если потрогать сухим пальцем. Под кромкой всегда присутствует вода. Похоже именно это свойство позволяет брускам не засаливаться и быстро самоочищаться. Под бруском не образуется лужи, т.е брусок протекает вниз.
Тесты бруска на разных сталях. (В целом по работе похож нам7 с1 и м10 ст1)
x50crmov15- распространённая нержавейка. Скорость работы высокая, первые минуты работы вообще без суспензии, а дальше она начинает прибывать по нарастающей. Стружка преобладает над абразивом в суспензии и брусок требует мытья скорее для очистки от снятого металла. Первые минуты до появления первых следов абразива в суспензии брусок будто засаливается, но с появлением первых следов суспензии самоочищается. В суспензии преобладает дробленое зерно, но на удивление на металле следы от чистого бруска и после работы на суспензии одинаковые. Ход по бруску очень понятный. При работе набольшой и маленькой поверхности, с суспензией или без, сталь имеет ярко выраженный ровный штрих без матирования.
Tramontina Professional Master - распостраненная серия кухонных ножей. Скорость работы очень высокая. Суспензия выделяется, но в меру и не много. Потребность смывать стружку наступает во много раз раньше, чем суспензию. В суспензии преобладает дробленое зерно. Кромка выходит более чистая, чем на М40 с1. После мытья брусок имеет сероватые следы, т.е очистка не идеальная.
Tramontina Century - распостраненная серия кухонных ножей. Скорость работы высокая. Суспензия выделяется скудно, но съем металла есть и большой. Первоначально брусок быстро темнеет от снятого металла, но затем по мере появления очень тонкой суспензии начинает светлеть до светлосерого цвета. Брусок стремится работать без суспензии, лишь добавляя совсем немного тонкодробленного КК. Кромка выходит ровнее, а фаска чище, чем на про мастере.
Элмакс- порошковая сталь 62hrc. Скорость работы очень высокая. Суспензия выделяется значительно позже, чем на нержавейке. Можно организовать работу без суспензии и не придется излишне часто мыть брусок. Само очистка бруска присутствует как и при работе с нержавейкой. Поцарапать брусок похоже невозможно даже элмаксом. Тактильный отклик можно назвать фирменным отличием брусков Гриталон. Стойкое ощущение, что в брусках Гриталон больше абразива, чем в других используемых мной камнях.
Клинокиз белой керамики. Брусок вообще не берет белую керамику без наведенной заранее суспензии. Через минуту аккуратной работы по фаске на бруске, кромка покрывается микро сколами, а на фаске отсутствуют заметные риски после абразива. С наведенной суспензией брусок работает, но свою суспензию дальше не добавляет и выполняет роль притира.
Износ бруска:
По моимоценкам брусок потребует выравнивания не раньше десятка или нескольких десятков часов его использования как на нержавейке, так и твердых порошках.
Вывод:
Брусоксправляется и отлично работает как с совсем мягкими нержавейками (ножи за 50 рублей), так и с твердыми порошками. Износа придется ждать долго. Непригоден для работы с керамическими ножами. Смело рекомендую для новичков, поскольку брусок очень понятный и приятный. Его сложно испортить.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Гриталон М40 с1 (40 мкм зерно, связка средней мягкости с1)
Внешний вид:
Внешнийвид брусков схож с брусками инфабразива с подобным зерном. Цвет серо-зелёный более насыщенный, чем на м40 ст1. Пузырьки, каверны или цветовые разводы на моем бруске отсутствуют. Панциря на новом бруске нет и брусок необходимо только подготовить к работе. Радиусы не наведены, но все ребра без сколов. Следов от распила не видно.
Притирка и выравнивание:
Брусокчуть тверже аналогов от инфабразива. Достаточно легко выделяет свою суспензию и может доводиться на матированном стекле без дополнительного абразива. Брусок довольно плотный и при достаточной выработке рекомендую выравнивать с использованием дополнительного зерна большего размера, например, f120. Хотя брусок был ровным, я его подровнял на порошке черного карбида кремния f120 и сразу навел небольшие радиусы. Доводил шероховатость на чистом матированном стекле на собственной суспензии. Уход за бруском потребуется, но не должен вызвать никаких сложностей.
Подготовка к работе:
Брусокбыстро впитывает воду и похоже его можно просто чуть дольше сполоснуть под струей и сразу приступать к работе. Воды он впитывает много, но она не протекает.
Тесты бруска на разных сталях.
x50crmov15- распространённая нержавейка. Скорость работы высокая. Суспензия выделяется сразу. Поработать нержавейкой по этому бруску без суспензии будет сложно, скорее всего придется удерживать полусухую поверхность. В суспензии преобладает зерно бруска, если судить по цвету, то суспензия в начале черная, а дальше начинает светлеть и зеленеть по мере добавления абразива из бруска. При работе комфортное для меня количество суспензии около 2-3 минут при работе по широкой поверхности, на тонкой фаске суспензии меньше, но у меня нет задач по узкой фаске для такого грубого бруска. За пять минут активной работы на бруске, суспензии будет уже слишком много, даже если не обращать на нее внимание. Похоже за счет своей высокой плотности, брусок на удивление хорошо держит форму. Я успел проработать на топорике спуски после ленты - убрал волны и вышел на плоскость - работа по фаске шириной около 25мм за 15 минут (суспензию смывал раз 10), а лекальная линейка не показала почти никакого износа. При активной работе, пожалуй, придется регулярно следить за формой, поскольку зерно уходит в суспензию активно.
Tramontina Professional Master - распостраненная серия кухонных ножей. Скорость работы очень высокая. Для создания фаски на новых ножах потребовалось около минуты. Заусенец образуется явный, но не очень большой - суспензия подмывает его. Суспензия образуется сразу и много. Комфортно работать до трех минут, затем уже весь брусок покрыт слоем свободного зерна. При первых движениях количество суспензии еще не большое и видно ченую сружку, далее суспензия лишь немного темнее бруска. Суспензия в основном из целого зерна.
Tramontina Century - распостраненная серия кухонных ножей. Скорость работы высокая. Суспензия совсем близка по цвету к бруску и ее меньше, чем на про мастере. Острая необходимость убрать суспензию через 4-5 минут. При минимальном давлении, можно минуту работать без суспензии. Суспензия в основном из целого зерна.
Элмакс- порошковая сталь 62hrc. Скорость работы очень высокая. Суспензии много, но значительно меньше, чем на мягких сталях. При необходимости можно недолго поработать без суспензии, но само собой вообще без давления и т.д. Штрих от бруска похож на результат м40 ст1 по размеру не смотря на колоссальную разницу в твердости.
Клинок из белой керамики. Брусок очень активно работает по керамике. Могу его рекомендовать как для работы по спускам, так и для формирования фасок или удаления сколов на РК. Для большого ремонта, все же желательно взять более грубый брусок, например, я использую КК 150.
Износ бруска:
По моимоценкам брусок потребует регулярной проверки по плоскости и выравнивания. За час работы на бруске появилась заметная на просвет щель под лекальной линейкой, но она еще не достаточно большая. На мягких сталях износ значительно выше, чем на твердых. По моим оценкам для поддержания плоскости условно идеальной, подравнивать брусок стоит каждые пару часов. Для лекальной работы, те. при необходимости формирования плоскости под зеркало, я бы правил брусок каждые 15 минут.
Вывод:
Брусоксправляется и отлично работает как с совсем мягкими нержавейками (ножи за 50 рублей), так и с твердыми порошками. Можно заточить и керамический нож. Наверное это самая распространённаятвердость брусков из КК и его можно узнать в продукции многих производителей.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Жень, спасибо большое за такой подробный разбор - очень интересно и полезно!
А я немного продолжил - опробовал бруски GC F600 (M10) и GC F800 (M7), в заточке ножа из стали 440c.
Для начала фото брусков крупным планом, затем оба вместе - притёртые стороны (притирал на порошке карбида кремния F500 на гранитном притире - всё очень быстро и удобно, считанные минуты) :



Сделал и макрофото поверхностей, сначала м10, затем м7, масштаб 9:1, стэкинг, кроп, 2,5мм. по горизонтали:


В работе бруски понравились - м10 довольно твёрдый, настолько, что можно выбрать - работать с суспензией или без неё, при том можно как выделить её самим клинком, чуть более мелкими и частыми движениями поработав, либо с чуть меньшим давлением работать на чистом камне - образовываться сама не будет. Т.е. всё удобно. Если хочется - можно навести её принудительно чем-нибудь твёрдым - я брал кусочек 600а от Гриндермана, и им же потом чистил от следов снятого металла, чистится очень легко.
440с затачивается на этом бруске просто отлично - очень быстро, комфортно, держать угол при заточке вручную - очень удобно и тактильно информативно. На кромке получается ярковыраженная "пилка". Вот так это выглядит - макро 9:1, стэкинг, кроп, 2,5мм. по горизонтали:
Далее, я взял м7 - суспензия выделяется, но умеренно, не так активно как на м3, т.е. можно поработать и на чистом камне, если регулировать давление. Получается очень однородная аккуратная кромочка, держать угол тоже удобно, тактильно хорошо ощущается сразу и любой акцент при движениях и изменение давления. Меня немного смущали "лунки" на поверхности камня - они довольно крупные и их много, видны на фото крупным планом прекрасно, а на макрофото видны и совсем маленькие, но такие же, правильной формы, луночки. Однако, в работе они не обращали на себя внимания после первых пары-тройки проходов - видимо, их краешки практически моментально сглаживаются. Вот так выглядит результат после этого бруска - параметры макро те же:

Результатом я остался доволен, как и камнями в принципе. Всё удобно, информативно. Отдельно отметил бы, что М10 несколько грубее работает, нежели аналоги, но зато активнее снимает не имея проблем с засаливанием или его удалением, как максимум, а форму держит превосходно, не выделяет суспензии, когда этого не нужно - думаю, что эти параметры особенно оценят пользователи точилок с подвижным абразивом.
Вообще, учитывая, что тут заявлена повышенная концентрация абразива при довольно твёрдой связке - это, как по мне, как раз ожидаемый, и я бы сказал - долгожданный результат. М7 тоже порадовал - соотношение обновления рабочей поверхности и твёрдости связки удачное, ход по камню при том очень нежный, а съём активный. Вообще, предполагаю, что особенно он "покажет класс" по более твёрдым, высоколегированным сталям.
quote:Originally posted by oldTor:
Вообще, учитывая, что тут заявлена повышенная концентрация абразива при довольно твёрдой связке - это, как по мне, как раз ожидаемый, и я бы сказал - долгожданный результат.
Немного не так! Никто не заявлял, что абразивных больше, как впрочем никто не делится рецептурой. Это я в обзоре сказал, что у меня лично бруски вызывают ощущение, что в них больше абразива. Возможно это ощущение вызывает более острое зерно, участие связки или вообще мои и только мои ощущения отклика в пальцах...
Мне интересен твой комментарий.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
изучаю тему, интересно, спасибо, всем испытателям.Заинтересовал Gritalon GC F1200 (M3.Ярослав, как думаешь, стоит им поработать после 3000 Cerax перед байком на простых нержах, тридцадке и Д2?
quote:Изначально написано Евгений_Е:
Немного не так! Никто не заявлял, что абразивных больше...Мне интересен твой комментарий.
На sharpeningstones.ru написано:
"Повышенная концентрация абразива на единицу объема и минимум связующих добавок. Хорошо впитывает и удерживает пленку воды на поверхности, пониженный износ камня."
По моим впечатлениям, по сравнению с другими абразивами из карбида кремния той же зернистости, которые я пробовал, и в том числе ориентируясь на мои же макрофото некоторых из них - здесь, в этом м10, абразивные частицы в той или иной степени более плотно упакованы и концентрация их, насколько я могу судить - повыше.
quote:Изначально написано МастерОК Барахольщик:
изучаю тему, интересно, спасибо, всем испытателям.Заинтересовал Gritalon GC F1200 (M3.Ярослав, как думаешь, стоит им поработать после 3000 Cerax перед байком на простых нержах, тридцадке и Д2?
Пока сам не попробовал - судить не берусь, но смотря какой серакс.
Если 3000-ная сторона, например, комбинированного SH/CR-3800, то навряд ли - во-первых он сам по себе не оптимум для мягких нержавеек, так как достаточно мягкий, а пробы пробами, но тезис "мягкое на твёрдом, твёрдое на мягком" - никто не отменял.
Во-вторых же, и по ним, и по D2 и по s30v, такой серакс может дать довольно-таки гладкую поверхность и менее агрессивный характер кромки, тогда как карбид кремния даст более явную и чёткую риску, и в результате, +- поправка на нюансы и разность зерна, но результат может получиться откровенно похожим. Другое дело, что карбид кремния куда лучше справится с крупноватой структурой D2, где таковая не редкость, чем оксид алюминия на мягкой связке.
Но это пока всё предположения, надо сравнивать "в лоб" поведение и лучше на одном и том же клинке, а то разность термообработки может тоже дать свои неожиданности. Я пока таких сравнений не проводил, и утверждать что-либо не берусь - мне ещё надо попривыкнуть к этим абразивам и обкатать их на большем количестве клинков и марок сталей, чтобы более полно представлять их поведение.
Да, серакс комбинированный, точнее уже не помню, точно, не Нью Серакс.Я хоть и не соблюдаю мягкое-на твёрдом, твёрдое- на мягком,однако, нержи вполне себе неплохо точатся,да не об том речь.Ну раз пока информации мало, не буду покупать.А стационарных камушков они не продают?
Стационарных уже давно нет, могу дать свой на время, до лета.
P.S. Мне предложили работу в крупной IT компании, на дальний восток уехать, если все получится, то врятли я смогу уделять время каким-либо новым проектам.
А пока по плану, на июль месяц могут выйти порядка 20-35 штук(каждого зерна).
В общем нужен срочно последователь, продолжатель темы с синтетикой. А Дмитрий начнет освоение вулканитовых пород на Дальнем Востоке, в Японии шахты исчерпаны, смотришь будит конкуренция)))
quote:Изначально написано Dmitry_Kopchuk:
Стационарных уже давно нет, могу дать свой на время, до лета.P.S. Мне предложили работу в крупной IT компании, на дальний восток уехать, если все получится, то врятли я смогу уделять время каким-либо новым проектам.
А пока по плану, на июль месяц могут выйти порядка 20-35 штук(каждого зерна).
Мои поздравления, правда с примесью сожаления - ваши камни я "распробовал" и считаю, что ваш возможный уход от проекта будет невосполним. Сейчас наиграюсь с лукаском и подарочными двумя брусками и вернусь в тему за другими
quote:Originally posted by Dmitry_Kopchuk:
В течении пары недель, досылаю остатки брусков, буду рад, если пользователи отпишутся в данной теме.
Спасибо!
Дима, я так понимаю что те бруски, которые ты мне дал, про них и эта тема, и свой отзыв я могу оставить здесь.
У меня уже есть что сказать по ним, но пока подожду, ещё не всё опробовал.
В отличии от уже имеющихся отзывов, мои будут не о заточке, а о подготовке плоскостей, на ножах (Elmax) это спуски после гриндера Р120, на инструменте - рабочие плоскости. Пока, в целом, рад что есть такие камни.
Да, они! Жаль что м3 тогда не было, но в июле я обязательно тебя порадую. На следующей неделе передам несколько образцов "масляных"брусков.
quote:Originally posted by Dmitry_Kopchuk:
На следующей неделе передам несколько образцов "масляных"брусков.
Неожиданно (ты про них даже не обмолвился), и очень интересно!
quote:На следующей неделе передам несколько образцов "масляных"брусков.
Вот это здорово! Хотелось бы увидеть в продаже, масляные бруски, отечественного производителя, мелкой зернистости, для заточных систем. Чтобы сразу можно было после них переходить на Арк. например. Надоела вся эта "грязь" от водников. Все больше и больше, в последнее время , нравятся именно масляные камни.
Попробовал сегодня М10 СТ1 и М3 СМ1 по "киридашику" из Bohler S390. Так как на кромочке был какой-то ад из скольчиков и заминов, то я вывел плоскость и фаску на Cerax 707. Кстати, нормально поработал, что по маленькому пятну, что по большому. Не совсем понимаю иногда появляющихся страданий по поводу "злые стали не точатся водниками".
Потом в ход пошел М10. Действительно, свой суспензии камушек почти не дает в обоих сценариях - с маленьким пятном контакта и большим. Некоторое засаливание есть, особенно при работе спинкой, но по большей части его можно стереть пальцем. По узкой фаске все еще лучше. Наверное, на этом этапе я бы хотел взять камень помягче, и дающий немного своей суспензии. Так работа была бы быстрее, а образование заусенеца не требовало бы много внимания. С другой стороны, геометрия получается точнее и толерантность к избыточному давлению есть какая-то. Надо попробовать его сравнить с C600VM от ИНФ-Абразив.
Потом настала очередь М3. Спинка... Куча суспензии, прям вот вообще много. Зато никакого засаливания и быстрая работа. По фасочке суспензии поменьше, работа тоже очень быстрая. И это по довольно твердому быстрорезу (64 HRС). Зачем мне мог бы быть нужен именно такой камушек? Может быть, для чего-то сухого и хрупковатого. Или для быстрой отделки с последующей работой на кромке чем-то более твердым.
Вот такой получился первый заход на эти камни. На первый взгляд, хотелось бы еще иметь в наличии М10 с такой же плотностью, но на ступенечку помягче, а М3 ощутимо тверже. Воду оба камня держат неплохо, поверхность напитанного камня влажная, пересыхает медленно. Добавлять воду можно очень дозированно, буквально каплями.
quote:Originally posted by Pengozoid:
Надо попробовать его сравнить с C600VM от ИНФ-Абразив.
Было бы интересно. Успеха начинанию - конкуренция двигатель технологии.
Потестил бруски КК полученные от Димы
М10 СТ 1 , М7 С1 и М3 ( маркировки нет, но скорее по ощущениям твердость СМ) Учитывая что сравнивать их между собой как то нет особых критериев замочил параллельно F600VL (бывший МС) Инф-Абразивовский(ИА),как объект сравнения с М10, F1000VL(ИА), как объект сравнения с М7 и М5 от Ермак 34 (Е34) , как объект сравнения с М3 ( Ну не было у меня более мелкого чем М5 камня КК ), ну и брусок М10 СМ 1 от Техника
Фаски, углы снял гальванической алмазной пластиной - без неожиданностей
Надо отметить хорошую геометрию данных брусков _ проверка лекальной линейкой после снятия фасок необходимости выравнивания не выявила ( может мне повезло )
Впитывание воды - гораздо медленнее чем на камнях Ермака и советских сопоставимых зернистостей - сопоставимо с (ИА) серии VL
Удержание тоже сопоставимо с этой серией у М10 и М7 , у М3 похуже , но явно лучше чем у М5 (Е34) - по крайней мере постоянного просачивания сквозь брусок не наблюдается , после тестов под бруском натекло конечно , но подливать воду пи работе пришлось всего 1 раз, на М10 И М7 ( как и на VL - подливать вообще не пришлось
Работа ( тестовая финка томми Х12МФ) М10 И М7- съем активный - не отличающийся от брусков серии VL, так же частички снятого металла плавают в слое воды и легко стираются пальцем, выделение суспензии при этом не значительное - выше чем у VL(ИА), но гораздо меньше чем у камней Ермака или Техника соответствующих зенистостей
М3 - съем сопоставимый с М5 (Е34) , выделение суспензии меньше чем у (Е34) , но выше чем у камней VL (ИА) - ну это и понятно - связка мягче однозначно
Бруски отлично очищаются от остатков засаленности скотч брайтом или Бодридом (для М3) и А500 ( М7, М10 - Бодрид ими активно жрется)
Что порадовало на М3 - в отличии от F1000VL и М5 (Е34) при работе не образуется агломератов или вырываний более крупных зерен , чем грешат вышеуказанные бруски ( ТЕ похрустывания под РК при работе на более крупном зерне и более крупных рисок на РК в микросскоп - не наблюдается), F600VL как известно этого недостатка лишен ( ну по крайней мере то что у меня из первой серии )
В конце попробовал поработать на М3 кухонником из S35VN - чтобы проверить насколько брусок срабатывается на высокованадиевых сталях - никаких отличий от рабы с Х12МФ не обнаружил - жрет за милую душу, выделения суспензии если и увеличилось , то не значительно..
К сожалению твердость М3 не позволяет его рекомендовать для заточки бритв именно по параметру сохранения плоскостности при работе, по остальным параметрам - вполне соответствует данным завышенным (как я считаю ) требованиям ( бритвенным) Для ножей же - отличный финишный брусок
М10 и М7 - отличные заточные бруски - вполне конкурирующие с серией VL Инф Абразива которые я считаю на сегодняшний день лучшими доступными брусками из КК на рынке ( Безусловно хороши бруски ИСМ - но их наличие на рынке, цена( с учетом доставки) и тип связки не позволяют им конкурировать с ИА брускми массово используемых сообществом (ИМХО чистое) )
В общем резюме такое - Дима в очередной раз порадовал - спасибо ему ( и всем кто над этими брусками трудился)
Брал М3 под апексойд в sharpeningstones, замачивал сутки. Брусок был небольшим коромыслом, как если бы притирался на сработанном притире. Выравнивался камень о стекло на собственной суспензии, как мокрый мел, под собственным весом, ощущение было, что если его прижать, то сотрется в несколько движений. Озадаченный оставил сушиться еще на сутки, ни о какой твердости и речи не шло.
Попробовал на сухую на мягком китайце. На камне остались следы, как если бы это была не сталь, а алюминий или даже грифель. Смылось легко под струей воды, сам камень не изменился.
Смочил, впитывает воду как губка, мгновенно. Замачивать не стал, опасаясь размягчения, как на кануне, потому лишь капал воды, пока она не перестала впитываться, далее с жидким мылом не разбавляя. В планах было поправить нерж."кухню", но даже с самым минимальным нажатием очень агрессивная работа, даже слишком. Было подозрение, что это не М3, а М28, только в оптику видно, что риска мелкая и однородная, без намека на заусенец.
Ощущения слишком противоречивые, я попросту не готов к такой скорости на таком зерне. Абразив не для новичка, если придавить, то им и угол можно сменить. Ожидался предфиниш, а это какой-то нано обдирочник. Возможно на более твердых сталях он будет работать как надо, а для своих я пока предпочел бы связку потверже.
Заказал еще один и думаю зря, что только один.
Пришел набор гриталонов, потестил на паре ножей. Грязно работаем, однако. Суспензии столько еще ни один предыдущий абразив не выделял, работать исключительно с водой под рукой. Постоянно пшикал на камень ибо чуть промедлишь и суспензия уже формирует слой между камнем и ножом и мешает работе.
Однако если не забывать воду то работает вполне себе хорошо. Особой выработки на первом камне пока нет, хотя конечно два ножа это еще не статистика.
В целом достойные камни.
quote:Originally posted by As2006:
Пришел набор гриталонов, потестил на паре ножей. Грязно работаем, однако. Суспензии столько еще ни один предыдущий абразив не выделял, работать исключительно с водой под рукой. Постоянно пшикал на камень ибо чуть промедлишь и суспензия уже формирует слой между камнем и ножом и мешает работе.
Однако если не забывать воду то работает вполне себе хорошо. Особой выработки на первом камне пока нет, хотя конечно два ножа это еще не статистика.
В целом достойные камни.
Спасибо за отзыв. Жаль вы не указали какие именно бруски и по каким стилям дают описанный вами результат. У вас настольные бруски или апекс?
Вообще, бруски из карбида кремния дают много суспензии на наиболее мягких сталях. Чем тверже сталь, тем меньше вырабатывается суспензии. Например М10 СТ1 по простой нержавейке 55hrc даёт суспензию слоем через 3-5 минут в зависимости от нажима и пятна контакта, а по элмаксу 62hrc суспензия может вообще не появиться, если её специально не выбивать мелкими и частыми движениями.
Из всей линейки гриталон, что я опробовал, только М3 см даёт слишком много суспензии, но при заточке керамики суспензии в меру и лишней совсем нет!
Ps. Ко мне пришли на тесты бруски увеличенной твердости для работы с маслом (ст2 и ст3). Как появится время, буду тестировать и публиковать сюда отчёты...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано Евгений_Е:Вообще, бруски из карбида кремния дают много суспензии на наиболее мягких сталях. Чем тверже сталь, тем меньше вырабатывается суспензии. Например М10 СТ1 по простой нержавейке 55hrc даёт суспензию слоем через 3-5 минут в зависимости от нажимается и пятна контакта, а по элмаксу 62hrc суспензия может вообще не появиться, если её специально не выбивать мелкими и частыми движениями.
Из всей линейки гриталон, что я опробовал, только М3 см даёт слишком много суспензии, но при заточке керамики суспензии в меру и лишней совсем нет!
+100500
Ещё добавлю, что выбить чрезмерное количество зерна в суспензию, можно перейдя на брусок после слишком уж грубой обработки клинка - т.е. работая со слишком большим шагом зернистости .
Но, чаще причины в подборе абразива под сталь и давлении при заточке.
Пока что только м3 у меня продемонстрировал избыточную мягкость, остальные, м40, м10 и м7 - показали удобную для работы обновляемость, без чрезмерного и даже более того - без просто явного выделения суспензии, причём что на довольно твёрдых, что на достаточно мягких сталях - т.е. они на мой взгляд весьма универсальны.
Конечно, ещё влияет пятно контакта, на интенсивность обработки и выбивание суспензии - в апексном формате, по сталям помягче и повязче, предполагаю что и м7 может показаться чуть-чуть мягковатым, но самую малость.
Камни были формата апекс, м100-м63-м28-м7-м3, сталь модели "нерж". На первых двух камешках суспензия не так мешала и было её сильно меньше, а дальше чуть протупил с водой и жижа.
То есть я понимаю что КК на мягких сталях вроде как нехорошо, но надо же на чем то тестировать, не в столицах живу у нас народ с хорошими ножами очень нечасто встречается.
quote:Originally posted by As2006:
Камни были формата апекс, м100-м63-м28-м7-м3, сталь модели "нерж". На первых двух камешках суспензия не так мешала и было её сильно меньше, а дальше чуть протупил с водой и жижа.
То есть я понимаю что КК на мягких сталях вроде как нехорошо, но надо же на чем то тестировать, не в столицах живу у нас народ с хорошими ножами очень нечасто встречается.
Возьмите любую стамеску, их в природе не бывает мягче 56-57 hrc. Попробуйте на стамеске и ваше мнение о количестве суспензии изменится!
Очень мягкая сталь работает по принципу ластика - прочно охватывает все, что торчит и вырывает. Для очень мягких и вязких материалов редко используют абразивы, чаще режущий инструмент...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Ну не совсем любую. лучше бы советскую, и которую не точили на электроточиле. Или железко рубанка. Из старой доброй 9ХС или У8, да и наверняка что-нибудь из мехпилы может оказаться под рукой...Т.е. то, для чего КК как раз отлично подходит.
А то любая - может оказаться той же "кастрюльной нержой", как большая часть того, что в леруа продают...
Попробовал линейку Gritalon, начиная с M 40 до М3, за исключением М28 на Spyderco Military со сталью cts 204p на апексоиде. Камни в целом понравились больше, чем Boride CS HD. Все бруски отличаются однородной работой, благодаря мягкой связке практически не засаливаются, работают быстро с хорошим тактильным откликом. Кромка получается более аккуратная, чем после Boride СS HD, после которых часто появляются микросколы.
Суспензия выделяется в меру, на M3 чуть больше, но не критично.
Сферические полости на М7 каких-то проблем не доставили, но забиваются шламом, образующим характерные чёрные точки на поверхности бруска.
Касательно поста As2006 - относительно мягкие бруски из CS не лучший выбор для мягкой нержавейки. Скорость работы не увеличится, зато увеличится выделение суспензии и износ бруска. Это, в общем-то, ожидаемый результат. Для таких сталей хорошо использовать бруски из ОА.
quote:Для таких сталей хорошо использовать бруски из ОА.
Да тут, мне кажется, важнее даже не КК или ОА, а твердость и прочность связки. Слишком мягкие бруски из ОА также будут исходить на суспензию.
Попробовал сет Gritalon в формате апекс на s35vn.
M100
Нож был с заполированными подводами, решил с М100 начать ради пробы. Камень оперативно расцарапал подвод, через короткое время риска лежала уже по всему подводу. Ход информативный зацепистый, чувствуется съем, излишней твердости не ощущается, при смене направлений быстро перенарезает риску. Суспензии не было совсем, шлам собирается по краям камня, в брусок не въедается. Кромку во вполне адекватном состоянии оставляет.
Приятный обдирочник, не так часто в этой категории мне попадаются достойные варианты.
М63
При нормальной скорости работы и приятном свойстве не салиться, мне камень показался чуть твердоватым, плюс временами ощущался эффект как будто попадания отдельных зерен под брусок, что, как мне кажется, стало причиной появления небольших неровностей на линии РК. Возможно, после некоторой приработки это пройдет. Не могу не сравнить этот брусок с аналогом от гриндермана - второй может самую малость медленнее, но имеет более однородный равномерный ход.
M28, М10, М7
С этого камня и до М7 включительно свойства камней реально очень близки к линейке Boride CS-HD, что не может не радовать! Приблизиться к свойствам одной из лучших линеек такого именитого производителя в первом же поколении своих камней - я считаю серьезным успехом Gritalon.
Засаливание умеренное, снимается дрессингом без усилий под струей воды. Каждый последующий камень уверенно чистит риску предыдущего, скорость работы хорошая. Никаких проблем с однородностью, ход приятный без проскальзывания или залипания - твердость подобрана очень удачно. Забавная дырчатость М7 (мне из такой партии достался) не мешает работе. Бруски, как и должны, последовательно уменьшают риску, сама риска аккуратная равномерная.
М3
После трех предыдущих сразу почувствовался немного более твердым, от чего склонным нарезать более заметную риску, особенно на радиусных участках кромки, где пятно контакта уменьшается. Я предпочел бы более мягкий ход, даже захотелось вернуться к предыдущему М7. Но, увеличив контроль над давлением, работу на нем нормально выполнить получилось. С засаливанием аналогично - под конец работы не стирается пальцем, чистка дрессингом после заточки все убирает без проблем.
Ни на одном камне суспензия не выделялась, перед работой каждый был замочен на 1,5 минуты,
В процессе работы камни не подсыхали, вода добавлялась только по необходимости смыть шлам.
В общем итоге, сет мне очень понравился, особенно М100, M28, М10, М7.
По двум - М63 и М3 лично я предпочел бы иметь более 'мягкую' работу.
Продолжая пробы абразивов Gritalon, хочу опубликовать первые впечатления от двух брусков для обдирочного этапа заточки - это М100 C1 и М63 CТ1, оба на основе карбида кремния 64С.
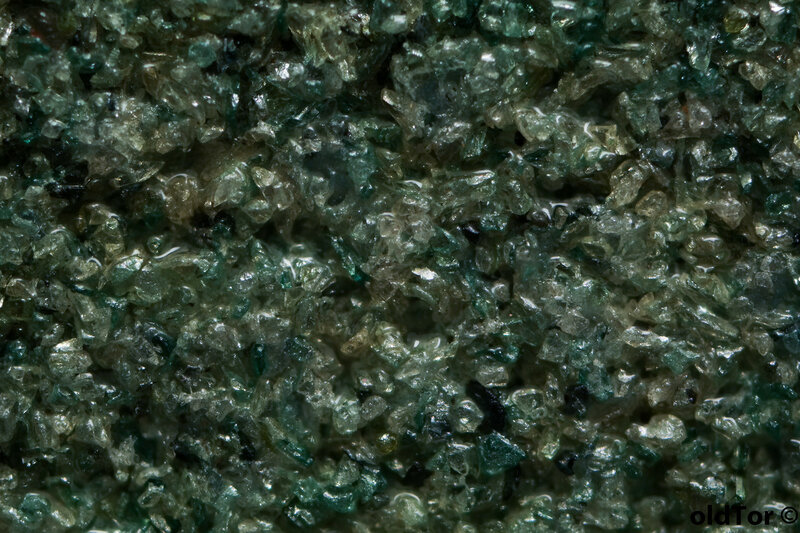
Первым, я пробовал М100 - вот его поверхность в макро - масштаб съёмки 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

Начал пробы на резачке из напильника. Поверхность бруска, я ради интереса не притирал и начал использовать как есть. Суспензия выделялась достаточно активно, целыми зёрнышками, обработка шла интенсивная и по фаске резачка и по плоской стороне:

Однако, через некоторое время суспензия перестала выделяться так заметно, и в неё стали попадать скорее лишь частицы, отколовшиеся от зерна - поверхность бруска подвыгладилась и стала работать медленнее - тут мне сразу вспомнилось сходное поведение брусков Рижского абразивного завода:
http://myabrasive.ru/forum/viewtopic.php?f=7&t=264
Однако, я бы не сказал, что работа прямо совсем остановилась - нет, просто изменился её характер. Для проверки данного момента, я попробовал ещё железко рубанка. Сталь не знаю, но сказал бы, что похоже на 9ХС:

Поработал на спецом оставленном участке бруска нетронутом, и тут проявилась странное - если в целом динамика поведения бруска та же, то поведение стали на разном пятне контакта - различается.
Если резачок из напильника активно обрабатывался по плоской стороне и разница в скорости съёма между фаской и плоскостью была невелика, то на железке рубанка было наоборот - по фаске работа активна, а по плоскости еле-еле, т.е. соотношение скорости обработки в зависимости от пятна контакта, на разных сталях может быть неодинаковым и даже очень.
По фаске, тем не менее, даже подвыгладившийся брусок, работал достаточно оперативно - смена направлений работы показала нормальную скорость съёма на глубину собственной риски - не увидел существенной разницы с брусками других производителей, сопоставимой зернистости.
Конечно, прогрессия выглаживания бруска заметна, но не сказал бы что сильно критично - всё-таки обновляемость есть и брусок достаточно легко освежается таким же зерном КК. Форму при том держит хорошо, и успеть снять можно достаточно много металла, прежде чем потребуется освежение.
Продолжил на следующем бруске - М63.
Макро его поверхности - масштаб 9:1, стэкинг, кроп, 2,5мм. по горизонтали:
Сначала опять взял резачок из напильника:


В целом, картина та же, что и на М100 - обильная суспензия, активно работает, и даже я бы сказал, что чуть дольше продолжается, до того, как брусок подвыгладится. Скорость хорошая, по крайней мере по поверхности после М100. "Стружку" со стали снимает довольно мелкую при том - начинает ощущаться кисловатый запах углеродки и дробящаяся суспензия практически сразу рыжеет - при съёме более крупных частиц стали, процесс коррозии обычно медленнее.
В общем - работа сходна с предыдущим бруском, единственно, я заметил явное различие в том, что когда взял железко рубанка, обнаружилось, что его плоскость обрабатывается по соотношению с фаской - быстрее, чем на М100 - т.е. разница в съёме по разному пятну контакта, на этом бруске уже стала отличаться от соотношения на предыдущем.
Для заточки ножей эта информация в общем-то не нужна, на абразивах подобной зернистости, но для заточки столярного инструмента - уже представляет интерес.
Собственно, именно в ракурсе такой разной динамики на двух близких по размеру зерна обдирочниках, появляется мысль, что полезно иметь в арсенале оба, тогда как затачивая ножи, в общем-то нужды в таком небольшом шаге зернистости не так много и обычно его делают больше.
Смена направлений рисок показала хорошую скорость - за 30 переменных движений, м63 почти что полностью сумел убрать риски от М100:

20 движений на сторону на м63 со сменой направлений рисок, удалили собственные риски м63, в другом их направлении:

Это, правда, чисто визуальное наблюдение, не под микроскопом, но для данного этапа обработки, я считаю, можно вполне оперировать и столь поверхностной проверкой. На более тонких, конечно, это слишком приблизительно и неточно.
В общем - мне бруски понравились.
Выглаживание несколько беспокоит, думаю, что при работе на брусках меньшего типоразмера или, тем более, в формате апексных бланков, на некоторых сталях это может стать критичным, но надо проверять. Если столкнусь с откровенным выглаживанием - воспользуюсь советом попробовать их ещё с маслом.
quote:Изначально написано igor gemranov:
Ярослав , мне интересно эти раздувы прочтут и всё купят ? это для этого ? я тут брал брусок у какого то мудака КК 7 МК твёрдый . брусок оказался твёрдым но 200-400 грит ))) я ему говорю ты дурак что ли ? он говорит у меня микрофоты есть какой мой брусок хороший . ))) этот раздув для этого же ? а если нет , напилили и продали , люди сами искать начнут , если вещь . как было с бронекерамикой.
В этом разделе вроде как не редкость на протяжении многих лет, темы, посвящённые определённым абразивам или заточным системам, например Эдж Про, или точилки Богдана или Ермак, и про абразивы, например про Boride, или про Гриндермановские бруски или про Наниву, Суэхиро, про венёвские алмазы, про лански - обзорные темы и темы сравнения абразивов - если кому непонятно - одна из основных информационных составляющих раздела.
Также, как в разделе, например, "кухонные ножи" - про кухонные ножи, в т.ч. конкретных производителей, и в т.ч. мастеров, участников форума.
Какая новость, не правда ли?
Я пишу о том, что мне интересно и что подразумевается тематикой раздела и точка.
Не нравится - проходите мимо. Всё понятно?
quote:Изначально написано Евгений_Е:
Ps. Ко мне пришли на тесты бруски увеличенной твердости для работы с маслом (ст2 и ст3). Как появится время, буду тестировать и публиковать сюда отчёты...
М3 среди них есть?
quote:Originally posted by INeverov:
М3 среди них есть?
Нет, только М10 ст2 и ст3, М14 ст3.
Но это не серийная партия, а единичное изготовление для проверки работы с водой и маслом.
Вообще весь нынешний выпуск направлен на сбор отзывов и статистики использования. Технология выходит очень долгой и затратной. По реальной розничной цене, не может быть и речи в конкуренции со сравнительно недорогими брусками инфабразива.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Я попробовал в сравнении М10 СТ1, СТ2, СТ3. С фото пока не успел(
При заточке ножей я не заметил особо разницы - она очень небольшая, думаю, что имеет смысл для тех, кто в хорошем смысле слова, дотошно ковыряется с заточкой - я бы сказал что реально заметить разницу можно в работе по очень малому пятну контакта - ну примерно как если обрабатывать часовые отвёрточки или совсем меленькие резцы по дереву (ну, или скажем стамесочки, шириной 4-6мм.). для ножей же в общем-то не суть важно, какой из них взять.
Для "обычной заточки ножей", пожалуй я бы взял СТ1 и с водой.
СТ2 и СТ3 попробовал ещё с маслом - бруски универсальные, с маслом работать удобно. Я, правда, опасаясь, что оно слишком будет впитываться, воспользовался советом Евгения,и сначала камни замочил, а потом, когда рабочая поверхность впитала воду, нанёс масла - впитавшаяся вода не даёт ему, видимо, идти вглубь брусков, они нормально отмываются.
В целом, характер работы с водой и с маслом - практически не отличается, т.е. получились универсальные бруски - кому какая СОЖ больше по душе.
Как успею, сделаю сравнительный фотообзор работы с маслом и с водой.
P.S. Вот не знаю как сформулировать, от чего отталкиваться при выборе из этих трёх брусков.
Наверное так - кому м10 в большинстве случаев нужен как брусок именно для заточки и далее планируется ещё, скажем, пара абразивов - не суть, более тонкий синтетик + природник, или пара более тонких синтетиков - для тонкой заточки и финиша, и кто в основном затачивает ножи - те, наверное, СТ1 будет самое то.
Кто регулярно финиширует ножи на такой зернистости или наоборот - начинает на такой заточку очень мелких инструментов с крайне малым пятном контакта - т.е. в первом случае важно кромочку получить максимально однородную и тоненькую, а во втором - не навалять с геометрией очень мелкого инструмента - тем, наверное, актуально СТ2 или СТ3.
Но, это уже на уровне "дотошно поковыряться", потому как, повторюсь, особенной разницы, которая бы явно показывала "вот этот такой, а этот сякой" - я не нашёл. думаю, что если СТ1 и СТ3 я бы может, набравшись опыта по ним по разным сталям и отличил бы в идентичных условиях заточки и работая с водой, то СТ1 и СТ2 или СТ2 и СТ3, сейчас, по крайней мере - я не отличу.
quote:Изначально написано oldTor:...
P.S. Вот не знаю как сформулировать, от чего отталкиваться при выборе из этих трёх брусков.
...
Может стоит обратить внимание на способность сохранять геометрию в тех случаях, когда обновление зерна уходит на второй план, а точность геометрии выходит на первое место?
Например стамески, железки рубанков и пр.
P.S. Еще момент, при больших обрабатываемых поверхностях, может сказаться твердость металла, там где СТ1 будет довать суспензию, СТ 3 может вполне себе справится.
Еще галочка при этом, что часто эти поверхности могут иметь зонную закалку(разную твердость на одной плоскости)
quote:Originally posted by vovchiklj:
Может стоит обратить внимание на способность сохранять геометрию в тех случаях, когда обновление зерна уходит на второй план, а точность геометрии выходит на первое место?
Например стамески, железки рубанков и пр.
При сравнении брусков м10 ст1 ст2 и ст3 я заметил некоторое увеличение твердости, но поддерживаю слова Ярослава. При слепом сравнении брусков, я не смогу их отличить. Разница заметна только при постоянном переходе с одного на другой. Причем даже постоянно меняя соседние по твердости бруски, я не мог заметить разницы. Возможно она умозрительная, а не реальная. Как пример, ст3 на несколько секунд медленнее очищается от стружки пальцами в струе воды. Это можно назвать более твердым бруском?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Гриталон М100 с1 (100 мкм зерно, связка средняя с1).
Отдельно обращаю внимание, что для бруска был использован именно абразивный микропорошок, а не дешевая фракция КК, используемая для пескоструйки или других задач, не требующих гранулометрической точности.
Внешний вид:
Внешний вид бруска тёмно-зелёный или тёмно-серый, при люминесцентном освещении отливает в синеву. Брусок очень плотный и на спиле не заметно вывалившихся зерен. Другими словами, при распиле бруска зерна так же пилились на части, а не вываливались как обычно у других производителей.
Притирка и выравнивание:
Брусок самый твердый из всех опробованных мной брусков Гриталон. Его свободно можно использовать для выравнивания всей линейки Гриталон по плоскости. Единственно, после такой процедуры брусок немного срабатывается - выглаживается. Довольно крупное зерно начинает стачиваться другими брусками и М100 начинает зеркалить на малых углах. Сама притирка выполнялась мной на зерне черного карбида кремния F60. Никаких проблем не замечено. Брусок очень быстро выравнивается и принимает правильную шероховатость поверхности. Для тестов проверил выравнивание на зерне черного карбида кремния F120, выравнивание получается так же быстро, но поверхность выходит более гладкой. Похоже более тонкий абразив подравнивает брусок снимая вершинки выступающих зерен, а не выламывая целое зерно. После притирки на F60, рез бруска более агрессивный, а после F120 более мягкий.
Подготовка к работе с водой:
Новый брусок очень быстро напитывается водой. Минуты на большой брусок будет достаточно. Брусок очень твердый и плотный, но вода хорошо впитывается и удерживается бруском. По мере необходимости во время работы я не добавлял воды на брусок, поскольку на нем скапливалось много стружки, а споласкивал под струей воды, поэтому под бруском образовалась лужа. Сам брусок удерживает воду, и она не протекает лужей вниз оставляя верхнюю поверхность сухой. Хотя, брусок не способен долго удерживать большую лужу на поверхности, и она очень медленно просачивается вниз. При долгой работе с этим бруском, любители работать погрубее с большим количеством воды столкнутся с лужей под бруском, хотя это обычная история с самыми грубыми брусками.
Подготовка к работе с маслом:
Полностью пропитывать насквозь маслом я не стал, решив для начала опробовать с небольшим количеством масла. К моему удивлению, когда на большой настольный сухой брусок вылил около столовой ложки вазелинового масла и размазал по поверхности, масло осталось стоять лужей не впитываясь. В итоге, подождав паузу в три-пять минут, я убрал лужу и начал заточку. Во время заточки масло стало уходить. Я не знаю - масло начало впитываться или стекать, но работать в луже не получилось.
Тесты бруска с водой:
440с - распространённая дешевая нержавейка, тестировал на кухонном топорике из твердовато закаленной нержавейки. Примерная сравнительная твердость 57 hrc. При работе по фаске 3 мм шириной, скорость работы более чем огромная. Риска равномерная и брусок не вызвал никаких замечаний. Суспензия выделяется, но не активно и брусок приходится мыть только для очистки от большого количества стружки. В суспензию выделяется исключительно частицы зерна, целых зерен 100 мкм я не заметил. По такой маленькой (относительно зерна) фаске, брусок работает настолько быстро, что необходимо следить за результатом буквально после каждого движения.
Далее продолжил тесты по широченным спускам, которые давно хотел обработать. Пятно контакта получилось около 20 см2, т.е. очень большое (брусок полноразмерный и широкие спуски). Сразу удивило снижение скорости работы. Даже при нажиме на клинок около 0,5 кг, скорость работы совсем низкая. Для сравнения, при работе по узкой фаске за 15 движений максимум полностью удаляются предыдущие риски после изменения направления заточки, а при работе по широким спускам после 120 движений предыдущие риски от этого бруска удаляются едва ли на половину. Поскольку грубые бруски используют в том числе для работы по спускам, меня это сильно расстроило.
Тесты бруска с маслом:
440с - распространённая дешевая нержавейка с которой тестировал брусок в предыдущем тесте с водой. При работе по фаске 3 мм шириной, скорость работы немного увеличилась, но не существенно. Ход клинка стал более мягким. В такой работе я не смог выявить преимуществ или недостатков для перехода с воды на масло. Если встраивать брусок в сет масляных брусков, стоит его перевести на работу с маслом, иначе работать с водой. Далее проверил работу по широкой фаске - спускам. Здесь работа с маслом очень ощутимо изменила скорость работы. Брусок легко убирал предыдущие свои риски за 20 движений после смены направления. Точнее после 15 движений в оптику можно было различить отдельные признаки прошлых штрихов. После 20 движений о предыдущем угле не остается и воспоминания. Суспензия с маслом выделяется во много раз более крупная или такая же как с водой, но не успевает дробиться (как предположение). Зерна в суспензии едва ли больше, чем при работе с водой, но оно уже чувствуется пальцами. Пробовал смывать стружку маслом, но быстро понял, что это очень затратное занятие и стал просто промывать брусок в теплой воде с фейри. На удивление поверхность бруска мгновенно очищалась, но сохранялась масляная пленка. После мойки не стал добавлять масла, а использовал мокрый от воды, но жирный брусок. Такая работа показалась оптимальной - скорость как с маслом, а удобство очистки почти как с водой. Все дело в том, что тонкие масляные бруски удобно очищать от стружки просто протирая салфеткой, а брусок м100 не протрешь, это как салфеткой по асфальту...
Клинок из белой керамики.
Брусок не работает по белой керамике. Точнее, после бруска остаются отдельные царапины на спусках, но реального съема керамики не обнаружено. Попробовал навести чуть суспензии другим бруском КК, как не странно, брусок заработал и начал выделять свое зерно в суспензию, которая была очень светлой от снятой керамики. Но для работы по керамике я не могу рекомендовать такой твердый брусок. Наверное, для керамики необходим более мягкий брусок.
Износ бруска:
Износ не обнаружен. Постепенно, на бруске при работе с водой замечено небольшое выглаживание до уровня доводки на черном карбиде кремния F120. Далее выглаживание не прогрессирует. При работе с маслом - выглаживания совсем не заметил, по крайней мере за 20-30 минут работы. Брусок отлично держит плоскость и скругления на ребрах. Даже при активной работе, выравнивания бруска не потребуется очень долго.
Вывод:
При таком сопротивлении к износу и одновременно скорости работы, я рекомендую этот брусок для любых обдирочных работ, в том числе для лекальных работ, т.е для первоначального получения лекально ровных поверхностей. Я еще не сталкивался с грубо обдирочными брусками, которые могут похвастаться такой скоростью работы при сохранении плоскости поверхности. Для получения лекальной поверхности, обычно приходится выравнивать на более тонких, но твердых брусках, что влечет за собой большие трудозатраты. Этот брусок будет отличным решением для грубой обдирки мягких сталей и твердых сталей. По твердым сталям я не пробовал, но полностью доверяю выводам Ярослава!
Отдельно, хочу упомянуть удивительный факт, замеченный в наблюдениях результата работы по широкой фаске с маслом. Изучение штриха после бруска через измерительную лупу меня повергло в шок - линейка на измерительной лупе ровно 0,1 мм и все штрихи полностью накладываются на деления лупы. Я пробовал передвигать лупу в разные места спусков, но везде штрихи ровненько ложатся на измерительную линейку. Меня удивляет это наблюдение, поскольку раньше всегда был уверен, что зерна в бруске располагаются в хаотичном порядке и риски должны быть разной ширины. В конце концов брусок скорее щетка, а не расчёска.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_Е
Еще натолкнули на мысль...
Необходимы образцы металлов разной твердости. И попробовать установить для какого бруска на какой твердости при одинаковой площади и давлении начинается процесс выдирания(разрушения связки) зерен.
Тогда можно будет примерно давать рекомендации по выбору твердости связки для разных степеней твердости железок.
Собственно для этого и делают связку разной твердости...
quote:Изначально написано vovchiklj:Может стоит обратить внимание на способность сохранять геометрию в тех случаях, когда обновление зерна уходит на второй план, а точность геометрии выходит на первое место?
Например стамески, железки рубанков и пр.
P.S. Еще момент, при больших обрабатываемых поверхностях, может сказаться твердость металла, там где СТ1 будет довать суспензию, СТ 3 может вполне себе справится.
Безусловно стОит, и я на это всегда обращаю внимание, в соответственных случаях, да и в этот раз упомянул выше, но данном случае, это не имеет такого значения как обычно - все три бруска отлично держат геометрию и выделение суспензии практически одинаково слабое и одного характера. Разница в мелких нюансах, но не более того. Они легко взаимозаменяемы.
Гриталон М63 ст1 (63 мкм зерно, связка твердая ст1).
Отдельно обращаю внимание, что для бруска был использован именно абразивный микропорошок, а не дешевая фракция КК, используемая для пескоструйки или других задач, не требующих гранулометрической точности.
Внешний вид:
Внешний вид бруска светло-зеленый, плотный. Поверхность после распиловки монолитная, без каверн или выпадания зерна. Трещин, сколов или других дефектов не замечено.
Притирка и выравнивание:
Брусок очень плотный. Выравнивание проводил сразу на зерне черного карбида кремния F120. Никаких сложностей не обнаружено. Выравнивание и скругление ребер выполняется легко и быстро. Панцирь на бруске отсутствует.
Подготовка к работе с водой:
Новый брусок очень быстро напитывается водой. Первый раз брусок давал пузыри около двух минут. Брусок хорошо удерживает воду и не проливается насквозь. По мере работы удобно иногда сбрызгивать брусок водой, но это не критично. При аккуратном использовании, лужа под бруском не образуется.
Подготовка к работе с маслом:
440с - распространённая дешевая нержавейка, тестировал на кухонном топорике из твердовато закаленной нержавейки. Примерная сравнительная твердость 57 hrc. Полностью пропитывать насквозь маслом я не стал, решив для начала опробовать с небольшим количеством масла. Вспоминая, что М100 почти не впитывал масла, решил чуть капнуть на брусок, но удивился, брусок очень активно начал пить вазелиновое масло. После четырех поливов маслом, решил больше не пропитывать и работать по полусухой поверхности. Как не странно, достаточно было помыть от стружки брусок теплой водой и масло начало с него активно лезть наружу. Даже с пузырями воздуха, т.е. брусок начал активно пениться. В итоге с маслом тестировал очень жирный брусок, просто смывая теплой водой стружку.
Тесты бруска с водой:
440с - распространённая дешевая нержавейка, тестировал на кухонном топорике из твердовато закаленной нержавейки. Примерная сравнительная твердость 57 hrc. При работе по фаске 3 мм шириной, скорость работы высокая, но заметно ниже, чем на М100. Риска равномерная и брусок не вызвал никаких замечаний. Ход клинка мягкий и равномерный. Тактильно понятный. Суспензия выделяется, но не активно и брусок приходится мыть только для очистки от большого количества стружки. При уменьшении нажима, можно поработать 3-5 минут вообще без суспензии даже на мягкой нержавейке. В суспензию выделяется исключительно частицы зерна, целых зерен 63 мкм я не заметил. Далее продолжил тесты по широченным спускам того же клинка. Пятно контакта получилось около 20 см2, т.е. очень большое (брусок полноразмерный и широкие спуски). Скорость работы снизилась, но не существенно. Такого отличия при изменении пятна контакта, как на бруске М100 не заметил. Суспензия начала выделяться чуть быстрее, но более мелкая, к риске от абразива начали добавляться точки, как на дробящемся зерне, хотя поверхность все же не матовая.
Тесты бруска с маслом:
440с - распространённая дешевая нержавейка с которой тестировал брусок в предыдущем тесте с водой. Ничего нового добавить к работе бруска не могу. По сути скорость работы с маслом и водой одинаковая, качество поверхности не изменилось. Возможно я ошибаюсь, но все изменения в работе этого бруска укладываются в пределы погрешности измерений. Объективно могу сказать, что брусок вышел универсальный, но преимуществ от масла или воды я не нашел.
Клинок из белой керамики.
Брусок не работает по белой керамике. После чистого и влажного бруска, на спусках клинка не заметил никаких новых царапин.
Износ бруска:
После работы на бруске в течении получаса, износ не замечен.
Вывод:
Вообще, брусок не вызвал у меня большого восхищения, по сравнению с брусками М100 с1 и бруском М40 с1 или ст1. Все дело в том, что я обычно не использую промежуточных обдирочников. Тесты бруска сразу после М100 показали слишком маленький шаг. Это отличный обдирочник на случай, если заход на М100 слишком грубый. Риска после бруска ровная и по широким фаскам можно выйти на РК. Скорость работы бруска М63 по абсолютной скорости съема металла ближе к более тонкому зерну М40, чем к М100. Использовать этот брусок после М100 нет никакой необходимости. Скорее этот брусок стоит использовать как самостоятельный грубый обдирочник с переходом сразу на М28. Другими словами, имея брусок М100, можно сразу после него переходить на М40 и выйдет довольно короткий прыжок. А после бруска М63 просится переход на М28. Риска после бруска настолько ровная, что по моим тестам убирается на зерне КК М14 за вменяемое время.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Гриталон М28 ст1 (28 мкм зерно, связка твердая ст1).
Внешний вид:
Поверхность после распиловки монолитная, без каверн или потерянных зерен. На поверхности присутствовали темные точки, похоже брусок был испачкан. Трещин, сколов или других дефектов не замечено.
Притирка и выравнивание:
Брусок не такой плотный, как М100 или М63, но все же твердый. Выравнивание начал с черного карбида кремния F60, для получения сразу исключительно чистой поверхности и для удаления возможно шаржированного мусора или просто грязи от транспортировки. Финишировал на зерне зеленого карбида кремния F220. На четыре стороны полноразмерного бруска, ушло около трех минут, вместе с наведением радиусов. Брусок достаточно легко доводится, по крайней мере на грубо матированном стекле или на стекле с минимумом зерна КК, можно легонько доводить поверхность используя собственную суспензию. Отдельно доводку на чистом стекле я не тестировал.
Подготовка к работе:
Новый брусок довольно долго пускал пузыри, и я его оставил на 4-5 минут замачиваться. Плотность бруска очень высокая. Брусок исключительно хорошо держит в себе воду и подтягивает ее на поверхность как более тонкие бруски М10, М7 и т.д. Трогая сухой по поверхности брусок сухим пальцем, на поверхности проступает небольшая лужица. Я считаю это количество сож самым оптимальным.
Тесты бруска с водой:
440с - распространённая дешевая нержавейка, тестировал на кухонном топорике из твердовато закаленной нержавейки. Примерная сравнительная твердость 57 hrc. Скорость работы высокая. Риска равномерная и брусок не вызвал никаких замечаний. Ход клинка мягкий и равномерный. Тактильно очень понятный. Суспензия выделяется, но не активно и брусок приходится мыть только для очистки от большого количества стружки. При желании, можно вызвать много или очень много суспензии или поработать практически на чистом бруске несколько минут. По ощущениям, брусок значительно мягче М40. При работе с суспензией, сталь приобретает матовую поверхность с просматриваемыми по ней рисками от абразива. При работе на чистом бруске или с минимумом суспензии, сталь получается с равномерной тонкой риской.
ст1 Элмакс - порошковая сталь 62hrc. Брусок работает исключительно быстро, скорость работы сравнима с работой по 440с, что мне кажется очень хорошим результатом. Суспензии значительно меньше и выделяется она более неохотно, хотя присутствует. Брусок приходится отмывать скорее от стружки, чем от суспензии зерна. Но собирающийся шлам достаточно светлого цвета, чтоб утверждать о наличии в нем зерна. Брусок позволяет работать на Элмакс совсем без абразивной суспензии, просто уменьшив давление и смывая стружку каждые 3-5 минут. Вызвав чуть суспензии, она начинает неумолимо прибывать.
Клинок из белой керамики. Брусок плохо работает по белой керамике. Если постараться, можно вызвать немного суспензии из бруска клинком из керамики и дальше пойдет работа, но я не могу порекомендовать этот брусок для работы по керамике. Брусок слишком неохотно дает суспензию, а для керамики это критично.
Износ бруска:
После работы на бруске в течении получаса, износ не замечен. Брусок пачкается, но отмывается достаточно просто. Засаливание отсутствует, но на бруске остается сероватый налет от снятого металла.
Вывод: По бруску М28 ст1, как и бруску М14 ст1 у меня сложилось впечатление, что именно так и должны работать бруски. Все укладывается в некоторую идеальную, возможно и выдуманную мной схему работы и ничем из нее не выбивается. Брусок вышел простым и понятным, работает по любым сталям одинаково хорошо и быстро. Можно поработать и с суспензией, и без. Замачивание не самое быстрое, но и не долго. Выходит, что все параметры в этом бруске сложились самым средним или оптимальным способом. Могу посоветовать этот брусок не только профессионалам, но и начинающим пользователям, поскольку работать на нем действительно просто, а брусок очень универсален.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано INeverov:А зачем тогда? Получается какая-то статистика ради статистики.
Затем же, зачем и другие производители выясняют впечатления практиков - понять насколько удачна оказалась продукция, что понравилось, а что нет, какая будет статистика среди отзывов в плане того, что желательно было бы изменить или слегка подкорректировать, или наоборот оставить как есть.
Обратная связь, о которой многие годы можно было только мечтать, и когда приходилось пользоваться тем, что есть, произведённым вовсе не для ручной заточки, а просто промышленные абразивы для иных режимов работы, "напиленные" в другой типоразмер.
А сейчас вот наконец нам стало это доступно - отечественные абразивы, изготовленные под нашу специфику, и с выяснением того, что же хотят от абразивов те, кто пользуется ими вдумчиво и по делу.
Мне по крайней мере, видится это именно так.
И очень здорово, что теперь таких производителей стало больше - у нас есть Инф-абразив и теперь ещё проект Гриталон!
По-моему это замечательно!
Я не готов сравнивать гриталон с японскими водниками просто потому, что я мало вижу сходного - иные связки и пойди ещё найди такое разнообразие брусков на основе карбида кремния. Японцы - они мастера в плане связки и умудряются сделать на оксиде алюминия столь разные по поведению и столь универсальные в плане подходящести под разные стали водники - вот это да. Но они этим сколько лет занимаются! А из карбида кремния у них, по большей части, либо очень грубые, либо весьма и весьма тонкие бруски. А основной широкоупотребительный ряд зернистостей - в основном ОА.
А сравнивать абразивы разного типа и связки...
Если говорить о том, что сходно с Гриталоном - я бы сказал, что борайд CS-HD серия из карбида кремния, а также можно вспомнить водные на карбиде кремния опять-таки, Тиролит и Атлантик (да, я знаю, что есть и масляные, но речь про водники), но с ними трудно сравнивать по многим причинам, в т.ч. потому, что они редки и недёшевы, а поскольку многие изготавливаются под заказ, и при заказе надо указывать такие параметры, о которых многие тут вовсе не слышали, то сравнительные обзоры с ними, боюсь не будут иметь особого практического смысла.
Что же касается Борайдов - то если ранее всё мечталось найти что-то похожее по плотности, активности работы, всеядности и при том более разнообразных типоразмеров, не только "куцые" под апексоиды, но и для стационарного позиционирования брусков и для заточки столярного инструмента, то с Гриталоном можно говорить о том, что не просто "дотянулись" до них, но и сделали лучше - я впервые перестал "ныть" знакомым и друзьям (Женя и Костя могут подтвердить, что ныл))) ) на тему "ну сделал бы кто такие же плотные как борайд делает, такие же однородные и чистенько работающие, но в нормальных традиционных типоразмерах", так как нашёл, что с гриталонами меньше проблем с засаливаемостью и она легче удаляется, производительность выше, сглаживаемость ниже, а ситуация с суспензией более "внятная" - и в плане её выделения и в работе с ней.
Ещё бы отдельно отметил тут 600МС (ныне C600VM) от ИНФ-абразив - это отдельное событие, такой камень, у него свой ярковыраженный индивидуальный характер, и я очень рад иметь его в арсенале. С ним сравнивал гриталон той же зернистости, и не могу сказать что готов выбрать, "какой лучше" - мне нужны и тот и другой. Они просто разные по характеру и отклику, и тут уже какие-то не поддающиеся "сухому подсчёту" вещи вступают в дело - в какой-то ситуации удобнее, приятнее и как-то.... органичнее, что ли, взять один, а в другой - другой.
Это может и иррационально, но вот оно так)
Продолжил пробы абразивов Гриталон, с бруском F500 (м14) со связкой СТ3:

Сталь 440с, выравнивал немного фаски - там было две, делал на некую "среднюю" по углу - одну. Как и с другими брусками гриталон, вручную очень удобно и комфортно удерживать угол. очень удивила скорость работы и то, что несмотря на связку СТ3, суспензия выделялась, хотя и умеренно - ровно столько, сколько нужно. Очень удивила ситуация с засаливанием, а точнее, с его отсутствием - наиболее ярко по сравнению с другими брусками, по этой стали, вышло так, что можно сказать весь шлам остался в СОЖ, на бруске его можно сказать нет, даже не надо потереть брусок подушечкой пальца - всё снятое плавает в СОЖ - вот подсохшая суспензия со снятым:

Результат работы - макро 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

Далее, я сравнивал этот брусок с таким же, но на связке СТ1. И вот тут я удивился - не могу понять причин, но на СТ1 засаливание сильнее, шлама в СОЖ меньше и мне даже показалось, что работает чутка медленнее, хотя я бы ожидал противоположной ситуации.
На кромке при том, разницы я настолько не увидел, что даже не стал фотографировать. Т.е. по сути, иное только поведение бруска и неожиданное для меня - я думал, что более твёрдый будет салиться чуть сильнее, но тут всё вышло наоборот. И тактильно, мне, пожалуй, на связке СТ3, понравилось работать больше.
В общем, если в случае с М10 - я не вижу особой разницы между СТ1, СТ2 и СТ3, то тут, на М14 - я её заметил и мои симпатии однозначно на стороне варианта СТ3.
Подошло время оставить свой отзыв об этих камнях.
Итак, собственно камни.

Маркировку продублировал маркером на торцах, зная что она "уйдёт", это уже привычка по работе с камнями "Московского Абразивного Завода" (МАЗ). С этими камнями в последствии и буду делать небольшое сравнение.

Свой отзыв оставлю в том порядке, в котором камни мне понравились, а не в порядке их абразивности. Особенно отмечу что работа с камнями заключалась не только в заточке РК, мне были интересны эти камни по работе на плоскостях. У ножей это спуски, в столярном инструменте, это рабочие плоскости, или "лицо". Есть и особенности. Если для ножей спуск может иметь небольшую линзу, то для столярного инструмента это исключено.
Первый камень, это 64С М7 С1.
В разговоре с Дмитрием, я многого не понял из технологии производства, но понял что он особенный из трёх, и поэтому его отдельно отметил как "литьевой"

Теперь сравню его с камнем "МАЗ" 64С М7 СМ2.

На камне Grinalon и "МАЗ" есть поры, на Gritalon они частые и больше, но это как оказалось не мешают в работе по заточке, и выведению плоскости на спусках ножей и столярном инструменте. Страшнее оказалось другое, но это позже. Суспензия активно выделяется на обоих камнях, но конечно в большей степени на камне "МАЗ", это и понятно - связка мягче.
Gritalon слева.


Сами поры на Gritalon выглядят как лунный кратер, но ничего страшного ...

... страшнее оказалось другое.
Никому из тех, кто тестировал эти камни не попался мой.
В нём были "паразитные" включения более грубого абразива.
На плоскости они в нескольких местах с двух сторон, и "ушли" только после периодического выравнивания плоскости камня, или выковыривания этих зёрен.
Что это было, я не знаю, но было.
Чёрная точка на камне, рядом с рисками на клинке, это и есть паразитный абразив.

Там где мой палец, было самое крупное зерно.

После нескольких подравниваний камня, этого больше не было, как и сами "кратеры" стали появляться на плоскости реже. Они "уходят".
Сам камень мне очень понравился.
Он универсален по сталям, и степени их закалки.
Если работаю по большой плоскости, то суспензии много, но она не раздражает, главное за ней следить., если работаю по РК, то суспензии мало, и скорее это взвесь снятого металла в самом начале ...

..., и уже потом суспензия которую необходимо смывать.
Камень совсем не идеально держит плоскость, и за ней необходимо следить.

Что касается пор, то они стали меньше ...

..., но они есть.

Если честно, то мне всё равно, есть они, или нет, главное что камень работает так, как я от него ожидаю. Паразитных рисок больше нет, считаю это моим исключением.
Вывод такой, камень просто замечательный, если не сказать - великолепный, но нужно за ним следить. Цикли и узкий инструмент я на нём затачивать не буду, а вот для ножей и столярного инструмента с широкой РК камень не просто универсальный ("жрёт" любые стали от "пластилина" до хорошо закаленных), а во многом и финишный. Да, именно финишный. Есть работа, когда острота режущей кромки вплотную зависит от задач. Не буду в этой теме распространяться об этом, это оффтоп, просто финишировал свои кухонники и стамески на этом камне. Кухонники пока ещё острые неделю и не требуют освежения, а по стамескам завтра-послезавтра будет жестокий тест.
И в завершении, вода в лотке от смыва камня больше прозрачная.
Это значит что камень работает абразивом, а не связкой.

Тысячник, или 64С М10 СТ1.
Пор, или "кратеров" в нём нет.
Камень однородный по абразиву.
Камень не самый быстрый из тех тысячников что у меня есть, но очень хорошо проявляет огрехи предыдущего выравнивания плоскости.

Поэтому я предпочитаю для начала тоже тысячник, но немного грубее и с другим абразивом.
Что характерно, в нём тоже есть поры, и абразив однородный по всему камню.
Не хочется чтобы это было правилом ("кратеры"), но факт.

Есть у меня тысячник и плотнее, и без "кратеров", и тоже из ОА, но его стал беречь, стачивается. Не знаю кто производитель, и не знаю где купить, вот такой вот безымянный эталон для меня, или камень для сравнения.
Немного увлёкся, но вернусь.
Суспензии на камне в работе не много.

И её также нужно контролировать.
Не важно, работаете по плоскости, или по РК.
Несмотря на связку СТ1, камень теряет свою плоскость.

Вывод.
Камень очень хороший но не самый быстрый как тысячник, и не самый лучший из тех, которые держат плоскость. Связка хоть и средне-твёрдая, но внимания по плоскостности камня требует.
Как по мне, так я бы не стал вносить коррективы для изменения характеристик камня. Он получился удачным, и зная характер его работы, всего лишь необходимо к нему подстраиваться.
Последний из трёх, это 64С М5 СМ2.
Самый неудачный.
Много про него говорить не буду.
В лотке после работы - "молочко".

Это говорит о том, что абразив не успев сработаться уже уходит в суспензию.
Из-за этого плоскость того, чем работаешь, заваливается по краям.
Для начала финишной обработки это критично. Приходится в итоге опять переходить на "литьевой" камень чтобы всё исправить, а это время, потерянное время.
Опять же, я говорю не про РК, а про плоскость и её соблюдение.
По работе по плоскости подвода, или плоскости стамески - железка на этом камне, ощущал "скачки".
Работать было не комфортно.
Считаю этот камень не удачным.
Начало положено хорошее.
Главное чтобы было продолжение.
Дмитрию желаю не отчаиваться, и по возможности продолжить начатое!!!
Дима, поверь, у тебя получается!
Тебя я поминаю каждый раз добрым словом, когда беру в руки твои камни.
P.S.
Прошу расценить мой отзыв не как "первоапрельскую шутку"
Спасибо огромное за столь детальный и подробный обзор, Андрей!
И отдельное спасибо за комментарии по состоянию воды - как-то мало этому уделяется внимания, а ведь и правда, так оно и есть - можно понять, что именно происходит, где успевает отработать зерно бруска, а где нет.
С уважением, Ярослав
quote:Изначально написано yemz:
(МАЗ). С этими камнями в последствии и буду делать небольшое сравнение.
А можно несколько больше сравнения и паралелей?
quote:Originally posted by INeverov:А можно несколько больше сравнения и паралелей?
Из тех камней, которые можно сравнивать, у меня только четыре, остальные немного другие и по размерам, и по абразивности.

Крайний слева брал на пробу и он изначально был тонким, а потом докупил такой же, но потолще (второй на фото). На первом камне были трещины на плоскости с двух сторон.

На втором, кратеры такие же как и на "литьевом" Gritalon

А это, что бывает с камнем и связкой СМ2 после четырёх месяцев плотной работы на камне.

Это не означает что камень совсем плох.
Он сработал на свои деньги справившись с большим объёмом работы.
То, что от него осталось, ещё поработает, но не долго.
В таком же состоянии у меня и "комбинашка" от Norton 220/1000.

Теперь по работе в сравнении.
У камней Gritalon, такое впечатление, что абразива в камне очень много, а связки меньше, и сам абразив однороден, в отличии от камней МАЗ. На камнях МАЗ не везде связка одинакова, от этого хочется больше работать на определённом участке.
Мне так и не удалось сделать финиш на камне 64С М7 СМ2 МАЗ, а на "литьевом" с таким же абразивом но связкой чуть потвёрже получилось.
Камни Gritalon скорее хорошие партнёры камням МАЗ, но не соперники.
По крайней мере, из ОА у Gritalon пока ничего нет.
Если будет такая возможность и дальше приобретать камни о которых тема, я буду их брать, если такой возможности не будет, то меня устраивает то, что предлагает московский завод.
День добрый, мне достались два камня М7 с1 и М3 видимо СМ (маркировки нет), присоединюсь к выше написанным отзывам, геометрия камня выдержана,поверхность не выравнивал, только снял фаски. Замачивал около часа, но воду держат долго, на следующий день хватило 15 мин. Попробовал оба камня на 440С и У10А-7ХНМ. М7 оставил очень положительные впечатления, засаливания нет, шлак плавает, съем активный, геометрию держит, согласен со всеми предыдущими отзывами. Для себя купил бы с удовольствием.
М3, категоричен не буду, это мои впечатления. с началом работы под РК появились инородные включения, с увеличением давления на рабочую плоскость, дробления не происходило, крошилась РК. Прогнал камень на стекле с КК, после чего включения стали попадаться одиночные, увеличил количество воды на камне, уменьшил давление, ход по бруску стал мягкий уменьшился тактильный отклик, на съеме метало сильно не отразилось, но при этом пошел активный смыв не сработаной супсензии,аналогично, как и у yemz. За плоскостью приходиться следить, геометрия теряется быстро. Утверждать не буду, что в камне инородные включения или быстро вымывается абразив, это все таки опытные образцы, но связка желает лучшего. При всем перечисленном, съем метала активный, (не принимая во внимания вымытые зерна) риска равномерная, мелкая, в соответствии с заявленной абразивностью. Камни в целом понравились,сравнить с российскими образцами не могу, не пользовался, соглашусь с предыдущим отзывом, заменил бы ими Boride CS HD. Думаю если Дмитрий тему продолжит, недочеты уйдут. Камни хорошие, заслуживают внимания. С уважением.
Приветствую !
Получил несколько камней Гриталон и потестил .
Камни 63,28,14.
Стали :
Рапид 11п3ам3ф2
сts-bd1
Камни понравились- хорошо держат воду и легко чистятся.
Когда приходит посылка ,сравниваешь новые камни с теми ,что уже есть.
М63
Понравился по рапиду ,тиролит оставлял широкую риску .
На ноже из сts-bd1 были сколы ,М63 почему-то плохо справлялся -тиролит оказался быстрее.
Рапид проточил на гритолоне .
В общем пока особое внимание М63 заслуживает ,как хороший обдирочник по быстрорезу.
Камни М28 и М14 тут хз ...
Есть конкуренты в виде Борайдов Т2,Чосеры ,да и Веневский алмаз 20/14 тоже вариант.Надо на досуге продолжить ещё тесты по другим сталям.
После Гритолон М14 ,брусок ИСМ М7(других ИСМ у меня пока ещё нет) даёт на
рапиде зеркало на подводе.
Возможно ,Гритолон окажется лучше вариант для порошков ,чем Борайды Т2 или Чосера.
мне тут тоже перепало чуток
пока не до всего руки дошли
но вот на 64С М10 СТ2 попробовал заточить пару бритв
и надо сказать результатом весьма доволен
по чистоте отделки камень ощутимо превосходит обычный SUEHIRO CERAX 1010
при этом по скорости сопоставим с ним
и превосходит DUAL STONE #1000
очень хороший тактильный отклик
суспензия выделяется умеренно и благодаря этому не заваливает РК
понятно, что это камень не был финишным для бритв
после него шла доводка на более тонких
на финише --- на натуральном камне ( Nakayama Asagi )
ещё попробовал несколько сталей, в частности ERASTEEL EM2 ( быстрорез, аналог Р6М5 )
http://www.zknives.com/knives/steels/Erasteel/em2.shtml
AOGAMI и какую-то простую углеродку
справился на отлично.
Всем любителям заточки доброго утра!
Недавно получил от Дмитрия (за что ему огромное спасибо!) набор камней отечественного производства под маркой Gritalon. Мои камни в апексном формате, напилены из полноразмерных. Абразив в них карбид кремния (64С). Все камни имеют твердость связки СТ1, кроме М10 - у него СТ2. Как я понял, данные образцы по твердости выше, чем первые партии. Размеры самих абразивов: 150х25х6 мм. Зернистости камней:
- М100 (F120)
- М63 (F220)
- М40 (F320)
- М28 (F400)
- М14 (F500)
- М10 (F600)
- М7 (F800)
- М3 (F1200). Этого камня у меня нет, так как он сейчас находится на доработке (корректируется твердость связки).
Вот так выглядят сами абразивы, каждый подписан карандашом и с автографом))).
![]()
![]()
Проверил плоскость лекальной линейкой, а толщину штангенциркулем - особо без отклонений. По длине камни немного разные, но это не критично. Что сразу заметил, поры на М7, это углубления диаметром 0,5 - 0,7 мм, надеюсь это на заточку не повлияет.
Решил их сразу притереть и сформировать радиусные скругления на ребрах, на стекле с порошками, использовал следующие порошки:
- М100 - 60
- М63 - 120
- М40 - 120
- М28 - 220
- М14 - 400
- М10 - 400
- М7 - 600
На фото отображен процесс притирки камня М10 на 400 порошке КК, на торце камня видна маркировка: 64С М10 СТ2.
![]()
Камни довольно твердые, без порошков из притереть не получится. Сразу понял, что твердость примерно на 3 ступени выше, чем у имеющихся в моем арсенале камней Гриндерман КК (400-600-1000). На каждый камень ушло минут по 5 - 6, на грубые по 2 - 3 минуты. Выравниваются они без каких то особых сложностей, изначально поверхность была довольно ровная и гладкая. Грубые камни так же нуждаются во вскрытии, так как после распила их поверхность стала гладкой. Перед выравниванием, замачивал камни в воде на 3 минуты, камни воду пьют охотно, мелкозернистые набирают ее дольше, следите за пузырьками.
Камни готовы к работе, в идеале их бы на алюминиевые бланки наклеить, но сейчас у меня их нет (надеюсь, скоро придут), буду зажимать прямо так в держатель.
Наш подопытный: сталь порошковая PSF-27, 62 единицы твердости.
![]()
Нож был заточен на заводе на гриндере или наждаке, скорее всего наждак, так как фаски кривые, потом заусенец снят на круге с пастой, РК зализана, режет еле-еле. Сейчас у него сведение 0,35 мм, фаска получается средней ширины (чуть более 1 мм). А далее будет сама заточка, продолжение следует...
quote:Originally posted by skvater:
- М100 - 60
- М63 - 120
- М40 - 120
- М28 - 220
- М14 - 400
- М10 - 400
- М7 - 600
Поправьте М10 и М7 - 600 и 800
Понял, моя невнимательнось, это же про притирку...
quote:Изначально написано avtoPRIZ:
Поправьте М10 и М7 - 600 и 800
А не мелковаты ли фракции порошков? М10 на 600 порошке (зерно М14) и М7 на 800 (зерно М10). По мне - мелковаты
Понял, моя невнимательнось, это же про притирку...
Я, кстати, поскольку камни ровные в достаточной степени, которые пробовал, притирал на зерне той же фракции, что и в камне - понравилось.
И кстати, хотя пока износа они не заработали, но попробовал некоторые почистить от засаленности не дрессинг стоуном, а на матированном стекле - несмотря на достаточную твёрдость, суспензии выделяется достаточно - думаю, вполне реально, если делать это своевременно, то как и в случае со многими японскими водниками, можно всю дорогу обойтись без применения порошков КК. Но - стекло или другой притир, например гранит - должен быть матирован достаточно крупно. Скажем, на порошке F220 - F320. По крайней мере на брусках тоньше м28- это сработало.
Правда, надо сказать, что я так пробовал с брусками, которые уже набрали влаги. Возможно, замоченные первый раз и недолго, не получится так подровнять. Но - надо пробовать.
Большое спасибо за обзоры, уважаемые коллеги! Интересно и познавательно!
quote:Originally posted by oldTor:
И кстати, хотя пока износа они не заработали, но попробовал некоторые почистить от засаленности не дрессинг стоуном, а на матированном стекле
Это интересно. А если взять кусочек стекла, скажем 100х30 мм, заматировать его 120 порошком, можно будет этим стеклом чистить апексные М10, М7 и М3? Прямо в процессе, не вынимая камень из держателя
Надо попробовать, сколько стёклышко проработает - я для этих целей держу на рабочем столе кусочек грубопритёртой бронекерамики- месяцами можно не освежать её.
Но вообще, "не отходя от кассы" по-моему проще дрессинг стоуном из КК или просто брусок об брусок ближней фракции- суспензии достаточно получается для оперативной очистки. Собственно, я не заметил особой разницы - и то и другое постоянно под руками, что под руку попалось, тем и делаю.
quote:Originally posted by oldTor:
Возможно, замоченные первый раз и недолго, не получится так подровнять. Но - надо пробовать.
да. будет проблематично. проверял.
Надо на несколько минут замачивать.
Попробовал сегодня Gritalon М10 СТ1 по японскому ремесленному ножу из ламината.
Работать понравилось, но есть нюанс - широкая фаска по камню сначала подпрыгивает, а нормальный ход появляется тогда, когда уже на поверхности появляется шлам с обломками зерна. Выхода два, на мой взгляд - или вначале работать с пониженным давлением, или натереть немного суспензии. Я предполагаю, что не так уж и важно чем, сторонней ли натиркой, или выбить каким-нибудь керамическим слуриком из самого камня.
Примечательно то, что мягкое железо не салит камень сильно, все в разумных пределах.
Заказал комплект камней на бланках у sharpeningstones.ru, посмотрим-попробуем

То skvater :
Сам потихоньку Гриталоны тестирую .
- М100 (F120)
- М63 (F220)
- М40 (F320)
- М28 (F400)
- М14 (F500)
- М10 (F600)
- М7 (F800)
- М3 (F1200)
В общем ,непростое это занятие,если сравниваешь абразивы разных брэндов.
От стали зависит ...
М3 у меня однозначно проиграл транс.арку .
Чуда не произошло .
М10 -достойный конкурент борайдам или Чосере в данной гритности.
На спм3в на нём вообще получился финиш в зеркало ,на 440с увы нет ,но всё равно неплохо.М40 и М7 нет в наличии ,а для абразива М100- нет ещё нужного пациента в ввиде ножа ,нуждающегося в переточке.
quote:Originally posted by alex-ice:
Сам потихоньку Гриталоны тестирую
alex-ice, тесты скоро от меня будут, я просто бланки жду. Я так думаю, что через неделю придут. Распланировал тесты на PSF-27, CTS-XHP и на качественной D2. Если будет какая нибудь нержа типа N690, то тоже будет полезно. М3 у меня нет, остальные имеются
quote:Originally posted by alex-ice:
М3 у меня однозначно проиграл транс.арку
Было бы хорошо сравнить М3 с прямым конкурентом, например с Boride CS-HD F1200
То skvater
Нет такого камня у меня.
Из скажем так, схожей с М3 гритностью есть :
-Алмаз 3/2
-Линн Идвал
-Чосера 3000
За свои деньги М3 отличный вариант.
alex-ice, понятно. Это все немного не то. Я сам пожалуй буду сравнивать М7 и Гриндерман 1000 КК, это будет наиболее правильно, хоть у них и немного разная твердость связок
Именно. Всё-таки похожее - вид абразива тот же и хотя бы частично, состав связки - и там и там керамическая +- разница в присадках и составе.
С чосерой вообще сравнивать непонятно как - и абразив другой и связка магнезиальная, с алмазом сравнивать тем более некорректно. Это сравнение "тёплого с мягким" получается.
quote:Originally posted by oldTor:
Именно. Всё-таки похожее - вид абразива тот же и хотя бы частично, состав связки - и там и там керамическая +- разница в присадках и составе.
С чосерой вообще сравнивать непонятно как - и абразив другой и связка магнезиальная, с алмазом сравнивать тем более некорректно. Это сравнение "тёплого с мягким" получается.
Ярослав, я конечно соглашусь, тут не подкопаешься.
Но такие отзывы тоже имеют место быть и они нужны:
quote:Originally posted by alex-ice:
М3 у меня однозначно проиграл транс.арку
Иначе получается обратная сторона описаний, будто синтетики лучше известных натуралов с многовековой историей.
Как по мне, пусть будут самые разные сравнения, начинающим поможет собирать свои сеты для заточки.
ps. мне даже в голову не приходило сравнивать транслюценты арканзасы с синтетиками.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
То ОлдТор
Если будет желание или время отпишитесь пжлста тут ,ну или так расскажите.
forummessage/5/2078
Интересует ваше имхо по возможности повышения агрессивности реза на спм3в.
Эта железка(имхо) возможно грааль (гриталонами точится)) -проверил) ,если решить проблему мыльности её реза.
125-ка замечательно режет ,но имеет недостатки по цене и дуракоустойчивости.
quote:Изначально написано Евгений_Е:
Иначе получается обратная сторона описаний, будто синтетики лучше известных натуралов с многовековой историей.
Как по мне, пусть будут самые разные сравнения, начинающим поможет собирать свои сеты для заточки.
ps. мне даже в голову не приходило сравнивать транслюценты арканзасы с синтетиками.
Хмм,транс из под пилы будет хуже синтетика М3 ,который у Андрея уже доведенным продаётся.
Тут возможны варианты ))
quote:Изначально написано oldTor:
Именно. Всё-таки похожее - вид абразива тот же и хотя бы частично, состав связки - и там и там керамическая +- разница в присадках и составе.
С чосерой вообще сравнивать непонятно как - и абразив другой и связка магнезиальная, с алмазом сравнивать тем более некорректно. Это сравнение "тёплого с мягким" получается.
Есть таблица гритности и на основании этой таблицы -можно сравнивать с чем угодно (имхо).
На сталях 59-61 нрс финиш от алмаза 3/2 без микроскопа не отличается от гриталона М3.
quote:Originally posted by alex-ice:
Есть таблица гритности и на основании этой таблицы -можно сравнивать с чем угодно (имхо).
На сталях 59-61 нрс финиш от алмаза 3/2 без микроскопа не отличается от гриталона М3.
Форма зёрен алмаза и карбида кремния разная. Дмитрий не стал экономить и купил чистое абразивное зерно узкой фракции, замаркированное по отечественному (более жесткому) стандарту. Чем зерно мельче, тем форма режущих кромок ближе к кристаллической решётке. Вывод - алмаз будет оставлять более глубокие риски, чем КК, а бруски гриталон собраны с повышенным содержанием (выше плотность и больше зерна относительно связки и добавок) абразива.
Ps. Я пробовал высушить и измерить плотность гриталона и отечественных конкурентов. Разница меня озадачила, поскольку гриталоны вышли тяжелее на 30%.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано alex-ice:
То ОлдТор
Если будет желание или время отпишитесь пжлста тут ,ну или так расскажите.
forummessage/5/2078
Интересует ваше имхо по возможности повышения агрессивности реза на спм3в.
Эта железка(имхо) возможно грааль (гриталонами точится)) -проверил) ,если решить проблему мыльности её реза.
125-ка замечательно режет ,но имеет недостатки по цене и дуракоустойчивости.
У меня не было проблем с агрессией реза на cpm3v, правда у меня вот сейчас, клинков из неё на руках нету. Я себе прикупил её аналог с чуть более высоким хромом - CTS-PD1 и доволен - в общем-то в заточке и резе разницы особо не заметил, остроту набирает легко, в разделке в т.ч. по костям когда попадаешь - всё в порядке, что ожидаемо.
Гриталоном ещё бы она не бралась) Она легко в общем-то точится на мой взгляд, я cpm3v совершенно нормально затачивал и на водниках из оксида алюминия, так что карбид кремния тем более её кушает.
Мыльности реза я как-то не замечал за ней. Но может дело в термичке конкретного клинка или в заточке его + микрогеометрия заточки и\или углы.
И например в аутдор, я скорее её возьму, чем s125v, потому как на море я не езжу (в ракурсе морской воды и коррозии), а заточить 3v или cts-pd1 так чтобы она ещё и древесину резала чисто и легко - несколько проще, чем s125v, а для меня это важно.
В плане гриталонов - я бы на этой стали скорее остановился на м7 зернистости, особенно если надо побольше агрессии реза, а м3 не трогал бы. Если нужно потоньше, то на финиш взял бы что-то более плотное и твёрдое, и скорее, какой-нибудь чарнли или LI.
То олдТор
Допускаю,что я что-то делаю не так.
Синтетиками просто шлифую подвод.
А работать без давления наловчился на твёрдых маслянных финишниках.
Понравилось применение пасты Luxor 0,5 на оных.
Хмм ,вот для агрессии реза спм3в может ещё пасту 6,5 взять и попробовать её на байкалите (чарнлик,транс,керамика тоже есть ) ?
Субъективно,байкалит в притирке на М14,более грызуч,чем Чарнлик.
Предлагаю это обсуждать в профильных темах - либо о работе с пастами и порошками, либо о повышении агрессии реза.
Т.е.всё, что не касается собственно работы гриталонов.
Да пасту-то можно взять. А для чего? Как применять собираетесь? В виде полусвязанного зерна или свободного? За счёт чего конкретно Вы хотите повысить агрессию реза? И в каком, так сказать, масштабе и под какие задачи?
Засчёт лёгкого обнажения структуры стали, появнее, или за счёт направленности и формы рисок, выходящих на кромку? Их размера и характера? По-моему сначала надо именно это определить, а потом уже выбирать способ, как и чем это сделать.
То олдТор
Ок,посмотрю темы про пасты.
Я напомню ещё про эту тему - там разные способы обсуждались, и способ со свободным зерном, тоже:
forummessage/224/18
И вот эту - способ "имитации заводской заточки", тоже имеет право на существование, если его выполнить аккуратненько, то и стойкость более-менее удовлетворительная получается:
http://myabrasive.ru/forum/viewtopic.php?f=9&t=261
Там показано два примера такой имитации - механизированный и ручной.
Ручной, разумеется, можно, выполняя его разными средствами, делать в разном "масштабе", смотря какой нужен под задачи клинка.
Вчера удалось опробовать Гриталоны КК, нужно было быcтро заточить и отдать два ножа: ZT 0630 S35VN (59-60 ед.) и фикс от "кустарей" Х12МФ (экспериментальная ТМО на 64 ед.). Опробовал камни: М100, М63, М28, М7 и некий тестовый образец М2 (про него в следующий раз напишу). замачивал в воде перед применением на 3 - 4 минуты, постоянно спрыскивал из пульверизатора в ходе работы. Заточка на апексоподобном.
М100 - на Х12МФ нужно было обдирать много металла. Камень начал практически скользить, без съема металла. Сразу перешел на другой абразив. Видимо я недостаточно взбодрил поверхность после распила, надо еще раз его на 60 порошок запустить. Андрей советовал М100 и М63 с маслом запускать, ибо связка твердая. Опыта в промасливании у меня пока нет, чисто теория. К тому же камни на двухсторонний скотч клеил. Будем дальше тестировать и пробовать.
М63 - уже начинает работать, съем металл идет. В микроскоп на этой стадии не смотрел, в следующий раз изучу РК после этого камня. И надо бы его еще взбодрить, а то работает без агрессии.
М28 - камень понравился, отклик приятный, съем металла идет, а сам камень практически не засаливается, приятно шуршит.
М14 - вот этот камень уже значительно засаливается. Это обратная сторона его твердости, но на мой взгляд, твердость подобрана правильно. Работать абразивом приятно. Засаливание убирал трением пальца - убирается частично.
М7 - уже выдает поверхность, напоминающую зеркало, тоже сильно засаливается. В микроскоп 100х РК выглядит неплохо, риска однородная, без каких либо выкрашиваний на кромке.
На предшиниш запустил тестовый 2-х микронник М2. Переход с М7 на него возможен, но не на твердых сталях, риску после М7 зачистить можно, но придется подольше поработать
Отличительная особенность камней Гриталон - вода стоИт на поверхности камней (М14 и М7) гораздо лучше, чем у конкурентных камней Гриндерман КК. Твердость Гриталонов СТ1, а у Гриндерманов 400-600-1000 твердость L, что соответствует СМ2, т.е Гриталоны тверже на 4 ступени. Выделение суспензии я пока не заметил, камни отлично держат плоскость, в отличии от более мягких Гриндерманов, которые могут давать некоторую суспензию. С засаливанием буду думать и решать, ибо камни очень понравились. Продолжение следует...
Спасибо за обзор! Я тут попробовал стационарные м100 и м63 по столярному инструменту (выравнивал железку шерхебеля) и, несмотря на не самое большое пятно контакта, так как применял т.н. "метод волшебной ступеньки", эти два камня показали, что для таких задач не подходят. Интенсивная работа по большой площади начинается только на м28. Засаленность правда получилась довольно сильная, но тут ещё дело в стали - снятый металл корродировал сразу и камень слегка порыжел, я его чистил дрессинг стоуном и как следует, так как просто так он не отмывался. Хотя на других сталях я такого мощного эффекта засаливания не замечал пока.
Однако, притирка м100 и м63 на порошке чёрного карбида кремния F60, освежила их поверхность достаточно, для работы по ножам.
Так что, камушки именно "ножевые", а не столярные.
М28 стационарный уже давал суспензию и работал с ней быстро и эффективно, хотя железка - весьма твёрдый старинный Шеффилд, вот такой - вид в котором я только его начинал чистить, и данные о производителе:



В общем, начиная с м28 уже всё понравилось по производительности.
А вместо м100 и м63, я взял бруски от ИНФ-абразив (150-й из КК "Рубанковский" и F320 от Гриндермана), и на них довольно быстро выровнял плоскость.
Так что у меня, камни этих двух производителей, отлично друг друга дополняют, под разный инструмент.
Я, кстати, смотрю, стационарные в продаже появились, по чуть-чуть, только без фоток:
https://sharpeningstones.ru/ca...ritalon-1505025
quote:Originally posted by oldTor:
Спасибо за обзор! Я тут попробовал стационарные м100 и м63 по столярному инструменту (выравнивал железку шерхебеля) и, несмотря на не самое большое пятно контакта, так как применял т.н. "метод волшебной ступеньки", эти два камня показали, что для таких задач не подходят
Пожалуйста! Сейчас для меня главное - найти оптимальный режим работы для М100 и М63, на разных сталях попробовать, на фасках разной ширины, СОЖ определить. Ну и взбадривание после распила как никогда актуально, так как зерна на заводской поверхности реально срезаны и не способны снимать металл
Что вот меня пока вводит в когнитивный диссонанс, так это то, что на площади ненамного меньшей, эти бруски, м100 и м63, по тому же напильнику и 9хс, показывали себя совсем недурно. И даже суспензия была.
А вот с древней шеффилдской углеродкой с чуть бОльшим пятном контакта, не справились. Причём я бы не сказал, что они прямо так уж выгладились.
В общем, думаю, надо ещё по всяким сталям посмотреть, а то уж больно разброс работы странный получился.
А я как-то привык считать, что уж на такой грубой обдирке, разность сталей не так уж сильно влияет на производительность, тем более, что всё-ж таки блин по сути углеродка с углеродкой сравнивалась..
Или надо снять шляпу перед мастерами, сделавшими эту железку, что "вот были же углеродки, не чета нонешним"))) столь стойкую к абразивному воздействию.
Хотя и так шляпу сниму - и тверда, и вязкость хороша, и стойкость (финиш её на КК F1000, прекрасно себя показал в работе, тестировал на сучковатой сосне).
quote:Originally posted by oldTor:
В общем, думаю, надо ещё по всяким сталям посмотреть
У меня сейчас лежит кучка китайцев из 8хром13мов и пару Мор с Сэндвиком. Надо на этих сталях М100 и М63 попробовать. Надеюсь, бруски суспензией не начнут плеваться. Чтобы бруски М14 и М7 меньше салились, надо будет мыльный раствор замутить что ли
skvater, если ещё не опробовали, и, если есть такая возможность - опробовать, я бы посоветовал смазку Синерс-МФ. Проверено на гриндермановских брусках КК и ОА. Развожу смазку с водой 1:4 и использую получившуюся эмульсию вместо воды на этих камнях. Засаливание, как таковое, конечно, имеется при работе, но: во-1х, весьма незначительное, во-2х, полностью убирается с камня под струёй воды, лишь лёгкое протирание пальцем по бруску требуется (разумеется, если очищать камень своевременно, по необходимости).
Набор гриталоновских камешков мне уже пришёл, но пока опробовать нет возможности. Обязательно опробую, в т.ч. и с Синерс-МФ.
Хорош нож для шерхебеля.
Возможно причина возникших сложностей связана с тем, что железко двухслойное.
Мягкое железо засаливает камень очень сильно. А стальная часть на тех железках, что мне попадались, была заметно тверже, чем у большинства однослойный рубаночных ножей.
При заточке старался сначала максимально сточить мягкую часть, не ослабляя ножа, а потом выполнял более тонкую заточку.
С Уважением, Владимир.
quote:Originally posted by qhjj:
а с маслом не пробовал тонкие гриталоны?
Пока не планирую, ибо сама работа брусков полностью устраивает, кроме засаливания. Планирую пока только воду с фейри в качестве СОЖ
quote:Originally posted by Principius:
но пока опробовать нет возможности
Я подожду инфу от вас по результатам тестов
quote:Изначально написано skvater:
воду с фейри в качестве СОЖ
А я стал без разбавления гонять, так и капает меньше с бруска и отмывается быстрей.
quote:Изначально написано qhjj:если связка тверже может с маслом получше будет. я применительно к апексу рассуждаю. с водой на апексе неудобно.
Я бы не сказал, что очень твердая. Не такая дубовая, как на Борайдах Т2. С водой нормально - она на поверхности брусков неплохо держится
quote:Изначально написано INeverov:
А я стал без разбавления гонять, так и капает меньше с бруска и отмывается быстрей.
А снятый металл куда девать, посто пальцем убирать? Я из пульверизатора над контейнером его смываю
quote:Изначально написано skvater:
А снятый металл куда девать, посто пальцем убирать? Я из пульверизатора над контейнером его смываю
Ну да. Смыл, намазал, поработал, смыл, намазал. Раньше разбавленным пользовался, но нет-нет, да приходится потом щеткой пройтись, а с концентрированным вымывается легче. Ну что струя не сделает, то можно и пальцем. Но до щетки дело уже не доходит. И по окончании камни чистые, прополоскал да на сушку.
Надо попробовать. Какое именно сдедство испоьзуете?
quote:Originally posted by INeverov:
Смыл, намазал, поработал, смыл, намазал.
Надо попробовать. Какое именно средство используете?
quote:Изначально написано skvater:
Какое именно средство используете?
Чаще всего жидким мылом пользуюсь, потому что у него дозатор есть и можно прям в корытце с водой поставить, а до этого аосом. Разницы особой не заметил, бруски одинаково легко чистятся, однако последнее время ленюсь и просто бултыхаю их в воде и тру пальцем без пульверизатора. Если так нельзя, пусть поправят меня.
quote:Originally posted by INeverov:
Если так нельзя, пусть поправят меня
Можно, особенно если бруски очищаются нормально. Но если это все в одном корыте делать, то более крупные зерна могут попасть на брусок с более мелкими
Сегодня узнал, что в продажу поступили полноразмерные бруски гриталона (даже не знаю когда) 150х50х25.
https://sharpeningstones.ru/cat/бруски-gritalon-1505025
Похоже это не новая партия, а остатки прежней. По новой партии ещё никаких известий, т.е пока можно только надеяться...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
А М3 скуплен на корню...
quote:Изначально написано INeverov:
А М3 скуплен на корню...
Не спешите с М3, у нынешних образцов мягковатая связка, поэтому он сейчас на доработке. Лучше дождитесь новой версии
quote:Изначально написано skvater:
Не спешите с М3
А он еще есть в продаже?
quote:Изначально написано INeverov:
А он еще есть в продаже?
Понятия не имею, возможно Андрей еще напилит из полноформатных
quote:Изначально написано skvater:
Понятия не имею, возможно Андрей еще напилит из полноформатных
Так полноформатных М3 нет.
quote:Изначально написано INeverov:
Так полноформатных М3 нет.
Если они не выставлены это не значит, что их нет
Вчера попробовал всю линейку Гриталонов (кроме М100 и М3) на стали CTS-XHP, нож Broken Skull от CS, твердость примерно 61 ед. После того, как М100 отказался грызть металл, еще раз его взбодрил на 60 порошке, заодно и М63 на 120. Камни приобрели необходимую агрессивную поверхность. Сет использовал с водой, до этого пробовал с мыльной водой и прямо с жидким мылом, но не понравилось - много грязи, везде мыло, руки скользкие.
Начал с М63, вроде металла снимать много не надо, примерно попал в заводской угол. Вот фото спусков после 5 минут работы по ней - видна смесь суспензии камня и снятого металла. Камень работает неплохо, грызет металл уверенно, но и сам немного суспензии выделяет. С обратной стороны в угол не попал (заводская заточка не симметричная), пришлось минут 10 снимать лишний металл. Заусенец образуется какой надо - средних размеров, довольно пластичный и однородный.
![]()
М40 и М28 так же отработали отлично, эти камни не засаливаются, разве что М28 совсем чуть. М14 и М10 засалились довольно сильно, не стал их отчищать - оставил прямо так. Посмотрим, как они в будущем будут засаленные работать. Эти камни понемногу снимают, но геометрию ими подправить на этой стали уже не получится, лучше закончить формирование на М28. М7 тоже сильно засалился, по этой стали он работает очень интересно - металл почти не снимает и выдает зеркальную поверхность с мелкими рисками. Глянул в микроскоп - видны частые одинаковые риски, РК довольно гладкая, микропилка после предыдущих камней ушла.
Все камни перед работой замачивались на 3 минуты, в ходе работы постоянно прыскал на них их пульверизатора. Ход у всех камней на этой стали понравился, тактильный отклик и звук радуют, скорость работы тоже устроила. Суспензию выделяли только М63 и М40 (совсем чуть). После М7 нож уже хорошо режет, газету с вывертами против волокон без проблем, теперь надо сделать предфиниш и финиш.
![]()
Так же недавно получил на пробы от Андрея АвтоПриз (за что ему отдельное спасибо) тестовые образцы камней Гриталон М7 и М2 из Оксида Алюминия.
![]()
На М7 сохранилась надпись на торце '25А С1 М7'. Камни довольно твердые, но воду впитывают хорошо, работал на них с водой. Пробовал на мягких нержавейках, Х12МФ, на порошках S35VN, CTS-XHP (моя вчерашняя проба). После КК М7 даже на этой стали, М2 способен зачистить риски и дать довольно неплохое зеркало с еле видимыми рисками, после него нож уже пытается немного резать волос. М7 сильно засалился, М2 засаливается гораздо меньше. Особенно сильно эти камни забиваются после мягких нержавеек, на которых они работают как заточные, нежели как преддоводочные, камни суспензию не выделяют. На CTS-XHP, М2 снял просто мизер, но остроты добавил и улучшил внешний вид фаски. После этого камня уже можно переходить на финишный этап с использованием Яшмы, Арканзасов Трансов (черный, белый), Байкалита, тонких сланцев (вроде ЧФ) или японских водников. Андрей посоветовал эти камни пользовать с маслом, но я пока не решаюсь - погоняю их с водой, понаблюдаю. Продолжение следует...
quote:Изначально написано skvater:
Так же недавно получил на пробы от Андрея АвтоПриз (за что ему отдельное спасибо) тестовые образцы камней Гриталон М7 и М2 из Оксида Алюминия.
Вот это особо интересно.
quote:Изначально написано INeverov:
Вот это особо интересно.
Про М7 могу сказать, что он тверже конкурентного Гриндермана 1000 из ОА, соответственно быстрее засаливается, работает чуть медленнее. По мягким сталям это будет очень хороший вариант
quote:Изначально написано INeverov:
Про М7 могу сказать
А M2?
quote:Изначально написано INeverov:
А M2?
Из Гриндерманов нет ему аналогов. По твердости М2 такой же, как и М7. По ощущениям (касаемо твердости связки) это что то вроде Шептона Про 8000, только воду лучше впитывает и работает чуток грубее, не такое чистое зеркало оставляет
quote:Изначально написано qhjj:
подскажите где можно приобрести тонкие гриталоны? м5 м3 м2?
М5 такой зернистости у Гриталонов пока нет. М7 и М2 из ОА пока видимо нигде, надо ждать их первого появления в продаже. М3 из КК (на более твердой связке) предварительно сентябрь
Добрался вчера до гриталонов, поточил ими кухонники, принесённые знакомыми. Ножи все из мягкой нержавейки, дешёвые. В наличии камни апексного формата: М100, М63, М28, М14, М10, М7, М3. Камни замачивал в воде, при работе использовал СОЖ - приготовленную эмульсию из смазки Синерс-МФ. Смазка разведена в воде в пропорции на 1 часть смазки 4-5 частей воды (по массе). Гриталоны справились с работой отлично. Точить приятно, отклик информативный, съём металла достаточно быстрый. Засаливания камней нет - шлам легко смывается под струёй воды при протирании поверхности камня пальцем. В целом работа этих камней мне понравилась больше, чем камней от Гриндермана (они у меня есть и из КК, и из ОА). Сделал фото поверхности новых камней: https://yadi.sk/d/6vjP8pib3JoJhK , возможно, кому-то будет интересно. Фото сделаны через микроскоп Dino-Lite, увеличение порядка 220х (по шкале микроскопа), по ширине кадра вошло около 1,95 мм.
В планах - попробовать проводить замачивание камней не в воде, а непосредственно в эмульсии из Синерс-МФ (только развести её пожиже, наверное, нужно).
Так-с, а где раздобыть апексные камешки М40 и М5 ? В теме выше они упоминаются, а в магазине их нет

quote:Originally posted by Principius:
Так-с, а где раздобыть апексные камешки М40 и М5 ? В теме выше они упоминаются, а в магазине их нет
Дмитрий выпустил ограниченную тестовую партию брусков. Если некоторых уже нет, значит закончились. Можете попробовать спросить в теме
forummessage/224/13
Возможно кто нибудь взял с запасом, либо уже наигрался...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
М40 и М3 закончились, будут к концу лета, М3 обновленный на твердой связке.
М40 ИМХО при наличии М63 и М28 избыточен в сете, хотя кому-то интереснее М100-М40-М14 переход.
М7 и М2 из оксида алюминия - жду пока отзывы на предмет однородности, удалось ли избежать спекания в агломераты.
Да, М100 и М63 гораздо производительнее при работе с маслом, клею на бланки с учетом этого, чтобы не отваливались, остальные водники.
quote:Originally posted by avtoPRIZ:
М7 и М2 из оксида алюминия - жду пока отзывы на предмет однородности, удалось ли избежать спекания в агломераты.
В моих камнях такого нет, оставляют однородную риску. Но с чистой водой их использовать точно не вариант - засаливаются ужасно. Но от М2 замечал какие то небольшие паразитные рисочки, но поскольку это у меня предфиниш, решил что не критично. Если потом, например, на Яшме поднять угол (поработать по 1/2 ширины подвода), то выводятся без проблем
Попробовал тут Гриталон м7 в качестве водника для заточки бритвы. Мне нужно было переточить "хирургическую" Труд Вачу.
Камушек показал себя очень хорошо, продуктивно. Кромка после него резала волос в 4-5мм. от точки удержания и без "хвостов". Выглядел результат этого камня вот так - макро 9:1, по горизонтали 2,6мм.:

Я был в раздумьях, что брать после него, что окажется достаточно быстрым, выбрал Cambrian Green с тэнзё-нагура, и не прогадал. За 7 минут выполнил всю работу и финишировал на нём же бритву, т.е. риска от м7 не составила проблем. Вот такой вышел результат - параметры макро те же, обе фотки кликабельны и доступна развёртка в 100%:

В общем, Гриталон м7, несмотря на "лунки" в поверхности, подходит для заточки бритв, поначалу я беспокоился и погуще выделял суспензию из него, время от времени смывал и пробовал на чистом - всё нормально, не мешают.
Вчера работал с сетом КК М14, М10, М7, М3, по достаточно мягкой нерже. М14-М7 замоченные работают хорошо, выделяют суспензию, активно снимают. С М3 на сухую работать лучше, кромка начинает зеркалить, но это до первой помывки.
В целом хорошие камни, но давление на них нужно учиться контролировать. Не просто контролировать, а максимально разгружать рк, камни точат сами, только направляй их.
Уважаемые, а чем лучше приклеить камень к алюминиевому бланку? Гриталон М10 отвалился от бланка - видимо, долго в воде держал. Хотя, остальные камни из набора столько же находились в воде - признаков отклеивания нет.
quote:Originally posted by Principius:
Уважаемые, а чем лучше приклеить камень к алюминиевому бланку?
Я клеил на двухсторонний скотч, фирму не помню, но не дешевый, для наружных работ, клеевая основа влагостойкая, не вспененный. Но я перед этим ал.бланки обезжиривал. Сначала наклеил полоски скотча на сами бланки, надавил, подождал пару часов. А потом уже камни сажал, еще сутки подождал. 2 месяца - полет нормальный, ни ничего отваливаться не собирается, тьфу 3 раза. Камни перед работой минут на 5 замачиваю, постоянно из пульверизатора обдаю водой. Изначально хотел на Момент-Кристалл посадить, держалось бы монолитно, но потом скотчем воспользовался
Спасибо. А, если камни на бланках постоянно в воде держать - вредно для гриталонов это? Например, на заточке 3 ножа, точится будут всем набором камней. Кидаю в воду все камни, ставлю в приспособу первый нож, через 5 минут достаю камень М100, работаю с ним. Остальные камни остаются в воде. Закончил работу с камнем М100, мою его и обратно в воду, к остальным камням. Достаю из воды камень М63, работаю с ним. И так далее, пока все ножи не будут готовы. Т.е., камни достаточно долго мокнут. Не навредит такое купание камням?
Докладываю.
1. Ответ Дмитрия Копчука о длительном замачивании камней гриталон (см. сообщение 138):
quote:такое купание не навредит!
2. Камень приклеился к бланку намертво (см. сообщение 140). Но пока не замачивал камень, не работал с ним.
update 19.06.2017: после замачивания камень опять отвалился от бланка, и отклеился ещё один, М28. Советуют приклеить на автомобильный герметик, который для поддонов. Буду пробовать...
update 20.06.2017: решил клеить на эпоксидный состав - на упаковке написано "эпокси-адгезив", "DoneDeal", "DD6538"; мейд ин юэсэй, якобы; обещали схватывание за 4 минуты и полимеризацию за час. И не обманули-таки - приклеились оба камешка хорошо. Выдержал их под струбцинками 1 час, затем сразу в работу ввёл - кинул в воду. В общем, камни провели в воде около 3х часов в тот вечер и нет намёка на ослабление склейки.
quote:Originally posted by Principius:
Спасибо. А, если камни на бланках постоянно в воде держать - вредно для гриталонов это? Например, на заточке 3 ножа, точится будут всем набором камней. Кидаю в воду все камни, ставлю в приспособу первый нож, через 5 минут достаю камень М100, работаю с ним. Остальные камни остаются в воде. Закончил работу с камнем М100, мою его и обратно в воду, к остальным камням. Достаю из воды камень М63, работаю с ним. И так далее, пока все ножи не будут готовы. Т.е., камни достаточно долго мокнут. Не навредит такое купание камням?
Вода не повредит брусками гриталон!
Вода или масла могут отклеить брусок от бланка, но брусок не станет мягче или более рыхлым. В случае использования моющих средств содержащих плавиковую кислоту, возможно частичное растворения связки этой кислотой.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Удалось поймать на фото примечательный момент, а именно - выглаженная поверхность бруска Гриталон м63, с заметным эффектом "матирования" граней зёрен. Слева снизу на фото, заметны, в виде продукта истирания, частицы зёрен, причём где "забито" ими - желтоватый оттенок, что связано с наличием порыжевших от воды частиц снятого металла в рельефе камня. Снято через микроскопный объектив Ломо План 9х0.20 с диафрагмой, один кадр, немного редактуры, кроп - по горизонтали 2мм., фото кликабельно, доступна развёртка в 100%:

quote:Originally posted by Евгений_Е:Вода не повредит брусками гриталон!
проверил.
Оставлял на несколько дней в воде.
Сколько-нибудь заметной деградации связки не обнаружил.
Но бруски могут "зацвести", поэтому воду желательно использовать кипячёную или иным-каким способом обеззараженную ( УФ, антисептики ).
Опробовал обновлённый брусок гриталон М3 Ст1.
Получилось именно то, о чем мечтали и просили весной! Брусок работает быстро, суспензию выделяет, но скупо.
Скорость высокая, воду держит, но долго сохнет и долго намокают. Закаливания почти нет, если работать с суспензией.
Одинаково хорошо работает с мягкой нержой, углеродкой и порошками.
Однородность на высоте, готовил на нем бритву, остался доволен! Сланцы быстро финишировали после гриталона.
Вывод: рекомендую иметь этот брусок в каждой мастерской! Аналогов я не знаю.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
м3 на связке ст1 я пока не пробовал, но вот м14, м10 и м7 по порошковым ожидаемо хороши, начиная от тривиальной s30v, а также по s35vn, элмакс, cts-pd1, ванадис 10, s125v, s90v.
Пока на этих пробовал эти бруски. Особенно понравился м10, но, правда, может быть потому, что я вообще в сете чаще использую именно его, а не м14 и м7.
И даже не знаю, какой понравился больше - на связке ст1 или ст3 - разница не особо ощущается, и скорее так - если хочется и позволяет ранее полученная обработка клинка, поработать только на чистом камне - то ст3. Если хочется поначалу немного применить суспензии - ст1. Но, повторюсь, разница не критична.
quote:Originally posted by СТАРЫЙ ПРАПОР:
Агласите весь списк пожалста.
Тестировал элмакс и N690
N690 не порошковая сталь. Я тоже вот жду свой Гриталон М3 СТ1, вот там будет тест по порошкам: М390, PSF27, S110V
Значит из порошков пробовал только по элмаксу "Project M".
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Приступил к пробам Гриталонов F1200 водного, я так понимаю связка СТ1, и масляного (на фото внизу):

Масляный слегка смочил водой, затем нанёс масла - оно впиталось мгновенно. Добавил - та же картина. Налил как следует масла - достаточно быстро впитывается, поработал - работа активная, однородная, но засаливание постоянно мешается, если его "запустить", то однородность работы ожидаемо начинает снижаться. Пробовал по трамонтине. В общем - что-то пока не понял ситуации с таким впитыванием масла, отложил пока брусок.
Кстати - он вообще-то выглядит более плотным, нежели водный. Два микрофото - водный и масляный, 12:1, кроп, 1мм. по горизонтали:


Взялся за водный. Как следует замочил его, попробовал по той же траме - совсем другое дело - кушает отменно, быстрее масляного и удобнее удерживать угол, если выделить суспензии, то она далее возобновляется сама, если смыть начисто - можно работать без неё, выделение слабое. Камень при том подзасаливается заметно.
Далее взял нож из элмакса - тут водный гриталон себя показал куда интереснее, чем на трамонтине. Во-первых, нет такого засаливания бруска, шлам по большей части плавает в воде. Во-вторых - работа производительнее мне показалась (вероятно потому, что мягкая довольно нержа заставляет брусок обновляться быстрее, чем зерно успевает толком поработать, а на элмаксе такого нету).
Местами, правда были некоторые неоднородности работы - в отличие от более твёрдого м7, где "лунки" не мешают работе - тут, на более мелкозернистом, но легче истираемом камне, мелкие луночки в паре мест чувствовались, когда кромка проходила по ним. Но их не так много.
По тонкости работы, кстати - брусок оказался сопоставим с м7 в общем-то. Несмотря на работу по очень широкой фаске, работа идёт быстро, но и поверхность более шероховата, чем ожидаешь от м3 - 12:1, кроп, 1мм. по горизонтали:

Потому поработал ещё и совсем осторожно. Далее решил попробовать взять сразу арканзас, создав им микрофаску. Арканзас не особо тонкий, может дело в этом, а может в том, что я рановато на него перешёл всё-таки, либо стоило делать технологический барьер (хотя тогда всё равно было бы рано - кромка-то получилась бы толстовата для такого перехода), так как РК вышла грубоватая, очень агрессивная в резе, а я планировал сделать более тонкую и однородную. Ширина микрофаски ~35мкм., 1мм. по горизонтали:

На этом фото хорошо видна поверхность заточной фаски после осторожной работы по гриталону м3 ст1, и по границе фасок, можно судить об однородности рк после него, по "спилу", который там создал арканзас. Также, полагаю, можно судить о технологической памяти стали по тому, как линия рельефа границы фасок соотносится с полученной в конце-концов кромкой.
В общем - брусок показал себя хорошо, производителен по большому пятну контакта, работает довольно чисто, но в целом - грубовато я бы сказал, повторюсь, результат сопоставим с результатами бруска м7 больше, чем с иными водниками с зерном м3 или около того.
Дойдут руки, будет время, буду пробовать дальше и по другим сталям.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
quote:Originally posted by oldTor:
В общем - брусок показал себя хорошо, производителен по большому пятну контакта, работает довольно чисто, но в целом - грубовато я бы сказал, повторюсь, результат сопоставим с результатами бруска м7 больше, чем с иными водниками с зерном м3 или около того.
Позволю себе не согласиться!
Обычно, в моем сете, М3 идёт сразу за М7. Разница шероховатости и риски более чем заметна...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Я не говорю, что нет разницы - я говорю о сопоставимости. Т.е. после м3 оказалось по порошковой даже стали при большом пятне контакта рановато идти на арк, примерно в той же степени, как было бы после м7. Т.е. надо ещё что-то промежуточное.
Т.е. для подбора сета абразивов под клинок, возникает вопрос что брать на этом этапе, и я не могу вот для этого клинка сказать однозначно - стоит скажем идти до м7 и брать, например вашиту, или идти до м3 сначала. По характеру обработки м7 и м3 по нему оказались в рамках одного этапа, я бы сказал.
Но надо пробовать по другим сталям и ножам - я делаю заключение для конкретной пробы, чтобы потом было с чем сравнивать работу над другими клинками. И вот по конкретно нему - ситуация такая. Вот этот же клинок недавно участвовал в пробах японского камня одного после мягкого гриталона м3 и там даже повышение всего на один градус, позволило выполнить финиш с намного более аккуратной кромкой за примерно то же время, что тут работал арк. Да, японец мягче арка, что для элмакса предпочтительнее, но и гриталон мягкий дал работу тоньше - обзор по ссылке:
http://www.myabrasive.ru/forum/viewtopic.php?f=13&t=425
P.S. Расскажи как ты работал с масляным. У тебя тоже масло не хотело держаться на поверхности и уходило в камень или это только у меня так вышло?
P.P.S.
Кстати, по этому элмаксу, я решил, что будет нецелесообразно применять м10 - м7 - м3, с м10 переход на м3 более чем оправдан - для сравнения вот этот же тестовый клинок, после М10ст3 в том же масштабе:

Как можно видеть, разница в "обычном режиме работы" по одному и тому же клинку, между даже м10 и м3 - не огромна, т.е. такой переход должен быть хорош даже при очень широких фасках.
quote:Изначально написано skvater:
Наш подопытный: сталь порошковая PSF-27, 62 единицы твердости.Нож был заточен на заводе на гриндере или наждаке, скорее всего наждак, так как фаски кривые, потом заусенец снят на круге с пастой, РК зализана, режет еле-еле. Сейчас у него сведение 0,35 мм, фаска получается средней ширины (чуть более 1 мм). А далее будет сама заточка, продолжение следует...
C нетерпением ожидаю продолжения как свежеиспечённый владелец ножа от WK и тоже из PSF-27
Сейчас в поиске системы для заточки (точил ножи только дешёвые ножи на дешёвом мусате и высокооборотистом двигателе времён СССР с круглым камнем непонятной зернистости у деда в чулане...)
Бегло просмотрев ветку понял, что данный вариант вполне себе годен как для заточки так и для дальнейшего подвода ножа, верно? И вполне себе нормальный по цене (привет японцам за 8-30к руб./шт).
если ты думаешь, что тут сделали аналог шептон глас и продают за 3 копейки, то ты ошибаешься.
quote:Originally posted by anotherunit:
C нетерпением ожидаю продолжения
Ответил в другой теме, где вы писали этот же вопрос
quote:Originally posted by anotherunit:
что данный вариант вполне себе годен как для заточки так и для дальнейшего подвода ножа, верно?
Да, вполне. Качественные рабочие камни по хорошей цене. Но перед покупкой надо осведомиться, на какой связке идет каждый из камней, т.к. выпускались камни с разными связками (как довольно мягкими, так и прилично твердыми)
quote:Ответил в другой теме, где вы писали этот же вопрос
Благодарю, прочёл.
quote:Изначально написано skvater:
Да, вполне. Качественные рабочие камни по хорошей цене. Но перед покупкой надо осведомиться, на какой связке идет каждый из камней, т.к. выпускались камни с разными связками (как довольно мягкими, так и прилично твердыми)
Спасибо за ценное замечание. На первой странице Евгений_Е в своих сверхъёмких отзывах упоминал этот момент на примере м40 (с1 и ст1). Для меня было немного странным, что более твёрдая связка ст1 отказалась работать по керамике, в то время как с1 оказался "очень активным". А по сталям разница, как я понял, и вовсе разница незначительна, с мелкими деталями.
quote:Изначально написано Voy50:
если ты думаешь, что тут сделали аналог шептон глас и продают за 3 копейки, то ты ошибаешься.
Если это было адресовано мне, то я понятия не имею как должен работать камень за n-ю сумму денег. А судя по отзывам - мне их(Гриталонов)хватит на мою скромную коллекцию из одного psf-27, ещё не купленного n690 (кухонник от Кметь(пкф Витязь) на примете) и парочки икеевских кусков пластилина с головой на несколько лет. Если взять штук пять: 320-600-800-1200 например. Ещё товарищи с форума рускнайф советуют Boride T2, говорят вообще неубиваемые. Но порядок цен естественно уже другой. А для начала - как раз отечественное, как по мне - в самый раз. А дальше уже буду сравнивать, замещать, скажем, грубые зёрна тем же Боридом для начала.
А может так окажется, что и хватит мне для обычного пользования обычных русских камней
quote:Originally posted by anotherunit:
А для начала - как раз отечественное, как по мне - в самый раз. А дальше уже буду сравнивать, замещать, скажем, грубые зёрна тем же Боридом для начала.
А может так окажется, что и хватит мне для обычного пользования обычных русских камней
Бруски гриталон, действительно хорошие. Особенно 40 мкм и более тонкие. В своём ценовом сегменте их будет заменить очень сложно!
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано Евгений_Е:
Бруски гриталон, действительно хорошие. Особенно 40 мкм и более тонкие. В своём ценовом сегменте их будет заменить очень сложно!
О! Благодарю за ещё одно побуждение к покупке, закрепительное так сказать
 Благодаря вашим, в частности, развёрнутым отзывам я и решил взять штучек 4-5 на пробу.
Благодаря вашим, в частности, развёрнутым отзывам я и решил взять штучек 4-5 на пробу. quote:Originally posted by anotherunit:
что более твёрдая связка ст1 отказалась работать по керамике, в то время как с1 оказался "очень активным"
У меня СТ1 М7 нормально работал по керамике - уверенный финиш
quote:Originally posted by Евгений_Е:
Особенно 40 мкм
Мне очень нравится именно этот брусок, отлично подобрана твердость, намного эффективнее более твердого М63. Хотя было заявлено что М40 у меня СТ1, но мне кажется чуть помягче. Вообще, разлет по твердости у Гриталонов был значительный, от С1 до СТ3 (вроде так)
quote:Originally posted by anotherunit:
Если взять штук пять:
На мой взгляд, чисто для дома (3-4 ножа), можно обойтись тремя камнями: М40, М14, М7. Если ножи изначально убитые, то грубый брусок так же будет нужен, но М100 надо брать на связке, которая мягче чем СТ1
quote:Originally posted by skvater:
На мой взгляд, чисто для дома (3-4 ножа), можно обойтись тремя камнями: М40, М14, М7. Если ножи изначально убитые, то грубый брусок так же будет нужен, но М100 надо брать на связке, которая мягче чем СТ1
Какую из зернистостей выбрать, это дело десятое. Можно и М40, М28, М10 и М3. Но я очень настоятельно рекомендую добавить к своему сету самый тонкий брусок М3. Это действительно тонкий и очень шустрый брусок. Возможно, он не самый тонкий, но он действительно быстрый. Сейчас именно он у меня служит последним синтетиком в любом сете! Брусок М3 первого выпуска был довольно мягким и давал слишком много суспензии. Новый брусок стал твердым, чтоб суспензия не мешала. При использовании по разным сталям, брусок может как давать много суспензии, так и мало, но он одновременно быстрый, понятный и всеядный. К нему не нужно приноравливаться и это очень удобно! Однородность бруска достаточна для бритвы. Я слышал разные отзывы и рекомендации, но сам при необходимости использую М3 гриталон на бритвах...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Евгений_Е:
Но я очень настоятельно рекомендую добавить к своему сету самый тонкий брусок М3
Мне пока этот брусок не очень нравится, при заточке на апексоподобном очень быстро засаливается и уже не отчистить. Работает немногим тоньше более твердого М7, т.е. прогресс не очевиден. На финишные природники с него рано переходить. Работает грубее того же Шептона Про 5000 с таким же размером зерна (после которого уже можно идти на природный финиш), используя его после М7. Я так прикинул, если например я хочу перейти на транс, то после М3 надо еще водником на 6000 пройтись. С другой стороны, после М7 можно так же сразу пройтись этим водником (минуя М3) и результат будет сопоставим
quote:Изначально написано skvater:
... Я так прикинул, если например я хочу перейти на транс, то после М3 надо еще водником на 6000 пройтись. С другой стороны, после М7 можно так же сразу пройтись этим водником (минуя М3) и результат будет сопоставим
У меня такие же впечатления.
Можно попробовать сет без М7: М28, М10, М3, 6000. Возможно, он окажется рациональнее, чем М7, М3, 6000
Благодарю, уважаемые, за живую дискуссию. Не было времени зайти сюда, сделал заказ на м10 и м3, а тут гляжу - к этому всё и свелось

Просто ножи новые, РК почти идеальная (заводская - на вид как раз после 400-600 водника, с полосами от абразива). Перетачивать на новые углы пока не собираюсь - поэтому и исключил грубые зёрна.
quote:Изначально написано oldTor:Обзоры буду публиковать по разным брускам, начну же с Gritalon GC F1200 (M3) - это карбид кремния 64с на связке СМ1, зернистость м3 (FEPA - F1200, JIS - 4000).
Резюмируя - камень мне очень понравился.
Вот так. И года не прошло))) А это первый пост ТСа. Может кто объяснит, что происходит? Шутка) Можно не объяснять. ТС забыл меня забанить)
отчего же не объяснить: М3 камней было несколько разных партий, с разными твердостями и +еще была "масляная" модификация.
На текущей странице обсуждается более новая партия с зерном М3 с твердостью СТ1, а тема начинается с М3 СМ1.
Касательно своего экземпляра М3 СМ1 могу сказать, что для чистовой отделки косяка из Р6М5 45х8мм. вижу разумным далее переходить на suehiro cerax 3000 new и только потом на okudo shiro renge suita для финиша.
КК режет глубже ОА, потому так и происходит - ничего исключительного в этом нет.
В то же время, в рамках моих отделочных целей не могу обойтись без КК М3: переход с М10 сразу на suehiro cerax 3000 new или еще куда - преждевременный. КК М3 экономит примерно 2-3 часа времени.
В рамках апексов идет работа по узкой фаске и зачастую с давлением выше, чем при ручной заточке на неподвижном камне, потому здесь и скачки гритности допустимы бо́льшие, и паразитка глубже и чаще, и пр. - свои особенности.
quote:Originally posted by Botanic:
е могу обойтись без КК М3: переход с М10
Олег, а как прокомментируешь переход с М7 на М3? Я особого смысла вообще в этом не вижу
quote:Originally posted by skvater:
Олег, а как прокомментируешь переход с М7 на М3? Я особого смысла вообще в этом не вижу
Я не Олег, но скажу свои пару слов.
У меня есть вся линейка М10, М7, М3. На всех ответственных заточках, я всегда использую все три бруска. Хотя согласен, что после М10 можно пропустить М7, при условии тщательной работы перед переходом. Вообще, я больше склоняюсь к использованию максимального количества брусков с минимальным временем работы на каждом, чем большие прыжки и нудная проработка.
Еще раз оговорюсь, это мое мнение, да и относится оно к ручной заточке в домашних условиях без ограничений по времени, можно сказать - для души...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Евгений_Е:
да и относится оно к ручной заточке
Для заточки на настольных камнях наверное в этом есть смысл, а вот при заточке на приспособлениях использование камней, которые дают похожий результат при переходе (М7 - М3), считаю нецелесообразным. Больше отнимет времени замена бланков, корректировка угла. В итоге после М3 придется использовать промежуточный камень перед природным финишем, что значительно увеличивает сет
Я немного отойду от практики и частично соглашусь с Евгением:
зависит от твердости всего сета и твердости обрабатываемой железки. И объёма работ (площадь).
На Р6М5 45х8мм. переход с Grinderman C600VM с суспензией на Gritalon М3 СМ1 вполне себе плавный и нормальный.
В рамках перехода с умеренно твердого и плотного на мягкий - все хорошо. Не уверен, что переход с твердого М10 на твердый М3 произойдет гладко и эффективно.
Другое дело, что его(М3) подравнивать приходится в процессе (не минус камня, а грустная правда жизни) и с этой стороны для уменьшения износа можно было бы воткнуть переходный камень.
Но у меня уже прижились схемы:
400-1000-3000-8000 (Naniwa Chosera + Suehiro cerax 8080\G-8000, etc),
М63-М20-М10-М3-М1 (Grinderman + Gritalon М3 СМ1\etc)
или М28-М14-М7-М3-М1 (Suehiro cerax, Shapton pro).
И я не хочу их менять, стараюсь их придерживаться - скорее откажусь от камня, чем от схемы
У меня нет Gritalon М7, потому ничего не могу сказать про то, насколько он вписывается, потому как плотность и твердость, структура - влияют на место в сете и его деформацию.
В рамках точилки (у меня криволапка, не апекс): мой ящик абразивов: точилка
Кто скажет, где купить настольный Gritalon? Апексные найти не проблема. А про настольные только "краем уха слышал".
quote:Originally posted by channel-1:
Кто скажет, где купить настольный Gritalon
На этой неделе в Москве будет выставка, вроде Охота и рыбалка, на ВДНХ. Туда приедет Дмитрий Копчук и вроде обещал привезти настольные бруски из КК. Если нужно, могу оперативно связаться с Дмитрием и уточнить детали...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано Евгений_Е:
На этой неделе в Москве будет выставка, вроде Охота и рыбалка, на ВДНХ. Туда приедет Дмитрий Копчук и вроде обещал привезти настольные бруски из КК. Если нужно, могу оперативно связаться с Дмитрием и уточнить детали...
Спасибо за готовность помочь. Оперативности не требуется. Благодаря Скватеру увидел контактные данные:
✉ Почта - forstax@gmail.com
☏ Телефон/Telegram - 7 9О8 417 41 14
Так что, как созрею обращусь. Раньше смотрел тему с обсуждением камней. То ли не заметил контактные данные там, то ли еще что...
Так что, Скватеру тоже спасибо.
Вы опубликовали контакты Максима, он продаёт гриталоны на ганзе. Дмитрий производитель...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано Евгений_Е:
Вы опубликовали контакты Максима, он продаёт гриталоны на ганзе. Дмитрий производитель...
Если Дмитрий не только производит, но и продает в розницу, может дадите и его контакты?
Его тема:
forummessage/189/18
В профиле Дмитрия записаны его актуальные контакты.
Разницей, по крайней мере на форуме, он не занимается.
Но на выставки по стране активно катается.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Евгений_Е:
Вы опубликовали контакты Максима, он продаёт гриталоны на ганзе. Дмитрий производитель...
Насколько я понимаю, они работают вместе. Соответственно, у продавца должен быть полный ассортимент
quote:Originally posted by skvater:
Насколько я понимаю, они работают вместе. Соответственно, у продавца должен быть полный ассортимент
Здесь я ничего не знаю, но у Максима на странице нет предложений полноформатных Гриталонов, а Дмитрий заявил, что везет настольные бруски на выставку. Кстати, сегодня начинается выставка...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Botanic:
Я немного отойду от практики и частично соглашусь с Евгением:
Спасибо за доверие, чувствую как я начинаю понемногу идти в рост...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Евгений_Е:
но у Максима на странице нет предложений полноформатных Гриталонов
Не совсем так, в первом посте предлагается полноразмер М3. Можно предположить, что и остальные можно купить, просто они не выставлены
А кто-нибудь использовал Gritalon OA F1500 (M2)
https://sharpeningstones.ru/shop/gritalon-oa-f1500-m2?
quote:Originally posted by Sinica87:
F1500 (M2)
Я пробовал этот камень, в итоге не понял его работу с водой: быстро засаливается и работает грубовато, плохой отклик. Мне потом сказали, что возможно просто спутали и вместо М2 у меня был М7
от всей линейке на КК в восторге. Забросил чузеру и иманиши
А как линейка на ОА? как то мало отзывов
quote:Изначально написано skvater:
Я пробовал этот камень, в итоге не понял его работу с водой: быстро засаливается и работает грубовато, плохой отклик. Мне потом сказали, что возможно просто спутали и вместо М2 у меня был М7
У меня такие же впечатления по работе ОА М2. Ещё камню не помешала бы обновляемость.. Работает грубее 6000JIS, пробовал на трамонтине
quote:Originally posted by MAGoldberg:
А как линейка на ОА? как то мало отзывов
Тестирую линейку в настольном исполнении, с водой пока не очень. Грубые бруски хороши, а М28 и ниже слишком твердые. Для придирчивого пользователя не рекомендую.
Пока не пробовал бруски с маслом, но есть уверенность, что с маслом будет значительно лучше. Поскольку не пользуюсь точилками не могу сказать как будут вести себя бруски из ОА в точилке. Как мне кажется, должно быть значительно лучше, чем в настольном варианте...
С водой бруски из ОА заработали исключительно хорошо с малой толикой суспензии КК. Стоит чуть провести брусочком КК по бруску из ОА, когда появилась суспензия КК, но в количестве практически не видном, все отзывы от брусков меняются на противоположные! Если найдутся недовольные брусками Гриталон из ОА, попробуйте добавить на брусок чуть КК. Достаточно дозы, которая будет незаметна в воде и даже в разы более тонкого зерна, чем ОА. Карбид кремния начинает заставлять оксид алюминия дробиться и обнажать новые острые грани, а не только обгалтовываться.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Потестил Гриталон М40 .
Вполне себе конкурент алмазу 50/40.
Даёт лучший вид на подводе,чем этот алмаз.
Ниша его у меня :
Между Кристолон Медиум и ИСМ М20.
quote:Тестирую линейку в настольном исполнении, с водой пока не очень. Грубые бруски хороши, а М28 и ниже слишком твердые. Для придирчивого пользователя не рекомендую.
Пока не пробовал бруски с маслом, но есть уверенность, что с маслом будет значительно лучше. Поскольку не пользуюсь точилками не могу сказать как будут вести себя бруски из ОА в точилке. Как мне кажется, должно быть значительно лучше, чем в настольном варианте...
С водой бруски из ОА заработали исключительно хорошо с малой толикой суспензии КК. Стоит чуть провести брусочком КК по бруску из ОА, когда появилась суспензия КК, но в количестве практически не видном, все отзывы от брусков меняются на противоположные! Если найдутся недовольные брусками Гриталон из ОА, попробуйте добавить на брусок чуть КК. Достаточно дозы, которая будет незаметна в воде и даже в разы более тонкого зерна, чем ОА. Карбид кремния начинает заставлять оксид алюминия дробиться и обнажать новые острые грани, а не только обгалтовываться.
Спасибо! Пока не буду покупать, подожду отзывов тех, кто на точилке использует
quote:Originally posted by MAGoldberg:
Спасибо! Пока не буду покупать, подожду отзывов тех, кто на точилке использует
При этом стоит сказать, что гриталоны из карбида кремния великолепны! В том числе М3 последней версии.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:При этом стоит сказать, что гриталоны из карбида кремния великолепны! В том числе М3 последней версии.
Это да. Забросил и чузеру, и Т2 и иманиши.... всеядные камни вообще, только на финиш чарлик или сюиту, или крымский сланец...
только по траме их не пользую, хотя тоже работают отлично. По мягким сталям алмаз и вашитку на финиш
quote:Originally posted by Евгений_Е:
что с маслом будет значительно лучше
Может с глицерином будет получше? С водой они просто никакие
quote:Originally posted by alex-ice:
Потестил Гриталон М40 .
Вполне себе конкурент алмазу 50/40
Очень хороший камень, пожалуй, из Гритиалонов это мой любимец. Часто работает быстрее их же М63, при этом щадит кромку
Сегодня пробовал гриталон М10 из ОА с маслом. Пропитываю вазелиновым, но его нужно очень много. В итоге замочил в воде, чтоб масла хватило. Итого, пропитал не насквозь, но достаточно, чтоб масло не уходило.
Работа бруска очень очень понравилась!
1. Скорость выше, чем с водой.
2. Брусок начал немного выделять суспензию в масло, чем сильно меня Удивил.
3. Засаливания бруска нет, но брусок мгновенно становится сероватым и далее не отчищается - только глубокой притиркой.
4. Риска равномерно, адекватная для М10 и даже выглядит чуть мельче.
5. Никаких выпаданий зёрен со щелчком под кромкой или большой плоскостью не возникло.
6. Плоскость держит хорошо но можно чуть притереть на чистом матированном стекле.
Пробовал по простым нержавейкам и углеродкам до 60 единиц.
Ps. Появится время, буду пробовать остальные бруски из ОА с маслом...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
То, что выделяется - там ощутимо зерно, или скорее это больше взвесь связки преимущественно? Я к тому, что ведёт ли себя это действительно как суспензия на суспензиатах, или так, "не по полной программе". Т.е. можно ли и эффективно ли на ней работать как собственно на суспензии, или она не оказывает характерного воздействия?
quote:Originally posted by alex-ice:
Потестил Гриталон М40 .
Вполне себе конкурент алмазу 50/40.
Даёт лучший вид на подводе,чем этот алмаз.
quote:Originally posted by MAGoldberg:
от всей линейке на КК в восторге. Забросил чузеру и иманиши
а где такие камни Гриталон можно приобрести?
желательно в Москве или подмосковье.
В первом посте темы есть ссылка на магазин. Ещё посмотрите пост 186 на предыдущей странице - ссылка на тему продажи разных камней в т.ч. этих, в барахолке ножевой мастерской.
quote:Originally posted by oldTor:
В первом посте темы есть ссылка на магазин.
это который http://sharpeningstones.ru ?
Кстати, а на выставках такие камни продаются?
На таких выставках как Клинок в Сокольниках и т.п.
quote:Originally posted by oldTor:
посмотрите пост 186 на предыдущей странице - ссылка на тему продажи разных камней в т.ч. этих, в барахолке ножевой мастерской.
я там нашел вот такую тему forummessage/189/21
а!
потом по поиску нашел ещё вот эту про ГРИТАЛОН
forummessage/189/21
Ура!
quote:Originally posted by oldTor:
То, что выделяется - там ощутимо зерно, или скорее это больше взвесь связки преимущественно? Я к тому, что ведёт ли себя это действительно как суспензия на суспензиатах, или так, "не по полной программе". Т.е. можно ли и эффективно ли на ней работать как собственно на суспензии, или она не оказывает характерного воздействия?
Привет, Ярослав!
Сходу затрудняюсь однозначно ответить.
При тестах этого и других брусков с водой, у меня возникала проблема - при длительной работе брусок ощутимо терял производительность за счет обгалтовки зерен, а смены зерен не происходило - слишком прочная связка. Сейчас с маслом, все сильно изменилось. Рез зерен стал более выраженным, скорость работы ощутимо возросла. В масле точно присутствует не только стружка, но и белая составляющая, которая дает не только цвет, но и увеличивает скорость работы. Именно повышение скорости заставило меня говорить о наличии абразива в суспензии. Для более тщательного изучения, необходимо больше тестов. Как появится время, буду пробовать на М5 и М7 Гриталонах из ОА.
По поводу работы как на суспензиях - с водой брусок не выделяет суспензии, зерна обгалтовываются теряя мельчайшие частицы режущих кромок и буквально через несколько минут работы по большой плоскости брусок перестает резать, но начинает сыпать крупными слипшимися англомератами абразива. На бруске появляются глубокие царапины, а про кромку я совсем молчу. С водой я это победил минимальным количеством зерна КК. С зерном карбида кремния, брусок начинает давать дробленую суспензию ОА и не теряет зерна англомератами, так же не теряет абразивность. Количество взвеси зерен КК может быть настолько минимальным, что его совсем не видно в суспензии.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Cпасибо, я понял, в общем вполне исчерпывающе - было с чем провести параллели, так что ты всё очень понятно объяснил!
Затачивал тут нож из 440с, префиниш делал на Гриталоне м3 водном, который потвёрже. ну что - кушает очень быстро, ожидал что будет несколько менее шероховатый результат, но нормально - дальше на чарнли ушёл легко на финиш с небольшим повышением угла.
Заточку делал с помощью "костыля", вот решил сделать фото одного немаловажного момента, так как сталкиваюсь с тем, что его не всегда понимают.
Собственно фото после Гриталона - угол в процессе _не менял_ - по горизонтали 2мм.:
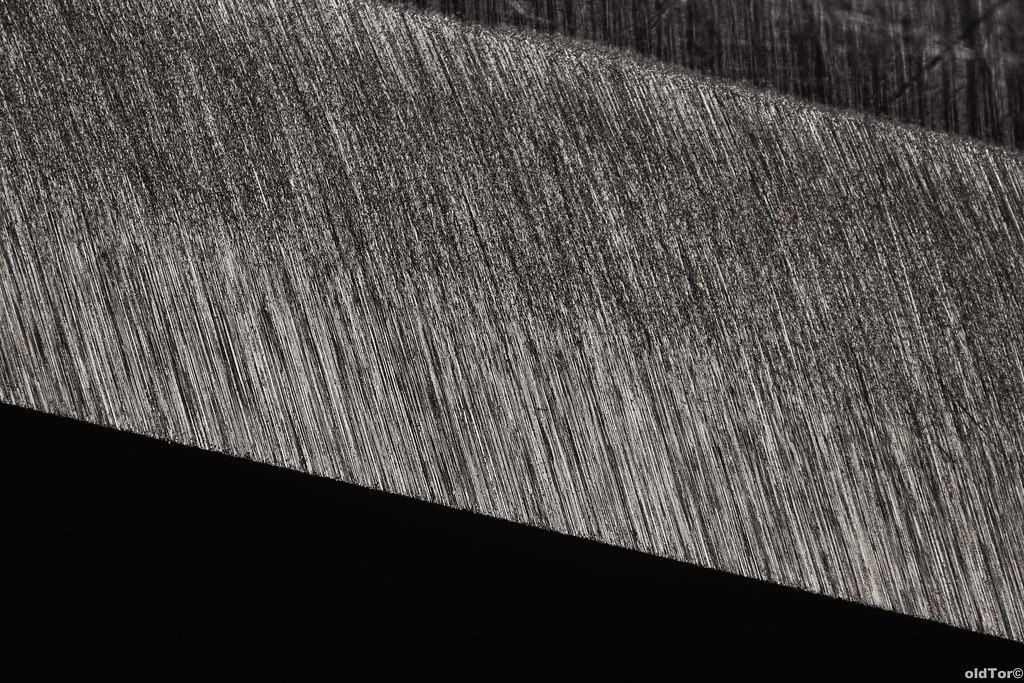 Заточка стали 440с на Gritalon м3
Заточка стали 440с на Gritalon м3 Как можно видеть, несмотря на заточку с помощью приспособы, произошло повышение угла. Небольшое, сопоставимое с глубиной риски. Засчёт чего?
Засчёт, как всегда, совокупности факторов.
Смена направления движений и их характера - сначала я прорабатывал переменными недлинными движениями вперёд-назад (которые всегда дают практически эффект "качения" и тут, при применении приспособ с подвижным абразивом, например - становится очень критичным вес штанги и бруска - инерционность и вес увеличивают этот эффект "качения" и отклонения от плоскости усугубляются) и с толикой суспензии, а заканчивал - на чистом и делая длинные проходы в одном направлении. Что при этом произошло:
1) Ушла "подушка" суспензии, пусть и слабоконцентрированной - но она влияла на глубину врезания зерна в сталь.
2) Длинные проходы сугубо на зерно, режут глубже и больше именно на РК, и чем активнее резание выбранного абразива, тем больше прирастает это мизерное увеличение угла.
Ещё на это можно влиять, меняя наклон рисок - чем они ближе к перпендикуляру к линии РК - тем больше нагрузки на кромку и тем, опять-таки, глубже врезание зерна.
Да, если хочется или нужно, получить всю фаску максимально однородной - можно поработать ещё, пока до границы со спуском не проточится последней манерой движений, но обычно в этом нет нужды, тем более, что для невооружённого взгляда это всё незаметно.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Приобрёл давеча в тч эти три камушка: один (самый грубый) маслянный? и два водника.
Бруски маркированы в 3х системах: grit, микроны и по фепа.
При этом между собой маркировки никак не соответствуют.
Какой из них можно верить?
Предполагаю, что микронам тк бруски то отечественные?!?
Какие будут мнения?
![]()
Связка какая, кто подскажет?
Ст1?
Одни вопросы...
С уважением, иван
Бруски-то отечественные, но из импортного абразива.
Про м63 ( а я думаю что грубый - это наверное он) чтобы был масляный - пока не слышал.
Да уж, маркировки странно идут, очень мягко говоря.
Большой вопрос к таким маркировкам.
Cнова приведу ссылку, на самую, на мой взгляд, исчерпывающую, понятную, информативную и при том краткую статью по зернистостям:
http://www.ru-chef.ru/blogs/ar...%B4%D1%8F%D1%82
Как видим, на брусках разночтения очевидны.
Я бы доверял маркировке изначальной, которая делалась раньше - м63, м40, и пр., и её перевод в мкм., руководствуясь таблицами стандартов из приведённой ссылки.
Полагаю - это будет наиболее достоверно.
Я, делая микрофото старых вариантов, сопоставлял со снимками объект-микрометра и там всё совпадало. Полагаю, что хотя бы такую маркировку, перевели в мкм. более-менее верно.
Известно, что соотнести маркировки разных систем просто так - не получится - есть зернистости в разных системах, которые с зернистостями "якобы теми же" в других системах - априори не совпадут и никогда в жизни не совпадали, ни по средней точке, ни по крайним точкам фракции, да и по смежным часто тоже. Разные "системы координат" - это ещё и разные допуски, но не все любители переводить зернистости из одного стандарта в другой "вот так запросто", это знают.
Вообще попытки указать всё по всем системам - довольно натянутая практика, и часто просто ошибочная и не соответствующая действительности.
Использовать маркировку зернистости, полагаю тут будет адекватно по маркировке абразивного порошка, на основе которого изготовлен брусок.
Перевод этих значений в другие системы - граничит с отсебятиной.
По связке не скажу опять-таки потому, что мои бруски маркированы по-разному а тут я не вижу привычной маркировки.
Я могу написать какие у меня были с какой связкой по твёрдости, но толку... с тех пор и твёрдости поменяли вроде как на некоторых, особенно грубых, ну и так далее.
Хорошо бы производителю, как и ИНФ-Абразиву в своё время, написать подробную справку по связкам, опубликовать тут - я закреплю в заглавном посте темы - какие сейчас и какие именно актуальны, т.е. продаются сейчас, варианты, и что какая маркировка связки обозначает, и особенно - как понимать разброд с указанием зернистости, на что ориентироваться.
Иначе невозможно, даже тем, кто попробовал много брусков от данного производителя, что-либо кому-либо рекомендовать, так как непонятно, насколько и чем они отличаются от изготавливавшихся ранее.
Ну и конечно, надо бы что-то сделать с маркировкой - хочется верить, что это просто досадная ошибка.
Добрый день!
Вопрос поднял до Дмитрия и обсудил сложившуюся ситуацию с маркировкой.
В действительности, это значительная ошибка, вызванная непониманием исполнителей гравировки и недостаточным контролем со стороны Дмитрия.
Но таким образом было замаркировано совсем мало брусков, около 20 штук всего - делалась одна маленькая пробная партия по новой маркировке.
Теперь о самой маркировке:
1. Зерно для брусков закупалось в микронах по госту и соответствует нашему отечественному стандарту.
2. Обозначение на брусках в микронах верное
3. Для правильного перевода в другие единицы, стоит учитывать отечественный диапазон в стандарте и переводить уже исходя из него. Фото прилагаю.![]()
![]()
5. Поскольку партия таких брусков вышла единичной и больше не повторится, уже сегодня можно считать эти бруски коллекционными...
6. Еще не проданные бруски из этой замаркированной серии, Дмитрий перешлифует и отправит на новую маркировку.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Кстати, все уже знают, что все стандарты по размеру абразивного зерна - это не точные цифры, а диапазоны зернистостей.
Рынок просит у Дмитрия маркировку брусков не только в микронах, но и по FEPA и JIS. Подскажите, а как было бы верно маркировать эти бруски. Я сегодня задумался и сам не нашел однозначного ответа. Для примера возьмем бруски с фотографии выше.
1. Брусок из зерна М63 (63-50 мкм)
2. Брусок из зерна М28 (28-20 мкм)
3. Брусок из зерна М14 (14-10 мкм)
Задача - сделать маркировку однозначной, т.е без диапазонов, поскольку новички совсем запутаются...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Камушки кстати приобретал непосредственно у Дмитрия, но расспросить про все что интересовало не получилось тк он был занят с другим покупателем. Но кое что о технологии и истории производства успел услышать. Я немного послушал их разговор- очень приятный и позитивный человек.
С пожеланием всяческих успехов, иван
quote:Задача - сделать маркировку однозначной
сделать как у ИНФ-Абразива https://inf-abrasives.ru/conte...JIS_red2015.pdf
колонка ГОСТ
А то и без того рехнуться можно с этими маркировками и их версиями.
Пусть уж хотя бы зерно будет одинаково маркироваться.
quote:Изначально написано qt3:
сделать как у ИНФ-Абразива https://inf-abrasives.ru/conte...JIS_red2015.pdf
колонка ГОСТ
А то и без того рехнуться можно с этими маркировками и их версиями.
Пусть уж хотя бы зерно будет одинаково маркироваться.
quote:Изначально написано Евгений_Е:
Кстати, все уже знают, что все стандарты по размеру абразивного зерна - это не точные цифры, а диапазоны зернистостей.Рынок просит у Дмитрия маркировку брусков не только в микронах, но и по FEPA и JIS. Подскажите, а как было бы верно маркировать эти бруски. Я сегодня задумался и сам не нашел однозначного ответа. Для примера возьмем бруски с фотографии выше.
1. Брусок из зерна М63 (63-50 мкм)
2. Брусок из зерна М28 (28-20 мкм)
3. Брусок из зерна М14 (14-10 мкм)Задача - сделать маркировку однозначной, т.е без диапазонов, поскольку новички совсем запутаются...
Я бы предложил такой вариант, если вообще это делать, в чём лично я сильно сомневаюсь:
1. Брусок из зерна М63 (63-50 мкм) F230 J240
2. Брусок из зерна М28 (28-20 мкм) F360 J500
3. Брусок из зерна М14 (14-10 мкм) F500 J1000
Да, компромиссов хватает, но это наиболее однотипно с тем, как переводят у нас из системы в систему самые разные абразивы, обычно.
Там где совсем не совпадает и чем брусок "обдирочнее" - тем больше отходим от средней точки, не совпадающей, в сторону максимального значения фракции, у тех что ближе к заточному уже этапу - максимально близко к средней точке, но уравновешенно с другими системами - полагаю это наиболее верно, чтобы не создавалось впечатление, что обдирочный абразив слишком тонок по зерну, а заточный особо груб или наоборот - заметно тоньше аналогов.
У Гриндермана кстати м14 - это F600, но меня это, например, несколько удивляло, почему не F500... Хотя, тот же c600vm при том работает тоньше иных м10. Но связать зернистость с шероховатостью нельзя напрямую, так что слишком усердно сопоставлять по чистоте обработке с аналогами - тоже не стоит.
В общем задачка не тривиальная совсем. Не получится просто по среднему арифметическому брать межсистемно.
Рынок-то просит, но часто не очень понимая, что. Я честно говоря - за абсолютную прозрачность и указывал бы м63, м28, м14 и точка.
А уж как кто потом переведёт для себя - на его совести.
Почему-то никто вроде не занимается таким делом, как переведением японских водников в Fepa. И правильно делают.
И не определяют Нортоновские Индиа и Кристолоны по Jis. И слава богам. А то отдельные люди иногда пробуют, в дискуссиях и в попытках сочетать несочетаемое, и получается что-то несуразное совсем.
Надо же ещё учитывать определённую харАктерность и, так сказать, "концепт" абразивов разных стран и традиций.
Наши тоже обладают своим характером и заслуживают, чтобы их по нашему стандарту обозначать, приоритетно.
quote:Originally posted by oldTor:
У Гриндермана кстати м14 - это F600, но меня это, например, несколько удивляло, почему не F500
Обращусь к моей табличке, ссылка только что была.
Если смотреть по ds3 (условно третье зерно из 100) то ГОСТ имеет более компактное распределение. Почему и принято М14 - F600, М10 -800, М7 - 1000.
1) С обывательско-потребительской точки зрения всегда перевожу для себя в иную систему по наиболее грубому зерну чтобы понимать,на что в худшем случае я смогу расчитывать, взглянув в микроскоп.
2) С точки же зрения первичных продаж, подход шэптона конечно правильнее. Камушки японские, многие думают что они в jis, а они вообще по собственной системе маркированы (по факту грубее).
3) С точки зрения максимальноц прозрачности для продаж в любой точке света, имхо, лучше конечно указывать в микронах "от-до" как на веневцах.
Не указывает ГОСТ что на алмазы, что на другие абразивы, в маркировке полностью "от и до" - там всё несколько шире - см. таблицы по ссылке что я давал.
Однако, действительно, проще всего указывать м63, например, и 63\50мкм.
quote:Originally posted by suing:
Приобрёл давеча в тч эти три камушка
Размер камней 150х50 мм?
quote:Originally posted by suing:
Связка какая, кто подскажет?
Только производитель или продавец. Странно, раньше на торце камня связку писали
quote:Originally posted by suing:
Связка какая, кто подскажет?
Со мной связался Дмитрий Копчук - сказал, что до конца недели нет возможности писать, только иногда читать этот форум. Просил передать о связке:
на примере выше показанного фото
О = СТ1
М = С1
С = керамическая связка.
Итого:
ОС = СТ1 с керамической связкой
МС = С1 с керамической связкой
ps. Спешу от себя заметить - указанная на брусках твердость измеряется твердомером и мало соответствует скорости выделения зерна в суспензию. Во время моих тестов на грубых брусках типа 100 мкм, даже очень мягкая связка очень хорошо удерживает зерно. А на зерне 3мкм, все наоборот, даже твердая связка способна быстро деградировать. Например, бруски 10мкм отлично работают имея твердость СТ1-СТ3 и в работе разница твердости почти не заметна. Наверное, не зная который передо мной брусок, я ошибусь в определении твердости между СТ1 и СТ3 на брусках М10. Мне кажется, это связано с плотностью упаковки зерна в брусках. Но я могу ошибаться. Само собой, никто не откроет мне тонкости технологии и ее влияние на результат...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Евгений_Е:
на грубых брусках типа 100 мкм, даже очень мягкая связка очень хорошо удерживает зерно
На моих М100 и М63, связка СТ1 адски удерживает зерно. Начинает его выделять только на сильно мягких сталях. На твердых просто обгалтывается и почти не работает
quote:Originally posted by Евгений_Е:
А на зерне 3мкм, все наоборот
М3 СТ1 очень охотно выделяет зерно, особенно на мягких сталях. Я сначала реально этому удивился. На более твердых, ведет себя получше
quote:Originally posted by Евгений_Е:
СТ3 на брусках М10
М10 СТ3 очень хорош, работает предсказуемо и довольно быстро, при этом плоскость держит. Надо только чистить периодически, т.к. обновляется он экономно
quote:Originally posted by Евгений_Е:
МС = С1 с керамической связкой
Хорошо, что камни погрубее сделали со связкой помягче, это правильно
quote:Originally posted by skvater:
На моих М100 и М63, связка СТ1 адски удерживает зерно. Начинает его выделять только на сильно мягких сталях. На твердых просто обгалтывается и почти не работает
Тоже столкнулся с этой проблемой на первой версии бруска М100. Нашел выход - чуть провести по бруску другим из ОА. Очень странно, но малая толика зерна ОА способна заставить такой твердый брусок давать суспензию. Количество суспензии ОА может быть совсем не видимой, этого достаточно. Размер зерна, так же не очень существенный...
Кстати, работает и обратная история - на излишне твердых брусках из ОА, можно дать толику суспензии из КК, тогда начинается обновления поверхности и абразивная способность бруска резко увеличивается.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Евгений_Е:
чуть провести по бруску другим из ОА
При случае попробую, спасибо
Опробовал недавно Гриталон 320 ОС. Пришлось восстанавливать туристический ножик знакомому. Изуродован был не сильно, но повозиться пришлось, хотя сталь и слишком твердая как показалось .
Использовался гриталон 320 и инф абразив 1000. Гриталон очень понравился и скоростью и качеством результата. 500j инф абразив по скорости уступил, чего не ожидал никак. В итоге присмотрюсь к этим камням и пополню рабочие камни.
------
Все страньше и страньше
Камни Гриталон купил на выставке в Красноярске, очень понравились в работе, точат мягко как японские водники. Износ очень слабый, чего не сказать о 220 камне, тот хорошо тает.
Как бы еще купить эти камни??? И будут ли 800 и 1000?
И да, есть ли камни для Профиля??? в радостью бы взял для финиша!
Они пока вроде выпускают только с длиной 150 мм. Что настольные, что для приспособлений
quote:Изначально написано Stilet2018:
чего не сказать о 220 камне, тот хорошо тает.
У меня М63 еще старой версии, на связке СТ1, наоборот, очень износоустойчив. М100 на этой же связке. Если бы выбирал сейчас, то М63 взял бы СТ1, а М100 на пару ступеней помягче
Всем доброго времени. Нужен обдирочник М100 на очень мягкой связке для работы с большой площадью контакта (притирка мясорубочных сеток и работы по спускам). Подойдёт ли мне Гриталон?
Для работы по спускам - полагаю что не особо. Ну может быть более поздний, который сделан чуть помягче, но я бы смотрел всё равно более "столярные" бруски.
Что касается сетки - может быть, так как особая мягкость бруска и высокая обновляемость, для сеток, равно как и для ножей мясорубок - не лучший вариант. Потому что свободное зерно столь крупное, может слишком сильно повредить края дырок в сетке и придётся потом на реально плотном и твёрдом бруске работать очень-очень долго, пока края дыр не станут достаточно гладкими и острыми.
В общем, если говорить о некоем варианте, подходящем для обоих задач, я бы скорее смотрел в сторону бруска Rubankov.net\Петроградъ K-150-C от ИНФ-Абразив.
Но не буду утверждать - я уже не помню, приходилось ли мне конкретно на нём затачивать сетки и ножи мясорубок, так что на правах предположения.
Есть камень от ИНФ-Абразив вот такой http://www.grinder-man.ru/hand...K)75x50x200F100
При малом пятне контакта очень прожорливый и суспензию выделяет только успевай смывать , а по большим площадям суспензии не дает вообще и моментально обгалтыается. Не знаю что и делать...
Неудивительно, так как Гриндермановские бруски - они для заточки ножей, а под маркой "Рубанков" \ "Петроградъ" - для столярного инструмента, т.е. рассчитанные на работу в т.ч. по спинкам стамесок и железкам рубанков, для выведения плоскостей с достаточно большим пятном контакта.
Другое дело, что особо крупное зерно, при особо большом пятне контакта часто оказывается даже при относительно мягкой связке - медленнее чутка более мелкого, больше времени требует на приработку.
Для "запуска" твёрдых камней при работе по большой плоскости невредно как раз навести суспензии, на предыдущей странице обсуждалось как раз в ракурсе гриталона м100. Ну а рассчитанный на большие площади обработки, должен сам прилично обновляться.
Тут, к сожалению, вполне закономерная сложность в противоречии - с одной стороны более активно обновляющийся будет работать эффективнее, но ещё надо умудриться сделать такой, чтобы он и форму приемлемо держал при этом...
quote:Изначально написано Wasilich:
Всем доброго времени. Нужен обдирочник М100 на очень мягкой связке для работы с большой площадью контакта (притирка мясорубочных сеток и работы по спускам). Подойдёт ли мне Гриталон?
Для мясорубочных сеток противопоказаны камни, дающие суспензию. Вам правильно написали выше - суспензия затупит края дырок.
Попробуйте камни Norton India для этих целей. Очень удобный для притирки размер 8х3 дюйма. Они продаются в пластмассовых коробках с резиновыми ножками. Стандартный 2х дюймовой ширины брусок для притирки этих сеток узковат.
quote:Для мясорубочных сеток противопоказаны камни, дающие суспензию.
А если под струей воды точить? И зерно обновляется и суспензия смывается. Или я неправ?
quote:Originally posted by Wasilich:
А если под струей воды точить? И зерно обновляется и суспензия смывается. Или я неправ?
можно под струей или просто постоянно смывать суспензию, но нужно понимать, что по одному месту проходим решеткой только один раз, затем моем и освежаем поверхность на притире. Для мягких камней это не проблема, т.е просто прошли зигзагом по бруску сеткой, потом брусок на притир и пару движений по притиру, затем моем и по новой.
Именно сетки для мясорубки я не точил, но лекальные поверхности доводил на мягких брусках и особых проблем не заметил.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
На сетке "дырки" легко забиваются суспензией, которая сглаживает им края, и выделение суспензии тоже намного активнее происходит, чем на сплошной плоскости. Но полагаю что можно попробовать под струёй воды, почаще контролируя, что там на кромках дырок сетки происходит, и сделать вывод - подходит это с конкретным бруском или нет.
Доводку-то на относительно мягком можно сделать, но вопрос-то был про обдирочный по сути этап. Представь выбоины на кромках сетки от зерна в 100-80мкм. или его фрагментов. Сколько надо будет снять мяса с сетки и потом ещё сглаживать внутреннюю часть может придётся отполированным хвостовиком свёрлышка. А на относительно тонком камне, пусть даже если чутка есть суспензии от частичек, облетающих с зёрен, а не целых - там уже другая история. Я на c600vm например заканчиваю притирку сеток и доволен - всё как надо.
Кстати на Гриталон м14 СТ3 пробовал - тоже отлично. На м10 - не пробовал - немного маловат типоразмер, но так-то обязан подойти, учитывая его сходство с с600vm.
Всем здравствуйте.Подскажите чем приклеить узкие(12мм.) камни (гриталон)
к алюминиевым бланкам?
На контактный резиновый клей, например. Можно не обезжиривая поверхности - тогда само не слезет, но и отодрать в случае чего не так сложно.
Спасибо, Ярослав,отдирать придется - узкие быстрее изнашиваются.
на двухсторонний скотч
quote:Спасибо,Сергей.на двухсторонний скотч
Интересно.Есть скотч 3М,но там акриловая лента толщиной 0,8мм.
думаю толстовато для шва.Хотя не знаю..Поищу более тонкий скотч.
Бывает 0,2мм.
quote:Originally posted by Konan47:
Есть скотч
Клеил разные камни и на скотч и на клей водостойкий (Момент Классик). Те которые пропускают воду сквозь себя, только на клей, иначе отваливаются.
А вот камни из КК пропускают воду..Пока камни и бланки едут,есть время
подумать.
я таки не сдержусь: гриндермэна в его теме так достали с этим приклеиванием, что он даже в шапку инфу добавил.
Теперь очередь Гриталона?
есть отдельная тема
Вопросы эксплуатации РИ и абразивов : Камни - использование, уход, ремонт - клей:
О водостойкости эпоксидных клеев forummessage/224/17
маслостойкий клей или чем приклеить камни для edge pro apex на бланки forummessage/224/17
Наклейка абразивного камня на основание http://forum.woodtools.ru/index.php?topic=78102.0
пользуйтесь поиском - он не укусит.
А вот я - вполне.
Наклеить 1-5 камней для себя- Момент 88 или куча аналогичных контактных, по инструкции. Наклейка 100 и более в день и чтобы не отваливались при хранении в воде или масле и плоско-параллельно другая задача.
quote:[B][/B]
Спасибо.Теперь информации более чем..И для любых камней!
Сегодня пытался поиграться с убитой старой бритвой "Труд" начала 40х. Кромка была как пила - вся в рытвинах и зазубринах. 1000 Суехиро как то вяло пошел и я решил попробовать разок на 320 гриталоне восстановить кромку. Очень понравилось, не ожидал. Снял быстро, в оптику рисок паразитных нет, все рвоненько.
Правда бритва в итоге заточку держит плохо, но опыт хороший
------
Все страньше и страньше
От Максима получил ответ, что ОА камни для "апексоидов" нормальной ширины 25мм., будут недели через две. Новость хорошая. Надо брать
Брусок м100 gritalon(120grit(без свежей маркировки))
Абразив : карбид кремния
Связка : керамика?
Твердость связки : твердая
Оптимальное время замачивания 15 минут
Полное замачивание
20 минут
Работа :
Камень выглаживается ,суспензию дает редкую с крупными агломератами оставляющими на рк паразитную крупную риску. При взбадривании камня на 220 начинает работу на суспензии 220го камня в последующем та дробится и камень опять начинает быть лысым , тактильный отклик у камня хороший. Так же отличие от брусков других кампаний, этот очень неохотно отдает влагу и практически не просит 'пить' в процессе работы, но из за выглаживания волей -не волей постоянно приходится подкапывать капли на свежую суспензию. Было испробовано 3 стали, мора карбон, 440с и x30cr, по сути все железки из диапазона не твердых сталей 55-61hrc но работа камня чрезвычайно медленная и требует постоянного обновления шероховатости, при продолжительном шлифовании рк блестит и отражает как при обработке на 1000 камне карбида кремния, единственное различие это очень крупная и не совсем однородная риска с включениями.
При выходе на рк и направке на камне дает хорошую агрессию и лезвия все бреют волос на руке, салфетку так же ножи разрезают но из-за неоднородностей, сечение салфетки идет неравномерно. Вывод, я бы использовал этот камень для доводки топоров и кос с твердостью не выше 55 ед сразу после крупного напильника. Но не для заточки ножей, так как камень для них неудобен. При разных давлениях работа камня не меняется.

Сторона грубая

сторона выглаженная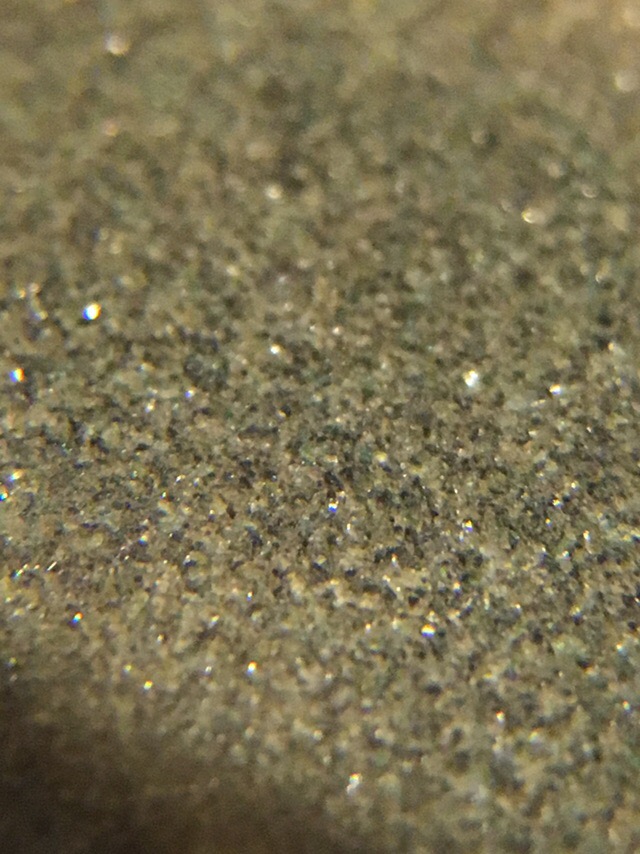
quote:паразитную крупную риску

Шкрябание переходом из фаски в цевьё может тому быть причиной, например.
Привет, Валентин!
Гриталон 100 мкм, действительно слишком твёрдый, зато на нем я нашёл способ работать на твердых и грубых брусках КК и ОА.
На бруске КК попробуй навести чуть суспензии ОА, для 100 гриталона я брал 120 и 220 бруски японцев. Пробовал и 1000 навести, тоже работает. Навести даже не суспензию, а буквально провести обрезком пару раз. Частицы ОА начнут взаимодействие с бруском КК и появится искомое обновление. Кстати, есть у меня грубый и слишком плотный брусок ОА, его запускает микродоза зерна КК.
Если на КК добавить свободного зерна КК, нужное обновление не начинается.
quote:Originally posted by Emiliokazanova:
Связка : керамика?
Да, связка керамика!
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано Botanic:Шкрябание переходом из фаски в цевьё может тому быть причиной, например.
это риска от свободного абразива, я предпочту название "ребро подвода"
эта мора была третьим в эксперименте.
quote:Изначально написано Евгений_Е:[B][/B]
Принцип работы камня меня не устраивает для заточки ножей, обидрочник такой фракции должен работать постоянно, не зависимо от того как я его притер или сколько навел суспензии, управу на него найти можно но он не удобен от слова совсем (есть с чем сравнивать) из плюсов он дает высокую остроту на лезвии.
а у вас какой обдирочник?
quote:Изначально написано Emiliokazanova:
Брусок м100 gritalon(120grit(без свежей маркировки))
Это, видимо, из первых партий, вроде позднее писали что он модифицирован и стал более мягок. Я, правда, не пробовал более мягкий.
Брусок gritalon f320? (600grit?)
Абразив : карбид кремния
Связка : керамика/ст1
Оптимальное время замачивания :43 минуты
Полное время замачивания :1ч18м!
Камень работает быстро, выделяет суспензию постоянно, тактильный отклик средний, легко расправился с группой легированных сталей, так же хорошо себя ведет при обработке широких фасок, в процессе работы постоянно приходится смывать суспензию при этом камень очень требует влагу, быстрее работает при моменте когда впитал подлитую воду на поверхности. При работе на густой суспензии дает матовый цвет на поверхности подвода.
Сильно загрязнился после обработки углеродки , стал рыжий. Так же быстро обрабатывает твердую быстрорежущую сталь. Из-за того что камень работает быстро добиться высоких режущих свойств проблематично из-за постоянно появляющегося заусенца.
Вывод, хороший универсальный камень для зачистки рисок после обдирки


Спасибо, Валентин! Хорошее описание бруска М40. Полностью поддерживаю.
quote:Originally posted by Emiliokazanova:
Оптимальное время замачивания :43 минуты
Эта строка мне не понятна. Обычно мне достаточно замачивать этот брусок 2-5 минут. Если его использовал на прошедшей неделе, то просто ополоснуть и можно в работу. А здесь не 40 или 45 минут, а именно 43.
Может вкралась ошибка и время замачивания 3-4 минуты? Тогда вроде ок...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Изначально написано Евгений_Е:
Спасибо, Валентин! Хорошее описание бруска М40. Полностью поддерживаю.
Эта строка мне не понятна. Обычно мне достаточно замачивать этот брусок 2-5 минут. Если его использовал на прошедшей неделе, то просто ополоснуть и можно в работу. А здесь не 40 или 45 минут, а именно 43.
Может вкралась ошибка и время замачивания 3-4 минуты? Тогда вроде ок...
Я сам не ожидал, но наблюдаю до момента пока камень перестает пузырить, камень вероятно никогда не замачивался и там постоянно была струя тонких пузырей с одной стороны похожа на нитку)
Пообщался с производителем (Дмитрием), узнал еще одно свойство по замачиванию.
Все гриталоны от м40 до м10 становятся мягче, т.е легче дают суспензию, если их полностью погрузить в воду на час и более. После некоторого подсыхания, т.е достаточно оставить на солнышке на несколько часов, бруски полностью восстанавливают свои изначальные свойства. Я дополнительно уточнил - бруски не имеют синтетических пропиток и т.д, это суммарные свойства бруска, которые проявляются по неизвестным пока причинам. Так же, после долгого замачивания, бруски легче пилить или доводить.
Итого, вывод простой - если нужно брусок более твердым, замачиваем не сильно, держит воду и ладно. Если нужно побольше суспензии - оставляем в воде на долго...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Ну, это не новость и Гриталоны тут не какое-то исключение, такое и с другими брусками-водниками бывает.
И нередко прекращение пузырей не критерий достаточного замачивания, действительно, но именно способность бруска некоторое время удерживать на поверхности воду.
Исчезновение же пузырей зато может говорить о том, что брусок в процессе применения, и ещё бОльшего увлажнения (от споласкивания, смывания суспензии, добавления воды), меньше будет менять характер работы, что актуально если применять его неоднократно в течении нескольких часов время от времени.
Gritalon f400 (28micron 800grit)
Абразив: карбид кремния
Связка: ОС
Время полного замачивания: 35 минут
выделяет много суспензии и требует постоянного полива воды раз в минуту, когда с поверхности камня вода исчезает и камень становится просто увлажненный оставляет матовую поверхность на широком подводе а также ощущается что камень начинает работать грубее,из -за свободного абразива. Если закончить заточку на суспензии будет оставаться заусенец, если же закончить без нее 3-4 проходами то можно уже брить руку без направки по коже или пасте.
Камень работает агрессивнее чем японские аналоги но это характеризуется выбором абразива и его постоянным обновлением, камень начинает немного засаливаться но шлам легко убирается пальцем, так же пропитал во внутрь ржавчину от углеродки и стал немного рыжим.
Все же я бы указал этот камень не как 800 а как 500-600grit. Камень работает невероятно быстро, он злой и это чувствуется при обработке рк, простую кухонную нержавейку из x30cr он буквально сожрал, так же очень легко и не принужденно поедал твердый быстрорез. Этот камень можно рекомендовать для начинающих в освоении заточки.
Он склонен к прощению ошибок но все же стоит не забывать что работает он очень быстро и есть вариант не избавится от заусенца как у меня это произошло на нержавейке, в последующем ее можно обработать на пастизированной коже или стропе . А так же после экспериментов визуально камень не приобрел седла в отличии от камня 40micron
мора карбон, без суспензии (режет)

мрпа карбон, с суспензией(не режет)

Интересно, спасибо!
Вопрос такой - p400? Там указана зернистость в Fepa-P, т.е. как для шкурок?
quote:Изначально написано oldTor:
Интересно, спасибо!
Вопрос такой - p400? Там указана зернистость в Fepa-P, т.е. как для шкурок?
очепятка, исправил
А, ок! А то я уж было испугался что там маркировка "не по адресу"))
quote:Изначально написано oldTor:
А, ок! А то я уж было испугался что там маркировка "не по адресу"))
да если по честному, то там вся маркировка не по адресу)
Это да. Очередная попытка увязать зерно, произведённое по одному стандарту, с зернистостями, произведёнными и маркируемыми по другим стандартам, подразумевающим иные допуски и границы оных. Ну если посмотреть 2-3 таблицы со всеми допусками и разбросами, то вдалеке, в допусках меньше 3%, найти "общие цифры", пусть хоть в километре от средней точки - можно)
Только вот результат рождает больше каши, чем понимания, что же там за зернистость.
Дима неоднократно говорил, что зерно закупает в микронах по отечественному стандарту, остальные цифры - пересчёт по таблицам.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Значит самая адекватная градация, указывавшаяся на брусках - как раньше? м10, м40 и пр.? Причём не цифра и надпись "micron",а именно указание по отечественному стандарту (так как он имеет тоже и свои допуски и разброс зерна).
Вот бы на ней и остановиться бы отечественным производителям. И удобно и всем понятно, и покупатель не перепутает Jis и Fepa при заказе...
И, кстати, хотя мы все и привыкли говорить и писать "микрон", но это уже устаревший термин, использовавшийся в 1879-1967 годах.
Сейчас актуальный термин - "микромЕтр". И если в разговоре или на форуме это неважно и непринципиально, то на продукции, если уж использовать, то актуальный термин или ставить международно известный значок.
Знаете вчера пробовал f500-14мкм гриталон, и могу сказать так, описание по нему даже пока не могу дать, но могу рассказать вот что
там не пахнет даже JIS800, камень деформирует рк?
На одной стороне камня присутсвуют инородные "капли в связке" которые нарезают очень весьма подозрительные борозды.
Очень странный камень
инородности в виде белых пятен



При работе на камне, я не мог добиться равномерно смотрящей риски в одну сторону, постоянно выскакивали какие то царапины, причем не в сторону движения при заточке(свободный абразив?)

вот собственно деформации которые я наловил на этих пятнах



это с супензией от 1000 водника АО

Попробую сегодня снести с камня слой и попытаться еще, но результат очень грубый для этой фракции, и работает он агрессивно... камень 28 мкм работал чище..
не могу разобрать, но похоже на подрасплав связки крупный, с вплавившимися в него зёрнами. такие подрасплавы бывают у всех, даже у Борайда, бывают и у Инф-Абразив. И когда они мелкие - обычно проблем нет. Но когда крупняк конкретный, то это уже брак.
Подробно примеры вот тут приводил, пост 15:
http://www.myabrasive.ru/forum/viewtopic.php?f=7&t=169
Но бывает выглядят и похоже как на твоём фото, где слева подрасплавленный "катышек", а справа - когда как бы "сгусток" и "россыпь" от него.
В любом случае - это брак, я бы попробовал обменять или вернуть брусок.
Вообще не нравится мне тенденция - когда "всё только начиналось", были прекрасные бруски, может не без проблем, некоторые, но проблемы решались и мне казалось что по удачным-то технология отработана и они так и будут дальше идти с неизменным качеством.. Но последнее время сплошные нарекания слышу от знакомых и коллег, на поздние экземпляры((((
Ну разве кроме м100, который сделали мягче, чем в первых партиях.
Спасибо за ссылку, изучу, благо на обратной стороне без них, я её пробовал но лучше перешлифую камушек
Конечно Ярослав верно подметил-"переплавился" м14, более того бруски еще сильно покоребило (м14 на 20мм толщиной).
Повышенные требования сейчас только к брускам формата -для точилок, делаем их отборными.
В свою очередь я хотел бы выразить огромную благодарность всем, кто участвовал в тестах. Ребят вы очень сильно помогли в изучении новых идей. Многие даже здесь ничего не писали, а писали мне в личку. Благодаря Вам, исключаются ненужные технологические пути. СПАСИБО.
Пока эти абразивы не запущены даже в мелкосерийное производство, пока все в рамках маленького проекта, дальнейшая судьба которого всё так же неизвестна.
камень f500, перешлифовал, шероховатость нанес предыдущим бруском f400.
Отклик стал тонким и бархатистым, камень заработал по иному, однородно и не агрессивно, но есть такая деталь, что на нем лучше работать как на доводочнике, без малейшего нажима, кк работает быстро и любой не то чтобы передав сожрет рк, работал с весом ножа.
Работа на суспензии водника 1000 грит АО(абсолютно матовая поверхность очень чистая и однородная но тактильно камень работает грубее)
с суспензией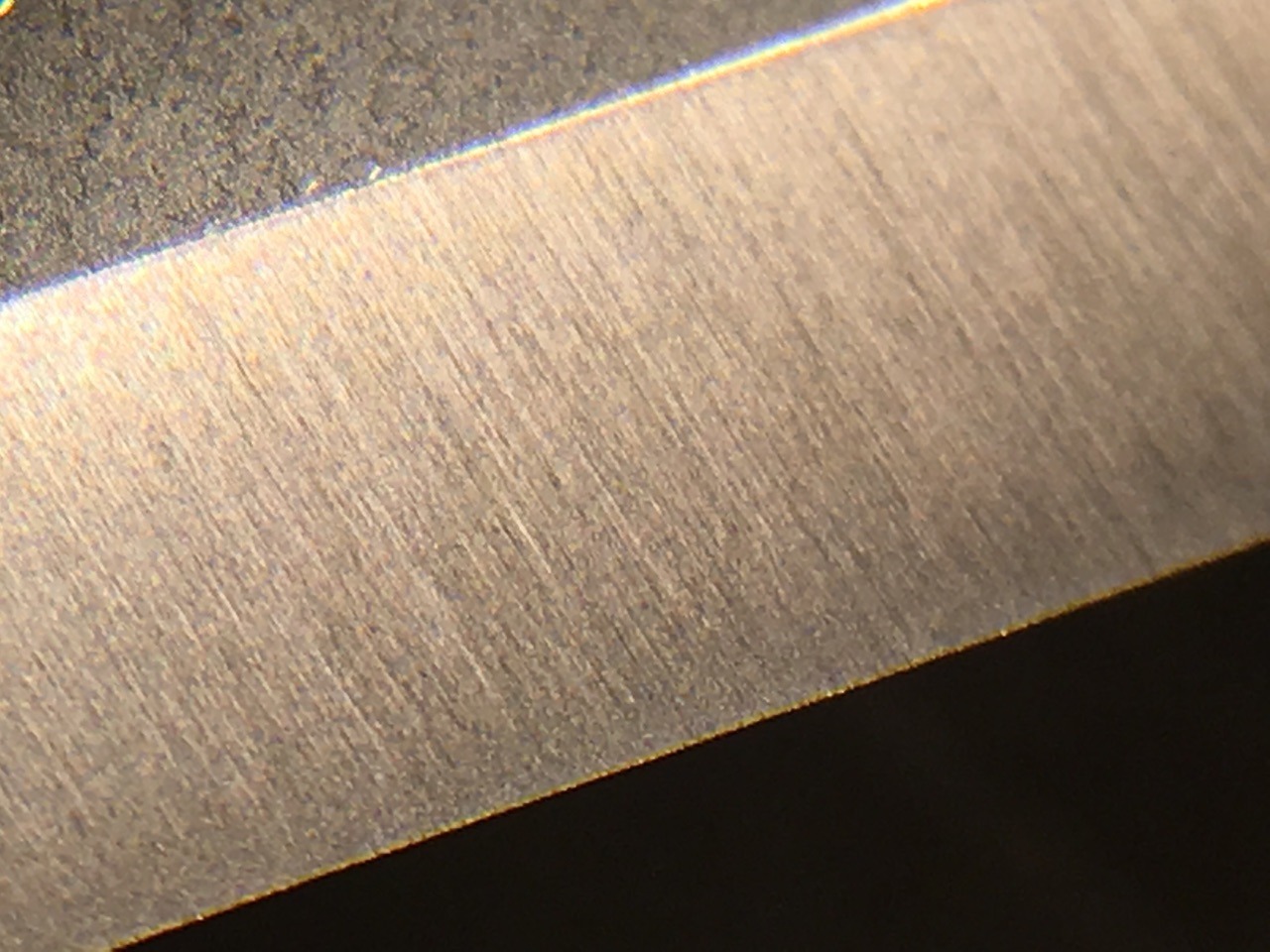
работа на камне без суспензии, бархатистый отклик, мягкий, но суспензия и шлам начинаются появляться уже на 4ом движении и скапливаются сверху и снизу камня, когда движение идет на рк, она набегает на эту суспензии и обгалтовывается что видно на следующем фото, зона у рк выделаеятся темноватым оттенком в отличии от основной массы подвода
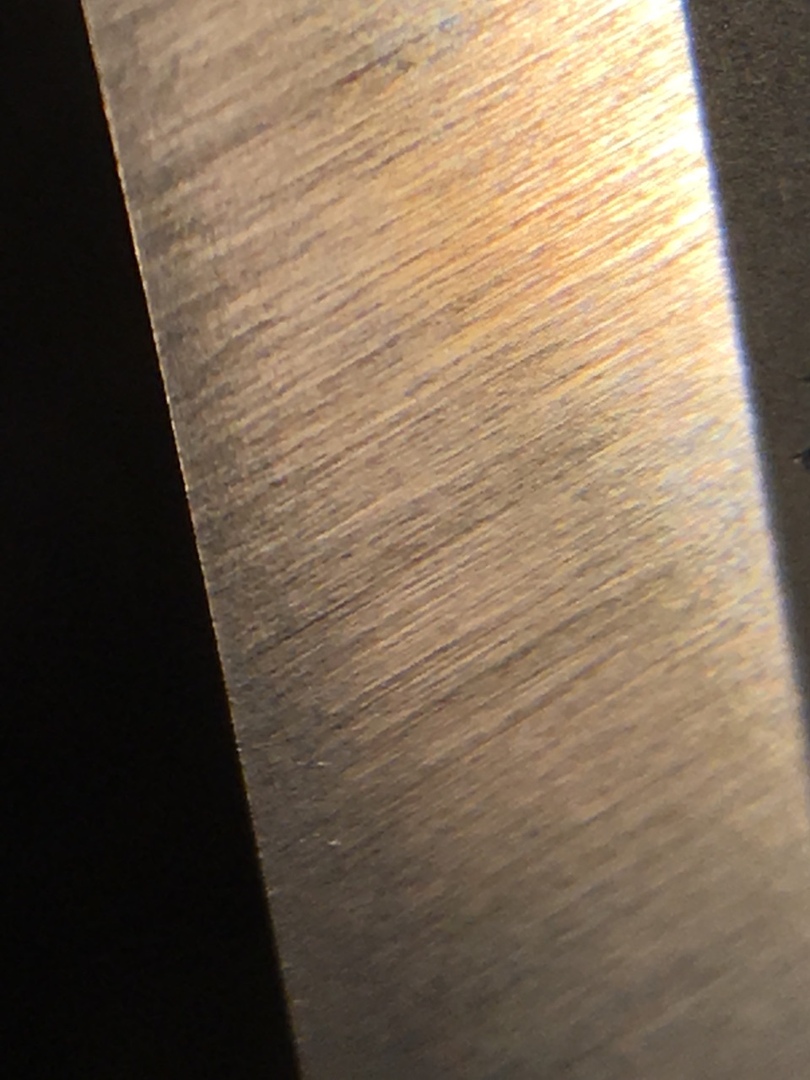

С суспензией и без суспензии нож брил руку с отскоком, но не проходил тест ннт
сделал направку на пасте 0.1мкм буквально 20 проходов по подводу без повышения угла, прошел тест ннт в 1см от удержания волоса с отскоком
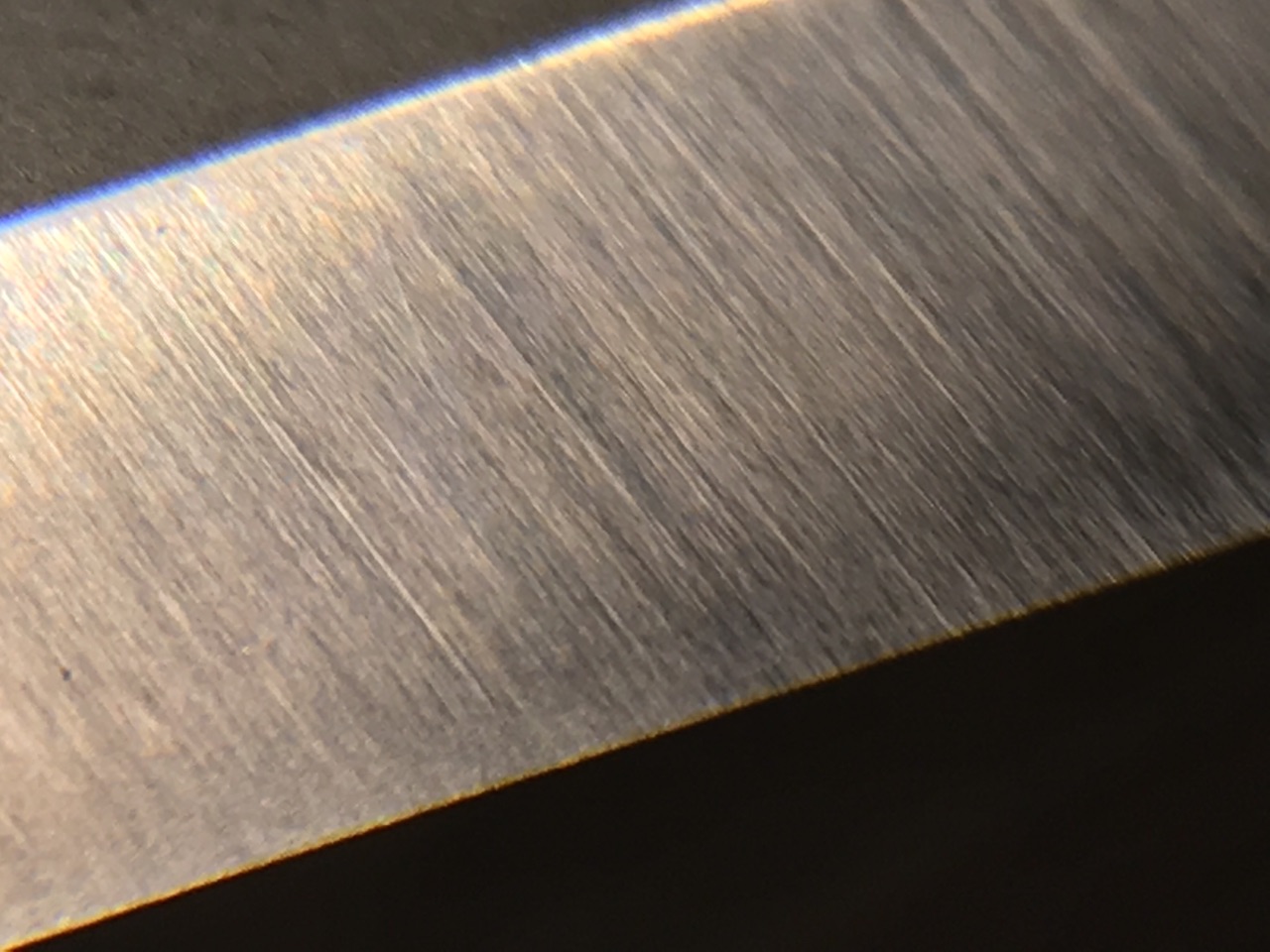
Сталь С100 общий угол 21град
quote:Изначально написано oldTor:
Вот бы на ней и остановиться бы отечественным производителям.
Поддержу. Я брал у Андрея avtoPRIZ, маркировка была именно М, что более чем удобно, так как не надо выискивать за F1200 на этот раз производитель скрыл М3 или все же М5.
Как вам такой прикол.
м3 гриталон белый(предварительно сделал шерохотватость на нём f500
начал обрабатывать сканди, услышал хруст


нарезал мне канавку и сожрал часть рк в одном месте, мето где появилось высыпание абразива (непонятно по какой причине) деформировало подвод глубокими бороздами
Перешлифую попробую еще раз
Доброго дня всем!
Изначально на пробу был куплен брусок в магазине Секатор, и выглядел он отлично, и работал так же.
Потом купил комплект камней у производителя, я так понимаю, на сайте SharpeningStone. Бруски отрезаны неровно, бланки разной длины, один камень уже всех остальных на 5 мм, плюс ко всему высота камней разная (на фото не видно), не на много, около 1 мм, но все же разная.
Скажите это нормально или как?
quote:Originally posted by Emiliokazanova:
Как вам такой прикол.
м3 гриталон белый(предварительно сделал шерохотватость на нём f500
начал обрабатывать сканди, услышал хруст
У меня к вам вопрос. Откуда у вас этот брусок с белым гриталоном?
Дело в том, что по моим сведениям, гриталоны из ОА выпускаются исключительно в апексном формате. Все белые настольные гриталоны изготовлены только для тестирования, все разные - для создания технологии и поиска удобных сочетаний свойств. Другими словами эти гриталоны в официальную продажу не поступали, не могут быть одинаковыми (поскольку это тестовые образцы и делались в единичном количестве) и не сравнимы с гриталонами из КК, которые выпускаются массово и продаются.
ps. Не стоит сравнивать линейку настольных камней гриталон из ОА, которая пока еще находится на стадии разработки.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by HangManXIIIth:
Изначально на пробу был куплен брусок в магазине Секатор, и выглядел он отлично, и работал так же.
Потом купил комплект камней у производителя, я так понимаю, на сайте SharpeningStone. Бруски отрезаны неровно, бланки разной длины, один камень уже всех остальных на 5 мм, плюс ко всему высота камней разная (на фото не видно), не на много, около 1 мм, но все же разная.
Скажите это нормально или как?

Секатор продает гриталоны изготовленные на производстве гриталон.
Магазин SharpeningStone имеет свое производство по распиловке камней и наклейке.
Вы на одном фото показали разницу в подходе к производству и общую культуру исполнения...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Сорри за двойной пост, какой-то глюк браузера.
Если бы знал, что это так, не купил бы в этом магазине.
Я думал, что этот сайт и является производителем и все камни выглядят как самый верхний.
В защиту продавца скажу, что камни были притерты и имеют ровную поверхность, но внешне, конечно, не очень.
quote:Изначально написано Евгений_Е:
ps. Не стоит сравнивать линейку настольных камней гриталон из ОА, которая пока еще находится на стадии разработки.
Евгений, мне их дали от производителя на тестирования, у меня еще тоньше есть ОА ихний.
То что выше я скидывал, как по мне не пригоден для качественной тонкой заточки
quote:Originally posted by Emiliokazanova:
Евгений, мне их дали от производителя на тестирования, у меня еще тоньше есть ОА ихний.
То что выше я скидывал, как по мне не пригоден для качественной тонкой заточки
Замечательно, что плохой результат определён до массового производства. Но стоит указывать, если описываете единичный тестовый брусок, поскольку второго такого нет и теперь наверняка и не будет.
Ps. Спасибо за обзор.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Emiliokazanova:камень f500, перешлифовал, шероховатость нанес предыдущим бруском f400.
quote:Originally posted by Emiliokazanova:
м3 гриталон белый(предварительно сделал шерохотватость на нём f500
А для чего сделано наведение шероховатости предыдущим бруском ?
Чтобы убрать засаленность или выровнять плоскостность используют свободное зерно.
Тестируемые бруски работают наведенной шероховатостью ?
quote:Originally posted by Emiliokazanova:
Евгений, мне их дали от производителя на тестирования, у меня еще тоньше есть ОА ихний.
То что выше я скидывал, как по мне не пригоден для качественной тонкой заточки
Спасибо за подробный отзыв. Всегда интересно сравнить свои выводы с другими. Это хорошо, что изъяны лабораторного выпуска выявлены на стадии до серийного коммерческого производства.
Справедливости ради, прошу добавить в ваш отзыв информацию, что обзор проводился не на серийном бруске, а на тестовом (лабораторном). Иначе негативную информацию о производителе гриталон будут распространять на всю продукцию всех продающихся линеек. Я думаю, это не очень корректно...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений,а ты исключаешь возможность шаржирования при наведении шероховатости другим бруском ?
quote:Originally posted by Sergej_K:
Евгений,а ты исключаешь возможность шаржирования при наведении шероховатости другим бруском ?
Если честно, то по мягким брускам, особенно с пластиком в связке, наверное это возможно. Для твердых типа гриталонов - шаржирование КК вообще не так важно. Много зерен точно не шаржируется за раз, а два зерна сломаются на втором движении. Все дело в связке бруска, если она будет резиновой или похожей, то удар будет компенсирован вязкостью связки, а если будет лунка и будет торчать одиночное зерно на многократно большую высоту, то его просто разнесет с первого - второго движения. Конечно, на кромке останется большой след, но при повторном тесте уже не появится такой проблемы. Еще интереснее будет, если на бруске навести суспензию - отдельное зерно съест эта суспензия на момент наведения.
Все это будет верно, если порядок размера зерна сопоставим с размером зерна бруска, т.е если бросить на брусок М3 зерно 100 мкм, я думаю это будет фатально. Так же вопрос о прочности зерна - если бросить зерно черного карбида кремния или электрокорунда на бруско зеленого КК, то зерно будет довольно долго дробиться и необходимы дополнительные действия для его удаления или разрушения.
Хуже всего при засорении бруска зерном алмаза - здесь будет очень сложно его разрушить и даже вытащить, поскольку можно его шаржировать все дальше и дальше, а при разрушении проще разрушить все вокруг.
По поводу подравнивания брусков один об другой, если честно, то я тоже иногда так делаю, но обычно на соседних по размеру зерна брусках. Например не вижу ничего плохого при переходе с бруска м10 на м7 подчистить брусок м7 об м10, или м10 об м14 итд. Если предыдущее зерно и попадет на брусок, то после первой порции зачистки и промытия бруска, поверхность будет чистой и шаржированности я не встречу.
Подравнивание брусков об более грубые абразивы я не использую. У меня обычно рядом есть маленький притир на котором можно взбодрить брусок, либо натирка значительно более тонкого размера зерна...
ps. Способ выравнивания / взбадривания брусков друг об друга, думаю, самый старый из всех. Само собой это не тот способ, который стоит рекомендовать для использования не включая голову (особенно для новичков), но если понимаешь возможность переноса зерна с одного бруска на другой, понимаешь стадию и результат, учитываешь как это нивелировать, то почему бы и нет. У Валентина задача - быстро, но качественно выполнить заточку. Если у меня все подобно, но без требования быстро, почему ему нельзя выравнивать бруски друг об друга?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Всем доброго дня!
Сегодня первый раз проверял при заточке камни формата Апекса ОА Гриталон М40, М28, М14. Перед этим снял фаски и притёр на порошках КК. Камни с хорошей производительностью, но почему то в первое время "спотыкались" в каком то месте, будто имея постороннее вкрапление. Так как проверял только на глаз (какой либо оптики пока нет) и руками ничего не обнаружил.
Не сказал бы, что для меня это критично, но не очень приятно. Перепритру ещё раз на карбиде кремния и проверю. Как я понимаю, прочитав отзывы я не одинок
quote:Изначально написано Sergej_K:
А для чего сделано наведение шероховатости предыдущим бруском ?
Чтобы убрать засаленность или выровнять плоскостность используют свободное зерно.
Тестируемые бруски работают наведенной шероховатостью ?
любые бруски меняют характер работы от шероховатости.
Всеравно что 3000 водник притереть на f120 и выполнить на нем медиум шлифовку? Водник не долго будет держать шероховатость если он мягкий но тем не менее это возможно. Конечно это зависит от камня. Раньше когда у меня не было порошков, я выравнивал камни об друг друга, и в этом нет ничего сверхестественного. В данных случаях я обновлял верхний слой камня от заводской обработки а не шаржировал его
quote:Originally posted by Emiliokazanova:любые бруски меняют характер работы от шероховатости.
Любые бруски (и натуральные и синтетика) меняют характер работы если они заглажены.
Натуральные камни меняют характер от степени доводки / шероховатости.
quote:Originally posted by Emiliokazanova:
Водник не долго будет держать шероховатость если он мягкий ...
Водники работают абразивным зерном соответствующей им гритности,а не наведенной шероховатостью .Если заглянцевался то надо взбодрить.
А так выходит что можно обойтись одним водником - взять любой и наводить разную шероховатость.
quote:Originally posted by Emiliokazanova:
я обновлял верхний слой камня от заводской обработки а не шаржировал его
Так никто специально не шаржирует ,это нежелательный результат в процессе обработки камня.
quote:Originally posted by Sergej_K:
Водники работают абразивным зерном соответствующей им гритности,а не наведенной шероховатостью .Если заглянцевался то надо взбодрить.
А так выходит что можно обойтись одним водником - взять любой и наводить разную шероховатость.
Водники могут работать и наведенной шероховатостью и могут заглянцеваться. Например, Гриталон м100 можно выгладить и он не будет давать и половину от 100 микрон. Но наоборот, м10 можно ободрать на черном карбиде кремния f60 и получить на одном клинке сначала обдирку и далее заточку по мере выработки шероховатости. Единственный минус, что брусок выглаженный по мере использования может сохранять грубую работу в отдельно взятой точке и оставлять одиночные грубые царапины.
quote:Originally posted by Sergej_K:
Так никто специально не шаржирует ,это нежелательный результат в процессе обработки камня.
Само понятие шаржирования, на мой взгляд, не приемлемо для зерна карбида кремния. Само зерно очень выпуклое, а не в виде узких осколков как от стекла. Шаржирование - это втыкание зерна и далее присутствие его как занозы в другом бруске или притире. Шарик или кубик так воткнуть довольно проблематично, скорее просто застряло в каверне и не смылось. Тут достаточно более тщательно промыть и все. Если есть опасение в шаржировании, а это опасно в первую очередь выступающим зерном, которое торчит больше, чем размер зерна текущего бруска, то достаточно сделать пару тройку движений курантом поверх бруска. Все отдельные выступающие частицы карбида кремния тут же развалятся. Само собой курант желательно из самых твердых материалов, например керамика, байкалит, яшма итд...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
quote:Originally posted by Евгений_Е:
м10 можно ободрать на черном карбиде кремния f60 ...
В теме речь шла о тестах конкретных брусков,а не о том что можно и подготовка камня для этого должна быть соответствующая .
quote:Originally posted by Евгений_Е:
Само понятие шаржирования, на мой взгляд, не приемлемо для зерна карбида кремния..... Шарик или кубик так воткнуть довольно проблематично
На водных камнях постоянно есть шаржирование при работе с КК.Поэтому это надо учитывать.
Ключевое слово "первое время" :
quote:Originally posted by Шахимат:
Камни с хорошей производительностью, но почему то в первое время "спотыкались" в каком то месте, будто имея постороннее вкрапление. Так как проверял только на глаз (какой либо оптики пока нет) и руками ничего не обнаружил.
quote:Originally posted by Евгений_Е:
Гриталон м100 можно выгладить и он не будет давать и половину от 100 микрон.
А разве я не об этом говорил ?
quote:Originally posted by Sergej_K:
Любые бруски (и натуральные и синтетика) меняют характер работы если они заглажены.
quote:На водных камнях постоянно есть шаржирование при работе с КК.Поэтому это надо учитывать.
Я не столь категоричен в этом вопросе. Свои комплекты камней обрабатывал порошком карбида кремния уже по несколько раз. И ни разу не сталкивался с шаржированием. А тут сразу на всех новых камнях такой эффект. Поэтому говорить о постоянстве шаржирования ни как не могу. Буду перепритирать конечно, а там будет видно
С уважением, Владимир
quote:Originally posted by Шахимат:Я не столь категоричен в этом вопросе.
А я категоричен.Что в случае с Гриталоном не знаю,но через меня проходит достаточно водников и шаржирование не редкость.
На лекальной линейке на просвет зерно хорошо видно ,из-за чего показывает горб на плоскости.
Это во время притирки? Странно. У меня такого не происходит и не происходило с подавляющим большинством брусков и камней. За последние года 3 единственный случай - брусок ИСМ и то - не в моей притирке - в бакелитовой связке застряло более крупное зерно и утопло так сильно, что дрессинг стоун его не вышиб - слева сверху на фото:
(8:1, кроп, 2мм. по горизонтали):

Я при притирке избегаю таких ситуаций без проблем. Если даже крупное зерно и заседает, то при притирке на более мелкой фракции, оно дробится и уходит.
А чтобы такого не было на более мелких фракциях - вопрос выбора консистенции суспензии и доработка до определённого момента в дроблении зерна КК.
Проверяю поверочными угольниками, лекальной линейкой, а если есть подозрения - ещё и смотрю под микроскопом.
Единственная ситуация когда шаржирование зерном КК у меня было в количествах - это попытка притирки не особо мягких брусков на отработанном зерне КК извлечённом из ванночки станка с водным кругом после работы на нём - вот это отработавшее зерно, в силу своей неоднородности по размеру, видимо, давало косяки -сразу застревало помногу в разных участках притираемых камней.
Потому отказался от применения такого "вторсырья", кроме как при притирке брусков типа старых карборундумов или нортоновских кристалонов и индиа.
Я когда писал ранее про использование шамотного кирпича в качестве притира отмечал ,что шаржирование на водниках устраняю на кирпиче ,также на нем хорошо устраняются небольшие неровности камня.Делаю на сухую.
Только тот кирпич что у меня и что в продаже в Леруа Мерлен разные по качеству и размерам.
Приветствую уважаемое сообщество. Не помню откуда попался мне камень, пролежал год или чуть меньше, решил узнать о нём и таким образом попал сюда. Прошу не судить строго, но сил хватило на 1,2,3,12,13,ну и 14 страницы. Что бы не утомлять уважаемое сообщество попытаюсь описать камень в нескольких словах. Размер камня 150х50Х25мм. цвет светло серый, на камне надпись 64С М7 М1. Я так понял что это камень от гриталон. М1 это мягкий? При прикладывании торца металлической линейки видны зазоры 1-3 десятых миллиметра. Нужна ли притирка и возможно ли притереть на стекле без применения порошков? Буду признателен за вразумление.
А как удалось понять, что это Гриталон? Это типовые обозначения абразива, зернистости и мягкости связки и могут быть на куче брусков от разных производителей и разных лет.
Вообще м1 что-то не припоминаю, наоборот, насколько я понимал всегда тенденцию Гриталон, это попытка сделать бруски из КК достаточной для ручной работы и работы подвижным абразивом, твёрдости. С чем связана, кстати, избыточная твёрдость старого выпуска м100, несколько избыточная на старых м63 и при том внезапно высоковатая обновляемость на м3 см1.
Насчёт кривизны мнения у всех разные, по поводу допусков, лично я считаю что если между поверочным угольником или лекальной линейкой и бруском пролезает щуп толщиной 20мкм. (0,02мм.) то камень надо бы подровнять.
Правда, у особо мягких брусков поверхность не долго держит форму, но зато и правится геометрия легко и быстро, обычно хватает буквально 20-30 секунд после работы на бруске, чтобы его подровнять. При связке м1, полагаю, ничто не помешает притереть\выровнять Ваш брусок на его собственной суспензии, предварительно замочив его в воде, как для работы.
Вообще, конечно, м1 это что-то как-то уж слишком мягко.. Точно буковка "С" перед "М" не потерялась?
Хотя.. не всегда ультра-низкая твёрдость и высокая обновляемость идут совсем рука об руку, может и нормально подойдёт, если плотность достаточно высокая.
quote:Originally posted by oldTor:
А как удалось понять, что это Гриталон?
Это чисто предположение а не в коем случае не утверждение, потому и обратился к людям искушонным в этом деле.
маркировка М1 стоит несколько поодаль от 64С М7 и там точно никаких другиз литер не было. Предположение возникло от схожести буквенно цифровых маркировок с гриталоновскими камнями. И так же на этом камне присутствуют каверны о которых упоминается в описании камней от гриталон. Как то так.К сожалению, если нет логотипа завода, определить по типовым обозначениям производителя бруска практически нереально, размер шрифта или особенности его тоже не помогут, в разные годы и для брусков СССР и бывшего СССР он также мог и на одном заводе отличаться иногда, а также подробность маркировки могла быть разной. Каверны видимые невооружённым взглядом или "текстурные или структурные крапинки" от выгорания связки при запекании или вкраплений в ней или каких-либо ещё причин, тоже явление рядовое.
Вот к примеру - маркировка сходным образом на брусках в старой закрытой теме, 2011 года, когда Гриталона даже в проекте, полагаю, не было:
forummessage/189/81
Ну и так далее. Единственное, что можно сказать по подобных маркировкам точно, если нет логотипа завода - что они сделаны в СССР или на территории бывшего СССР после развала союза и вплоть до нашего времени.
Вот пробежался по гуглу - например бруски питерского производства, вроде как, тоже продававшиеся на "Ганзе" - почему именно эту ссылку даю - потому как указана именно эта мега-мягкая связка "М":
https://popgun.ru/viewtopic.php?t=805017
Учитывая что связка "М" у брусков в типоразмере для ручной обработки, как Вы указали - довольно редко попадается, слишком она мягкая, а типоразмер может просто совпадать с "ручным" а быть для промышленного применения, то отчасти можно считать её "зацепкой", сужающей круг поиска - может это питерское производство ""Образивы и шлифование" упомянутое по ссылке и произвело Ваш брусок. Но это предположение, разумеется.
И там, кстати, пишут что "Вообще бруски с характеристиками от М1 до М3,мягкие в простонародье. Для дошлифовки спусков после точила самое то" - т.е. для обработки только по довольно большому пятну контакта, не для собственно заточки, как раз в силу своей мягкости.
А для собственно заточных задач, по-моему бруски мягче СМ1 использовать продуктивно - практически нереально. Да и СМ1 не всякие годятся.
На днях попробую притереть этот камень на стекле, предварительно замочив минут на 30 и поработать на нём.
Внесу свои пять копеек.
Сравнительные фото брусков:
64С6 СМ2:

И GRITALON М63 СТ1:

Оборудование: микроскоп OPTIKA B-1000.
Как видно, гриталоны действительно имеют более высокую концентрацию карбида кремния в объёме.
quote:Originally posted by BarbadosUnicorn:
Сравнительные фото брусков 64С6 СМ2:
Не понятно, что это за бруски, откуда.
Поясните, с чем сравниваете бруски гриталон.
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
quote:Изначально написано Евгений_Е:
Не понятно, что это за бруски, откуда.
Поясните, с чем сравниваете бруски гриталон.
Второй брусочек то ли с Арсенала, то ли с Клинка, не помню уже. Только маркировка известна, к сожалению. Там у мужика разномасных брусочков целый стол был большой. Этот вроде рублей сто стоил или около того.
Купил кк м63, м28 и м14 в апексе. Пока попробовал на советской нерже, достаточно мягкой, мне камни очень понравились. Проще сказать - офигенные камни! Жрут, не загрязняются, форму держат, я не профи, мне более ничего не нужно!
Вот кстати на американском форуме их тоже хвалят: https://bladeforums.com/thread...review.1563787/
интересно, кто ни будь сравнивал одновременно гриталон с гриндерманом идентичные? Есть ли различия? Я использовал и те и другие, но в разное время, поэтому точных выводов делать не могу..
Идентичные в смысле зернистости и основного материала связки? Да, сравнивал. КК на керамической связке. И различия существенны при том. Настолько, что я держу в арсенале и Гриндерманы (и бруски Петроградъ тоже) и Гриталоны. В каких-то случаях хорошо одно, в каких-то лучше другое.
Связка СТ1 на том же Гриталон м40 иногда избыточно тверда, для работы на стационарном бруске, на мой взгляд, а вот зато на м14-10-7 - прекрасно себя ведёт и часто к месту оказывается. Иногда именно такой твёрдости и особенности обновления (выделением в суспензию лишь частиц, отколовшихся от зёрен, а не целых зёрен) не хватает Гриндермановским брускам (ну, кроме самого первого, тогда ещё называющегося С600VM, который случайно получился мега-твёрдым, но уже следующие партии стали чутка мягче) ну про "Петроградъ" не говорю - они в принципе столярные и с учётом работы по большим плоскостям, обновление им очень полезно, подравниваются тоже легко очень.
М3 Гриталон мне не очень всё-таки нравится, во всех его итерациях, не зря его обозвали очень метко "нанообдирочником" - иногда да, пригождается, но не часто. Ну и среди Гриндермановских брусков нет КК F1200, так что сравнивать Гриталон м3 корректно не с чем.
Попросили меня продемонстрировать на том же клинке из HSS Р18, который участвовал в тесте алмазных полтавских брусков Петроградъ (обзор в теме по ссылке, пост25:
forummessage/224/26 ), заточку на брусках на основе карбида кремния, для сравнения характера обработки, раз уж я в обзоре Петроградовъ карбид кремния упоминал.
Я всё равно собирался этот клинок из HSS Р18 перетачивать для получения более однородной РК,но полноценный обзор со сравнением по брускам таких же зернистостей я делать не стану - это снова работы с фото на полдня и так далее, а мне что-то не хочется.
Так что я снял просто переточку этого клинка на тот же угол, после выполнения технологического барьера на бруске Гриталон на основе зелёного карбида кремния м14 на керамической связке СТ1 и результат финишной направки на ХБ стропе с пастой Luxor на основе ОА 6,5мкм.
Снимка после бруска вполне достаточно для сопоставления однородности обработки что с 20/14, что с 7/5:
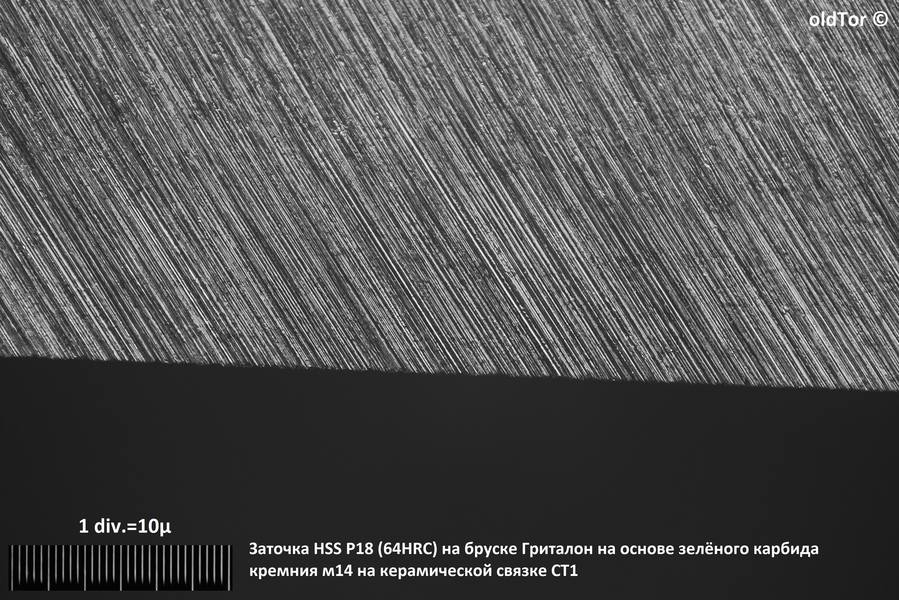
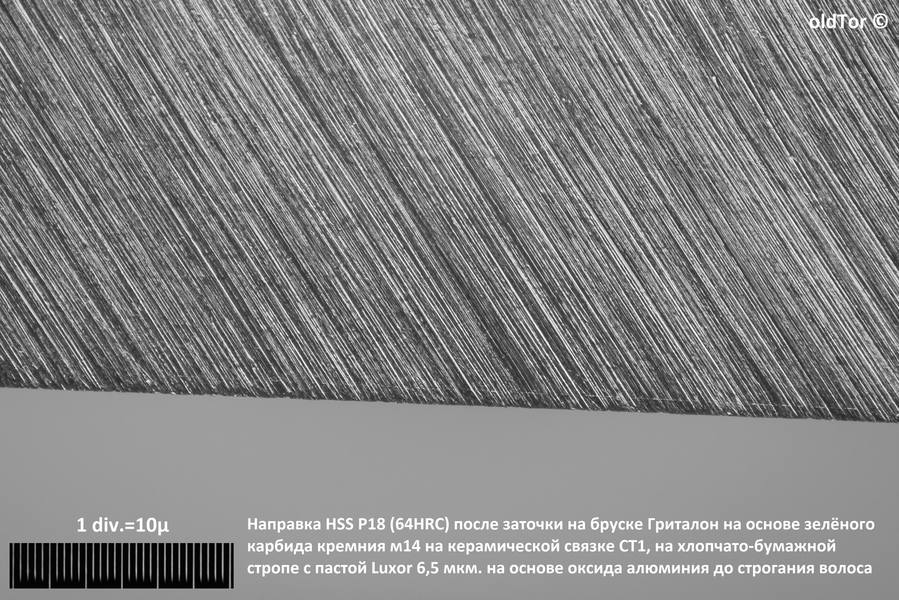
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Уф, осилил тему.
В общем выделил деньги на точилку разрекламированную, а денег на бруски не осталось. Это вообще будет первый опыт заточки.
На сайте вектора натолкнулся на эти бруски, цена очень демократична.
Насколько понял, на сегодняшний день бруски апексного формата доведены до ума и рекомендованы к приобретению?
Потому что по цене они самые демократичные.
quote:бруски апексного формата доведены до ума и рекомендованы к приобретению?
вполне рабочие брусочки, можно смело брать..
quote:выделил деньги на точилку разрекламированную, а денег на бруски не осталось
а не нужно вестись на рекламу, тогда и денег на основной инструмент (абразивы) всегда будут, Назначение самой точилки, точно удерживать необходимый угол, а это уверяю вас стоит не сильно дорого
Согласен, надо брать полноформатные бруски с самым простым костылькомм!
quote:а это уверяю вас стоит не сильно дорого
quote:полноформатные бруски с самым простым костылькомм
Абсолютно с Вами всеми согласен, заточка с костыльком запланирована следующим шагом, а пока набираюсь теории по точилкам, абразивам и металам и нужно все это переводить в практику.
Ну да ладно - это уже офтоп и предвкушение.
Добрый день, что то у меня среди ночи возник вопрос (очень внезапно сам не ожидал), а бегло посмотрев тему я не нашел (возможно не увидел) - кто производитель гриталоновских брусков?
quote:Originally posted by Metsyr:
Добрый день, что то у меня среди ночи возник вопрос (очень внезапно сам не ожидал), а бегло посмотрев тему я не нашел (возможно не увидел) - кто производитель гриталоновских брусков?
Производитель Дмитрий Копчук. Он же занимается добычей разных камней, например Байкалита. Точилка вектор, тоже его детище...
Но Дмитрий совсем не продает ничего сам. Хотя, иногда бывает на крупных выставках и можно пообщаться с ним напрямую.
Жаль у него ОА нету, чтобы кухонную нержу точить.
https://tochilkavector.ru/kamn...ritalon-4000-gr
https://tochilkavector.ru/kamn...ritalon-2000-gr
Сейчас эти камни продаёт ТочилкаВектор. Но но ним нет никакой информации ни о стандарте, по которому поставили гритност((подозреваю jis), но остальные камни в этой линейке тогда тоже не по Фепа? У кого какая информация есть? Сайт Гриталон.ру пустой
По первой ссылке если перейти и перебрать фотки, то на третьей будет такой ракурс, при котором на бланке видно указание и 4000 грит и 3мкм.
3 мкм - это средняя точка фракции зернистости 4000 по JIS.
По второй ссылке - второе фото представляет собой нижнюю сторону бланка с маркировками 2000 грит и 7мкм. - у 2000 по JIS средняя точка фракции 6,7мкм. Т.е. условно совпадает с JIS.
Ранние маркировки гриталонов были по ГОСТ 3647-80
И брусок М7 должен был бы иметь среднюю точку фракции 6мкм.
Однако, насколько я помню, зерно о ту, по крайней мере, пору (начало темы) закупалось за бугром, по словам осведомлённых лиц, в Европе. А значит, первоначально, скорее всего не только имело маркировку по Fepa, но и допуски и разброс фракции по системе Fepa, так как производилось в рамках и нормативах, установленных для этой системы, скорее всего.
Т.е. тот же м7 на самом деле, скорее всего в реальности F800 (по Fepa-F) со средней точкой фракции 6,5мкм.
Но на такие мелочи, как нереальность точного совпадения фракции, её допусков и средней точки, между абразивами, сырьё для которых производилось в соответствии с разными стандартами - никого особо не волнует, так как даже большинство людей "в теме" этому не придают особого значения, не говоря уж о том, чтобы оценить разницу.
Так что, условно говоря - можно, конечно, приблизительно переводить из системы в систему, но наиболее точно будет отражать реальность та "система координат", в рамках которой _производству_абразивного_зерна_ (а не готового изделия), прописывалось тех. задание.
Огромное спасибо! Получается, производитель перешёл полностью на маркировку по jis.
А есть у кого опыт использования этой новой серии бросков?
На форумах пишут, что их ОА сильно плотный и твердый, прилично засаливается, после освежения на порошке теряет в скорости. Весьма похож на белые ОА инфабразив первых серий, которым многие были недовольны. Видимо без суспензии КК работать на нем сложно. У меня инфабразивный ОА и брать такой же бессмысленно, хотя камень по своему хорош.
quote:А есть у кого опыт использования этой новой серии бросков?
Я использую Гриталоны 240 (63 мкр) и 600 (20 мкр), карбид кремния.
240 очень нравится, быстрый, ну и к бруску 600(JIS) претензий у меня нет, но и отличий от того же КК Гриндерман F400, я найти не могу
Использовал Гриталон 240 КК для изменения исходного угла, скорее разочарован производительностью. Ожидал бОльшего
Гриталон для переточки на меньший угол обладают слишком закрытой структурой/высоковатой плотностью и невысокой обновляемостью.
Более мягкий и с более открытой структурой ИНФ-Абразивовский
(Гриндермановский) F320, несмотря даже на более мелкое зерно, обладает бОльшей производительностью, правда и форму держит, разумеется, похуже.
Вот ещё один пример, когда от характеристик связки (пусть даже тоже керамической) зависит не меньше, а то и больше, чем от собственно зерна, его размера.
Зато на среднем этапе заточки такой гриталон отлично себя показывает в работе со сталями с крупной структурой - да, не особо быстр, зато работает чище и однороднее "одноклассников" со структурой более открытой. Т.е. по всяким D2, х12мф, некоторым быстрорезам - у меня очень востребован. При том по оставляемой шероховатости при прочих равных, работает примерно, как м28 - м20 бруски с более открытой структурой и на менее твёрдых связках.
Что тоже хороший пример того, что от зернистости как таковой оставляемая шероховатость зависит не напрямую, а вот от структуры абразива в целом - куда больше.
Также и м14 и м10 Гриталоны, о которых я делал обзоры в теме, работают +- "на шаг" тоньше, чем, к примеру, гриндермановские бруски подобной зернистости. Что позволяет их использовать, к примеру, на инструменте с углами заточки менее 30 град. более успешно.
У меня сейчас в паре работают гриталон 240 JIS и F400 с лейблом TSPROF (скорее всего это ИнфАбразив), вполне универсальный набор по разным железкам, и обновляется гриталон весьма активно и суспензии то же предостаточно. Может такое быть, что связка у разных партий разная, что и обуславливает неоднозначные выводы по этим камням? Или мы просто работаем по разному и с разными выводами?
Работаем точно по разному.
Ну и судя по ТСПРОФ речь идет о апексных камнях, а я про настольный писал.
Скорее всего что-то менялось. Я пишу о тех стационарных, которые датируются началом этой темы - работаю на них и сейчас регулярно.
На них, что немаловажно для меня, в маркировке присутствовала и твёрдость связки.
По изменениям я в курсе только насчёт того, что м63 позднее стали делать менее твёрдым/более обновляемым.
как то тихо по брускам Гриталон под масло. Я понимаю, что не так давно они появились в формате под точилки, но в принципе ни каких отзывов пока не нашел. Ни кто из ганзовцев не пробовал их?
quote:Изначально написано tvy61:
как то тихо по брускам Гриталон под масло. Я понимаю, что не так давно они появились в формате под точилки, но в принципе ни каких отзывов пока не нашел. Ни кто из ганзовцев не пробовал их?
Пробовал. Гоняю весь сет.
Результаты работы можно посмотреть тут -- https://t.me/izbazatochnika
или тут https://www.instagram.com/p/CY4USxls3FR/
Артем, вы бы добавили про изначальный снос верхнего слоя на камнях Гриталон под масло и тщательную промывку оного перед использованием, а то мне люди пишут про катающуюся субстанцию типа силикона, которая перемешивается с шламом и забивает наглухо поверхность бруска. А то я выступаю в качестве посредника по этому вопросу, а сказать по сути нечего, у меня только водники от Гриталон
Конечно было бы правильно получить от производителя рекомендации, а не поиск выхода собственными экспериментами.
[QUOTE]Изначально написано tvy61:
Артем, вы бы добавили про изначальный снос верхнего слоя на камнях Гриталон под масло и тщательную промывку оного перед использованием, а то мне люди пишут про катающуюся субстанцию типа силикона, которая перемешивается с шламом и забивает наглухо поверхность бруска. А то я выступаю в качестве посредника по этому вопросу, а сказать по сути нечего, у меня только водники от Гриталон
Конечно было бы правильно получить от производителя рекомендации, а не поиск выхода собственными экспериментами.[/QUOTE
С такой проблемой я столкнулся еще с Косимами.)))
Поверхностный слой бруска лучше "стереть" на порошке КК. с добавление фэири или жидкого мыла. Я притирал их до стирания надписи с бруска!(или около того), связка достаточно твердая. По выбору СОЖ рекомендовал бы использовать олеинку или минеральное масло от "жуков". Ну и еще чаще убирайте шлам))))
вот ещё обзор
По характеристике размера зерна масляный Gritalon 1200 аналогичен Бриз 4000 от Инфабразива. Наверно придётся прикупить для обработки широких фасок. А микроподвод делать природником типв CF или Байкалит.
Прочитал где-то тут на форуме совет Отто Шрика - попробовать точить оксидом аллюминия. До этого плотно сидел на алмазах. Будучи на выставке Клинок в Питере, набрел где-то в дальнем углу на бруски 160х25 Gritalon ОА по цене 1000 руб/шт и прикупил.
Только сегодня вспомнил про них. Надо было по-быстрому заточить нож Отус из AUS8 от ПП Кизляр.
Процессом остался доволен:
+ по AUS8 работают по ощущениям быстро, плотно, ровно;
+ результат понравился, ровная РК, легкий рез, жаль забыл сфотографировать через микроскоп, уже отправил комраду;
+ цена 1000 руб/шт это в 3 раза дешевле аналогичных по размеру алмазов
Минусы:
- на выставке перед покупкой осматривал весьма придирчиво, а по факту на одном бруске трещина, хоть и вез аккуратно, нигде не ронял, трещина не в рабочей зоне, но все же...
- почти все отстают от основания, скорее всего, изначально были кривые, их приклеивали в натяг, клей не выдержал, но может это и к лучшему в итоге - не треснули
- засаливаются активно и не отмывются, ни маслом, ни мыльной водой, это не страшно, ведь ровнять полюбому придется, но и неплюс тоже.
Купил бы их опять? Как первый опыт при крайнем дефиците бюджета - да. В противном случае - нет, лучше пусть дороже, но ровные и не отклеивающиеся от бланков. Это есессно не претензия к самому абразиву, а к производителю.
С ОА буду дальше экспериментировать, Отто Шрику спасибо за наводку.
![]()
![]()
![]()
![]()
![]()
Мне интересно, почему гриталон пошел путем обозначения зерна по системе JIS, а не как все нормальные люди в FEPA ?? Уже достали вопросы от людей, почему у гриталона есть бруски в 2000 грит, а у Гриндерман только 1000
quote:Изначально написано tvy61:
Мне интересно, почему гриталон пошел путем обозначения зерна по системе JIS, а не как все нормальные люди в FEPA ??
Очевидно, сырье или техпроцесс в JIS.
quote:Не знаю как будут маркировать новые камни, но у меня пока маркировка тестового камня в микронах, что в общем то намного удобнее.Originally posted by tvy61:
Мне интересно, почему гриталон пошел путем обозначения зерна по системе JIS, а не как все нормальные люди в FEPA ??
Понравилось править кухонные ножи "дуэтом" - масляный Гриталон КК 2000 грит + Чарнли Форест. Сталь обычная для кухни: VG10 и Ниолокс. Скачок по гритности как бы и великоват, но с этими сталями получается вполне пристойно. Если появится что нибудь из порошковой стали, возможно надо будет приобрести бланк на 4000 грит.А пока буквально 5-10 минут и двухтысячник полностью убирает следы усталости от работы ножа и можно переходить на природник. Как по мне очень удачный камень от Гриталона.
quote:Originally posted by p0nch:
сырье или техпроцесс в JIS
Как в другом стандарте может быть сырье, то есть шлифпорошки, я ещё понимаю. Но как техпроцесс может перевести размер зерна в другой стандарт?
quote:Originally posted by p0nch:
засаливаются активно и не отмывются, ни маслом, ни мыльной водой, это не страшно, ведь ровнять полюбому придется, но и неплюс тоже.
Это ещё и от стали зависит в общем.
quote:Изначально написано psnsergey:
...Но как техпроцесс может перевести размер зерна в другой стандарт?
Действительно, кто-то такое утверждал? Может это не ко мне?
quote:Originally posted by p0nch:
Действительно, кто-то такое утверждал? Может это не ко мне?
К вам, к вам.
Вы объясняли, что, возможно, техпроцесс в JIS и поэтому гриталоновцы обозначают бруски в этой системе. Иначе, чем что техпроцесс может перевести эффективную зернистость в другую систему, это понять не получится. quote:Изначально написано tvy61:
Мне интересно, почему гриталон пошел путем обозначения зерна по системе JIS, а не как все нормальные люди в FEPA ?? Уже достали вопросы от людей, почему у гриталона есть бруски в 2000 грит, а у Гриндерман только 1000
Ну, у Гриндермана обозначено в Fepa - F, по аналогии с Борайдами и прочими брусками апексными, поскольку изначально такой типоразмер пошёл из штатов, как и бруски борайд.
Столярные же, ИНФ-АБразив, которые производил не для Гриндермана, а для "Рубанков", а теперь под маркой "Петроградъ" - маркировал в JIS, по аналогии с японскими стационарными брусками, так как столярные - это стационарные бруски. И среди них тоже есть 2000 (не говоря уж что под этой маркой есть японские камни потоньше и тоже в JIS и тоже под маркой Петроградъ - сделанные, кстати, на заводах Суэхиро).
При том, сырьё, что для Гриндермановских, что для "Рубанковских" было одно и то же))
Т.е. произведено по одной системе разделения фракций, насколько мне известно.
Так что указание в любой системе, для брусков производящихся из сырья, происхождения которого мы не знаем точно, может запросто не отвечать действительности, а быть лишь примерно-ориентировочным.
Не припомню, чтобы кто-то озвучивал "в широкие массы", где, у кого и по какому стандарту произведённое зерно закупалось для каких брусков отечественного производства в последние лет 10.
quote:Изначально написано p0nch:
Очевидно, сырье или техпроцесс в JIS.
техпроцесс производства брусков на основе купленного с других производств сырья, не может повлиять на то, каким методом и в соответствии с каким стандартом, был произведён раздел фракций зерна абразива на этих других производствах: "фарш обратно не провернуть"(с)
quote:Изначально написано oldTor:техпроцесс производства брусков на основе купленного с других производств сырья, не может повлиять на то, каким методом и в соответствии с каким стандартом, был произведён раздел фракций зерна абразива на этих других производствах: "фарш обратно не провернуть"(с)
Этот вывод сделан на основании личного опыта или чужого опыта или собственных умозаключений?
А может вам известна история создания производства Гриталон и вы стояли у истоков выбора маркировки размера зерна абразивного материала?
Странный какой то спор. Есть камни Гриталона как данность. Сравните с другими абразивами с похожими заявленными характеристиками. И если посчитаете, что не совпадает обозначение гриталоновских, укажите в чём. А так, спор ради спора.
quote:Изначально написано Шахимат:
...А так, спор ради спора.
Вовсе нет. Мне, например, было бы интересно узнать причину.
А почему вы решили что это спор, а не диалог?
quote:Изначально написано p0nch:
Этот вывод слелан на основании личного опыта или чужого опыта или собственных умозаключений?
На основе знаний о том, как производят абразивный инструмент (как по широко доступной информации из специализированных источников, так и на основе личного общения с некоторыми производителями), чем отличаются разные методы разделения фракций, и на основе элементарной логики.
Допустим, вы производите абразивные бруски. При том сами вы НЕ синтезируете абразив и НЕ занимаетесь разделением его на фракции.
Это, кстати, рядовое положение вещей. Производители сырья часто не изготавливают конечный продукт, а изготовители конечного продукта, сами не синтезируют сырьё всех компонентов и не производят предварительной обработки его. Есть исключения, но это не тот случай.
Поэтому вы выбираете, у какого производителя закупить порошки абразива, уже конкретных фракций, и у какого закупить компоненты для связки и пр.
В зависимости от того, у какого производителя вы закупили абразивный порошок конкретных фракций, сорта, в зависимости от того, по какому методу и стандарту он производит разделение фракций, вы получаете сырьё с конкретными характеристиками по определённому стандарту и допускам этого стандарта.
И в процессе создания брусков из всего этого, у вас эта самая фракция изначальная - никак не меняется.
Да, если у вас плохи дела с технологией, деньгами и отношением к делу, у вас может быть всё плохо с абразивной гигиеной, вы можете допустить повышенную агломерацию частиц и хреновое распределение абразива в связке, помимо прочего, но у вас нет при той же термообработке брусков, таких температур, при которых фракция изменится - погуглите ради интереса порядок температур запекания, скажем, керамической связки, и температуру плавления карбида кремния или электрокорунда. Температура спекания "ближе", но спекание не обязательно обозначает деградацию фракции, как собственно фракции.
Вакуумплотная спечённая керамика тут стоит особняком - это несколько другая история.
Да и даже такой вариант не отменяет того, по какому стандарту было произведено сырьё. Не говоря уж о такой "мелочи", что результат спекания, будет зависеть от того, из сырья, произведённого по какому стандарту и допуску, всё это готовилось.
quote:Изначально написано p0nch:
..
А может вам известна история создания производства Гриталон и вы стояли у истоков выбора маркировки размера зерна абразивного материала?
Немного было известно, но за давностью лет я уже мало что помню. А консультацию о том, в каком стандарте маркировать лучше при дальнейшем производстве и продажах - у меня спрашивали, через одного из первых тестеров этих брусков, напрямую общавшегося с производителем. Правда, похоже, ею не воспользовались)
Я лично - за то, чтобы маркировка всегда соответствовала стандарту исходного сырья. А покупатель, если не понимает - может погуглить, какие обозначения что подразумевают, благо в эпоху интернета это не проблема.
Но когда начинается речь о продажах для широкого круга лиц, как правило, ни черта не смыслящих в том, что "гритность оказывается бывает разная" - то продавец нередко предпочитает либо маркировать сразу в нескольких системах, либо выбирает какую-то одну, которая, по его мнению, лучше подходит массовому потребителю. При том, для продукции на внутренний рынок и для продукции на экспорт - может запросто принять решение делать маркировку одного и того же бруска в разных системах зернистости. Это тоже бывает.
И чем Вас обогатит данная информация? Мне, с моим небогатым опытом, казалось естественным после двухтысячника перейти на Ллин Идвал. Но так как под рукой был другой природник, применил его. Получилось. Значит можно и так. А информация ради информации.... Зачем?
quote:А информация ради информации... . Зачем?
ну информация всегда для чего то, если кто то не реализует полученную инфу в практику, его дело
Но в любом случае информация всегда полезна. К стати я помню, как начинался (появился на рынке) гриталон и обозначения у него были вполне отечественные: М14, М10..
quote:Originally posted by oldTor:
Да, если у вас плохи дела с технологией, деньгами и отношением к делу, у вас может быть всё плохо с абразивной гигиеной, вы можете допустить повышенную агломерацию частиц и хреновое распределение абразива в связке, помимо прочего, но
но это очень маловероятно, что позволит перевести абразив из одной фракции одного стандарта в годную другую фракцию другого стандарта.
Вот именно)
quote:Изначально написано Шахимат:
И чем Вас обогатит данная информация?
За 30 лет я открыл немало производств и , т.к. занимаюсь учётом, не раз сталкивался с большими проблемами на уровне технологов, начальников производств, экономистов, когда закупка, производственные издержки и реализация готового продукта (услуг) происходит в разных единицах измерения. Чаще всего, после жарких споров, баталий, проб и ошибок в итоге возвращались к одной единице. Увы, метод приведения даёт обычно слишком большие погрешности. В теории можно все, а на практике вылезает куча проблем. Вот меня и заинтересовало почему это невозможно.
Исходя из всего выше сказанного, мне стало очень интересно, как решается эта проблема при производстве абразивов, но меня неверно поняли и ответа я так и не получил. Что в общем характерно для диванных специалистов.
quote:Изначально написано Шахимат:
А информация ради информации.... Зачем?
Выше я ответил на ваш вопрос, а теперь позвольте поинтересоваться, почему борцу с излишней информацией понадобилась информация зачем мне эта информация? Или вам как раз и понадобилась самому эта иформация ради информации?
quote:Originally posted by p0nch:
мне стало очень интересно, как решается эта проблема при производстве абразивов, но меня неверно поняли и ответа я так и не получил. Что в общем характерно для диванных специалистов
"В общем характерно для диванных специалистов" не понимать элементарных вещей, которые понятны любому, открывавшему спецификации на абразивы, а именно их распределения по фракциям. Уж на что Ярослав распинался, расписывая все варианты, так не в медведя корм.
+100500
Спасибо за комментарий.
Не удаётся объяснить человеку, что если он приготовил обед из мяса на травяном откорме, то ни при каких обстоятельствах технологического цикла производства обеда из него, оно не превратится в мясо на зерновом.
Но, видимо, это слишком сложно.
Действительно, это немного странно, но человек, который не понимает, о чем вы ему говорите, считает тупым дураком не себя, а вас.
(эффект Даннинга-Крюгера)
Более кратко:
Долб**б не может понять, что он долб**б, потому, что он долб**б.
quote:Изначально написано p0nch:...Исходя из всего выше сказанного, мне стало очень интересно, как решается эта проблема при производстве абразивов, но меня неверно поняли и ответа я так и не получил....
Прочтите эту статью, возможно это ответит на Ваши вопросы.
https://www.ru-chef.ru/blogs/a...%B4%D1%8F%D1%82
quote:Прочтите эту статью, возможно это ответит на Ваши вопросы
Из статьи можно сделать вывод, что привязывать зерно в 20 микрон (а равно как и любое другое), к 600 JIS не правильно. Интересно, а правильно ли тогда привязывать гритность в 600JIS, к зерну в 20 микрон, как это делает Гриталон?
К стати кроме Гриталона, вроде этого больше ни кто не делает, или ошибаюсь?
Вы все меня окончательно запутали.
Попробую уточнить для понимания.
Кто-то из вас знает точно в какой системе измерения зернистости Гриталон закупал первые партии сырья для производства брусков?
quote:Изначально написано vovchiklj:Прочтите эту статью, возможно это ответит на Ваши вопросы.
https://www.ru-chef.ru/blogs/a...%B4%D1%8F%D1%82
Интересно, большое спасибо.
Особенно про шероховатость.
это нужно к Инф абразиву обращаться, в какой системе он ему продал сие сырье
Что не правильно делает Гриталон? У меня на бланке обозначение 2000 grit/7micron. Согласно таблице размер 7 micron находится между 2000 и 2500 grit. Гриталон корректно относит брусок к двухтысячнику, не стараясь отнести его к более мелкой фракции. А старый гриталоновский бланк был с обозначением F600, что вообще по таблице между м10 и м14 или 1200J. То есть всё это всего лишь "вешки" для начала.
quote:Изначально написано tvy61:
...
... Интересно, а правильно ли тогда привязывать гритность в 600JIS, к зерну в 20 микрон, как это делает Гриталон?
А Вы сможете отличить два бруска по одной технологии, с разницей той, что один из ГОСТ зерна, другой из JIS?
quote:Изначально написано p0nch:...Кто-то из вас знает точно в какой системе измерения зернистости Гриталон закупал первые партии сырья для производства брусков?
Вам это зачем?
Связка, структура, количество абразивного материала сыграют большее значение.
Даже получение абразива и его очистка имеет большее значение, чем его отсеивание.
Вообще сомневаюсь, чтобы в России были сита JIS и японский абразивный материал.
quote:Что не правильно делает Гриталон? У меня на бланке обозначение 2000 grit/7micron.
Да все нормально он делает, дает некую привязку не только к японо джису, но и к конкретному размеру зерна, хотя думаю понятно, что в этом бруске зерен именно на 7 микрон, может быть только 10 %, а может и вообще не быть
Сами бруски вполне качественные и рабочие. Просто разговор ушел от темы привязанной именно к Гриталон, в сторону разночтения обозначений..
quote:Originally posted by Шахимат:
У меня на бланке обозначение 2000 grit/7micron. Согласно таблице размер 7 micron находится между 2000 и 2500 grit.
Когда говорят "обозначение такое-то количество грит по стандарту такому-то", имеют в виду не размер абразива. Имеют в виду строго определённые критерии вида ">=ХХ% массы материала просеивается через такое-то сито, но не просеивается через такое-то..." и так про основную фракцию и ряд побочных (более и менее крупных), которых наоборот должно быть не более некоторых цифр. И просто так "перевести" шлифпорошок из одного стандарта в другой нельзя, за исключением редких случаев, когда либо разные обозначения разных стандартов "попадают друг в друга", либо конкретная партия имеет очень хорошую равномерность размеров и прокатывает под другой стандарт (но это нонсенс, поставщику нафиг не уперлось бесплатно делать лишнюю работу по сортировке материала). Никто в своём уме на производстве абразивных брусков и кругов не будет пересортировывать абразивные порошки. Как поступило от поставщика, так и сыплют в "кастрюльку с замесом". Соответственно, буквальный перевод из стандарта в стандарт - нонсенс. Обозначение размера какого-нибудь JIS в мкм носит чисто ориентировочный характер.
quote:Originally posted by tvy61:
понятно, что в этом бруске зерен именно на 7 микрон, может быть только 10 %, а может и вообще не быть
Я вам гарантирую, что их там вообще нет - зерен РОВНО 7,00000000000000000000000000000000 мкм.
quote:Originally posted by psnsergey:
Обозначение размера какого-нибудь JIS в мкм носит чисто ориентировочный характер.
О чём и речь. Просто товарищ непременно хотел точно - "сколько это будет в граммах")))
Получил таки Два новых камня GRITALON AO OIL. На обоих символ масленки, куплены в одном месте в одно время, внешне выглядят совершенно ново и добротно, белого цыета и фаски сняты. Камни одной серии.
Всегда получив новый камень сразу же из коробки проверяю их каплями воды на впитываемость оной.
Камень 10 мкм(1000G), как и положено масляному, не впитывает воду, капля стоит колом будто на стекле. А камень в два раза грубее 600G, воду впитывает сразу и досуха, как в песок уходит.
При погружении в кювету с водой, 1000G разумеется не пузырит, а 600G увы предсказуемо обильно выпускает мелкие пузырики. Для сравнения ровно так же дает пузыри и камушек OA другого производителя, но он и заявлен как водный.
Маслом с таким впитыванием пользоваться невозможно, все равно что камень просто выкинуть.
Опять чтоли обманули? Получается он нихрена не масляный, а водный втюхали, а то и брак.
Подделку практически можно исключить. И путаницу тоже, нет у них в каталоге вообще водных камушков АО. Так что спутать на складе явно не могли. Есть некие более дорогие масляно-водные Sline, но пишут что они с желтым отенком, в тут камни обычно белого цвета.
Пока что буду использовать его с мыльной водой, а что остается делать.
Отзовитесь кто пользуется такими же камушками.
Сегодня вскрывал их на стекле с КК. И опять же предсказуемо, на масляном 1000G появляются характерные липкие катушки, а на якобы 'масляном' 600G поверхность совершенно чистая. Такая же картина проявляется и при финишной их доводке на стекле без КК.
Получаем водный камень по цене масляного. Великолепное приобретение, и на всякий там непонятный СОЖ теперь счастливому покупателю тратиться не придется.
Мне кажется, что все дело в том, что данные камни изначально нифига не под масло. Просто последующий перевод на масло с помощью всякой "химии".
Такой вывод я делаю, по другому поведению тех же Boride Т2, хоть на притирке, хоть в работе. Нет на них, каучуко-подобных катышков и других соплей..
Гриталоны для станка. Правда КК, а не АО. Нет никаких проблем с маслом. Притирал до убирания краской маркировки. Ни с вазелиновым, ни другим маслом "катышков" или каких либо "соплей" нет. Два последних бланка приобретал в 2024 году.
Попробовал новые для себя бруски Gritalon S-Line 240 и 320. Заточка клинка из порошковой стали Elmax:
Продолжил пробы брусков компании Gritalon серии S-Line. Речь пойдёт о бруске 120 грит и о бруске 450 грит (зернистость указана по системе JIS). Обрабатывалась порошковая сталь M390:
Вернулся к пробам по Элмаксу. Бруски Gritalon S-Line 600 и 1000.
Бруски Gritalon серии S-Line созданы на основе электрокорунда/оксида алюминия, но тем не менее, с учётом того, как хорошо они себя показали на некоторых порошковых высоколегированных сталях, я решил попробовать их по стали, которую обычно на электрокорунде обрабатывают только на высокооборотистых станках. А на станках с низкими оборотами или, тем более, вручную - преимущественно на карбиде кремния либо на суперабразивах. Решил взять бруски 600 грит, 2000 и 4000 (зернистость по системе JIS):
https://oldtor.ru/gritalon-s-line-600-2000-4000-hss
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Продолжил пробы брусков компании Gritalon серии S-Line на клинке, который у меня постоянно выступает в качестве тестового, из стали Böhler N690. Бруски взял 800 грит и 4000 грит (указание зернистости по JIS):
https://oldtor.ru/gritalon-s-line-800-4000-n690
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
В завершение проб брусков компании Gritalon серии S-Line на порошковых сталях, решил ещё выполнить финишную заточку клинка из cpm s30v на бруске 4000 грит (зернистость по JIS):
https://oldtor.ru/gritalon-s-line-4000-cpm-s30v
Следующий, более объёмный обзор будет уже про другие стали и со сравнением с другим абразивом, другого производителя.
Спасибо большое, Ярослав!
На здоровье!
Рад, если это пригодится!
Бруски компании Gritalon серии S-Line и бруски фирмы Boride, особенно серии T2, нередко сравнивают между собой в обработке хромистых сталей невысокой твёрдости. Это и понятно: бруски обеих серий - электрокорунд на довольно твёрдой связке, что является рекомендованным выбором для обработки вручную подобных сталей, и те и другие позволяют работать как с водой, так и с маслом. Попробуем провести прямое сравнение:
Ярослав благодарю за сравнение. Т2 хороший ориентир для сравнения. Гриндерман ойл с окрашенной связкой не планируете сравнивать с Т2? было бы интересно узнать Ваше мнение.
На здоровье!
Гриндерман ойл с окрашенной у меня только 240 JIS. Но в этой зернистости, наверное, как раз и имеет, пожалуй, смысл сравнение по некоторым сталям...
По более тонким зернистостям уже не особо - при меньшей зернистости увеличивается роль связки в работе и начнёт всё сильнее играть обычная тенденция: бруски на керамической связке будут работать жёстче и грубее, особенно твёрдые. Будут глубже прорезать РК и фаски. А на полимерной, даже такой плотной, как у Гриндерман ойл - работа будет нежнее и тоньше.
Я учту, при случае сравнение сделаю, но не обещаю, что это будет очень скоро - очень много уже распланированной работы с конкретными сроками.
Пока что планируется сравнение Gritalon S-Line с Борайдами на основе электрокорунда более тонкими.
Продолжая сравнение брусков компании Gritalon серии S-Line с брусками фирмы Boride, на этот раз серии PC, взял следующую пару абразивов: 2000 (JIS) и 900 (Fepa-F). Тестовый клинок - Tramontina Century:
https://oldtor.ru/gritalon-s-l...montina-century
Очень неожиданный результат получился. Когда уже попробуешь и рассмотришь - всё объяснимо и закономерно, но перед пробой даже предположения о таком результате не возникало. Правда, у меня это первый опыт с Борайд PC - очень понравился брусок!
(спасибо уважаемому Андрею Соколову, одолжившему Борайд для сравнительного теста!)
Ярослав, попробуй с маслом.
Спасибо, попробую!
С днём рождения, Ярослав! Я благодарен Вам, за всё что Вы делаете для заточного. Всех благ.
Большое спасибо! Стараюсь!
Все же интересно - масляные бруски КК отличаются ли от КК Гриндермана, Петрограда , Веневцев, Жуков? Или это все дело рук Инф-Абразива? А ведь ещё есть у Борайда относительно новая линейка масляных абразивов КК Cs-Wx.
На форуме вообще есть какое-либо ответственное лицо от Гриталон?
Насколько мне известно, Гриталон ни раньше, ни нынче, не пользовался услугами завода ИНФ-Абразив.
У них было и отдельное производство, и технологи, и источники сырья.
Масляные бруски КК от Гриталон я не пробовал, так что по ним сказать ничего не могу, а водные их КК у меня только уже старые, стационарные. Но отмечу, что в отличие от ИНФ-Абразив, у Гриталон есть и сейчас бруски на основе КК именно зелёного, а не только чёрного, что радует.
По линейке S-Line на основе электрокорунда скажу, что они не похожи на все прочие, несмотря на то, что связка керамическая - в силу специфики пропитки и специфики структуры. Ну т.е. конечно именно тем, что связка керамическая, похожи, но отличаются заметно)
В любом случае, отмечу, что бруски Гриндермановские, которые Oil на основе КК, позволяющие работать и с водой и с маслом (и CLR на основе ОА, и те и другие на полимерных связках)- тоже НЕ произведены ИНФ-Абразив.
Их производит разработчик конкретной полимерной связки, лично.
Бруски под брендом "Петроградъ" - в большой части действительно ИНФ-Абразив, но только водные на основе ОА и КК, а также включая БРИЗ из кварцевого зерна, всё на керамической связке.
При этом, тоньше 4000 JIS (как раз БРИЗ) под маркой "Петроградъ" были одно время импортные бруски, сделанные для них на фабрике Суэхиро в Японии. Но сейчас их что-то не видать.
Также под брендом "Петроградъ" продавались и всякие другие бруски - например, полтавские алмазные на МО связке некоторых типоразмеров.
Добавлю, что бруски ИНФ-Абразив, сделанные для Гриндермана и для "Рубанков" (ныне для "Петроградъ") - не одинаковы. Отличий хватало и продолжает хватать, из самых явных - разность способности к обновлению.
Возвращаясь к Гриталону:
Дмитрий Копчук давно в разделе не "отмечался", по крайней мере не писал, уже не один год.
В качестве "ответственного лица" от фирмы, он никого в разделе не называл, насколько я помню.
Ну S-Line я уже приобрел )
А вот их масляные абразивы КК пока что побаиваюсь брать. Не очень хочется быть подопытным - за свои же кровные )) Очень мало информации про них. А про масляные камни КК Гриндерман картина определенная складывается.
И еще непонятно - как понять и наличие в составе именно зеленого КК? У того же Гриндермана например вся линейка - желтовато-серые абразивы... а у Гриталона - разноцветные, серо-зеленые и белые =)
В описании только и в маркировке. У Гриндермана ещё остались в разделе с разными размерами стационарных те, у которых маркировка начинается с "С" - это зелёный КК. Там где с "B" - это чёрный.
Гриталон - у них в описании на сайте указано к брускам, например - по ссылке:
https://gritalon.ru/product/ka...j-1000-gr-25mm/
там слева снизу страницы в характеристиках:
"Характеристики:
....
Абразивное зерно: Карбид кремния (зеленый, высший сорт).
...."
Цвет брусков карбида кремния на неокрашенных (что чаще всего) связках продиктован оттенком зерна в массе - зелёный чем тоньше, тем светлее и часто может давать довольно большой разброс оттенков от серого до белёсого-желтоватого. Связка тоже влияет и концентрация зерна в ней, кроме того всегда ещё есть такая штука как баланс белого при съёмке и коэффициент цветопередачи источника света.
Вон и Гриталон S-Line в рамках одной серии разных зернистостей не идентичны по оттенку. Факторов много.
Совсем "белых" правда КК не бывает - хотя чистый порошок тонкий можно на фото принять за белый. Но действительно белые бруски - как правило, это электрокорунд на неокрашенной связке.
А вот такие, на основе КК, например:
https://gritalon.ru/product/ka...j-4000-gr-25mm/
Явно светло-серый и вполне типично выглядит такой оттенок для зелёного карбида кремния на керамической связке. В тонком порошке карбида кремния зелёного хватает зёрен очень светлых, а их малый размер способствует малой видимой "окраске".
В более грубых, где более крупные зёрна, зелёный оттенок более глубокий многих зёрен для невооружённого взгляда даёт эту окраску уже более явную.
Это ведь в целом довольно разнообразное зерно по оттенкам и степени просвечиваемости.
Оцените разнообразие -это грубый старый стационарный гриталон под микроскопом, на основе зелёного КК:
 Silicon carbide м100 by oldTor, on Flickr
Silicon carbide м100 by oldTor, on Flickr
А это - грубый ИНФ-Абразивовский на основе чёрного КК:
 Abrasive waterstone K-150-B by oldTor, on Flickr
Abrasive waterstone K-150-B by oldTor, on Flickr
При том с каждым "шагом" зернистости и по мере большего процента видимой связки на поверхности в соотношении с зерном, в котором может быть не особо постоянным соотношение чёрных, зелёных и почти белых зёрен - цветовая палитра хоть немного, но меняется, и для невооружённого взгляда сливается в "общий" какой-то свой оттенок на каждом бруске.
Разница сортов КЗ и КЧ, в т.ч. по цифробуквенным обозначениям, типа 63С, 64С (зелёные) или 53С (чёрный) и пр. - она допускает разный процент примесей в зёрнах, которые определяют и их окраску и некоторый разброс физических свойств - твёрдость/хрупкость и пр.
Поэтому прямо такого уж "единообразия" в окраске быть не может.
Что касается керамических связок - у них состав может отличаться, может чуть отличаться по составу и процентному соотношению сырьё компонентов, а также может отличаться режим термообработки -при одном некоторые компоненты выгорают, при другом нет, или выгорает их больше. Некоторые получают литьём, другие спеканием - тоже есть разности. И всё это тоже влияет на оттенок конечного продукта.
quote:Изначально написано fotoski:
А вот их масляные абразивы КК пока что побаиваюсь брать.А в чём "страх" заключается?
Взял 450J, масло, для "интеграции" в комплект Boride CH-HD. Несколько заточек сделал - никаких вопросов не возникло.
quote:Изначально написано fotoski:
А вот их масляные абразивы КК пока что побаиваюсь брать.А в чём "страх" заключается?
Взял 450J, масло, для "интеграции" в комплект Boride CH-HD. Несколько заточек сделал - никаких вопросов не возникло.
Поясню - опасения связаны с "алкоголизмом" абразивов. У Гриндермана данной проблемы нет - судя по видеообзору Сергея Скрипачева. А вообще, когда выходят абращивы чуть ли не одновременно, хочется конечно же, чтобы были тесты в лоб. Ибо радные производители, разное оборудование, радные идеи и как следствие - разная их реализация.
К примеру, у меня есть Водники КК и ОА от Гриндермана. Мало того, что на апексоиде работать с водой неудобно-во-первых, так во-вторых камни сильно засаливаются. Бодрить приходится чуть ли не после каждого перехода от одного камня к другому... И это во всем диапазоне от #400 до #1000. Смысл моего рассмотрения масляных камней - это увеличить производительность в заточке (да простит меня Ярослав, и это я говорю про заточку на 100% вазелиновом масле )))
quote:Изначально написано oldTor:
В описании только и в маркировке. У Гриндермана ещё остались в разделе с разными размерами стационарных те, у которых маркировка начинается с "С" - это зелёный КК. Там где с "B" - это чёрный.Гриталон - у них в описании на сайте указано к брускам, например - по ссылке:
https://gritalon.ru/product/ka...j-1000-gr-25mm/там слева снизу страницы в характеристиках:
"Характеристики:
....Абразивное зерно: Карбид кремния (зеленый, высший сорт).
...."
Цвет брусков карбида кремния на неокрашенных (что чаще всего) связках продиктован оттенком зерна в массе - зелёный чем тоньше, тем светлее и часто может давать довольно большой разброс оттенков от серого до белёсого-желтоватого. Связка тоже влияет и концентрация зерна в ней, кроме того всегда ещё есть такая штука как баланс белого при съёмке и коэффициент цветопередачи источника света.
Вон и Гриталон S-Line в рамках одной серии разных зернистостей не идентичны по оттенку. Факторов много.
Совсем "белых" правда КК не бывает - хотя чистый порошок тонкий можно на фото принять за белый. Но действительно белые бруски - как правило, это электрокорунд на неокрашенной связке.
А вот такие, на основе КК, например:
https://gritalon.ru/product/ka...j-4000-gr-25mm/Явно светло-серый и вполне типично выглядит такой оттенок для зелёного карбида кремния на керамической связке. В тонком порошке карбида кремния зелёного хватает зёрен очень светлых, а их малый размер способствует малой видимой "окраске".
В более грубых, где более крупные зёрна, зелёный оттенок более глубокий многих зёрен для невооружённого взгляда даёт эту окраску уже более явную.
Это ведь в целом довольно разнообразное зерно по оттенкам и степени просвечиваемости.
Оцените разнообразие -это грубый старый стационарный гриталон под микроскопом, на основе зелёного КК:
Silicon carbide м100 by oldTor, on Flickr
А это - грубый ИНФ-Абразивовский на основе чёрного КК:Abrasive waterstone K-150-B by oldTor, on Flickr
При том с каждым "шагом" зернистости и по мере большего процента видимой связки на поверхности в соотношении с зерном, в котором может быть не особо постоянным соотношение чёрных, зелёных и почти белых зёрен - цветовая палитра хоть немного, но меняется, и для невооружённого взгляда сливается в "общий" какой-то свой оттенок на каждом бруске.
Разница сортов КЗ и КЧ, в т.ч. по цифробуквенным обозначениям, типа 63С, 64С (зелёные) или 53С (чёрный) и пр. - она допускает разный процент примесей в зёрнах, которые определяют и их окраску и некоторый разброс физических свойств - твёрдость/хрупкость и пр.
Поэтому прямо такого уж "единообразия" в окраске быть не может.
Что касается керамических связок - у них состав может отличаться, может чуть отличаться по составу и процентному соотношению сырьё компонентов, а также может отличаться режим термообработки -при одном некоторые компоненты выгорают, при другом нет, или выгорает их больше. Некоторые получают литьём, другие спеканием - тоже есть разности. И всё это тоже влияет на оттенок конечного продукта.
Классные снимки 👍💪 Да, не по глазам текстовая часть была на их сайте. Благодарю за наводку!
quote:Оцените разнообразие -это грубый старый стационарный гриталон под микроскопом, на основе зелёного КК:
оценил
Красота!quote:Поясню - опасения связаны с "алкоголизмом" абразивов. У Гриндермана данной проблемы нет - судя по видеообзору Сергея Скрипачева.
Не совсем так, что у гриталон, что у гриндерман проблема, которая и не совсем то и проблема, примерно одинакова, чем мельче зерно, тем плотнее оно упаковано и тем меньше брусок потребляет масла. В перевернутом виде это вообще сказывается гораздо сильнее, масло просто сносится реж. кромкой после первого/второго прохода и работают лишь жалкие остатки. Отсюда и кажущийся эффект, что масло съел камень. Более того, как я уже писал, КК на масле вообще такое себе удовольствие, в формате бланка для точилки. Если водник быстро снял и смыл весь шлам под струей воды, то с маслом все несколько сложнее, да убирается шлам салфеткой нормально, но для хорошего результата нужно налить на поверхность еще масла, повозить пальцем и только после этого стереть. Потом нужно отмыть пальцы и снова можно работать, и так несколько раз на каждом из камней. Короче, как по мне так гемору не меньше, чем с водником
Я имею в виду бруски КК под масло. Например с ОА маслеными, все это то же присутствует, но в гораздо меньшей степени.quote:Изначально написано fotoski:
К примеру, у меня есть Водники КК и ОА от Гриндермана.
Аналогично. И до некоторого времени они были "основными". В целом, они мне нравятся - просто работают. А вот Chosera и Shapton не прижились в принципе.
quote:Изначально написано fotoski:
Мало того, что на апексоиде работать с водой неудобно-во-первых, так во-вторых камни сильно засаливаются.
Не припомню какого-то катастрофического засаливания...
А на счёт воды... Если грамотно организовать рабочее место, то особых неудобств не было. Я слева от "станка" ставил глубокую кювету и просто отводил шток с камнем практически в неё и брызгал из распылителя водой. Под держателями клинка на столе лежала салфетка. "Болота" на рабочем месте не было.
Но стараюсь, в последнее время, использовать масло. Но не из-за того, что "удобнее". Просто точу не так чтобы часто, и с маслом процесс получается быстрее (меньше городулить надо для организации рабочего места), а я что-то "ленивым" становлюсь.
quote:Изначально написано fotoski:
Ну S-Line я уже приобрел )
А вот их масляные абразивы КК пока что побаиваюсь брать. Не очень хочется быть подопытным - за свои же кровные )) Очень мало информации про них. А про масляные камни КК Гриндерман картина определенная складывается.
И еще непонятно - как понять и наличие в составе именно зеленого КК? У того же Гриндермана например вся линейка - желтовато-серые абразивы... а у Гриталона - разноцветные, серо-зеленые и белые =)
До того как приобрел масляные КК от Гриндермана - перепробовал разное. После приобретения масляного сета КК от Гриндермана - он стал основным и единственным в заточке кухонной Трамонтины \о/
Единственное что - 4000 и 6000 в этом сете я для кухонной нержи перестал использовать - перебор на мой взгляд.
Ну а про заточку бритв - тут уже другой разговор. По мере накопления опыта начинаю склоняться в пользу использования натуральных камней...
Но я пока еще в процесе осознания разницы....
Ну, я про синтетики....
Опять же - работа с суспензией - это вообще отдельная тема, только начал врубаться в тонкости. Но там оказалось все очень интересно!
quote:Изначально написано fotoski:
Поясню - опасения связаны с "алкоголизмом" абразивов. У Гриндермана данной проблемы нет - судя по видеообзору Сергея Скрипачева. А вообще, когда выходят абращивы чуть ли не одновременно, хочется конечно же, чтобы были тесты в лоб. Ибо радные производители, разное оборудование, радные идеи и как следствие - разная их реализация.
К примеру, у меня есть Водники КК и ОА от Гриндермана. Мало того, что на апексоиде работать с водой неудобно-во-первых, так во-вторых камни сильно засаливаются. Бодрить приходится чуть ли не после каждого перехода от одного камня к другому... И это во всем диапазоне от #400 до #1000. Смысл моего рассмотрения масляных камней - это увеличить производительность в заточке (да простит меня Ярослав, и это я говорю про заточку на 100% вазелиновом масле )))
На апексоидах не работаю, но у меня полно брусков такого типа, в т.ч. Гриндермановских "разлива" 10-12 летней давности, используемых как стационарные. Не сильно замечал, чтобы сильно "пили" или засаливались - точнее, это прямо зависело от того, насколько хорошо я их замачиваю.
Вы уверены, что замачивание достаточное?
Тут ещё такое дело -явно сильная засалка обычно проявляется при обработке вязких сталей невысокой твёрдости и при недостаточном замачивании. На каких-нибудь HSS сталях и/или порошках она уже не так заметна и активна, как на чём-то попроще.
Но, конечно, для апекса удобнее масляные.
Хотите наибольшей производительности на апексе на сталях, для которых электрокорунда маловато - лучше возьмите алмазы или даже лучше эльбор, но строго на МО связках, как следует вскрытых травлением или вскройте сами притиркой с травлением в сочетании. Но всё равно, для лучшей производительности, разбавьте вазелиновое масло уайт-спиритом без запаха или бензином для зажигалок, также на не очень грубых брусках, примерно с 10/7 и тоньше будет полезно добавить процентов 10 олеиновой кислоты.
То же оливковое масло первого холодного отжима или, тем более, рафинированное, будет в чистом виде лучше вазелинового. А если неохота разбавлять, что одно, что другое для лучшей текучести, то иногда бывает достаточно помыть перед работой брусок в довольно горячей воде - тогда и эти масла станут менее вязкими. На цикл работы обычно хватает.
quote:Изначально написано Parktronik:До того как приобрел масляные КК от Гриндермана - перепробовал разное. После приобретения масляного сета КК от Гриндермана - он стал основным и единственным в заточке кухонной Трамонтины \о/
Единственное что - 4000 и 6000 в этом сете я для кухонной нержи перестал использовать - перебор на мой взгляд.
Ну а про заточку бритв - тут уже другой разговор. По мере накопления опыта начинаю склоняться в пользу использования натуральных камней...
Но я пока еще в процесе осознания разницы....
Ну, я про синтетики....
Опять же - работа с суспензией - это вообще отдельная тема, только начал врубаться в тонкости. Но там оказалось все очень интересно!
Мне тоже очень понравились эти КК на полимерной. Правда для нержи я предпочитаю на обдирку и средний этап электрокорундовые, ну а на финиш - да, хорошо пошли КК порядка 2000JIS - они сильно тоньше многих "одноклассников" с таким зерном работают. Но для обычной нержавейки на кухне совершенно достаточно, как по мне, так как и чистота обработки на уровне, и риска всё-таки довольно выражена, что важно для сталей с невысоким углеродом и при хроме, преимущественно в твёрдом растворе, и довольно высокая степень остроты достигается.
У меня такой набор "на выездах" отработал летом полноценно:
из серии Grinderman Oil: три на основе электрокорунда, зернистостей 120, 240 и 600 грит по JIS и 2000 JIS брусок на основе карбида кремния), хлопковая стропа с втёртой в неё пастой Luxor на основе электрокорунда со средней точкой фракции 6,5мкм., маленький кусочек смазанной олеиновой кислотой шкурки на основе карбида кремния - для выполнения технологического барьера, не скользящий коврик под бруски и микроскопный окуляр 10х/18 со снятой посадочной 'юбкой' - для оперативного контроля:
https://oldtor.ru/wp-content/u...tochki-0003.jpg
Прекрасно, как раз для разных вюстхофов, трамонтин сенчури и про-мастер, аркосов, рэндаллов, гипфелов и прочей широкоупотребительной кухонной нержавейки.
quote:Originally posted by tvy61:
Отсюда и кажущийся эффект, что масло съел камен
Нет, я не про кажущийся эффект, а про совершенно понятный эффект, когда абразив выпивает масло - еще на глазах. Яркий пример тому - алмаз на МО связке АЗТА 28/20. Сколько не лей - ему все мало.
quote:[B][/B]
quote:Originally posted by tvy61:
Если водник быстро снял и смыл весь шлам под струей воды, то с маслом все несколько сложнее, да убирается шлам салфеткой нормально, но для хорошего результата нужно налить на поверхность еще масла, повозить пальцем и только после этого стереть. Потом нужно отмыть пальцы и снова можно работать, и так несколько раз на каждом из камней. Короче, как по мне так гемору поболее чем с водником Я имею в виду бруски КК под масло. Например с ОА маслеными, все это то же присутствует, но в меньшей степени.
На полноразмерных "лаптях" проблем с водниками вообще не имею, мне тупо проще этим заниматься на кухне рядом с раковиной, например. Мое неудобство с апексными водниками КК и ОА от Гриндермана связаны с:
1. Засаливанием камней на f400-1000 ( в большей степени это характерно для ОА, при условии замачивания абразивов перед началом заточки минут за 5-10 и оставлением камней в воде до применения каждого последующего абразива).
2. Большим износом (ОА использую на китайскую шляпную нержу, КК - по порошкам твёрдостью 64-67. Твёрже еще не было возможности поточить).
А размещение емкости с теплой водой/ мыльным раствором и зубной щеткой для очистки камней рядом со станком - меня вообще не парит. Другое дело, если заточка происходит вне кухни, таскаться с водой через квартиру и тд - уже согласитесь не так удобно, как "просто вытереть пальчиком камень" после использования масляного абразива.
quote:Изначально написано oldTor:На апексоидах не работаю, но у меня полно брусков такого типа, в т.ч. Гриндермановских "разлива" 10-12 летней давности, используемых как стационарные. Не сильно замечал, чтобы сильно "пили" или засаливались - точнее, это прямо зависело от того, насколько хорошо я их замачиваю.
Вы уверены, что замачивание достаточное?
Тут ещё такое дело -явно сильная засалка обычно проявляется при обработке вязких сталей невысокой твёрдости и при недостаточном замачивании. На каких-нибудь HSS сталях и/или порошках она уже не так заметна и активна, как на чём-то попроще.Но, конечно, для апекса удобнее масляные.
Хотите наибольшей производительности на апексе на сталях, для которых электрокорунда маловато - лучше возьмите алмазы или даже лучше эльбор, но строго на МО связках, как следует вскрытых травлением или вскройте сами притиркой с травлением в сочетании. Но всё равно, для лучшей производительности, разбавьте вазелиновое масло уайт-спиритом без запаха или бензином для зажигалок, также на не очень грубых брусках, примерно с 10/7 и тоньше будет полезно добавить процентов 10 олеиновой кислоты.
То же оливковое масло первого холодного отжима или, тем более, рафинированное, будет в чистом виде лучше вазелинового. А если неохота разбавлять, что одно, что другое для лучшей текучести, то иногда бывает достаточно помыть перед работой брусок в довольно горячей воде - тогда и эти масла станут менее вязкими. На цикл работы обычно хватает.
Ярослав, замачиваю камни считаю более, чем достаточное время. Апексные бруски замачиваю за 5-10 минут до начала заточки и оставляю их в воде до использования каждого последующего. Но получается самый "тонкий" камень на 1000 наверное самый грязный. Хотя замачивается в любом случае дольше остальных. Фотку если не забуду - скину. Единственный момент - это использую преимущественно на мягкой кухонной китайской нержавейке, на твердосплавах ни разу не испытывал, может попробую как-нибудь... Хотя зачем, если там будет уже масляный Gritalon S-Line, ради эксперимента если только)
Алмазы на МО связке имею от фирмы АЗТА:
100/80, 63/50, 28/20. И если на "обдире" абразивы 100/80 и 63/50 на вазелиновом масле, меня полностью устраивали в том числе и скоростью работы, то 28/20 меня не устраивает своим безудержным аппетитом по отношению к смачиванию (пробовал масла: вазелиновое, оливковое, Джонсон бэби. На вазелиновом - медленно, но не так сильно пьёт, на оливковом и джонсоне - пьет сильно, но чистит лучше). Поэтому недавно приобрел Полтавский эльбор на МО связке М1001, мне он понравился много больше чем аналогичной гритности алмаз от азта (он у меня работал пока что только на джонсоне, скорость работы показалась не ниже как минимум).
В целом хочу еще эльбор 63/50 или 48/20 взять от Полтавы. Но немного погодя. Сперва поэкспериментирую с жидкостями, которые кстати я уже приобрел и обязательно опишу свой опыт. Про вскрытие травлением первый раз слышу, знаю только способы на стеклах/плитах. Свои алмазные на МО связке бросал на стекло и слой заводского спекшегося слоя удалялся довольно не быстро, но стало значительно лучше, чем до вскрытия. А вот эльбор на МО связке заработал прям из "коробки". Не удивлюсь, если и он заработает ещё лучше, если как следует притереть хотя бы на порошке КК на стекле.
А на 14/10, 10/7, 7/5 пользуюсь уже алмазными брусками на каучуковой основе от TsProf. Думаю, они универсальнее чем на МО связке в заточной и доводочной гритности и при том должны быть более деликатными. 10/7 самый мало используемый. Или его заменить на какой-нибудь 3/2, или вовсе продать.
Ну конечно масляный брусок не должен всасывать в себя масло, иначе это становится уже проблемой. И само собой, работа водниками удобна при наличии рядом крана с водой. Тут не поспоришь))
Значит дело в мягкой нерже. Для неё предпочтительнее бруски на основе электрокорунда и на связке довольно твёрдой. КК на ней и электрокорунд на связках не особо твёрдой засаливание получают вполне закономерно довольно сильное и форму держат хуже.
Вскрытие травлением - типичный способ вскрытия МО связок, в частности полтавский завод продаёт уже вскрытые именно таким образом (по крайней мере раньше продавал - у меня вся их продукция на таких связках была "из коробки" вскрыта именно так).
Как его делать в домашних условиях, комбинируя с притиркой на суспензии свободного зерна, писал тут:
https://oldtor.ru/obsluzhivanie-bruskov
МО связки в принципе там, где важен в первую очередь съём, выигрывают у полимерных (каучук, фенолформальдегид и пр.), но вы совершенно правы, что для финишных этапов целесообразнее именно полимерные связки и что суперабразивы на таких связках работают деликатнее - условно, "на 1-2" шага зернистости или около того, в зависимости от ситуации.
О выборе связок суперабразивов для разных этапов писал тут и там же приводил сравнительную таблицу производительности в зависимости, в первую очередь, от связки:
https://oldtor.ru/vybor-svjazki-superabrazivov
Правда, производительность зависит и от концентрации зерна. Сравнение по этому поводу приводил тут:
https://oldtor.ru/abrasive-grain-concentration
Впрочем, в данной теме это уже оффтоп...
Так что возвращаемся к Гриталонам:
вот как раз по мягкой нерже, а не только по многим ледебуритным сталям, серия S-Line будет более целесообразна - и "кушает" с аппетитом и засалка не слишком сильна. Кроме, разве что, конкретно бруска 450 грит - его производитель делал несколько менее твёрдым, чтобы он оперативнее зачищал следы обработки более грубых брусков, по сталям потвёрже. Поэтому на тех, что помягче и повязче, засалка на нём может проявляться сильнее, чем на остальных в серии.
Вообще, Дмитрий мне говорил, что задача создания этой серии была в том, чтобы работать с довольно широким спектром сталей и в т.ч. как с обычными высоколегированными сталями типа VG-10, 440с, N690, так и с порошковыми высоколегированными некоторыми - не с "ванадиевыми монстрами", для которых всё-таки нужен КК или суперабразивы, но при том по всяким s30v, elmax, s35vn, m390 чтобы бруски справлялись хорошо. Собственно, поэтому я и тестировал их по подобным сталям. С обычными нержавейками они тем более справляются ещё легче и проще, в общем характеристики связки удовлетворяют требованиям для всего вышеозвученного и подобного.
quote:Originally posted by oldTor:
Впрочем, в данной теме это уже оффтоп...
Так что возвращаемся к Гриталонам:
вот как раз по мягкой нерже, а не только по многим ледебуритным сталям, серия S-Line будет более целесообразна - и "кушает" с аппетитом и засалка не слишком сильна. Кроме, разве что, конкретно бруска 450 грит - его производитель делал несколько менее твёрдым, чтобы он оперативнее зачищал следы обработки более грубых брусков, по сталям потвёрже. Поэтому на тех, что помягче и повязче, засалка на нём может проявляться сильнее, чем на остальных в серии.Вообще, Дмитрий мне говорил, что задача создания этой серии была в том, чтобы работать с довольно широким спектром сталей и в т.ч. как с обычными высоколегированными сталями типа VG-10, 440с, N690, так и с порошковыми высоколегированными некоторыми - не с "ванадиевыми монстрами", для которых всё-таки нужен КК или суперабразивы, но при том по всяким s30v, elmax, s35vn, m390 чтобы бруски справлялись хорошо. Собственно, поэтому я и тестировал их по подобным сталям. С обычными нержавейками они тем более справляются ещё легче и проще, в общем характеристики связки удовлетворяют требованиям для всего вышеозвученного и подобного
Согласен про оффтоп.
S-Line я и брал больше в качестве альтернативы покупки Борайда серии Т2. Хоть у меня и есть 2 камня от Борайд Т2 на f600 и на f1000, посчитал максимально нецелесообразным приобретать всю линейку хотя бы из-за дороговизны абразивов и тоже немалой выработки особенно их грубых абразивов. Т2 я использую как раз по более менее "не шляпным" ножам и там меня их поведение вполне устраивает.
Что касается серии s-line , то я не заказал весь сет, а именно: камни 450 800 я не стал заказывать... Ну если не будет хватать, то дозакажу потом и их )
quote:Originally posted by oldTor:
маленький кусочек смазанной олеиновой кислотой шкурки на основе карбида кремния - для выполнения технологического барьера
Ярослав, а на каком этапе делаете ТБ на этом сете?
ТБ я делаю в зависимости от ситуации с конкретным клинком - в зависимости от того, в каком состоянии износа он попадает в заточку, и от того, как ведёт себя в обработке.
Если износ грубый и неравномерный, то часто перед заточкой нужно сначала выровнять линию режущей кромки, для чего не всегда вообще хватает тонкой шкурочки и нужно что-то погрубее, другое дело, что это и не совсем техбарьер - собственный дефектный слой такое выправление на грубом абразиве тоже создаёт.
Ну а в процессе уже заточки - как написал выше - по ситуации.
quote:Originally posted by oldTor:
из серии Grinderman Oil: три на основе электрокорунда, зернистостей 120, 240 и 600 грит по JIS и 2000 JIS брусок на основе карбида кремния)
Ярослав, еще пара вопросов по этой теме:
- почему у вас в этом наборе 2000 КК а не АО из той же серии?
- можно ваше мнение о серии S Line в сравнении с масляными АО от Гриндермана включая новую серию CLR?
1. Потому что электрокорундовые подобной зернистости и тоньше, из этой серии, у меня в стационарном типоразмере, что в наборе "для правки на выезде" мне неудобно. А поскольку связка полимерная, то и КК на ней при уже такой зернистости ведёт себя не слишком агрессивно для нержавеек низкой и средней твёрдости.
2. Керамическая связка у S-Line даёт некоторое преимущество в производительности при обработке более твёрдых сталей с более богатой лигатурой, что в принципе закономерно при сравнении абразивов с одинаковым типом зерна, но на разной связке - керамической и полимерной. Полимерная работает понежнее, особенно на тонких этапах. Зато керамическая несколько активнее снимает на грубых и средних. В зависимости от стали и этапа - в принципе на условно "средних этапах" заточки иной раз разницу в работе можно и не ощутить. Она больше будет зависеть о того, какую притирку сообщили какому из сравниваемых брусков и как давно - т.е. насколько он успел "устать" или нет.
Второй раз уже такое, отпишусь. Покупал на Озоне через знакомого водные к.к.гриталон, 320 и 120. Оба раза пришли без маркировки с рабочей стороны. До этого на сайте производителя человеку брали #220, 600,1000 - эти с маркировкой. Муха не сидела, "минт". На моих с виду как "следы пользования". Полистал отзывы на Озоне, случай не единичный уже. Производитель (продавец "Gritalon") пишет что-то вроде "следы керамического обжига". Мол нормально всё, бывает. Камни рабочие, но вот сравнить к сожалению не с чем.
Не хочу фантазировать, насколько мои " печеньки" не хуже, а может даже и лучше других, нормальных,но так дела не делаются. Мне до балды, лишь бы работали. А если бы не себе, а в подарок человеку брал. Поверь, это не я их до черноты затер.
Я за отечественного производителя.
Гриталону минус. Пусть пишет чем торгует. Дешевле это будет или дороже (электричества больше сожгли) не моего ума дело.
Гриндерману минус. В прошлом году задавал вопрос в его теме, дублировал в личку, дублировал на электронку. Ответа не дождался. Появляется в своей теме только чтоб спасибо за хороший отзыв сказать.
Продавцам с Ганзы, с коими имел дело - Плюс. Вот они действительно молодцы. Сколько понабирал всего за эти годы, только хорошее о них сказать могу. И с чистой совестью рекомендовать.
Добрый день! Сразу прошу прощения за свой возможно профанский вопрос, но я новичок в этой области.
Скажите а кто-то слышал, видел, использовал сет из 9 камней от Gritalon на воде с маркировкой ПК. На их сайте информации нет, а камни есть..... Может просто я чего то не понимаю.....
вот фотки камней.
хм.. я обозначение "ПК" вижу впервые. Тут напрягает другое, зачем сет из 9 камней? 5 штук для любых ножевых задач достаточно.
они в подарок положили
покупал у них М1 МАХ положили в подарок: эти камни, 4 L переходника, и 2 филейных зажима. В дополнении к цельно фрезерованным зажимам.
quote:покупал у них М1 МАХ положили в подарок: эти камни, 4 L переходника, и 2 филейных зажима. В дополнении к цельно фрезерованным зажимам.
Тогда респект конторе
ИИ пишет, что водный камень Gritalon "ПК" это абразивный брусок на основе Карбида Кремния. Но почему у них на сайте его нет?????
Мнение по поводу Gritalon следующее:
- обновлением сайта не кто заниматься не хочет
- Точильные системы продают без инструкций (не все покупатели "ЗУБРЫ" в этом деле)
Хотя машинкой очень доволен..... только настраивал с помощью интернета мину 40... а была бы инструкция заняло 15 мин.
С первого раза получилось заточить японский шеф так, как он новым не резал.
quote:получилось заточить японский шеф так, как он новым не резал
Видимо шеф все таки не японский
quote:Изначально написано tvy61:
Видимо шеф все таки не японский
Ну не знаю покупал на ул Плеханова в магазине Японские ножи. Лет 12 назад.
![]()
вот тут, (НЕ реклама)
Акцент в обзоре не собственно на Гриталонах, но заточка клинка выполнялась именно на них - серии S-Line.
1000 резов клинком из стали 440C - стойкость остроты, степень и характер износа:
Продолжаю тестировать клинки, заточенные на брусках Гриталон:
Продолжая цикл обзоров о 1000 резов инструментом из разных сталей при удержании первоначальной высокой степени остроты, в сегодняшнем обзоре разбираю специфику износа клинка из стали 8Cr13MoV с заявленной твёрдостью 58HRC после теста на рез полуторца берёзовой древесины:
quote:posted by oldTor:
Продолжаю тестировать клинки, заточенные на брусках Гриталон:
Спасибо, интересно, особенно хороши снимки с протравленной фаской в одном и том же месте в тесте 440С - до и после.
quote:posted by oldTor:
клинка из стали 8Cr13MoV с заявленной твёрдостью 58HRC
Тут, конечно, хочется спросить: а кем заявлено? Просто, исходя из специфики этого ножа (подделка неизвестного производства), вряд ли какой-то источник этой информации будет валиден, никто ничего не знает. По снимках и правда, на 8Cr13MoV не сильно похоже, уж больно карбиды мелкие, и вполне возможно, что там какая-нибудь 5Cr15MoV.
Хотя, есть вот такой снимок 8Cr13Mov
И набор снимком других китайских сталей из этой статьи https://www.mdpi.com/1996-1944/16/15/5375
3Cr13
5Cr15MoV
![]()
7Cr17MoV
![]()
9Cr18MoV
![]()
![]()
На здоровье!
В данном случае у меня были кое-какие основания вполне доверять информации от продавца.
Спасибо за иллюстрации и информацию!
Надо мне всё-таки собраться и сделать нормальный шлиф этого клинка и попробовать разное травление и разными средствами...
Кроме того у меня есть "безвопросная" Аus-8, можно с ней в принципе сравнить, сделав такие же шлифы и с идентичным травлением. В общем - надо покопаться, поработать...
Я сделал нормальный шлиф и по результатам всё-таки склонен полагать, что сталь соответствует заявленной.
В сегодняшнем кратком обзоре представлены несколько снимков структуры клинка с заявленной сталью 8Cr13MoV:
quote:Изначально написано oldTor:
Я сделал нормальный шлиф и по результатам всё-таки склонен полагать, что сталь соответствует заявленной.В сегодняшнем кратком обзоре представлены несколько снимков структуры клинка с заявленной сталью 8Cr13MoV:
Спасибо.
quote:
Я отшлифовал и отполировал фрагмент спуска клинка, обезжирил ацетоном и сначала выполнил травление 4‑процентным раствором азотной кислоты в этиловом спирте: весьма распространённым и, можно сказать, 'классическим' травителем. Несмотря на экспозицию практически в два раза длиннее рекомендованной в некоторой специальной литературе, меня не устроил результат, так как я смог только наблюдать границы зёрен, а мне было нужно травление именно 'на карбиды'
А фотографии после травления на зерно есть? Я как то никогда не считал размер зерна стали, но тут на вскидку в среднем 20 мкм. Было бы интересно посчитать.
На здоровье!
Нет, я не стал снимать. Но зёрна ведь и на этих снимках достаточно хорошо заметны.
Например, на первом с масштабной шкалой - я не подсчитывал, но в среднем по грубой прикидке да - примерно 18-25мкм.
quote:Изначально написано oldTor:
На здоровье!
Нет, я не стал снимать. Но зёрна ведь и на этих снимках достаточно хорошо заметны.Например, на первом с масштабной шкалой - я не подсчитывал, но в среднем по грубой прикидке да - примерно 18-25мкм.
Ну тогда "на глаз" будем считать что зерно там 8-9 и считать что сильно криминала нет. Обычно, например в даташитах от Udelholm приводятся значения на разные стали с размером 9-10.
![]()
![]()
![]()
![]()
Полагаю, да. Спасибо за комментарии!