Заточка режущего инструмента
камни grinderman эксплуатация - настольные кк
Продолжил пробы новинок от ИНФ-Абразив.
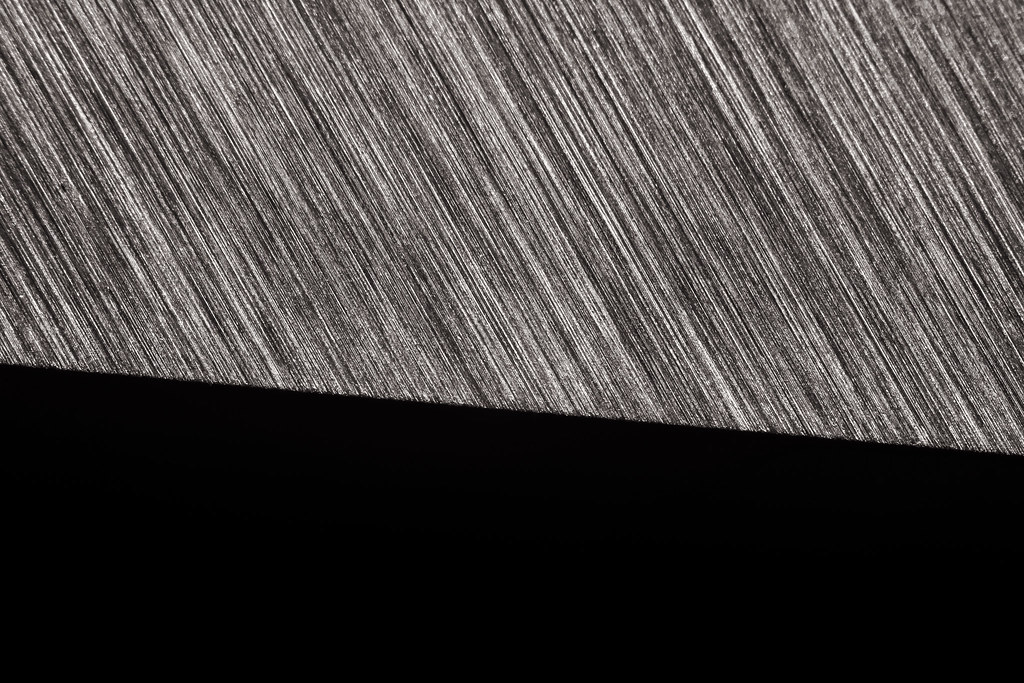
Бруски B600VL и B1000VL. Фото каждого и микрофото их рабочих поверхностей (микрофото с Carl Zeiss Jena GF-Planachromat 12.5x/0.25 Microscope objective. 1,83мм. по горизонтали кадра. - с теми же параметрами, ниже будут снимки результатов проб этих брусков).




Попробовал по разным сталям B600VL и пока что мнение составил такое, что этот камень лучше всего подойдёт для..... столярного инструмента из углеродистых сталей или низколегированных инструменталок. Мне, надо сказать, он в таком качестве понравился больше чем B600VM и.. даже больше бруска Петроградъ Whetstone I-1000-VB. Работает более производительно, нежели Петроградъ, лучше держит форму и хотя работа самую чуточку грубее, то зато мне проще удалось получить очень хорошую однородность по большому пятну контакта - спинка стамески. Что касаемо фаски - если затачивать вручную и чуть корректировать геометрию, то на этом бруске это получается лучше, проще и быстрее, чем на Петрограде, на котором всё-таки лучше бы взять для этого приспособу, иначе высока вероятность "зарыться" и насажать ямок на камне.
По сравнению с B600VM работа по стамеске оказалась менее агрессивной - риска менее глубокая и однородность обработки выше, причём заметно.
А вот при заточке ножей - ситуация почти что обратная. B600VL что по не особо твёрдой углеродке, что по нержавейке (до 58-59HRC включительно) показал хотя и просто шикарную производительность, но однородность обработки даже по широким (по ножевым меркам) фаскам - "на грани". По крайней мере на мой взгляд. Т.е. после него мне потребовалось в обязательном порядке выполнять технологический барьер, чего можно было не делать на тех же сталях после B600VM.
Воду на поверхности данный B600VL удерживал тоже похуже. Хотя, при том, позволял работать почти без выделения суспензии, при необходимости. Форму держит не хуже, как по мне. Оценить вышесказанное касаемо ножей, можно сравнив микрофото ниже и результаты работы на B600VM в обзоре по нему.
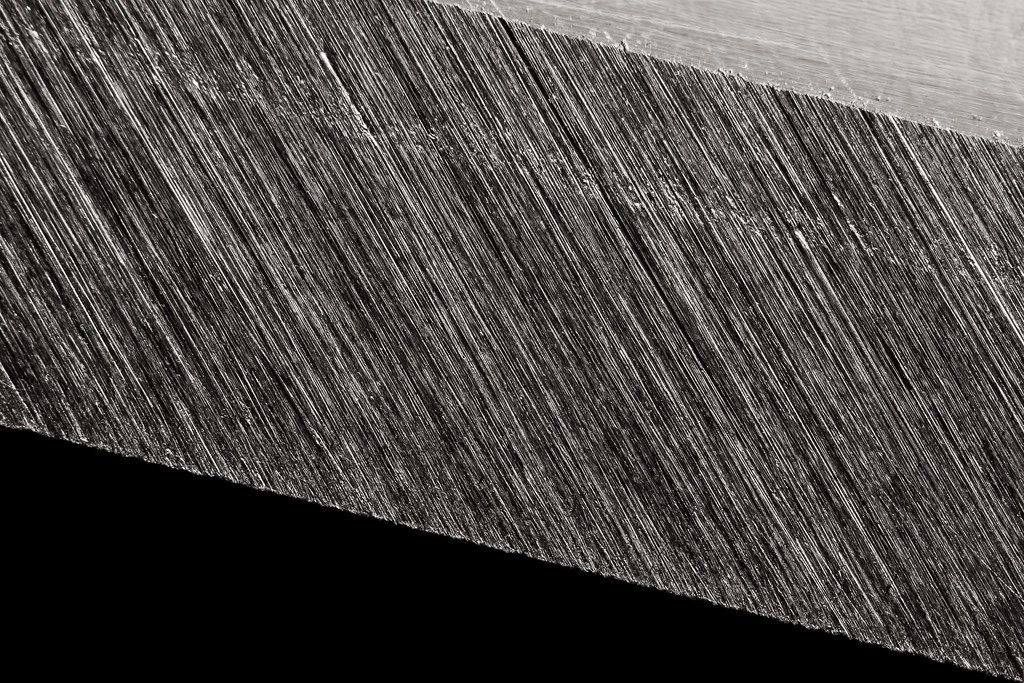 Sharpening AUS8 steel on Whetstone B600VL micro
Sharpening AUS8 steel on Whetstone B600VL micro
Производительность сопоставима, ну может на B600VL чуть выше, ну и шероховатость на такую же чуточку - грубее. На кромке же однородность ногтевым тестом заметно хуже. Но, собственно, если учесть, что бруски на основе карбида кремния в принципе не особо для нержавеек, для которых предпочтительнее абразивы на основе электрокорунда, то можно назвать результат вполне ожидаемым и удачным хотя бы по производительности и удержанию бруском геометрии.
По более твёрдым высоколегированным сталям он работает аккуратнее и более однородно, cpm s35vn, elmax - разница с B600VM мне не показалась заметной. В общем его явное преимущество у меня пока выявилось при работе с углеродками и инструменталками и при работе по значительному пятну контакта - вот в этом он мне очень понравился.
Теперь перейду к работе B1000VL. Я не зря объединил обзоры по этим брускам, так как важен момент соотношения шага зернистости и при том - шага тонкости обработки. Так вот - она невелика. И чем мягче и "проще" сталь - тем разница ниже. Т.е. по оставляемой шероховатости разница меньше, чем разница в производительности этой пары. По более твёрдым и высоколегированным сталям эта разница начинает проявляться заметнее.
Вот результат работы на нём по стали Aus-8:
 Sharpening AUS8 steel on Whetstone B1000VL micro
Sharpening AUS8 steel on Whetstone B1000VL micro
Вот - результат по элмаксу:
 Sharpening ELMAX steel on Whetstone B1000VL micro
Sharpening ELMAX steel on Whetstone B1000VL micro
Можно сравнить результат по элмаксу с результатом по нему же на бруске B600VM в обзоре по нему и тоже увидеть сходное соотношение обработок.
Воду, кстати, B1000VL держит на поверхности лучше, чем 600. Не знаю, может это, как и некоторые другие моменты, связано с некоторым разбросом в партиях - а какой-то разброс всегда есть, полагаю, но вот с конкретными брусками это так.
В целом, возникает вопрос - каково место в сете бруска B1000VL?
Я бы сказал, что брать и 600 и 1000 - актуально только при работе на достаточно твёрдых сталях и при работе по большому пятну контакта. Если брать для ножей из простеньких сталей невысокой твёрдости, то особого смысла не вижу - на 600 можно получить практически то же самое и быстрее. Но если добирать бруски в сет с целью подточки\правки с менее грубого этапа обработки, где и не нужно снимать особо много - тогда 1000 впишется вполне удачно. Ну и конечно, переход с него на более тонкие бруски и камни предпочтительнее, нежели с 600.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Приветствую! Подскажите, чем отличается С600vl от с600vn? Кстати vl на сайте Андрея не нашел!
quote:Originally posted by darki83:
Приветствую! Подскажите, чем отличается С600vl от с600vn? Кстати vl на сайте Андрея не нашел!
Если не ошибаюсь, C600VN твёрже.
По работе vl просто отличнейший! Может сняли с производства?
Попробовал в работе 1000VK. (Серый цвет)
Твердость и износостойкость подходящие. Суспензии мало так что камень дает светлую риску. Для меня это критично на этапе доводки, чтобы видеть не проработанные места. Скорость работы камня очень хорошая. Без проблем переход с 1200 кинга, на него. В качестве эксперимента перешел с бинсуи сразу на него. Это тоже возможно. Работу это удлиняет не сильно.
Тактильные ощущения отличные.
Переход на 4000 с этого камня так же нормальный, без каких либо проблем.
Нестандартное использование этого же камня в реконструкторском деле для огранки полудрагоценных камней. Выяснил опытным путем что 1000 камень отлично подходит для чистовой шлифовки перед полировкой камня. В данном случае это гранат альмандин.
Такие вставки применяются для реконструкции ювелирных изделий периода ВПН.
quote:Изначально написано oldTor:
Попробовал снять видеоролик о ручной заточке ножа из Elmax на брусках F320 и С600VM
Думаю купить именно эти два камня для заточки всего кухонного и нержавейки. Я новичок.
У Гриндермана сейчас нет камней именно с такой маркировкой.
Маркировка изменилась или нужно подождать? Поясните пожалуйста
Это уже так давно было, маркировка менялась, менялся состав и твёрдость связки, я не слежу за текущей ситуаций и изменениями в продукции, посмотрите пост 867 по ссылке, и уточняющие вопросы о текущей ситуации лучше всего там же задать:
forummessage/224/16
Если Вам сугубо под нержавейки, причём мягкие преимущественно, то имеет смысл брать абразивы конкретно под нержу. Карбид кремниевые же вышеуказанные хотя и позволяют нормально с ней работать, но F320 несколько мягковат для мягких нержавеек, это пара камней под более универсальные задачи в т.ч. под стали потвёрже, с высоким углеродом и как следует напичканные лигатурой, в т.ч. быстрорезы и порошковые стали.
Так что если у Вас помимо нержи ещё и из мехпил ножи, из х12мф и подобного - то да, КК я бы взял. Если преимущественно нержа и низколегированные инструменталки малой и средней твёрдости, то предпочтительнее ОА на связке потвёрже.
В частности, один из последних обзоров тогдашних новинок, у меня был про B600VM - можно глянуть в посте 109 по ссылке, там я как раз писал о его отличиях с С600VM:
https://www.myabrasive.ru/foru...t=169&start=100
Далее в теме по ссылке, в посте 112 есть обзоры на B600VL и B1000VL
Вот что значит редко бывать в разделе - эти обзоры есть на предыдущей странице этой темы))) Запамятовал..
Господа, сегодня забрал новые камушки.
Только дома заметил небольшую несостыковку в маркировке и бланке заказа.
В заказе написано "B600VL", а на камне "C600VL".
Быстрый поиск по форуму говорит, что разнится лишь материал абразивных зёрен.
На меня как пользователя это как-то влияет или не можно не напрягаться?
P.S. Не знаю почему ганза картинку переворачивает.
![]()
Модель: КТВ (KK) 50х25х150мм. Правда я 1000-ый покупал.
А на камне С1000VL
У меня С600VL в апексном формате, работает прекрасно, так что не пугайтесь )
У меня из камня лезет пена, когда лежит в воде, ничего не происходит, а как вытаскиваешь из воды, пена прёт дуром

Процесс хим. реакции только с одной стороны камня и с одного края.
Есть предположение, что это сода, а как от этого избавится?
Камень Greenderman B1000VK настольного формата
quote:Originally posted by tvy61:
У меня из камня лезет пена
Доброго времени суток.
Такого феномена ещё не наблюдали, будем разбираться. Если портит работу - заменим. Пока даже гипотезы нет о причине такого явления.
Очевидный вопрос напрашивается - это с магазина такое поведение или в работе были нестандартные СОЖ?
Слышал, некоторые люди мешали воду+соду как СОЖ для предотвращения коррозии затачиваемого инструмента.
quote:Originally posted by mrazi:
Очевидный вопрос напрашивается - это с магазина такое поведение или в работе были нестандартные СОЖ?
Слышал, некоторые люди мешали воду+соду как СОЖ для предотвращения коррозии затачиваемого инструмента.
По совету Николая, когда столкнулся с черной плесенью на брусках, я их отмывал, притирал, высушивал и пропитывал перенасыщенным раствором питьевой соды. После высыхания - просто промывал поверхность и все. никаких проблем с пеной у меня не возникало. Возможно, при попадании кислой воды, будет выходить газ, в том числе с пеной, но это уже химия. Я больше склоняюсь к щелочной среде, типа соды или мыла.
Единственный неожиданный момент с пропитанными содой брусками - когда лежат в сухом виде на застекленном балконе, те. возможно регулярное изменение влажности воздуха, бруски могут покрываться тончайшими пушистыми кристаллами соды. Лечится простым мытьем под краном, сода может повторно выступить через несколько месяцев, не раньше. Первый раз, когда столкнулся с пушистыми брусками, думал они совсем заплесневели, но оказалось это обычная сода. После такой пропитки, бруски больше никогда не плесневеют и не пахнут плесенью! Для меня это главное.
ps. пишу о полноразмерных брусках ОА и КК.
------
Stay home. Stay safe. Save lives.
О, так не у меня одного чёрная плесень была?
Хранил камни на открытой полке, завёрнутыми в чистую ткань. Появилась плесень при частом использовании, когда просыхать не успевали.
Заметил быстро, устранил зубной щёткой и чистой водой и длительной просушкой.
С тех пор камни переехали в закрытый шкаф, сохнут стоя на ребре на подложке из вспенённого полиэтилена.
Все кроме тысячника - голые, тысячник всё же заворачиваю в тонкий носовой платок против пыли и шерстинок на рабочей поверхности.
quote:Очевидный вопрос напрашивается - это с магазина такое поведение или в работе были нестандартные СОЖ?
Камень новый. Думаю этим все сказано ))
Если интересно вот видео:
quote:будем разбираться. Если портит работу - заменим.
Не, не портит.. Да и вообще по рекомендации Андрея, я подержал камень в воде пару суток и все прошло..
В общем точу и радуюсь
Это всегда приятно слышать (ну или читать).
Тем не менее загадка осталась. Хотелось бы понять причину.
КК F600 75х200х15 Отличный камень, один из первых.
quote:Изначально написано Вишер:
КК F600 75х200х15 Отличный камень, один из первых.
Кто старое помянет ... а забудет - оба.
Новые всё же получше
quote:Новые всё же получше
Вот не особо давно, ктото новый ОА выкладывал, весь , как простым карандашом закрашеный от шлама.
Второй вопрос, вы же свои камни в трейд ин не берете, чтобы новый купить, а износить его не скоро выйдет.
Ну от шлама вообще ни один самый распрекрасный абразивный камень не застрахован при неправильном применении.
Попробуйте отработать на ОА и потом его очистить. Уверяю, это не просто и обычными средствами его не очистить. Нужно соблюдать некоторые правила при работе и камень будет чистым
.
Переубедил за 2,5 часа.
Именно, нужно соблюдать правила, а не валить все на изготовителя. Ибо идеальную на любой случай (сталь, ТО, площадь контакта/давление, смазку...) связку и структуру не подберёшь.Мне нравится ОА инфабразив, по работе и износостойкости отличный камень, один из основных в моем сете.
Только вот мелких зернистостей ОА у них давно уже нет...
Для этого есть порошки и притиры, природники есть.
Я как-то разжился порошком АО F1200. Вполне себе хватает
Да я не спорю, что много чего есть. Я говорил о том, чего нет.
В принципе Ифабразив верную политику ведет, лезть в килогриты надо после валидации процессов производства к такому продукту. Если реального спроса на него нет, зачем изгаляться? Валидация денег стоит, МБ больше , чем прибыль от высокогритных камней за 3 года.
Если пр-во таких камней наладят, продадут мб десятка 3, дальше пойдет всякий холивар на тему , что импорт лучше.
Ну во-первых, я вёл речь за то, что у них сейчас даже F1000 ОА нет и близко [upd: речь о лаптях]. КК есть. Вот об этом. До 1000 там ещё не надо особых танцев с бубном, чтобы добиться хорошей однородности замеса и формовки.
Во-вторых, насчёт 3 десятков это несерьёзно. При хороших отзывах и невысокой цене речь о тысячах пойдёт. Импорт нынче кусается с таким курсом валют, и никаких поводов к перелому тенденции нет.
А в-третьих, это называется изучение рынка, а не валидация производства.
quote:Изначально написано psnsergey:
Ну во-первых, я вёл речь за то, что у них сейчас даже F1000 ОА нет и близко. КК есть. Вот об этом. До 1000 там ещё не надо особых танцев с бубном, чтобы добиться хорошей однородности замеса и формовки...
Вообще-то F1000 ОА по крайней мере в апексном формате есть уже несколько лет. Другое дело, что как я понял - хочется делать камни разной твёрдости и плотности и открытости структуры - чтобы под разные стали. Но уже с F800 - с этим сложности возникают много у каких производителей: я пробовал разные и серийно выпускающиеся и экспериментальные бруски и там хватает проблем. Размешивание и формовка далеко не самая большая проблема, скорее наименьшая (её только китайцы не могут победить никак)
Вот режимы термообработки, время вылёживания, соотношение этих параметров - куда труднее. И процент полезного продукта на выходе. Это если вкратце.
Если смотреть аналоги забугорные - японцы практически во все успешные и качественные абразивы такой зернистости, вводят полимеры в связку. Американцы - какие-то свои хитрости со связками делают - специфические пропитки и особенности режимов.
Если взять заводы которые делали в СССР и на постсоветском пространстве бруски тоньше м7, используя тот же подход к связке и структуре, что и на более крупнозернистых - то можно назвать удачные лишь единичные модели среди и так весьма скромного ряда брусков. Всё-таки, на зерне тоньше м10 - м7 явно нужен уже иной подход. Видимо, нельзя просто уменьшать размер зерна, сохраняя без изменения всё остальное - есть некий порог, после которого такой подход перестаёт работать хорошо.
А уж тоньше м5 вообще практически не найти. Так что получается, что уже с м7-м5 нужен другой подход и к составу и к режимам. А это трудно - никто технологиями просто так делиться не станет, и ещё неизвестно какого оснащения потребует такая технология.
Из того, что делается сейчас - взять те же гриталоны м3 или ИСМ м5 (если, конечно их ещё делают, я заказывал года 3-4 наверное назад и какова сейчас ситуация - не в курсе) у которых в целом всё "вроде норм", но разброс параметров сразу на таких фракциях увеличивается от партии к партии и соотношение производительности и однородности работы снижается по сравнению с более крупнозернистыми.
По сути сейчас реально бруски тоньше м7 действительно хороши только у борайда и у ограниченного ряда японских производителей. Среди японских камней тоже хватает откровенно неудачных от 3000JIS и тоньше.
У ИНФ-Абразив апексные ОА до F1000 включительно весьма недурны и КК очень достойные т.ч. и 2000JIS стационарные, которые "Петроград", да и БРИЗ можно вспомнить 4000JIS на основе кварцевого зерна.
И на фоне общей картины с проблемами и количеством достойных абразивов м7 и тоньше - это очень существенные и немалые достижения.
quote:Изначально написано Вишер:
В принципе Ифабразив верную политику ведет, лезть в килогриты надо после валидации процессов производства к такому продукту. ..
+100500
Ярослав, вы как считаете, у каких производителей камни ОА мельче М7 удачные.
quote:Изначально написано Вишер:
Ярослав, вы как считаете, у каких производителей камни ОА мельче М7 удачные.
Ответил вот тут, а то оффтопим:
forummessage/224/14
quote:Originally posted by oldTor:
Ответил вот тут, а то оффтопим:
Вообще последние 14 сообщений про камни ОА не относятся к теме "камни grinderman эксплуатация - настольные кк".
Сами же не соблюдаем правила, а модератор толи забил на свои обязанности, толи погорелец сейчас - непонятно.
quote:Изначально написано mrazi:
О, так не у меня одного чёрная плесень была?Хранил камни на открытой полке, завёрнутыми в чистую ткань. Появилась плесень при частом использовании, когда просыхать не успевали.
Заметил быстро, устранил зубной щёткой и чистой водой и длительной просушкой.С тех пор камни переехали в закрытый шкаф, сохнут стоя на ребре на подложке из вспенённого полиэтилена.
Все кроме тысячника - голые, тысячник всё же заворачиваю в тонкий носовой платок против пыли и шерстинок на рабочей поверхности.
Перед отправкой в сушку можно натирать камни солью. Соленую воду сухопутная плесень не любит
Cолёную воду не любит и сталь - она способствует прогрессии корродирования. Так что ежели кто затачивает преимущественно углеродки (хотя и нержа корродирует - дайте только достаточно кислую среду - даже тему делали:
forummessage/224/21 ), то лучше так не развлекаться. И так некоторым приходится из-за качества водопроводной воды или особенностей климата, добавлять в СОЖ ингибиторы коррозии.
Последний год посыпаю бруски перед просушкой питьевой содой. Помогает отлично.
С другой стороны, часто встречается рекомендация солить воду при заточке, типа это ускоряет процесс...
quote:НЕ могу вспомнить где, но точно в старых (до революционных) книгах читал про это, для заточки столярного (столярнаго) инструмента.Originally posted by psnsergey:
С другой стороны, часто встречается рекомендация солить воду при заточке, типа это ускоряет процесс...
Возможно у М.А.Нетыксы, но не уверен.
Мне вспоминается рекомендация о применении солёной воды при доводке на белореченском кварците.
Я пробовал, но честно говоря не оценил. Может в силу того, что помогать в работе она может, по идее, делая нечто сходное с некоторыми ПАВ - т.е. способствуя прогрессии образования оксидных плёнок на обрабатываемой поверхности (правда ПАВ, типа той же олеиновой кислоты или составов с нею и т.д., способствуют не только прогрессии образования, но и удаления оксидных плёнок), а заметно это только на достаточно тонких этапах во-первых, и во-вторых, на твёрдых кварцитах, для которых актуальнее работа с маслом, работа хоть с какой водой не блещет производительностью и однородностью.
Что касается старинных рекомендаций, полагаю тут стоит сделать поправку на то, что особо активно впитывающих воду природных заточных камней не так много - ну наждаки (не всякие), песчаники (тоже не всякие) - т.е. всё равно "как губка" воду не особо впитывающие, по сравнению с современными искусственными водными камнями. Да и водные природники не замачивают, а лишь смачивают (ибо замачивать либо бесполезно, либо неполезно для камня, за редким исключением). Т.е. регуляция количества солёной воды будет различаться и возможность полностью избавить абразив от соли - тоже, скорее всего, будет не одинакова.
А те синт. водники, что были в ходу на рубеже 19-20вв., как правило, отличаются чрезвычайно высокой плотностью и незначительной или никакой впитываемостью.
Тогда ещё не умели так, чтобы сделать и твёрдо и при том достаточно открытую для высокой производительности структуру - те же индиа и кристолоны, приобрели открытость структуры при той же твёрдости, сравнительно недавно, и не суть, что они масляные - многие сходные с ними абразивы первой половины 20в. именно водные, имеют те же черты. Да и тонкими их тогда не особо умели делать - обычно увеличивалась плотность и твёрдость и довольно разнородное по размеру зерно просто сглаживалось и работало тоньше - в качестве одного из многочисленных примеров, могу привести тему с некоторыми обзорами на подобные бруски:
forummessage/224/17
Так что я бы не стал без учёта всего вышесказанного, переносить практику солёной воды на современные водники, и в т.ч. на обсуждаемые в этой теме.
quote:Originally posted by oldTor:
Так что я бы не стал без учёта всего вышесказанного, переносить практику солёной воды на современные водники, и в т.ч. на обсуждаемые в этой теме.
quote:Originally posted by oldTor:
Что касается старинных рекомендаций, полагаю тут стоит сделать поправку на то, что особо активно впитывающих воду природных заточных камней не так много
Ярослав, спасибо за поправку и уточнение.
Опять же по памяти, точную цитату сейчас не приведу, но речь была про натуральные камни, про синтетики не помню.
Лишний повод для меня, задуматься "откуда ноги растут".
Щас нас всех кикнут...
Уважаемый модератор, информация не самая вредная, перенеси или сохрани плииииз !!!
quote:Изначально написано Евгений_Е:
Последний год посыпаю бруски перед просушкой питьевой содой. Помогает отлично.
А питьевая сода разве не менее активно действует на металл, чем соль?
Щелочная среда соды замедляет коррозию черных металлов, кислая ускоряет. Хлор в соли - ускоряет, соль и как электролит работает ускоряя коррозию.
Добавление соды в воду - распространённый кустарный прием замедления коррозии от неё сталей и чугунов.
Однажды, у меня заплесневели несколько брусков. Попытка избавиться от плесени средствами для мытья, удалили плесень, но она вскоре появлялась на поверхности. В итоге брусок был с чёрными пятнами и запахом хлорки. Потом я прочёл здесь про очистку содой и сразу окончательно избавился от плесени.
Чем брусок тоньше и плотнее, тем сложнее его правильно просушить. Сейчас я не делаю правильных просушек, просто посыпаю g8 содой и накрываю пластиковой крышкой. Сохнет через отверстия в подставке около 1-2 недель...
ps. около 1-2 недель зимой, когда в месте хранения сухо и жарко, а в дождливые месяцы до месяца. По моим наблюдениям, чем тоньше брусок, тем дольше сохнет и легче плесневеет. Проблеме подвержены и бруски гриндерман и петроград и заморские.
Содой обрабатываю так - мою после использования брусок, насыпаю на поверхность щепотку соды и мокрыми руками распределяю ее по всему бруску со всех сторон. По окончанию на поверхности видны отдельные редкие зернышки соды, остальное успевает раствориться или забиться в поры. После такой процедуры опасности плесени больше нет. Но наверное это подходит не для всех брусков. Только на керамической связке, т.е брусков не боящихся долгого замачивания.
Поэтому я пользуюсь незамерзайкой. С плесенью никогда проблем не было.
Добрый день
Позвольте вопрос....
Являюсь обладателем бруска КК C230VK. С ним все отлично, но вода на нем не держится от слова совсем.
Пшикну воды и пока лужа стоит - съем металла шустрый, а как только вода уйдет - шлам забивает поры и как по смазке елозию. Либо приходится давить со всей пролетарской ненавистью, либо постоянно поливать брусок водой
Что можно сделать что бы брусок не так жадно пил воду?
Если я пролью раствором пищевым СМС(КМЦ) или какой либо камедью... Поможет?
В некоторых случаях бывает достаточно замочить камень в мыльной воде и потом с мыльной же водой работать. Не всегда, конечно, но попробовать можно.
Или намылить размякшим мылом, просушить, а после пшикать пульверизатором дозированно. Метод Евгения Е вроде.
quote:Пшикну воды и пока лужа стоит
на всякий случай стоит спросить, камень то перед работой замачиваете?
Вроде как гриндерманы КК воду в себе держат не хуже других, но водники в принципе сохнут при работе очень быстро. Хотя как уже упомянули, мыло немного помогает
quote:но вода на нем не держится от слова совсем
У меня валяется на подоконнике брусок, который сколько не мочи, на поверхности не возможно получить даже намека на лужу, вода сквозь него проходит как сквозь пляжный песок, сомневаюсь что у вас так же, тот брусок из Леруа, за 70 рублей
quote:Изначально написано tvy61:
на всякий случай стоит спросить, камень то перед работой замачиваете?
Вроде как гриндерманы КК воду в себе держат не хуже других, но водники в принципе сохнут при работе очень быстро. Хотя как уже упомянули, мыло немного помогает
у меня большая каменюка, замачиваю около 15 минут
у меня есть настольного формата 600-ый Гриндерман. так же замачиваю на 10-20 минут, но все равно при работе спрыскивать приходится чуть ли не каждую минуту..
Например с японским Суехиро 1000 добавлять воды приходится заметно реже, но не глобально..
Не обращал внимания на такой аспект, F600 прилично держит воду, лучше двустроннего суэхиро SKG-38, сегодня приехал F500VL F1000VK , посмотрю на досуге. КМК быстрее образуется шлам, чем вода уходит. Я шлам не очень терплю, смываю чаще МБ чем надо.
Сегодня в программе 6 поварских сабель . 2 уже отдал, камни немного воды пьют, хватает на заточку вполне.
У меня они тоже пьют немного - все 600 от Гриндермана, а их у меня штуки 4 - один апексный и 3 стационарных, разных и разных лет.
При заточке ножей проблем с водой на них не замечал.
Повышенное количество воды требуется только при повышенной обновляемости этих брусков, что случается при обработке с повышенным же давлением и/или когда сталь достаточно вязкая и не особо твёрдая, а работа идёт по большому пятну контакта (спуски ножей, плоскость стамески).
В общем и целом, по воде, на мой взгляд - достаточно беспроблемные бруски.
Сегодня даже несколько удивился, камни замочились достаточно быстро. Вообще очень удачная серия и для мягких нержей в т.ч , завтра буду затачивать резцы из 9хс и охотничий х12мф, сравню в лоб , мб ещё сапожник резачок добавит.
Если сравнивать 600 Ки разных лет, 600ка старая более стеклянистая , гладкая, отклик чуть ниже, производительность ниже. Новая имеет более бархатный и ощутимый отклик, более производительная, есть небольшая разница в нарезаемой риске, я бы сказал в пределах . На старых камнях мягкая нерж четко рисует полоски, на новых они расплывчатые. На твердом металле разница заметна больше, старая 600ка больше замедляется, новая несколько теряет в производительности, но гораздо меньше старой. Могу сказать точно, что старую 600ку подавать не собираюсь , мне нравится , как она работает.
Сегодня решил заморочиться с тестом F230VK Гриндермана. http://www.grinder-man.ru/hand...?product_id=360
Андрей прислал мне небольшой камень в качестве бонуса, за что ему спасибо. Обычно я не не обдираю на таких камнях ничего вручную, но сабж лежит и руки чешутся.
Подготовка к заточке у меня сводится к сносу сколов на гриндере по заднему углу, далее F500VL и F1000VK, после иду на природник. Поэтому работа по большому пятну контакта высокой трудоемкости не имеет.
Для теста у меня под рукой косяк из советской мехпилы Р6М5, который часто становится тупым.
Подготовка
Радиусы на камне получились быстро на 220 м порошке,это несколько насторожило, камень с хорошей геометрией, на порошке освежился также быстро.
Цель работы:
С небольшим повышением угла проработать всю плоскость до РК, убрать сколы, которых накопилось не мало. Гриндер не использовал.
Пятно контакта 5-6мм шириной, 50 мм длины примерно. Особо выравнивать я не сремился, нужно было оценить скорость съема металла на довольно суховатой Р6М5. Зачистка заняла минут 10, на камне появилась небольшая выработка, затем камень был перевернут, на ровной стороне была проработана передняя поверхность(плоскаясторона), затем , как чисто снова задняя. Заусенец был удален переворотом поочередно по одному проходу с каждой стороны.
Я честно говоря, ожидал худшего, сыпи на рк , выпадения карбидов. Конечно сыпь есть и выпадения есть, но в незначительных масштабах, я бы сказал, очень незначительных для этого этапа. В работе камень давал суспензию, среднее количество, зерно обновлялосьотлично, МБ чуть больше ожидаемого. Результат очень приличный, я уже думаю, а не купитьли мне такой же в размере 90х25х200.
Процесс
В процессе работы неожиданно четкий отклик и высокая скорость съема, камень пожирает сталь с отменным аппетитом. При длительной работе несколько теряет форму, поэтому лучше иметь 2 ровные стороны, чтобы в конце выровнять обрабатываемую поверхность.
Итог
После срезания такого количества быстрореза с задней поверхности камень требует небольшого выравнивания с 2 сторон на 220 м порошке на граните действо заняло минут 5 с двух сторон.
Заменит ли камень гриндер? В значительной степени -да, однако надо понимать, что это не гриндер по скорости и съэкономив 25 тыр и пространство под станок нужно будет выравнивать его. Можно ли на нем исправить спуски у народной Моры или ее клона? Да несомненно и достаточно эффективно.
У меня есть инфабразивный камень советского разлива 64С М28СМ2, по сравнению с сабжем он теряет форму еще быстрей и для обдирки годится условно, точнее для такой цели не годится. Его функция , зачистка после гриндера со съемом на глубину риски, т.к яма на нем выкапывается при таком действии весьма быстро и МБ на миллиметр. Советский более деликатный, но деликатность на этом этапе сомнительное достоинство.
Что будет делать у меня этот камень? Наверное ляжет в походный набор, как более стойкий и быстрый.
Лучше ли он чем советский 64С М28СМ2? Да, более универсальный, советский для мастерской, а вот когда он кончится (время это не за горами) наврятли я к нему вернусь, если в продаже есть F230VK.
P.S. На ножевых нержавейках до 60НРС камень также эффективен.
quote:Originally posted by Вишер:
в размере 90х25х200
Может, 75х25х200?
Точно, очепятка.
quote:Originally posted by Вишер:
У меня есть инфабразивный камень советского разлива 64С М28СМ2
), спасибо, конечно, но в СССР ИНФа ещё не было. Год основания предприятия 1991. А точильные камни мы начали выпускать только в 2009 году.Ваших первых серий камни. Маркировка тусклая была, я маркером написал на торце по советскому ГОСТу, чтобы
голову не ломать, некоторые живы до сих пор, исхудали правда прилично.
У меня рубанковские и гриндермановмкие, все несколько смешалось. На прошлой неделе Андрей прислал 2 пары f500vl и F1000vk, рубанковские уже на карманные разошлись, тонкие стали, порезал друзьям. ОА второй F500 к концу подходит.
Здравствуйте имеется ли практический опыт использование камней данной линейки на бритвах,поделитесь пожалуйста,спасибо
------
Заточка на камнях;BR;
Имеется - ссылку скинул в соседнюю тему на ваш вопрос.
Если кратко - для ремонта совсем грубого - F320 пойдёт вполне, для менее грубого или после него - разные варианты F600 Гриндермановских и 1000 b lf;t 2000 JIS под маркой Петроградъ - они работают по бритвам сильно грубее яп. синт. водников на основе ОА и для ремонтных работ по бритвах, когда надо снять много "мяса" - нормально подходят. Главное не забывать потом при переходе к уже "обычной заточке" сделать ТБ, а то кромка на малых углах от КК на керам. связке выходит очень грубая и "прорезанная" в подавляющем большинстве случаев. Зато - скорость при ремонте хорошая.
Спасибо
------
Заточка на камнях;BR;
Добрый день, подскажите пожалуйста, чем отличается черный КК от зеленого по результатам работы. А то купил во Всех инструментах, в описании указан C600VM, на картинке B600VM, и в реальности B600VM.
Зависит от фракции, связки и обрабатываемого бруском материала. Известно, что чёрный чуть менее твёрд, но и чуть менее хрупок.
Также известно, что и чёрный и зелёный КК медленнее деградирует по мере утончения фракции.
Как результат - на особо грубых брусках, чёрный КК может работать сходно с зелёным по обычным сталям, но при обдирке твёрдых сплавов или быстрорежущих сталей мы обнаружим, что чёрный сильно проигрывает зелёному. Вплоть до невозможности выполнить работу, особенно при большом пятне контакта (по крайней мере при ручных режимах, так как те же твёрдые сплавы, к примеру, обрабатывают на кругах из чёрного КК в т.ч. и вполне успешно).
В B600VM, насколько я могу судить, не исключительно КЧ, но скорее смесь КЗ и КЧ.
Чисто практически же, его работа по сравнению с его предшественником С600VM, заключается в том, что B600VM обладает бОльшей обновляемостью и по многим сталям, включая многие порошковые, работает быстрее и грубее. Но при этом, по некоторым быстрорезам он демонстрирует слегка меньшую производительность, по высокованадиевым сталям иногда тоже, риска более "округла", зерно работает несколько менее агрессивно. Его бОльшая истираемость связана не только с сортом зерна (или наличием обоих сортов - и КЗ и КЧ), но и с меньшей твёрдостью связки, чем у самой первой партии C600VM (из которой мой брусок, о котором я когда-то делал обзоры).
В целом, разница не столь уж велика, и по широкому ассортименту сталей, при именно заточных задачах (а не при обработке широких спусков или плоскостей стамесок или железков рубанков) может быть малозаметна и более того - в силу более активной обновляемости B600VM, он окажется производительнее во многих случаях.
Но и сработает несколько грубее. Достигаемая тонкость РК - поменьше.
Спасибо. Попробовал s110 в неслабой твердости, понравилось. Снимает металл легко, можно назвать заточкой. У меня хороших камней не было, теперь этот самый хороший. Но до бритья предплечья довести не смог. Вроде все хорошо в лупу х20, но не бреет. Пришлось керамикой по несколько движений сделать и начал брить.