
закупка ряда абразивов - по шагу зерна (мкм чm) - или по шероховатости Ra/Rz ?

|
24-7-2014 22:31
maxara
закупка ряда абразивов - по шагу зерна (мкм чm) - или по шероховатости Ra/Rz ?
как правильней выбирать последовательность роста абразива - тупо по размеру зерна в микрометрах (мкм чm) - или по шероховатости Ra/Rz, взятым хотябы из гост 9206-80 ? список закупки абразива, по физическому размеру зерна мкм чm : *1.5 список закупки абразива, по шагу шероховатости Ra : *1.5 значения в скобках, расчетные пошаговые из Excel - от них и подбирались близкие номера алмазной пасты асм и бумаги fepa-p, первое число скобок после (мкм)(Ra) работает стартовой цифрой расчетов - для алмаза это 1/0(0.025), для бумаги fepa-p это р3000(7), расчет растет от меньшего размера к более крупным зерно менее 1 мкм отсутствует в гост 9206-80 гост 25593-83 и не рассматривалось всерьез, поскольку это ниша церезита полирита глинозема итп чисто оптических абразивов, да нет давно в адекватной ценниками рознице паст менее микрона - значения от 1 мкм и ниже, рассчитал больше для сведения и фана, чем для закупки итого, видно что последовательность роста по значению шероховатости Ra в х*1.5 раза - почти полностью соответствует росту последовательности по физическому размеру зерна абразива в микрометрах на х*2 раза вопрос 1 - какой принцип подбора правильней, по микронам, или по Ra ? вопрос 2 - какая кратность роста правильней - 1.5, 2.0, 3.0 - если рассматривать для твердых сталей ? хотя по факту будет и для стекла... докучи, список закупки шлифбумаги стандарта FEPA-P, составленный аналогично алмазу по шагам размера зерна - расчет от меньшего размера к более крупным - подбор размера обрывается тамже где и таблица ZAT, после 120-200 мкм для подбора бумаги не с самых тонких, а со средних зернистостей, или для работы бумагой после шлифпасты - поставил стартовыми первыми, размеры чуть более грубых бумаг размер зерна бумаги fepa-p брал примерно по таблице zat04ka.blogspot.com - потолок таблицы ограничен зерном 127-200 микрон значения в скобках расчетные из Excel, стартовое число взято из настоящего размера зерна в микронах, первой бумаги стоящей после выделения жирным (fepa) *1.5 спойлер, кому скучно читать до конца : |
|
24-7-2014 23:14
Nikolay_K
цитата: грубая ошибка --- пытаться решать в общем виде задачу не определив чётко её исходные данные и цель и не поняв какие есть ограничения
чего хотите добиться в итоге? какие абразивы и технологии Вам доступны? какой бюджет? сколько времени готовы потратить?
тому, кто имеет доступ только к дешевым китайским брускам бессмысленно обращаться к стандартам ГОСТ или FEPA, китайцы производившие бруски про них не знают и не соблюдают
впрочем и тому, кто затачивает что-то более деликатное, но не имеет доступа к инструментальным средствам измерния шерховатости.. . что толку мне знать про Rz, если я не могу его измерить напрямую или хотя бы как-то косвенно оценить ? ведь на разных сталях с разными ТМО один и тот-же абразив будет давать разную шерховатость с различающимися значениями Ra и Rz
|
|
24-7-2014 23:53
Nikolay_K
цитата:
|
|
25-7-2014 00:09
Nikolay_K
цитата:
|
|
25-7-2014 00:15
Nikolay_K
|
|
25-7-2014 18:12
maxara
ограничение одно - наличие абразива в рознице по нормальной цене (без надбавок за пересылку) - даже 1мкм алмаз появился только к лету...
абразив берется на будущее, полный комплект для запаса, на ножи и стамески в тч - про само-шаржирование алмаза в сталь знаю, тоесть механизмы им делать не буду ... но пока надо полировать лист стекла с а4, обязательно полусухим методом - почему им, объяснять долго и сложно - стеклянный коврик для мышки компа, подробней можно найти на forums.overclockers.ru...
13-14 класса обещанного по гост 9206-80 для асм 1/0 - производитель полтавский Diamond tools plant
электродрель с насадкой d=120, на ней лист поролона как анти-ударный демпфер и равномеризатор прижима - на него наклеена бумага с 2 слоями скотча на обратной стороне, бумага с более тонким волокном и более гладкой поверхностью чем у простой офисной, Xerox Colotech без покрытия или глянцевая фотобумага Lomond - и далее вышеуказанные алмазы, с вазелиновым маслом в бумаге как стабилизатор температуры крокус, полирит, гои 1, итп оптические с шарообразным зерном - увы пока ненашел в самаре - только с пересылкой и большими деньгами...
можно сказать минимальный - пасты асм 40гр по 150-190 руб, все остальное уже есть или в тойже ценовой категории
ну обычно 1 стадия полировки - это 4-6 заходов электродрелью по 15-10 минут, итого час-полтора суммарно только полировки, потом часовой отдых суставов руки чтоб не разбивало вобщем на одно стекло надо 2-4 таких стадий, вцелом это 1-2 вечеров по 2-4 часа чистого суммарного пробега дрели
корейский наждак 1200 непонятной системы и абразива - очень заметно тоньше бумаги kt10cw belgorod p1500 - корейский брал в виде полировалки-бафика для ногтей, возможно там просто сапфировое стекло вместо более долгоиграющих абразивов
он меряется без усреднений - выбран из за глубоких рисок на кромке, провоцирующих трещины ?
кошмар - от 0.160 сразу до 0.50 и 0.025 X) - но это как я понял, потом компенсируют очень большим временем машинной обработки, чтоб срезать глубокие трещины от крупного абразива... моя проблема в отсутствии асм 3/2 в рознице - неполучится соблюсти шаг Ra х*1.5 (по размеру зерна х*2) - для Ra могу купить только ряд шагов х*2 (по размеру зерна это х*4)
увы нет... |
|
25-7-2014 19:11
Nikolay_K
цитата: Вам нужно получить более чистую (гладкую) поверхность на стекле и вас устраивает то, что при полировке мягким полировальником будет нарушена плоскостность ( будут завалены края и могут образоваться "волны" ) ? Кстати, как собираетесь контролировать процесс?
|
|
25-7-2014 22:10
maxara
ага, но сейчас просто интересна правильная последовательность абразива - я уже стал зарыватся в теорию, и есть интерес как оно правильно  ... сам асм 1/0 не дает нужной гладкости, тоесть он еще не финиш - по простому финиш делаю полировкой чистой хорошей бумагой а-класса на большой скорости (Xerox Colotech и менее гладкая IQ Selection Smooth), без абразива и только масло как антипригарное - но это уже отдельная тема
несколько микрон погоды не делают, если речь про общий горизонт всего стекла
края стекла не рабочие - 3-5см фактически не в деле, ножки мышки на них не опираются речь об самодельном аналоге коврика под мышку Icemat (SteelSeries Experience I-х) - делается из матового травленного кислотой стекла - последнее объективное на 07.2017 http://ixbt.photo/?id=album:52537 итого получается такой микрорельеф, с размером ячеек 20-50 мкм :
есть микроскоп х25 - но по сути никак ибо финансы нете - пока субъективное скольжение мышки, говорит об Ra/Rz лучше всех приборов
|

|
25-7-2014 23:12
Boss28
Столько написано.. . шаг зерна (мкм чm), шероховатость Ra/Rz...
Всего и нужно заматировать стекло и отполировать его. В далеком детстве кокнул матовое стекло фотоувеличителя. Пришел в фотоателье и мне за 5 минут мужики сделали новое круглое матовое стекло. Допытался чем делали - ответ был "порошком карбида кремния". В 70-е еще годы. Возьмите порошок карбида кремния, ваше стекло, второй небольшой кусочек стекла со снятыми фасками, намочите, добавьте чуток порошка КК и неравномерными движениями заматируйте свое стекло. От размера частиц КК будет зависеть глубина выборки стекла. Полусухое не понимаю, нужно с водичкой, чтоб силикоз не заработать. Камни свои на стекле выравниваю, столько уже матовых стекол в помойку оттащил. Чтобы мышка на острых гранях стекла не стерлась, заполируйте стекло. Полировка руками или механизировать процесс дрелью с кругом с применением пасты ГОИ, Диалюкс и т.д. Выемки в стекле будут меньше размером, чем на картинке, позиционирование мышки точнее. Пробуйте. |
|
29-7-2014 22:29
maxara
просто "нормально" начинается с 7 мкм зерна аки р3000, и это всего лишь 11 класс - но "нормально" это чисто субъективное ощущение, очень коварное и обманчивое даже 1 мкм 13 класс это весьма агрессивный финиш, требующий доработки и активно жрущий ножки мышки - если речь о скольжении мягких на срезание пластиков, типа тефлона...
диалюкс непишет размер зерна абразива - по слухам, самая тонкая белая имеет 5 мкм - но это непроверенно и никак нигде неподтверждаеться гои, найти в рознице тоньше номера 3, просто нереально - если говорить про розницу малых объёмов и цен (я в самаре искал)
всегото как просто, это достигнуть гладкости флоат-стекла домашними методами ? с матированием нет проблем, особенно с грубой частью - вопрос был как правильно по науке шаг подбирать для абразивов, поиск оптиума - будем считать что речь только про заполировать...
подсчитал заново - но для алмаза гост 9206-80, в расчете Rz подставляются почти теже номера - можно даже не заполнять номера пасты, и пользоваться Ra расчетами : список закупки абразива, по шагу шероховатости Ra : *1.5 список закупки абразива, по шагу шероховатости Rz : *1.5 гост 9206-80 - таблица 10, сшиты страницы 14 и 15 : в гост 25593-83 немного другая таблица, без указания Rz в скобках - gosthelp.ru значение "до обработки" почемуто почти равно Ra из 9206-80 - а сам поздний гост 25593-83 немного жещще чем ранний 9206-80 : |


|
31-8-2014 10:39
maxara
первая по Ra/Rz будет ажж 3,2 и 2 раза - видимо глубиной сошлифовки берутЪ... думаю остановлюсь на шаге зерна 2 для микронов и 1.5 на Ra - как для ручной полировки в металлографии *2 *2 ап... итого, завезли в наш самарский аверс недостающие номера - пока сформировал запас из асм 1/0 3/2 5/3 10/7 20/14 - это последовательность расчетный шаг х*1.5 по Ra/Rz, и очень примерно шаг х*2 по размеру зерна следующие номера брать не стал, ибо на 40/28 среднее расчетное виртуальное зерно 38.44 мкм, а это уже шкурки fepa-p400 которые есть везде - даже 20/14 вероятно лишняя покупка, расчетное зерно 25.63 мкм соответствует вполне распространенной шкурке fepa-p1000 номера меньше микрона бывают в шприцах, но рознично увы ненашел на практике, полировка плоского листа стекла, работал электродрелью с тарелкой 125 mm - микроскопа нет, но кажется что электродрель вполне терпит длинный переход от 5/3 до 1/0 согласно Ra/Rz это х*2 раза - экономным можно незакупать лишние номера чуть увеличив время обработки, однако рискуете финишной чистотой и глубокими рисками оставшимися неудаленными но зализанными финишом *2 все пасты работали на суперкаландрированной бумаге A++ Xerox Colotech+ 90 г/м, более гладкая чем простые офисные, рельеф её волокон намного менее высокий против простых офисных светокопий и снегурочек, волокна заметно тоньше и длиннее, плотнее уложены друг к другу, нет мульчи между ними, горизонт касания волокон ровнее и площще - думаю это самое тонкое из волокнистых полировалок, что можно найти в ширпотребе - далее только мелованная и глянцевая бумага, но большой шлифкруг d=120 залипает с ними пастой 1/0 приходится немного подольше работать чем 5/3, мерилом было, пока терка не начнет сильно ускорять обороты теряя сопротивление - видимо это означает что большинство зерна ушло вглубь, и на поверхности нет того объема абразива ... как финишное, бумага с алмазом 1/0 дает всё еще очень агресивную поверхность, скольжение тефлона по нему увы неторт - я дополнительно обрабатывал чистой бумагой с маслом - два круга бумаги Xerox Colotech plus, и полтора-два часа суммарно элекродрелью немного подурачился с экселем расход масла для слоя толщиной Х микрон, для круглой и квадратной терки - требуется чтобы не переборщить с маслом, и не получить залипание терки - третья картинка, показывает почему нельзя толстый слой, и относительные размеры зерен абразива : количество зерен абразива для слоя толщиной Х микрон - для зерна пластиной пропорциями 3*1*1 (алмаз) - и отдельно для шарообразного зерна (гои итп додекаедры) - ниже колво циклов смывки при 95% удаляемых зерен : погонаж пробега круглой шлифовалки, по каждому mm2 плоскости - для 2 mm 10000 колебаний, и 4 mm 10000 колебаний (левая половина врящающийся круг электродрели) - третья таблица, упрощенный погонаж пробега только круглой шлифовалки на дрели : кого интерисует самодельный стеклянный коврик для мыши, вроде glass mouse pad Icemat и SteelSeries Experience или стекла ICY, не пугайтесь полировки - текущий оптиум 2016 года, полировки лицевой рабочей скользящей стороны НЕ требует, у фабричного Matelux она сразу с завода идеальная, нужно только простое ручное матирование задней нерабочей стороны, абсолютно любым абразивом более 15 мкм - предпочтительней бруском водником дающим суспензию, в отличии от стеклянной терки с порошком, он более равномерный мат выдает |
 - пишите кто увидит в самарской рознице, шприцами можно купить но только почтой с невыгодной суммой минимального заказа, а большие банки полтавы сейчас вообще сняты с производства и в город непривозятся
- пишите кто увидит в самарской рознице, шприцами можно купить но только почтой с невыгодной суммой минимального заказа, а большие банки полтавы сейчас вообще сняты с производства и в город непривозятся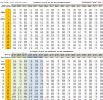











|
15-1-2018 13:43
maxara
небольшой левелап мук выбора...
c тех пор вышла заметка с хорошими схемками - ru-chef.ru и содержанием двух интересных графиков - на ГОСТ 9206-80 для алмазных абразивов - и ГОСТ 3647-80 для не-алмазных абразивов интересно то что по схеме данной ru-chef.ru, набор закупки алмазов через один шаг диапазона фракций пасты - выходит немного другой : (Ra)--- 1/0 --- 3/2 --- 5/3 --- 10/7 --- 20/14 --- 40/28 (Ra)--- 1/0 --- 5/3 --- 14/10 --- 40/28 залезем в старый ГОСТ 25593-83 и 9206-80, и выпишем значения Ra для обоих наборов - первым блоком набор через один шаг по схемке ru-chef, вторым набор по расчетному шагу 1.5 шероховатости Ra ниже в каждом блоке три строки - первая расчетные из Excel, вторая 9206-80 столбец Ra, третья 25593-83 столбец после обработки *ru-chef.ru Ra *1.5 Ra видим интересные итоги, к шестой пасте от стартовой по Ra набегает очень незначительная разница - через шаговый набор 0.250//0.195 против набора полученного расчетом 0.190//0.200//0.155 - вычитание выдает всего 0.250-0.200=0.050 Ra для госта 9206-80, и разницу 0.195-0.155=0.040 Ra для госта 25593-83 0.050 и 0.040 Ra это примерно 5 микронная паста, хотя мы считали разницу между 60 и 40 микронными пастами - 60/5=12 и 40/5=8 - напрашивается вывод, что по ГОСТ-9206-80 можно брать алмазные пасты просто через номер но только из одного раздела - или узкие диапазоны зернистости, или широкие диапазоны - исключая смешивания в общем прайсе магазна обоих разделов госта по диапазонам по этой причине гост 25593-83 не подходит для такой схемы закупки - там все диапазоны намешаны в одну общую кучку - закупка через номер невозможна, будет слишком много почти дублирующих паст ну а еще, видно что гост 25593-83 намного жещще чем гост 9206-80 - моя полтавская сделана по ГОСТ-25593-83, хотя потом они перешли на ТУ-У-26.8-31175000-001-2002 )) для дальнейшего фана и поиска аналогий - перевыкладываю из головного поста, таблицу расчетов шага зерна по микронам и Ra :
также в статье ru-chef.ru есть схемка на ГОСТ 3647-80 для не-алмазных абразивов - static-eu.insales.ru (мкм)--- м5 --- м10 --- м20 --- м40 --- м63 --- (5 пропуск аналог м63) --- 8 --- 12 --- 20 по наждакам к сожалению там только схемка объемных брускоув FEPA-F - static-eu.insales.ru (мкм)--- f2000 --- f1200 --- f800 --- f500 --- f360 --- f280 --- f220 --- (расширение фракции) --- f150 --- f100 --- f80 --- f60 для поверхностных абразивов бумаги и тряпок, увы нету таблицы с FEPA-P - а соотнести их линейно с F, вообще никак невозможно - то на грубых p240=f220, то на тонких внезапно p2000=f600 |



|
16-1-2018 15:51
Emiliokazanova
Могу добавить свои 5копеек к выведению высокого класса шероховатости.
Пасты Luxor , очень понравились в отличии от всех остальных 1мкм работает на сухую как мой 10000 водный камень, там есть еще выбор 05. 03. 01 мкм, метал жрет на ура. |
|
24-1-2018 05:00
maxara
раньше пасты Luxor имели указание что это якобы микроны - вот только они ли это, или некие свои гриты - я тогда невстретил подтверждений
на поздних таблицах и сайте, значок микрона хитренько убрали - висит только графа с некими виртуальными гритами... ну и сама коробка паст Luxor, откровенный бред и недает даже минимальной абразивной гигиены - такто интересно пощупать люминиевые пасты, но менее 1 мкм ябы брал только фабричные шприцы и банки - как фасовку защищенную от абразивного загрязнения соседними номерами )) на край, набор ГОИ колбасками в пленке, на водной или гибридной ВО основе |

|
24-1-2018 09:58
oldTor
В графе "Грит", указано в мкм.: "μ"
"Грит" - это просто зернистость, при указании таковой должно быть упоминание, в какой системе. В данном случае, об этом говорит именно значок микрометра. Если в более поздних таблицах его нет, полагаю просто потому, что это само собой разумеется, при указании зернистости полировальных паст, если числовые значения такие, как в таблице. Cудя по наблюдениям в микроскоп и сопоставлением с объект-микрометром, это так и есть - указание зерна в микрометрах.
Получаемая шероховатость, не имеет прямой зависимости непосредственно от размера зерна. В таблицах такое сопоставление имеет значение только в том случае, если таблица отражает результаты контроля фактических проб или устоявшихся технологий, при строгом постоянном соблюдении процесса, единстве режима обработки, единстве носителей зерна, скоростей, СОЖ, режимов подачи и пр. и пр. |
|
24-1-2018 10:14
Евгений_Е
Пользуюсь пастами люксор давно и регулярно. Еще ни разу не пришлось сомневаться в качестве или маркировке мкм. Наши пасты гои так же пакуются минималистично, если выпускаются для промышленного использования. ------ |
|
8-3-2018 05:41
maxara
моя версия - ктото подал в суд и обобрал на неудачной партии пасты, или поставщик стал гнать более грязное сырьё и ребятки решили прикрыть зад, убрав любые упоминания микрона с сайта
хорошо если так - но зачем тогда было убирать упоминание микрона...
у меня есть только две переменных под прямым контролем - магазин и номер пасты, гост и его цифры - всё остальное мне недоступно, а значит весь выбор набора идет только по 2 подконтрольным переменным понятно что технология плавает у каждого, но нет же больше точек отсчета с гарантией - кроме этих двух |

|
8-3-2018 05:57
maxara
а оно всегда так несомневается - до первого фейла... а потом внезапно на 1 микроне, пошли царапины и риски по всему предмету - и начинаются пляски с абразивной чистотой, итп варианты подгоревшего зада и вопросами какогож Х это случилось, со мной таким красивым умным пушистым
путаете, наши ГОИ полностью завернуты в пленку или картон - по всему периметру на все 360, на каждой из 4х линий упаковки свой отдельный оборачиватель пленки - без прямого контакта голого бруска с более крупными фракциями пасты от соседней линии Luxor Polishing - нет отдельной пленки, колбаса нагло обрезана ножом и ВСЁ они лежат в общей коробке - без надежной изоляции друг от друга, весело натирая картон собой - ВСЕ торцы мелких паст, явно загрязнены более крупными фракциями от соседних колбасок радости самому перепаковывать, а до того срезать для чистки с каждого торца по 2-5 мм пасты, и просто выбросить то за что уже заплачено - ну вот совсем никакой... |

