
Краткий курс по пайке металлов. Паяльники, флюсы, припой. Маленькие хитрости.
|
Среди вопросов по ремонту и апу в данном разделе форума нередко попадаются просьбы подсказать, как вылечить (собрать, скрепить, усилить и т. д) некое нечто, изготовленное из металла, но при этом нечто такое, при работе с чем невозможно применить винты, заклепки или сварку. Собственно отсюда и вопросы.
Они заставили меня однажды задуматься: а почему народ столь редко вспоминает о таком простом и надежном (хотя и не универсальном) способе, как обыкновенная пайка? Возможно потому, что у многих понятия "паяльник" и "припой" ассоциируются или с радиотехникой, где применяют маломощные паяльники вольт на 25, или с капризными раскаленными шариками, похожими на ртутные, которые, сколько в них ни тыкай жалом, никак не желают смачивать поверхность обрабатываемого металла и равномерно по нему растекаться. Гиморно это и грязно, шпаклевка получается какая-то, да и соединение выходит хреновое, корявое и слабое, ну его фтопку. В связи с этим я решил написать нечто вроде "краткого курса" о пайке металлов легкоплавким свинцово-оловянным припоем, потому что опыт у меня в этом деле, без дурацкой скромности, очень большой. И вот написал. Надеюсь, эта работа окажется кому-то полезной. Кое-что из полезных ссылок (спасибо коллегам)... chipmaker.ru chipmaker.ru avtobrigada.ru avtobrigada.ru |
|
10-4-2008 23:10
gosha-kun
Прежде всего, определимся, для каких случаев подходит метод лужения и пайки оловянным припоем.
Допустим, нам нужно соединить 2 миниатюрных металлических детали, а отверстия в них сверлить по какой-то причине нельзя. Удачным решением в этом случае может стать имено пайка. Для большей надежности половины дополнительно соединены резьбовой проставкой - винтом М3 с торцами, сточенными заподлицо с плоскостями рычага, и торцы запаяны по месту. Сварщик, без которого типа тут никак, спокойно курит бамбук. Время, затраченное на работу - около часа с перекурами, притом на саму пайку минуты 4 максимум. О СОЕДИНЯЕМЫХ И ОБЛУЖИВАЕМЫХ ДЕТАЛЯХ Паять металлы можно не только с помощью олова, но и с помощью медных, серебряных и других припоев. Но речь здесь у меня пойдет только о пайке оловом - ничем иным, кроме самодельного композита "олово/порошок серебра" пользоваться мне не доводилось. Ну просто не возникало такой нужды. Да и паяющий инструмент тут нужен иной: не просто мощный, а очень мощный, и не электрический, а газовый. Наиболее распространенные в нашем деле металлы, легко поддающиеся пайке (т. е. смачиванию расплавленным оловом), это: ПАЯЛЬНИКИ Чтобы не пересказывать другими словами собственный текст, просто копирую сюда сокращенные и отредактированные выдержки из своей же статьи о паяльном оборудовании, написанной в свое время по заказу журнала "Обустройство и ремонт". ЭЛЕКТРОПАЯЛЬНИК "Это самый недорогой и наиболее универсальный тип инструмента для лужения и спайки металлов. Купить его можно почти в любом хозяйственном или магазине, торгующем электротоварами. Стоит он недорого - от 80 до 300 рублей. Далее в этой статье идет абзац, посвященный классификации электропаяльников по мощности, и рассказ о соответстующих областях их применения. Но поскольку здесь речь идет конкретно о "делах наших скорбных", буду краток: для большинства наших случаев самым оптимальным прибором будет паяльник мощностью в 80 или, что лучше, 100 Вт. Цена ему - 150-180 р. Несмотря на то, что жало таких паяльников имеет толщину не менее 8 мм., с их помощью можно выполнять самые тонкие, почти филигранные паяльные работы. Нужен только элементарный практический навык, а он приходит очень быстро. Жало паяльника в процессе долгой работы постепенно истончается и укорачивается, кончик его делается бесформенным и покрывается слоем окалины. Все это сильно снижает комфорт, скорость и эффективность работы. Поэтому время от времени жало нужно затачивать на электроточиле или напильником, и заново облуживать припоем. В теории, укоротившееся до предела паяльное жало можно заменить на новое, но дело в том, что отдельно их нигде не продают. Очевидно, невыгодно. Кроме того, со временем жало прикипает к трубке корпуса, и выдрать его оттуда, не повредив нагревательные элементы, почти нереально. Поэтому, когда от него остается огрызок примерно 1,5 см., паяльник чаще всего приходится просто менять на новый. АЛЬТЕРНАТИВА: РУЧНАЯ ГАЗОВАЯ ГОРЕЛКА "Как бы ни был хорош электропаяльник, бывают ситуации, в которых он оказывается бессилен. Например, при отсутствии электросети в помещении, где производятся паяльные работы, в полевых условиях, а также при необходимости очень сильного и одновременно быстрого разогрева запаиваемого участка. Газовый паяльник создает мощный поток ровного, упругого пламени, которое не боится даже сильного ветра. Ценно также и то, что этот инструмент способен выполнять массу иных задач помимо пайки: с его помощью можно закаливать или, наоборот, отпускать стальные детали, отжигать медь и латунь, прогревать "закипевшие" резьбовые соединения, которые нужно развинтить, и т. п. Газовая горелка-паяльник состоит из нескольких простых деталей. Самая большая - газовый резервуар, который одновременно является и рукояткой, за которую инструмент удерживают при работе. В передний торец его ввинчена трубка, по которой газ поступает в расположенную на ее конце форсунку (или сопло), окруженную керамическим изолятором, заключенным снаружи в металлическую оболочку. Между форсункой и резервуаром находится миниатюрный радиатор охлаждения - цилиндрик из дюралюминия, глубоко, почти до основания, надсеченный поперечными проточками: он повышает теплоотдачу форсунки, которая во время длительной непрерывной работы сильно нагревается. Также на переднем торце резервуара смонтирован поворотный регулятор пламени, объединенный в один блок с кнопкой пьезоэлемента, которым осуществляют поджиг газовой струи. В заднем торце резервуара имеется выточенный из латуни заправочный клапан. Заправка. Отмечу, что у дешевых горелок "но-нейм" нередко быстро отказывает пьезоэлемент. Но это не страшно: поджечь газовую струю можно обыкновенной спичкой или зажигалкой. О ПРИПОЕ И ФЛЮСАХ Лужение с помощью паяльника - это смачивание поверхности одного металла другим, находящимся в состоянии текучести. Механические свойства обоих металлов в результате этого процесса не изменяются - если речь идет не о, скажем, пружинках из тонкой проволоки, которая прогревается очень быстро и сильно, и потому запросто может изменить в процессе облуживания свои характеристики. По этой причине, кстати, я не стал облуживать межклапанную пружину накопителя Кросман-1377, которая склонна ржаветь из-за конденсата. Как добиться хорошего запая и в чем причины неудач? Если металл, который вы обрабатываете, в принципе поддается пайке, припой подходящий, а паяльник выбран правильно и хорошо разогрет - их остается всего две: 1. Недостаточный прогрев самих спаиваемых деталей. Когда металл прогрет слабо, олово просто не способно перейти в состояние текучести. Такое случается, когда спаиваемые детали весьма объемисты, и быстро отнимают у припоя тепло: мощности паяльника оказывается недостаточно. Чтобы решить проблему, нужно дополнительно прогреть их на газовой (электрической) плите, или (наиболее удобный вариант) с помощью описанной выше газовой горелки. Если же всему виной неподходящий или (что скорее) некачественный флюс - олово будет собираться в шарики и сбегать с поверхности металла, словно капли воды с покрытого жиром стекла. Причина проста: между ним и припоем стоит непреодолимый барьер - жировая пленка. А к ней олово прилипнуть попросту неспособно. Чтобы обеспечить необходимый эффект, эту пленку необходимо разрушить. (Выдержка из статьи) "Во время пайки детали, которые нужно соединить или облудить, покрываются слоем припоя - другого, более мягкого и легкоплавкого металла. Растекаясь по железным, стальным, латунным, медным и т. п. поверхностям, оно намертво прилипает к ним: такое покрытие можно отчистить полностью, только превратив в пыль напильником или наждаком поверхностный слой облуженного металла. При грамотной пайке такой припой обеспечивает надежное и эстетичное внешне соединение. Он бывает разных типов; есть, например, мягкие припои с большим или меньшим содержанием свинца. От количества свинца нередко зависит прочность спайки, потому что он ощутимо более тугоплавок, чем олово в чистом виде, и для качественного соединения при использовании припоя с большим содержанием свинца деталь необходимо сильнее прогревать. (рассказ о медном припое, приведенный в статье, здесь опущен). "Попробуйте покрыть машинным маслом, например, консервную банку, а потом покрасить ее нитрокраской. Эффект (точнее, его отсутствие) предопределен: краска попросту не сможет "зацепиться" за поверхность окрашиваемого материала - тонкая пленка масла создала на нем своего рода разделительный слой. Выражаясь научным языком, этот слой препятствует адгезии - прилипанию) частиц краски к поверхности. На самом деле, это не "кислота" в полном смысле этого слова, а жидкий состав на основе хлористых солей цинка. Он годится для эффективной пайки черных металлов (железо, сталь), латуни, меди, бронзы, никелевых и серебряных сплавов. "АКСЕССУАРЫ" В процессе пайки вам придется касаться жалом паяльника оловянного прутка. Для того, чтобы к припою не примешивались гарь и грязь, сильно снижающие эффективность работы, положите его на твердую и ровную, негорючую поверхность, например, на керамическую плитку. Я использую обыкновенное чайное блюдце: его загнутые вверх края не позволяют капелькам расплавленного олова, которые ведут себя подобно каплям ртути, убегать далеко от паяльного столика, портить пол, обжигать колени и другие полезные части тела Раскаленный паяльник на деревянный стол не положишь. Но можно купить или изготовить специальную подставку. Например - просто вырезать из оцинкованного железа полосу с 2 прорезями, и согнуть ее в виде буквы П. Можно, конечно, использовать для этой цели и магнит. Например такой, какими снабжены мощные радиодинамики. Однако паяльник, когда его нужно взять в руку, придется отрывать от него с изрядным усилием - и если жало облужено, раскаленная капля припоя может сорваться с него и полететь в совершенно непредсказуемом направлении.
Итак, вы знаете, какие инструменты, средства и приспособления вам нужно использовать, чтобы аккуратно, быстро, качественно и красиво соединить методом пайки две (или больше) металлических детали. Осталось рассказать о самом процессе. ПРИМЕЧАНИЕ: словосочетание "сделается матовым" в ДАННОМ случае обозначает лишь одно: станет несколько МЕНЕЕ БЛЕСТЯЩИМ, чем свежерасплавленное олово. Застывшее олово хоть и блестит, но все же не так сильно, как жидкое в процессе пайки. Серо-матовая же, тусклая и как бы "шершавая" для взгляда поверхность запая означает, что олово кристаллизовалось: такой шов ненадежен и недолговечен, поскольку склонен к быстрому растрескиванию. Далее очень важный момент. Спаянные детали - вне зависимости от того, сколько именно паяльной жидкости в процессе пайки на них потрачено - совершено необходимо промыть с мылом (или моющим средством) под струей воды. Паяльная кислота - это состав на основе хлористых солей цинка, обладающий кислой реакцией. Концентрированная кислота - она и вовсе.. . э.. . кислота. П р и м е ч а н и е. Применяя в качестве паяльного флюса любые кислоты, будьте особенно аккуратны с соседними воронеными стальными и железными участками обрабатываемой поверхности. Воронение - не что иное, как слой оксидов, а кислота именно их-то и разрушает. В случае с вороненой поверхностью это означает, что капля кислоты, попавшая на нее, разъест этот слой добела - т. е. до металла. Далее соединенные детали нужно протереть насухо или высушить, и если есть возможность - протереть щелочным маслом (например, "Тайгой", применяемой для чистки ружейных стволов: она отлично нейтрализует последние остатки кислоты). На этом "краткий курс паяльщка" можно считать завершенным. Все остальное - дело исключительно практики. |



















|
10-4-2008 23:40
d!k
Спасибо огромное Гоше за труд!
И отдельное спасибо за ответы на мои ламерские вопросы. После долгих бесед, теперь только паяльную кислоту в роли флюса пользую. Ну и 100 ваттником обзавелся.. . Пригодился. |
|
10-4-2008 23:44
gosha-kun
Та ты шо? А почему у меня не тупит? "Фотовенок" вроде никогда не косячит... |
|
11-4-2008 02:38
YoNas_Kaki
Гоша! Итить-колотить!!! Ну когда ты научисься делать первый пост коротким и чисто титульным, а всё НУЖНОЕ вставлять во второй пост?!! Твои темы ОЧЕНЬ БЫСТРО обрастаю страницами и читать их становится трудно из-за гигантских первых постов!..
Пусть киви-птичка снесёт свой пост про горелку (второй в теме, а ты всё основное скопируй в свой второй пост, оставив в первом только вступление.
|
|
11-4-2008 02:40
gosha-kun
Хорошо, я сделал. Отписал ему в РМ, пусть снесет.
Насчет прикрепить - мое ИМХО, было бы полезно. Тем о пайке у нас нет. Но мне самому просить Игната неловко - как автору темы. |
|
11-4-2008 08:49
Fil 1
Хорошая работа, молодец! Тоже прошу прикрепить тему, тема по пайке очень октуальна и будет многим полезна. Сам тоже часто пользуюсь пайкой. |
|
11-4-2008 09:43
bs4u32sr30
тема холодной пайки и соплей не раскрыта. ну и еще несколько мелочей
 а так конечно напряжный труд, весьма полезный для тех, кто не сталкивался с пайкой в радиоэлектронике и вообще. клево! |
|
11-4-2008 10:02
ADF
для пайки массивных железяк, по своему опыту, оказалось куда удобнее сочетание паяльная паста + небольшая газовая горелка. Недавно впаивал золотники в 12г баллоны: обе детали намазываются, свинчиваются, нагревается. Через минуту-полторы (в зависимости от мощности горелки) паста расплавляется, но так как ее объем недостаточен (объем расплава меньше изначального объема пасты) в стык баллона и золотника тычу проволочкой обычного ПОС-61, который тут-же плавится и обильно заполняет собой зазор. Очень быстро и качественно!
Кстати, заправляется горелка не пропаном, а бутаном: в зажигалках используется именно он. PS: статья хорошая, +1 |
|
11-4-2008 11:44
VPetrov
В бытность мою подработки на Юноне, мне подсказали флюс: спирт (этиловый либо изопропиловый) + нашатырь (хлористый аммоний, NH4Cl) + вода.
В спирт добавляется чуток воды, а затем добавляется нашатырь до образования насыщенного раствора. Полученную пайку нередко принимали за заводскую. Минусы - много вонючего дыма, и остатки флюса необходимо тщательно смывать водой. |
|
11-4-2008 11:46
VPetrov
Немного про пайку серебром рассказать?
Температура плавления серебряных припоев существенно выше, чем оловянно-свинцовых, поэтому паять серебром можно только с помощью горелки. Расскажу про свой опыт пайки серебром в домашних условиях. Горелки. Сейчас конечно проще всего пойти и купить газовую горелку, но раньше приходилось использовать бензиновую. Как выглядит газовая горелка, все видели, бензиновая состоит из источника воздуха (компрессор от холодильника с ближайшей помойки, или насос-лягушка с резиновой перчаткой), бензинового бурбулятора с шунтом (регулируя поток воздуха через шунт, добиваемся нужного богатства бензино-воздушной смеси), еще одного регулятора напора, и горелки. Простейший регулятор - винтовой зажим на резиновой трубке, горелки можно было купить на ювелирных выставках типа <Мир камня> в Мухинском училище в Питере. Резиновые трубки должны быть, естественно, из бензостойкой резины, лучше всего химическая силиконовая резина. Горелка должна давать тонкое устойчивое слабосветящееся пламя. Припой. Припой можно приготовить самому. Существуют серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Но так как кадмий достать обычно трудно, то самый простой припой - 45% серебро, 25% медь, 30% цинк. Все это плавится под флюсом в муфельной печи, выливается на подложку, полученная плюха плющится в вальцах в листочки толщиной примерно 0,5 мм. Для пайки отрезаются полоски шириной 1-3 мм, от которых отрезаются кусочки необходимой длины (я обычно делал кусочки размером 2х2 и 2х1 мм). Флюс. Простейший флюс для пайки серебром - смесь равных количеств буры (тетрабората натрия) и поташа. Вместо поташа пойдет обычная пищевая или техническая сода. Можно добавить еще 1/10 поваренной соли. Так как бура обычно продается водная, ее нужно сперва высушить. Сушится она на простой кухонной плите в емкости вроде химического фарфорового стакана, выпарительной чашки или чистой консервной банки. Сушится на несильном огне. При нагревании буру начинает сильно пучить, получающиеся пузыри надо тыкать (не пальцем!) для разрушения, чтобы бура не вылезла на свободу. По окончании процесса сушки немедленно снимаем с огня, чтобы не допустить плавления, остужаем, растираем в ступке, смешиваем с поташем. Флюс готов. Пайка. Подготовленные к пайке детали фиксируют неподвижно относительно друг друга (проволокой, зажимами etc). Можно, кстати, связывать нихромовой проволокой. На место пайки наносят флюс и кусочки припоя. Флюс можно просто насыпать, а можно непосредственно перед пайкой приготовить необходимое количество кашицы с водой. Сперва нагревают осторожно сбоку, не давая потоку пламени сдуть флюс и припой, затем, по расплавлении флюса, сильным пламенем, пока припой не образует необходимый паяный шов. Если припоя не хватает, можно аккуратно добавить припоя и флюса. Когда все наконец спаяно, готовое изделие отмывают от флюса в горячем слабом растворе кислоты, промывают водой, а затем можно зачернить в горячем растворе серной печени. Серная печень представляет собой смесь полисульфидов натрия или калия и готовится сплавлением поташа или соды с серой в соотношении 2:1. Лучше ее делать летом, открыв все окна и закрыв все двери, и отправив родных на дачу, ибо вонь получается неимоверная. Полученную серную печень хранят в сухой закрытой таре, раствор готовят перед употреблением, ибо он сохраняет свои свойства в течении примерно суток. |
|
11-4-2008 12:05
John JACK
Думаю, пайка медными припоями (латунью, вроде, тоже сюда) была бы тоже интересна. И ещё можно ссылку на эту тему в ножевой Мастерской разместить, там тоже рады будут
|
|
11-4-2008 12:40
Adminend
Браво! Лучше ничего по этому вопросу не читал. Всё очень хорошо и подробно описано.
|
|
11-4-2008 13:46
EagleB3
Добавлю, что важнейшая вещь для пайки - правильная температура. Перегреть - плохо, а недогреть - еще хуже. Температура зависит от свойств детали (насколько она вообще допускает нагрев) и от применяемого припоя.
Без флюса качественную пайку сделать вообще невозможно. Флюсы подбирают по материалу и по температуре. Самые ходовые в моем хозяйстве - "ЛТИ-120", "паяльный жир нейтральный", "паяльный жир активный" и "Ф-38н". chip-dip.ru
|
|
11-4-2008 14:41
r3292c
Да, про пайку медными припоями расскажите пожалуйста!
|
|
11-4-2008 14:51
gosha-kun
Я бы рассказал - но не доводилось
Кто знает - велкам, будет отличная тема, если каждый добавит грамотно сколоченной полезной инфы.Спасибо всем за ссылки и дополнения. |
|
11-4-2008 21:46
Spiderpig
Отличное руководство.
Добавлю еще один способ защиты медного жала - натирание аллюминием. Получается довольно неплохо. |
|
11-4-2008 22:09
gosha-kun
А можно подробнее? Как именно это делается? |
|
11-4-2008 22:13
Spiderpig
новое жало натирается аллюминиевой проволокой до появления "аллюминиевого" вида
проволоку надо мягкую брать, ну или отжечь.
|
|
13-4-2008 00:59
rvg1
большое человеческое спасибо гоше за его труд. все качествено а главное доступно и понятно
|
|
13-4-2008 16:51
EagleB3
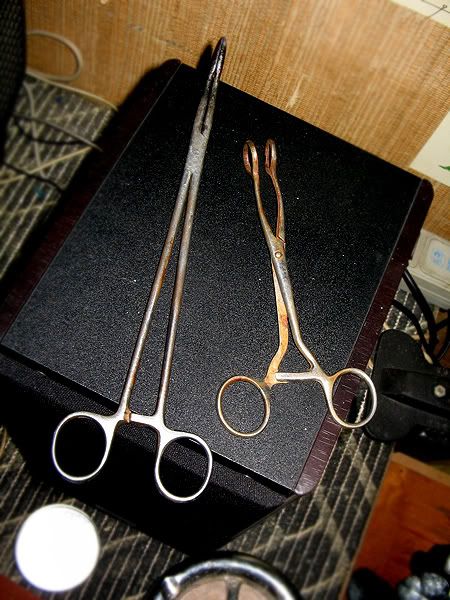
Вот для примера. Укорачивание предохранителя МП-512 для установки на ИЖ-38С (ну вот мнение мое такое - что на мягком коротком спуске надо иметь ручной предохранитель, а не автоматический). Из серединки "удочки" потребно изъять 29мм.
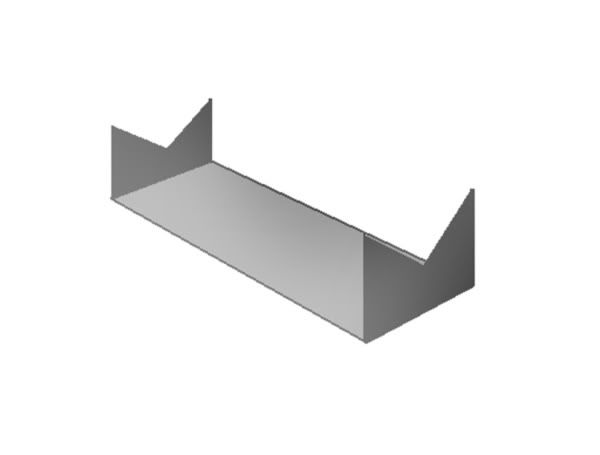
Распилено, выровнено, зачищено от воронения. Паяльник 40Вт. Заготовки залуживались поочередно, для чего зажимались в ручных тисках через картонные прокладки (теплоизолятор). И еще посмотрите: синяя стрелка показывает на зону, оставшуюся после лужения, при пайке паяльник ее не касался. Обратите внимание на то, что толщина полуды - просто никакая. И как этот слой блестит. Красная стрелка показывает на зону припоя, выдавившегося/натекшего из шва во время пайки. Я вообще не касался паяльником во время пайки этих мест. Припой стекал с жала (та первая набранная капля) в промежуток между деталями и вытекал на края. Свобода течения припоя характеризует температуру и качество пайки. И последнее: в некоторых случаях для упрочения паяного соединения бывает полезно (или необходимо) спаивать детали не только по соприкасающимся плоскостям. Можно наложить наружный бандаж (для данного случая можно было бы сделать П-образную скобу). В этом случае, конечно, детали надо было бы залудить и снаружи тоже, и потом пропаять их сжимая вместе с бандажом. |
|
14-4-2008 16:21
meork
Спасибо за подробную добротную и полезную информацию. Давно меня вопрос мучает о совместимости различных припоев и всяческих пищевых предметов, будь то кружка или больстер ножа. Внимательно прочитав статью, ответа я не нашёл. Естественно, ПОС-ХХ для моих целей не подходит. Мужики на базаре торгуют оловом в прутках, диаметром примерно 7 милиметров. Говорят, что без свинца, мол можно пускать на изделия контактирующие с пищей. Цвет светлее чем у ПОС, без характерной "серости". При сгибании хрустит - мужики утверждают, что так хрустит тока чистое олово. Вопрос в том, можно ли доверять продавцам в данной ситуации.. Как разобраться в марках припоя и найти среди них годные для, например, ремонта туристического котла или сборки пчака?
|
|
14-4-2008 16:38
r3292c
".. Начнем с олова. В хозяйственных магазинах бывают иногда палочки металлического олова для пайки. С таким маленьким слитком можно проделать эксперимент: взять оловянную палочку двумя руками и согнуть - раздастся отчетливый хруст.
У металлического олова такая кристаллическая структура, что при изгибе кристаллики металла как бы трутся друг о друга, возникает хрустящий звук. Кстати, по этому признаку можно отличить чистое олово от оловянных сплавов - палочка из сплава при сгибании никаких звуков не издает.. " взято здесь http://www.alhimik.ru/read/olg10.html cniga.com.ua У меня дома есть химически чистое олово. Хрустит. |
|
14-4-2008 21:34
dilet59
Вас ждут в фирмах, которые поставляют комплектацию для кондиционеров и холодильников. Есть серая паста. Одновременно припой и флюс. В медные и латунные стыки - идёт прекрасно. В сталь - пока не пробовал.
Для пайки стальных деталей - особо важен флюс. Его задача - остекловаться и защитить металл от окисления. После достаточного прогрева - флюс растворит в себе ТОНКУЮ плёнку окислов. Если перегреете не офлюсованный металл - будет ТОЛСТАЯ плёнка и всё нужно начать сначала. Флюс 220 для нерж. сталей 70% борной кислоты, 21% буры, 9% кальция фтоистого. Для углеродистых сталей под латунь справочник рекомендует буру 100%. Для малоуглеродистых - бура 80% и борная кислота 20%. Прекрасно пайка идёт пропан-кислородной горелкой. Само пламя следует сделать голубым. Тогда оно восстанавливает окислы меди и латунных сплавов. Через зелёные очки паяльщика видно цвет металла. Достаточно красного, может быть - оранжевого. На меди и латуни Вы быстро научитесь видеть сплошное зеркало восстановленного металла. На такую поверхность меднофосфористый припой ложится весьма легко. Фосфор снижает температуру плавления и одновременно восстанавливает окислы на поверхности металла. Медь и латунь - легко. Сталь требует практики. Нержавейка - большой практики. Есть более дорогие медносеребрянные припои. По легированным и нержавеющим сталям идут легче, сами - прочнее. Весьма дороже. Но для мелких работ - хороши. Пропан-кислородная горелка - дорого. Два баллона, два редуктора, шланги, горелка. Найдите контакт с холодильшиками. Проще для личного употребления - бензиновая горелка. Можно сделать самому, можно купит в фирмах по продаже ювелирного инструмента. Важнейшее достоинство - ОДИН компонет топлива - бензин КАЛОША. Для мелких одноразовых работ - хорошее решение. Можно маленькой паяльной лампой. Не пробовал, есть паяльная станция. |
|
14-4-2008 21:41
dilet59
Нашёл и начал расшифровывать через Файн ридер большую книгу Баллистические установки. Там приведены расчёты баллистических установок для моделирования столкновений на скоростях 1000-4000 метров в секунду. Расчёты энергии газа, моделирование выстрела в завистмости от соотношения массы газа и снаряда и типа газа. Одноатомные, двух атомные, трёхатомные. Таблицы, формулы. Всего - страниц 40. Кому то это нужно?. Если да, постараюсь за месяц поравить все ляпы файн ридера. если нет - сотру.
|
|
2-7-2008 20:46
muscarin
Флюс который можно найти в любом доме - аспирин (ацетилсалицилловая кислота). Если перевозить паяльник то лучше иметь при себе пару таблеток аспирина чем рисковать залить вещи паяльной кислотой. Кстати качество ее порой внушает большие сомнения, готовить ее лучше самому.
Минус-вонь плавленного аспирина(кстати подходят и другие органические кислоты -аскорбиновая (витамин С),лимонная),быстрое загрязнение жала паяльника и его разрушение- выедает настоящие пещеры. После пайки желательно смыть остатки флюса спиртом. |
|
2-7-2008 23:32
ober
ну я раньше все по электронике был. остался моток тонкого припоя с флюсом внутри. этакая микротрубочка. очень хорошо смачивает стальные разъемы - сначала алмазным надфилем зачищаю, потом, прижав этот "фирменный" припой - нагреваю паяльником. выходит очень чисто и быстро.
|
|
3-7-2008 00:09
кака
В детско-юношеском возрасте имел удивительную книжку выпуска годов 30-х.
До чего же та книжка была хороша для рукодельцев, жаль затерялась в годах. Так вот один из советов помню очень хорошо(но по нонешним временам стрёмный) использование ртутной амальгамы для соединения нихромовых спиралей (в то время это было весьма актуально). Так вот в некотором кол-ве ртути растворяются латунные опилки до однородной кашицы. Соединяемые детали фиксируются, место соединения ограждается чем либо типа формочки и в оную затаривают полученную амальгаму. После испарения ртути (от чего и стрёмно) получаем соединённые детали. О мех. свойствах "шва" ничего не знаю, ибо сам не пробовал, но люди раньше работали и получали результат. Сам я отнёс бы этот процес больше к склейке, на крайняк к холодной сварке. ИМХО сей процес активно пользовали ювелиры. Ну а Гоша как всегда хорош и целенаправлен, для многих его труд будет "настольной" книгой. С уважением. |
|
4-7-2008 04:58
GrayMage
скажу как недоделанный химик - пайка через амальгамму это по свойствам сварка в чистом виде. но имхо даже с тягой весьма неполезно (да и в тяге должен быть поглотитель ... )
по поводу пайки твердыми ака тугоплавкими припоями (медные серебросодержащие к примеру) весьма гуд. качество шва получаеться не в пример выше. мех свойства опять же лучше. пайка только горелкой(паяльной лампой). нагрев деталей хорошо за 300. основной источник припоя и флюса - магазины сантехники (трубы медные паяють ... ) там же и горелки есть. (паяльная лампа по сути газовая) много инфы и реально работающие с этим люди на оверах обитают (фреонщики и водянщики) |
|
4-7-2008 11:32
ivanh00ev
Паяльниками паять не удобно, да и греют они достаточно долго! Для пайки лучше иметь з вешь:
1. Горелка для твёрдой пайки + припои для конкретного материала 2. Горелка для мягкой пайки + флюс + припой 3. Миниатюрная газовая горелка + флюс + припой Или можно сразу себе купить баллон кислород+ацетелен(вроде) и тогда всё посильно Вот с таким набором можно запаять чего угодно и достаточно быстро! |
|
4-7-2008 13:24
GrayMage
с кислородом и ацетеленом не пайка а газовая сварка и резка =) имхо. достаточно иметь дома 4-ре вещи - электопаяльник "прямой" ват на 100-200
электопаяльник "утюг" (им еще чайники паяют) горелку типа "карандаш" он же газовый паяльник (ремонт на выезде, прогрев деталей) горелку типа паяльной лампы на газе. к ней пару разных баллонов. (газ к ним тоже разный бывает, есть "погорячее) для дома этого хватит за глаза.
|
|
4-7-2008 15:06
ivanh00ev
ну про ацетелен это да. Гызы разные для разных горелок, для мягкой пропан-бутан. для твёрдой Моп газы.. . |
|
4-7-2008 16:44
Storag
Ну не сказал бы. После застывания припой может быть и матовым и блестящим. Если в момент застывания было хоть какое-то движение одной детали относительно другой - будет матовым обязательно. Если флюса было столько, что после разогрева деталей и заполнения шва припоем флюс не покрывает сверху припой - шов может стать матовым если состав припоя соответствующий. Есть припой который независимо от количества флюса на его поверхности становится матовым при застывании. Эти припои обычно более тугоплавкие, часто изделия китайского "радипрома" паяны таким припоем Ну и от температуры пайки тоже зависит, если температура "на грани " то тоже матовым будет.
|
|
4-7-2008 17:12
Кайнын
чепуха всё это совсем недавно стоматологи ставили пломбы из амальгамы - медной и серебряной.
|
|
4-7-2008 17:42
Storag
Ртуть в соединениях или даже в чистом виде для организма не опасна, опасны именно пары.
|
|
4-7-2008 17:52
Кайнын
к чему это ты? человек сказал, что боится амальгамы из-за паров. что не так?
|
|
4-7-2008 20:14
Storag
Чтобы ртуть испарилась из соединения я даже не знаю как греть надо
Испаряться при комнатной температуре может только несвязаная ртуть.А написал ты правильно. |
|
|