
Заточка и доводка ремесленных ножей, СПРИ, инструмента для обработки кожи
|
12-10-2021 13:54
oldTor
К слову о направке инструмента на ладони. Упоминания подобного способа направки не редкость, особенно в ракурсе направки бритв. Встречается и в литературе, посвящённой резьбе по дереву.
Есть у этого метода и устоявшееся англоязычное название: "palm stropping". Приведу цитату из книги Woodcarving Techniques & Projects. James B. Johnstone. 1971. Стр. 25 ( vk.com ) "Many experienced carvers find that a two or three-stage stropping works best: first on a strop loaded with jeweler's rouge, then on a plain leather strop, finally in the palm of the hand." 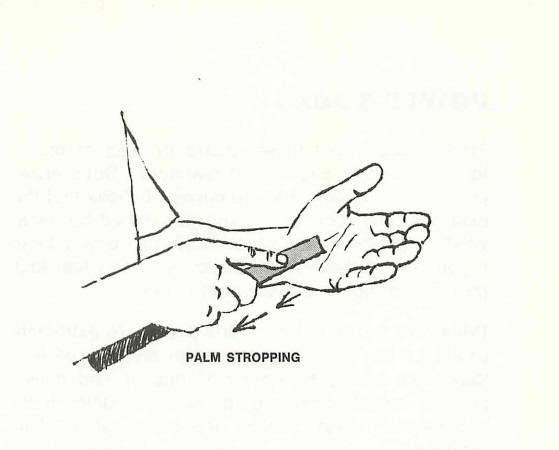 ------ |
|
13-10-2021 22:28
WarMit
Интересно, проверка "сильный дувокъ ртомъ" для каких углов заточки реальна?
|
|
13-10-2021 22:45
oldTor
Для резцов и "долотьев" для ручной резьбы, про которые речь - в основном указываются и употребляются углы от 20 до 35 градусов.
В принципе этот вариант теста реален и на бОльших углах, если сталь позволяет сделать действительно тонкую кромку - т.е. 2мкм. и тоньше. Я в своё время пробовал изучить эти пределы по углам, но уже так давно, что не помню ничего - как занялся плотно заточкой опасок, перешёл полностью на принятый для опасок тест, при котором просто волос плавно опускается на РК и должен мягко разрезаться с чистым срезом без "хвостика" на расстоянии не менее 10мм. от точки удержания, и обычно этот диапазон на самых лучших бритвах, что мне попадались, и какие у меня есть - от 20 до 70мм. от точки удержания волоса+-. Но на опасках и диапазон углов другой - от 13 до 21, но это крайние значения - в основном примерно 15-19. При случае попробую может ради интереса вернуться к этим тестам на максимальный угол для теста "дувком". P.S. |
|
14-10-2021 20:58
WarMit
Понятно, спасибо. Я применительно к ножам рассматриваю. Для углов 30-40 градусов. Угол меньше 30 требует аккуратности и не на всяком материале удержится, а больше 40 уже многовато, как на мой взгляд.
|
|
14-10-2021 22:26
oldTor
На ножах, как по мне, более чем достаточно, когда волос просто непринуждённо застругивается.
Резать же его как при бритвенном тесте или "дувком" может не получаться из-за того, что кромке сообщена бОльшая агрессивность за счёт либо обнажения структуры стали, либо размера и формы + частоты рисок или и того и другого, так как на ножах обычно всё-таки даже и при весьма тонкой заточке, нужна именно выраженная агрессия реза. На бритвах-то и на резчицком инструменте однородность РК нужна иная - там чистота реза рулит и лёгкость его. Ну и на ножах, которыми охота повырезать что-то из дерева или для каки-то ещё отдельных задач. Т.е. прохождение теста может сильно различаться не только в зависимости от достигнутой тонкости РК, но и в зависимости от её характера. Ну, кроме того, если у Вас преимущественно стали высоколегированные и с высокой насыщенностью карбидами, то получить РК тоньше среднего размера карбидов (т.е. порядка 2-3мкм., как на хороших порошках) - довольно непросто, а иногда и нереально, т.е. кромка не будет такой уж тонкой. Разве что угол не повысите ещё.
|
|
14-10-2021 23:23
WarMit
Я как ориентир рассматриваю. Пока для себя хорошим результатом на ноже считаю рез туалетной бумаги. С волосом это будет следующий этап. Типа научусь волос дутьём резать, значит очередной шаг в умении заточки сделал.
|
|
15-10-2021 08:54
oldTor
Честно говоря, у меня сложились некоторые сомнения по поводу тестов на рез туалетной бумаги и тонкой салфетки именно ножами (вот рез мокрой салфетки или туал. бум. ножницами - другое дело).
Есть впечатление, что не прохождение или прохождение неудовлетворительно этого теста во многих случаях может происходить не из-за недостаточной остроты-тонкости-однородности кромки, а в силу геометрии клинка и геометрии его заточки. Т.е. если тестировать таким образом клинки очень подобные, то - да, влияние геометрии будет +- одинаковым и тест можно считать репрезентативным. Если совсем разные - то очень вмешивается геометрия, когда уже клинок погрузился в разрезаемые столь мягкие материалы "по спуски", и чем дальше погружается - тем больше общая геометрия может влиять. В этом плане мне больше нравится тест на однородность реза тонкой папиросной бумаги (которая тоньше чем у сигарет - та, что продаётся тонкая-прозрачная для самокруток) - и как "листка" и свёрнутой в трубочку. |
|
15-10-2021 22:53
WarMit
Надо будет попробовать.
|
|
18-10-2021 14:31
oldTor
В свете вышесказанного по поводу направки и употребляемой стороны ремня а также направки на ладони, приведу пример.
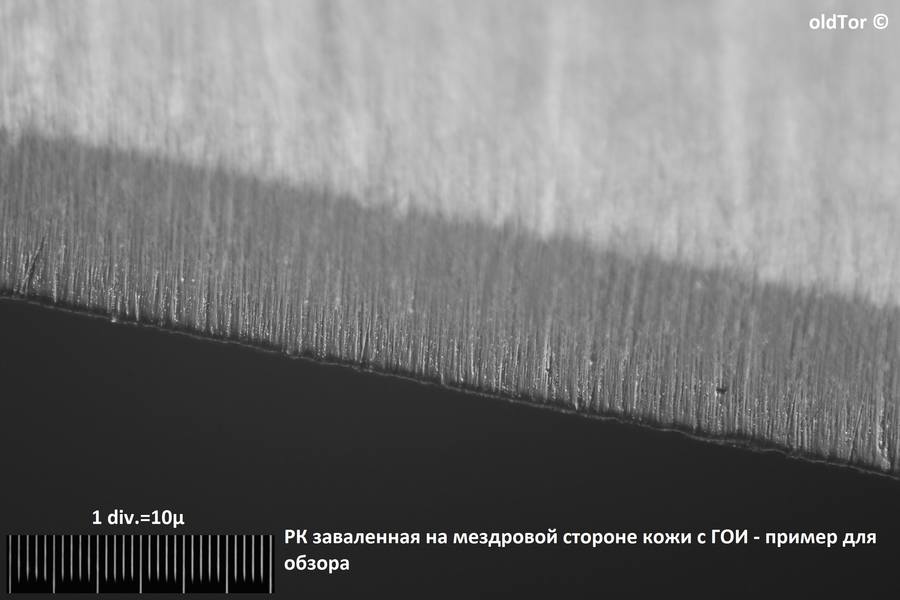
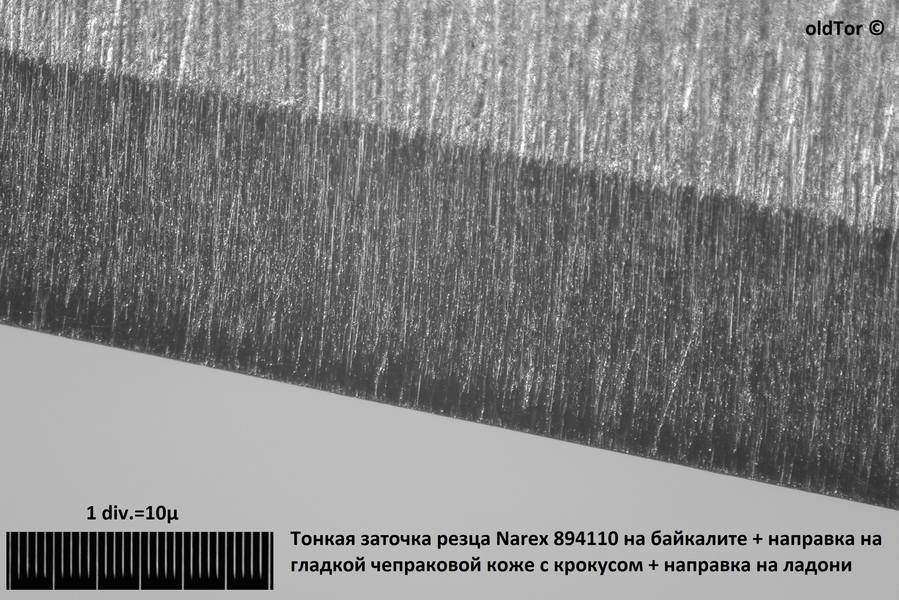
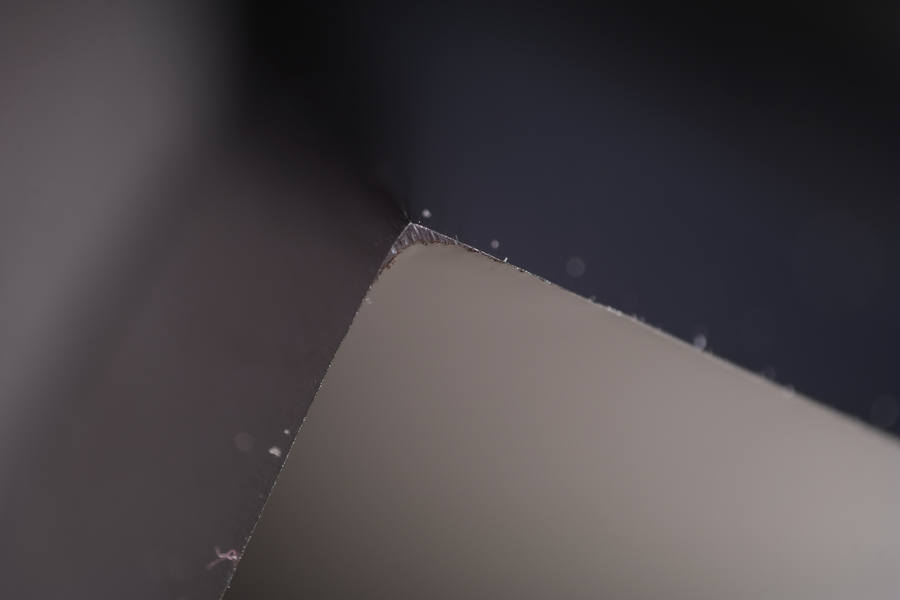
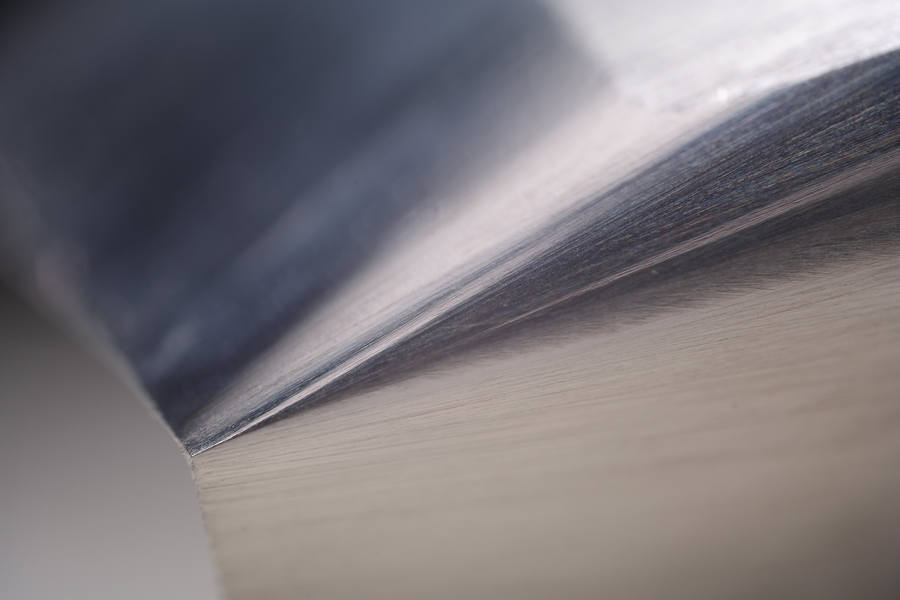
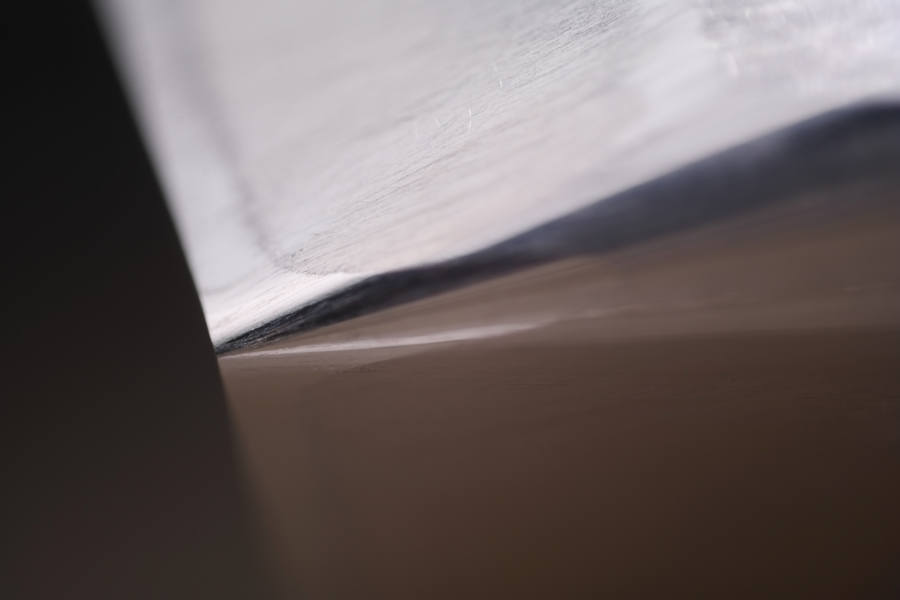
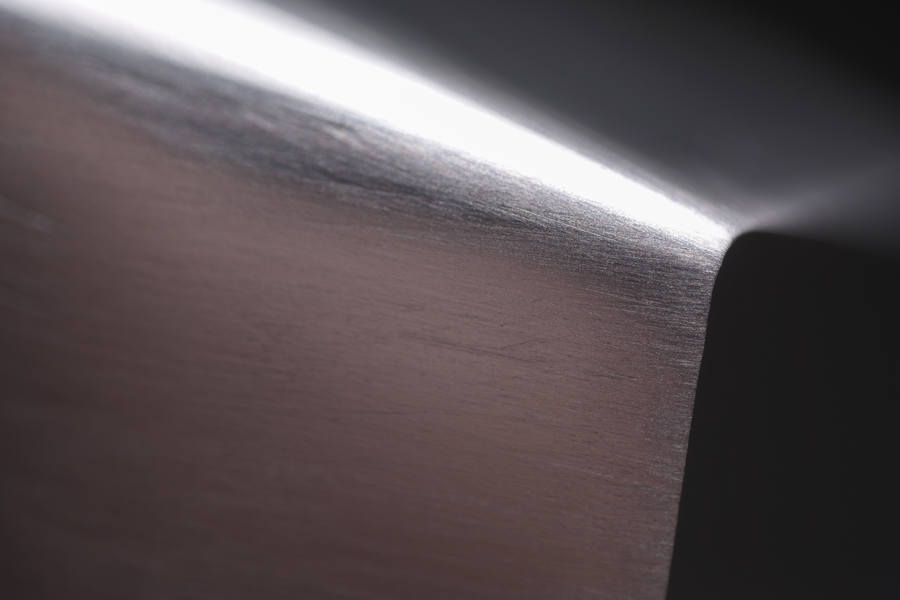
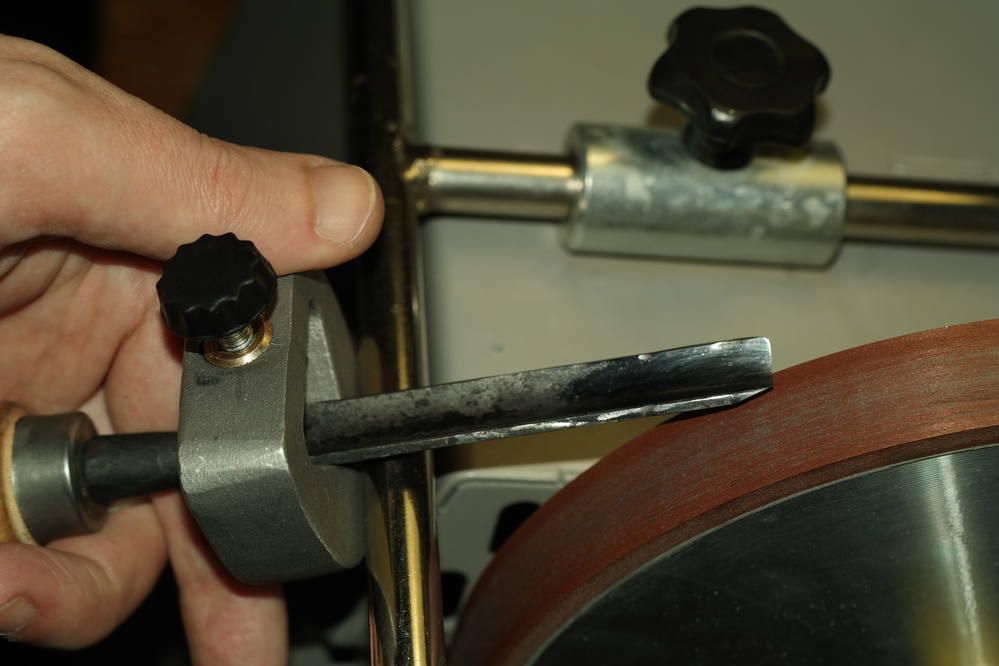
Затачивал тут резчицкий нож Narex 8941 10. Угол заточных фасок полный ~25 град., угол микрофасок полный - 32 градуса. Микрофаска на байкалите, притёртом на суспензии КЗ F600. Байкалит вот такой "природносрощенный" - обработка велась на более светлой, тактильно несколько более нежной в работе стороне, разумеется с маслом: После камушка направил на кусочке чепраковой кожи, на мездровой стороне с пастой ГОИ номер 1 - т.е. имитация того, как это часто делают. Для точности сравнения, направка делалась с помощью "костылька" (что я в принципе считаю не нужным - любой мало-мальски опытных заточник делает её вручную, но мне надо было избежать инсинуаций в "погрешности работы вручную"), чуть понизив угол (примерно на 0,5 градуса на сторону), чтобы эта сторона и с этой пастой, которой я всё равно положил меньше, чем обычно делают, не сильно валила кромку. Давление - под весом костылька и крупного магнита на нём. Сделал 8 проходов на сторону. В общем - я испортил нормальный финиш на байкалите таким манером. Т.е. произошла типическая ошибка и очень распространённая, о которой я и те, у кого я учился, говорили многие годы - завал кромки, напрочь убивающий результат заточки и от характера кромки, полученной на хорошем финишном камне, равно как и от желаемой микрогеометрии заточки, не остаётся и следа. А применение паст низкого качества нарушает абразивную гигиену и сажает свои косяки. Ну вот теперь уже можно выполнить технологический барьер и нормально почувствовать ногтевым тестом и увидеть в оптику, что снято ровно столько, сколько нужно. Поскольку РК на данном ноже прямолинейна, шкурку положил на боковину байкалита, для жёсткости. Хватило одного прохода. Далее снова на байкалит, затем направка - по 5 проходов на сторону на _гладкой_ коже с втёртым в неё с капелькой костного масла субмикронным крокусом (оксидом железа) таким же манером (т.е. с точно выставленным углом и постоянным таким же давлением) и затем, также по 5 проходов на сторону на коже ладони (ну это уже вручную, само собой): Как можно видеть, направка получилась намного тоньше и однороднее, завал отсутствует - угол не изменился "по донцам рисок", просто направка "стёрла" и разгладила их гребешки, особенно выраженно в зоне РК. При этом вся микрофаска целиком влезла в ГРИП микрообъектива, которым был сделан снимок, а его ГРИП примерно 14мкм. Угол остался рассчётным, всё ладно и аккуратно. По-моему, удалось очень наглядно продемонстрировать разницу между вариантами направки. Также наглядна она и в резе, ради чего, собственно (ну и ещё ради стойкости, конечно), всё делается - рез первым вариантом получается более шершавый, под углом не глянцевый, а рез вторым вариантом - чище, глаже и под углом даёт глянец (к сожалению, это глянцевое поблёскивание среза на фото передать не получилось, но разница в шершавости среза вроде бы заметна): Потом мне подумалось, что зря я резал с разных сторон берёзовой чурочки - кто-нибудь обязательно придерётся) Потому, решил сделать контрольный рез по тому же участку, где резал заваленной кромкой и снять в умеренном микро - по горизонтали кадров 5мм. - первый - то, что было срезано заваленной кромкой (разумеется и стружка выходила толще и усилие нужно было бОльшее) и второй - срез нормально заточенной и направленной кромкой - она и резала легче. По-моему, разница в чистоте и гладкости среза очевидна: Все фото, как обычно, кликабельны и доступна развёртка в оригинальный размер. ------ |






|
18-10-2021 17:27
oldTor
Полукруглые стамески, клюкарзы и резцы затачивают разными способами и один из них - движениями вдоль кромки. Такой способ имеет право на существование и фигурирует в т.ч. в специальной литературе отечественной и зарубежной. Однако, он коварен тем, что легко может привести к подрезанию режущей кромки, и кроме того, не даёт оптимального рельефа на ней, "цепкости".
И поэтому, должен быть применён с осторожностью и осознанно, комбинироваться и с движениями обычными - поперёк линии РК. Метод позволяет весьма точно и однородно формировать и корректировать геометрию выпуклости на плоских камнях и брусках, шлифовать и полировать её на шкурках, как на мягкой, так и на жёсткой подложке. Позволяет не использовать профилированные бруски, камни и притиры для выпуклости (для вогнутой стороны всё равно что-то профилированное потребуется, или хотя бы, как и при обработке вогнутости вдоль её, какая либо подходящая по сечению основа под шкурки). Лично я делаю следующим образом - оставляю некоторый припуск на кромке, и окончательно выхожу на остроту с помощью плоского же камушка с лёгким повышением угла, значение которого учитываю изначально, как и подразумевая некоторый запас дальнейшего его повышения при правках. По сути, создаю микрофаску. И припуск на кромке оставляю такой, чтобы микрофаска успешно создалась буквально за два прохода стамеской по бруску, совершающей помимо подачи "на зерно" ещё и поворот вокруг оси от одного края РК до другого. Внимательности и аккуратности сделать это ничего не испортив, уж на пару проходов, я полагаю, хватит у любого мало-мальски опытного юзера. Если речь про то, чтобы сделать и финиш на шкурке (многие только шкурками пользуются) или абразивной плёнке - в принципе всё то же самое - последние движения, выводящие РК на остроту - делаются "на зерно" (даже если шкурка на мягкой подложке расположена - при некотором навыке и если всё делать правильно - это не проблема - она не будет "зарезана", только давление делается ещё меньше, а угол еле-еле заметно делается меньше желаемого, на какие-то доли градуса - чтобы эластичность шкурки (в большей степени) или плёнки (в меньшей) не завалила РК, а позволила вершинкам зёрен лишь слегка коснуться кромки. Такой же метод применяется и при направке на коже с абразивом (разумеется, на коже работа только "от зерна" - с ней работа "на зерно" как на шкурках или плёнках - не прокатывает) - "опора" делается не на саму последнюю фаску, а на ребро - границу её с предыдущей. Тогда эластичность носителя абразива не завалит кромку - произойдёт очень нежное касание и только. Да, иногда бывает так, что не рассчитав, можно на камушке сделать слишком выраженную риску на РК. Тогда можно комбинировать - после камушка снова вдоль кромки сделать пару проходов на тонкой шкурке (хорошо подходит уже поработавшая c олеиновой кислотой P2500-P3000) и потом, учтя ошибки (грубоватый камень или избыточное давление) - снова создать микрозубчик на кромке. Если делать всё это аккуратно - кромка будет и иметь благоприятный для чистого лёгкого реза характер, и необходимую "цеплючесть" и при этом не будет подрезана. Да, ещё один момент, правда он касается любого способа заточки подобного (и не только) инструмента - если выбранный для удобства работы угол внешней фаски оказывается столь малым, что кромка готова "играть" при нагрузках (имеется в виду аналогия с "волной по ногтю" на очень тонко сведённом инструменте и/или заточенном на малый угол) и не держит рассчётных нагрузок, существует рекомендация использовать контрфаску - в т.ч. такую рекомендацию можно увидеть в книге Рона Хока "Идеальная кромка", применительно именно к резчицкому инструменту: В качестве примера - полукруглая резчицкая стамеска Narex 8925 08, переточенная на грубом бруске и отшлифованная на шкурках, преимущественно вдоль РК, затем микрофаска на тонком камне (чарнли форест) за два прохода и всё сглажено на выработанной "полирующей" шкурке P3000 + направка на гладком чепраковой коже с субмикронным крокусом. Стамеска уже поработала суммарно часов 8 по берёзе и всё ещё не требует направки даже на коже (не говоря уж про камень) - на втором снимке виден блик от контрфаски на внутренней стороне (её делал на шкурке P3000 пресловутой, обернув ею деревянный стержень): А вот так выглядит внешняя фаска и выход на РК в микро - поскольку стамеска полукруглая, а делать стэкинг мне не хотелось, снял на слабенький микрообъектив - чтобы хотя бы какой-то участок с одного кадра попал - по горизонтали кадра 5мм.: Ну и вот так эта стамеска режет поперёк волокон - всё ещё весьма прилично, при том, что в работе я её отнюдь не щадил: ------ |




|
19-10-2021 12:13
GoodYu
Ярослав, спасибо за обзоры, очень толково, познавательно и интересно!
Когда из Англии приходили пологие и полукруглые стамески, то около четверти из них были заточены с вогнутой стороны, а выпуклая оставалась как спинка (личико), т.е. обратно, нежили привыкли мы и тому, что показали Вы на последних фото.. . Не знаете ли зачем их так точили? Как (чем) бы Вы сейчас сделали такую заточку (а может Вы так тоже точили)? |
|
19-10-2021 13:43
oldTor
На здоровье!
Мне такие не доводилось держать в руках, но, полагаю, это из разряда и угловых стамесок плотницких и столярных, у которых фаска с внутренней стороны, типа таких: log-master.ru "Предназначена для обработки и зачистки углов глубоких пазов и канавок." Полагаю, полукруглые с фасками только внутри - для сходных задач, только для иной геометрии. Уголки такие не затачивал - так что не могу сказать, как бы делал (там сложность не в том, "чем", а именно "как", чтобы не растить "зуб" на уголке и не копать ям рядом с ним), а полукруглую - не вижу проблем сделать это также, как делается контрфаска на обычных полукруглых, только чем-то, поначалу, более грубым и на соответственный угол. Взял бы профилированный конусообразный и/или цилиндрический брусок индиа медиум (они регулярно попадаются в продаже) или спрофилировал бы какой-нибудь из своих брусков. Например, какой-нибудь советский хонинговальный из КК или ОА - они очень удобны для этого. |
|
19-10-2021 14:43
GoodYu
Да, полукруглые стамески с фаской внутри, так и не нашёл им применения, может кто подскажет... , а переточить пока рука не поднимается...
Фото из интернета: |
|
19-10-2021 17:13
oldTor
А, такие, с рукоятью "как у мастерка".. . они и плоские есть-"для обработки труднодоступных плоских поверхностей." - так про подобные везде пишут.
Упоминаются в т.ч. и полукруглые в литературе, как стамески для подчистки/подравнивания фона в резьбе. Навскидку цитату не приведу и пример использования конкретней - не помню где читал, на досуге попробую порыться. P.S. Навскидку нашёл только про плоские такие - они называются "коленчатые": "Коленчатые стамески. Такие инструменты сочетают функции подрезных стамесок и небольших рубанков. Их используют для зачистки пазов, фальцев, четвертей на длинных досках. Эти стамески также удобны для подрезки выступающих заглушек и зачистки засохшего клея при склейке щитов." |
|
20-10-2021 17:35
oldTor
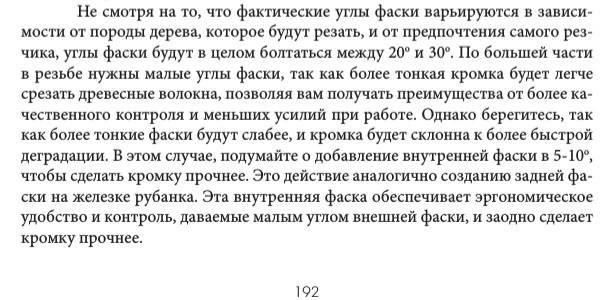
Перетачивал резчицкую угловую V-образную стамеску Narex 8927 06 c внутренним углом 90 градусов. От многих правок в т.ч. на шкурках, совершенно завалилась геометрия. Затупилась РК и правки уже не хватало без существенного повышения угла. Чуть подровнял её тем же методом, что выполняется технологический барьер и приступил к переточке. Поскольку у меня сейчас на пробах находятся алмазные бруски Columbia Gorge Stoneworks Resin Bond Diamond Stones, решил заодно опробовать их по этой стали - тут какая-то нержа. Для неё заявляют разную твёрдость - временами указывают "до 55HRC", но на мой взгляд она тут заметно твёрже. Я бы, навскидку, сказал, что порядка 57-58 скорее.
Так как в заточке она себя ведёт ближе к таким, да и стойкостью отличается заметно повыше иных нержавеек, термообработанных на 55, в т.ч. при малых углах заточки. Решил подробно остановиться на каждом этапе, так как заточка подобных стамесок освещена в рунете слабо, и в основном ограничивается краткими фразами и не информативными роликами, типа: "затачиваем как обычную стамеску каждую сторону и уголок готов" или, как максимум "не забываем скруглить ребро, так как нам надо получить там аккуратный радиус, который не будет оставлять строго клинообразный рез с царапиной в вершине углубления, а выбирать аккуратную узкую ложбинку". Что касается проработки внутренней стороны, то тут я не буду ничего показывать - там всё как в предыдущем обзоре +- . А поскольку угол 90 град., то нет проблемы воспользоваться последовательно от грубых к тонким брусками, что масляными, что водными, единственно - особенно к концу работы следует озаботиться тем, чтобы у них была на ребре снята маааленькая радиусная фасочка - почему, подробнее скажу потом. Итак: Брусок использовал, разумеется, с водой - это рекомендованная СОЖ для полимерной связки. Доточил до момента, когда толщина РК более-менее подровнялась, но оставив некоторый припуск - выходить на кромку зерном 80мкм. не было никакого желания. Так проточил одну сторону до следующего показания угла:
Затем взялся за вторую - первоначальный угол выбрал тот же, что и для первой и затем проточил так же, как первую сторону. Да, заодно отмечу, что это прекрасный пример того, как в точилках, где угол РК и её ровность, влияют на установление угла, бессмысленно пытаться сооружать приспособы-каталки-тележки на двух колёсных парах (как не только некоторые новички в заточке делают, но даже и фабричным образом такие приспособы в Китае производят - примеры бывали) - по мере съёма стали угол меняется, и по мере износа абразива - тоже. И если использовать приспособы с двумя осями/двумя колёсными парами, то в какой-то прекрасный момент, фаска повиснет в воздухе и ничего затачиваться не будет - придётся регулировать вылет инструмента из приспособы и снова настраивать угол и точность зажима, например те же 90 град. для обычных стамесок. При том отмечу, что обычно такого сильного изменения угла как на фото выше не происходит, если, например, выполняется правка по ранее созданной фаске - там отклонения минимальны. Но когда приходится исправлять геометрию, особенно выправлять заваленную - тут может получаться и куда более заметная прогрессия увеличения угла. Но вернёмся к собственно заточке. Проточил обе стороны до более-менее равномерной толщины кромки с припуском, при этом обратите внимание, как криво проточились фаски - точнее, какой кривизны они достигли за время многих правок на шкурках: Сразу выправлять это я не стал, во-первых ещё сколько-то снимется в процессе дальнейшей заточки, и к тому же - остальное можно будет опять-таки на шкурке просто сгладить, так как настолько вдалеке от РК точная геометрия фасок уже не будет играть роли, а вот сглаженность им необходимо обеспечить, чтобы ничто на них не оставляло вдавленностей на древесине. Брусок по этой стали себя показал на удивление неплохо - я склонен считать, что характеристики связки здесь таковы, что можно себе позволить затачивать даже нержавейку - я не обнаружил самой частой проблемы заточки вязких не сильно твёрдых сталей на алмазах, а именно - вытаскивания ею алмазного зерна из связки и шаржирования им затачиваемого инструмента. Однако, отмечу, что брусок уже чутка приработан - ранее на нём затачивал нож из 440с весьма хорошей, и хотя шаржирования не было, но вот отдельные алмазные зёрна из связки вылетали и пытались застрять в рисках на клинке. Вторая самая частая проблема - сильная засаливаемость алмазных брусков и выглаживаемость, при заточке вязких не особо твёрдых сталей. Выглаживания критичного я не заметил. А вот засаливание - да, оказалось ожидаемо сильным. И если после стали 440с бруски 80 и 40мкм. достаточно было потереть ладонью под струёй воды, то здесь это не помогло - вот как такой способ смог отмыть брусок на этот раз: Памятуя вопрос о целесообразности абразивного ластика и стремясь сберечь ресурс бруска (алмазоносный слой очень тонкий), я попробовал ластиком очистить остальное - получилось. Да, отмечу свою ошибку - я пустил на брусок 80мкм. тележку Veritas, по привычке к обычным абразивам, ничего не подложив. И задним числом испугался, что произойдёт шаржирование в латунный ролик алмазов. Как хорошо, что брусок уже приработан слегка и не теряет зерно! Ничего в ролике не застряло, а я в этом уверен, так как облазил его с микроскопом МПБ-2, он только получил небольшие вдавленности от отдельных выпирающих зёрен: Но не советую так делать на любых других алмазах! Ну разве кроме приработанных на медно-оловянной связке. А вот на венёве на старой связке органической и на гальванических алмазных пластинах - не рекомендую: на первых зерно легко выпадает из связки и может шаржироваться в ролик, на вторых - в начале тоже выскакивает, а когда всё приработано - может оставлять намного более сильные и неприятные вдавленности. Так что, работая на алмазах, весьма рекомендую на участок бруска, по которому ездит ролик, класть кусочек полиэтиленового файлика тонкого или, как сделал далее я - обернуть пол-бруска пищевой либо тонкой упаковочной плёнкой: Это уже на следующем бруске заточка - на 40мкм. Да, отмечу, что данная стамеска удобна тем, как у неё сделана рукоять - при заточке на тормеке или его аналогах, можно опирать на суппорт без всяких зажимов, а в тележке - ослабить винт и сильно выступающий край рукояти поможет при возвратно-поступательных движениях при заточке, ещё и поворачивать одновременно из стороны в сторону вокруг своей оси сам резец для создания радиуса на ребре схождения плоскостей - во второй руке у меня камера, а вообще вторая рука должна при этом находиться как можно ближе к РК и осуществлять прижим резца к бруску, а вот рука, направляющая и поворачивающая рукоять резца - давления давать НЕ ДОЛЖНА! Это грубая ошибка при работе с любыми тележками-каталками: После бруска 40мкм. я получил ещё более равномерную и меньшую толщину РК везде, кроме самого ребра - при заточке полезно ориентироваться по блику от будущей кромки и стараться сделать всё равномернее - для невооружённого взгляда всё выглядело примерно так: Да, брусок 40мкм. продемонстрировал такое же отсутствие выпадения зерна, но и такое же сильное засаливание, не смываемое рукой под струёй воды. Снова помог абразивный ластик, но тоже не идеально (кроме того, на бруске проявились какие-то пятна, а до первого использования бруска было заметно только одно маленькое - видимо, это связано с технологией нанесения алмазоносного слоя): Далее я взял брусок 10мкм. Я уже знал, что такой скачок чрезмерен, так как этот брусок работает очень тонко, но всё-таки решил попробовать, уповая на малое пятно контакта и простую в заточке сталь. Не могу сказать, что было сильно быстрее, чем когда я делал этот скачок на ноже из 440с - всё-таки и шаг велик и вообще, алмазы такие стали затачивают медленновато (по сравнению, например, с брусками на основе оксида алюминия на связке потвёрже или, в случае средней - с суспензией). Этот брусок ластик вовсе скверно чистил (к слову - поверхность этого и 5мкм. бруска "из коробки" он вовсе не брал, но подцарапывал): Пришлось достать Инф-Абразивовский A400VL, замочить его и почистить им - совсем другое дело: После заточки на бруске 10мкм. получил вот такой результат - микрофото с объективом Ломо 4,7х011, по горизонтали кадра 5мм.: Как можно видеть, внутренняя сторона у нас полукруглая, так как рекомендуется её выводить на ребре брусков с узкой радиусной фаской, как я писал ранее. Если же мы сделаем там строгий угол, то во-первых, некуда будет особо скруглять внешнее ребро, можно и ямку получить, а во-вторых, мы сильно ослабим этот участок и можем вместо ямки вырастить там "зуб" или, как его ещё называют - "клюв", а ямки буду по краям от него (как я показывал в другом обзоре о заточке подобного резца, на примере заточки заводской). А ведь на этот участок у нас при работе приходится львиная доля нагрузки! Поэтому ослаблять его нельзя. Когда выполним скругление внешнего ребра, то в результате получим кромку более равномерной толщины и без концентратора напряжений в виде резко очерченного уголка. Да, надо сказать, что даже скругляя сужающееся ребро, я не накопал ям на бруске - это в сторону тех, кто о подобной связке высказывался из разряда "можно точить только от зерна, ибо связка мягкая и нож её зарезает" - да ничего подобного. Вся внутренняя поверхность этой стамески у меня уже была обработана заранее, однако, подойдя вплотную к финишным операциям, необходимо держать под рукой какой-нибудь брусок, для удаления заусенчика, сгибающегося на внутреннюю сторону. Для этого у меня прекрасно подошёл следующий абразив. Алмаз более тонкий я решил уже не брать, а взять не самый тонкий арканзас (Norton старенький) тоже 6-ти дюймовый. Перед ним выполнил технологический барьер - один проход по засаленной севшей шкурке P3000. Почему на два - одного не хватило бы для внятной микрофаски, так как угол и на предыдущем бруске ещё подрос по мере съёма стали. У кого каталка без эксцентрика, можно просто подложить что-то под ролик - например, кусочек или два плотной плёнки для переплётов ксерокопий (я такой плёнкой иногда пользуюсь на притире - жёсткости у неё достаточно) - на масло или каплю воды прилипает нормально и не ёрзает. В принципе, далее можно просто направить на коже, чистой или с тонкой пастой или абразивным порошком с капелькой масла. Но напомню про неравномерность фасок, которая получалась в начале обзора из-за их завала в сторону "тела" стамески. Если чувство прекрасного мешает оставить как есть и просто сгладить там всё при направке, то можно взять шкурочку и пройтись более тщательно. Но! Вообще, это лучше делать перед созданием финишной микрофаски, чтобы не завалить кромку и не свести на нет результат работы финишного камня. Кислоты капнул многовато - можно раза в три меньше. Понизив угол (чтобы не испортить РК) подполировал заточные фаски и добавил скругления самому уголку. Истираясь, засаливаясь, но оставаясь рабочей, благодаря олеиновой кислоте, эта шкурка работает всё тоньше и тоньше и при том не растит заусенку. Я под конец чуть стал повышать угол до того, при котором "волна" шкурки перед РК при движениях "на зерно" стала касаться РК, но очень легонько. И таким манером завершил работу. Вот так получилось: Может не идеально, но на эластичных носителях абразива сделать идеально бывает намного труднее, чем на твёрдых камнях. Но даже если сделать так - всё равно стамеска будет резать вполне хорошо. ------ |














|
25-11-2021 18:55
Вишер
Пару раз затачивал такие резцы, однако заказчики всякий раз обращали внимание на схождение кромок и просили проточить именно радиус не под 90, как у вас, а со скруглением в р-не 0,2-0,4 мм. Я не очень понимаю, зачем, но сделал, как просили.
Для заточки радиусных резцов я брал приспособу, похожую на вашу каталку, принцип работы в ней иной. Конструкция представляет собой обычную каталку, на которой закреплена еще одна приспособа, устроена , как труба в трубе. Наружная труба неподвижна и крепится к каталке или имеет с ней общий корпус и обеспечивает установку нужного угла заточки. Внутренняя труба вращается в наружной, но вдоль оси неподвижна. Способ крепления инструмента такой же , как в вашей приспособе, однако винт крепления расположен во вращающейся трубе. Заточка происходит методом одновременного поступательного и вращательного движения вдоль камня на зерно. Как вы понимаете, в такой приспособе заточить любой радиус не проблема. Если же закрепить в такой присобе резец с вашего фото для финишной доводки, то вполне возможно обработать обе плоскости и радиус При заточке выполняя попеременно вращательное движение в разные стороны получается вполне хорошая сетка, угол наклона в которой определяется сочетанием скорости поступательного и вращательного движения. Я бы поместил во внутреннюю трубу уголок 90градусов для лучшей фиксации круглопрофильного инструмента, но владелец против доработки. |
|
25-11-2021 20:54
oldTor
Интересно, спасибо!
Я полукруглые затачиваю с комбинацией поступательного и вращательного, используя вручную оправку для Jet (она по типу тормековской, только округлая снизу), наклеивая на неё изоленту (а то сама она сделана из какой-то гадости и легко истирается) - вот как-то так она выглядит - на первом фото она "за станком" -причём в данном случае "от зерна", но я такое себе позволил только потому, что претачивал заточную фаску на меньший сильно угол и не планировал выход на РК, соответственно и проблем с жирным заусенцем из-за работы от зерна - не случилось: Ну а тут уже при создании с ней второй фаски на вашите |

|
26-11-2021 10:11
Вишер
Принцип тот же. Я наверное буду делать такую приспособу коллеге, он решил резьбой заняться. Заказал допы к цанговой рукояти, сделал ему из 9 хс пару плоских резцов. Оказалось, что затачивать он и не умеет и нечем.
|
|
26-11-2021 12:40
oldTor
Именно. У меня уже была мысль, что надо, по крайней мере для совсем мелких резцов, взять за основу подшипник, по типу такого:
ridestyle.ru , впрессовать во внутреннее кольцо трубку с угловой вставкой и прижимным винтом - т.е. симулирующую форму внутренней части оправки. А внешнее кольцо прикрепить на "тележку" с регуляцией по высоте и/или наклону. Ну, или также просто наклеивать изоленту, а то если ещё на тележку, то выйдет громоздко, скорее всего. |
|
7-12-2021 22:11
Вишер
Сегодня обновил свой парк ремней, надо было подрезать ремень по всей плоскости для крепления пряжки, такой участок 40х30 мм, под рукой был косяк сибртех, заводскую заточку обновил, на F1000, немного гуанси с суспензией бельгиша, потом кожа. Интересно получилось, 4мм растишка строгалась в любом направлении, даже особо не бахромило, урезы отличные получились. Материал , судя по надписи 3Cr13хф, вот так и написано. Сравнительно мягкий, но режет интесней Р6М5.
|
|
18-8-2023 19:37
oldTor
Презентовал мне тут друг набор из 4-х стамесок Кобальт: 6, 12, 18, 24 х 140 мм., сталь CRV. Бренд российский, страна производства - Китай.
Сказал, что уже год такими пользуется и они оказались на удивление неплохи: он ими работал "довольно грубо", в основном по ели и сосне. Затачивал на 30 градусов и стойкость оказалась удовлетворительной. Меня приятно удивила геометрия. Грубообработанная на, видимо, горизонтальной планшайбе, судя по рискам и их направлению, плоскость в 3-х из 4-х стамесках имела правильный и в нужном месте прогиб, одна же имела действительно плоскость. Заточные фаски везде идеально плоские, на 25 градусов. Кромка не заточена - после формирования геометрии на заводе выполняли технологический барьер, срезав под прямым углом с кромки всю гадость от грубой обработки - толщина после тех. барьера везде от 40 до 50мкм. При этом 90 градусов к боковинам было выдержано на 2-х из 4-х стамесок строго, на самой широкой (на фото ниже) почти как надо: На одной, той же, у которой нет нужной правильной лёгкой вогнутости - линия будущей РК после ТБ - чуть отклоняется от 90 градусов к боковинам. Это и решило выбор, какую первую приводить в порядок. Это стамеска 12мм. - было принято решение создавать нужную вогнутость и затачивать: Да, отзывы в сети позабавили - некоторые наши соотечественники столь не привыкли к нормально заточенному инструменту, что назвали заводское состояние "заточкой" и сообщили, что "она неплохо режет")) Вообще меня такое удивляет - блик же от ТБ виден невооружённым взглядом, да и давно пора привыкнуть, что у китайского инструмента, прилично сделанного, тех.барьер после формирования геометрии - обычное дело. На рубанках (в т.ч. Luban) - вот тоже встречается. И не новость, что многий инструмент поставляется в незаточенном состоянии, особенно стамески: спокон веку повелось (ну, как минимум лет 130 есть такой практике - в источниках встречается), что специализированный инструмент часто поставляется в таком виде и пользователь самостоятельно затачивает его и до нужной степени остроты и на нужный ему угол. Ну да ладно, вернёмся к делу. Часть 1. Слесарка. Для начала следует выбрать подходящий абразив (или абразивы), который должен удовлетворять следующим требованиям: Исходя из этого я выбрал для обработки плоской стороны брусок завода ИНФ-Абразив на основе электрокорунда: Grinderman A400VL. Изначально, раз сделан для марки уважаемого Андрея Петрова (Гриндермана), значит брусок а) в первую очередь для ножей и б) зернистость у него по Fepa-F. Под сталь он подходит потому что она "похожа на нержу". По впечатлениям, твёрдость у неё около 57HRC, вязкость не избыточна. Углерода в ней немного, хрома тоже не навалом, но при этом по поведению при заточке она отличается от низколегированных привычных советских инструменталок и похожа именно на нержавейку по поведению. Что касается реальных данных по коррозионной стойкости - у меня за время заточки не появилось ни одного рыжего или чёрного пятнышка на ней, а у друга такая стамеска в условиях зимовки в сельской местности, жила в рабочем помещении с повышенной влажностью и по его словам, очень умеренно пыталась корродировать. Поскольку нужно было создать вогнутость, я начал с удаления фабричных рисок с некоторым отступом от линии РК - вот первые движения и их результат: Далее работаем, в основном отдавая предпочтение участку "посередине тела" стамески. Разумеется, время от времени меняем направление обработки и область обработки. Тут подробно расписывать не буду, это достигается упражнением и контролем. Так что не стану говорить ни про круговые, ни про работу с суспензией, ни про диагональные и прочие - это уже много где написано и не только мной) Перейду к деталям контрольным для именно вогнутости: На первом слева снизу фото в группе видно, что я уже перешёл к окончательным движениям "на зерно" - оформляя окончательное направление рисок и в целом дооформляя работу поаккуратнее. На последнем фото в группе - крайнее справа снизу - "пламенный привет" всем тем, кто не устаёт говорить о том, "как много грязи от водников")) Итоги: Вот так выглядит прогиб на просвет и на втором снимке - постарался показать границу закалки, проявившуюся при обработке: как видно, тут не схалявили - это вам не "подкалить на пару см.", а добротно на практически всю длину стамески - на долгие годы работы: Примечание: если бы я делал "просто" и удовлетворился бы "базовыми" требованиями к большинству стамесок, т.е. хотя бы 1,5-2 дюйма от РК сделать плоскими с нормальной шероховатостью - у меня бы на данной стамеске при том же абразиве ушло на это минут 7, а если сделать "красиво и аккуратно" - 10-12 минут. Т.е. это я ещё заморочился как следует) Часть 2. Заточка. Для начала, надо было выровнять линию будущей РК под 90 градусов к боковинам и освежить ТБ - всё-таки фабричный грубоват, да и по мере съёма с плоской стороны, кромка уже стала тонкой и "лохматой". Затем, я решил первоначальное формирование сделать на полтавском алмазном бруске на МО связке с зерном 14/10мкм., но не прорабатывая будущую кромку - т.е. только до момента, когда блик на РК исчез для невооружённого взгляда, но кромка ещё тупая. Никакого "выйти на заусенец" не планировалось, тогда ТБ надо было бы делать ещё раз, и вообще это избыточно и без необходимости, алмазами на РК я не выхожу, тем более на таких сталях. Работа с маслом, конечно же. Время работы ~2 минуты. Да, заточку я сделал на 30 градусов, раз уж у моего друга она при грубых работах держалась хорошо на такой стамеске: Затем уже окончательная заточка и выхаживание на керамике. Какая хорошая точилка - всегда мне нравилась в т.ч. тем, что даже широкий ролик (в чём плюс одинарного ролика), куда лучше, чем два узких, например, позволяет менять направление обработки, вести её не по прямым линиям и пр. Выхаживание, естественно, уже по прямым и на зерно. Время работы ~4 минуты : Заусенцу я расти не давал, подрезал его начатки меной направлений обработки, а микрозаусенчик разок убрал с помощью ТБ опять-таки, но уже на ХБ-стропе с пастой Luxor на основе электрокорунда 6,5мкм. Потом за несколько движений вышел на остроту уже без микрозаусенки. Контроль оптический при заточке осуществлял в микроскоп МПБ-2, но он слабоват для определения микрозаусенца само собой, так что тут помогал ногтевой тест. Окончательно направил кромку на той же ХБ стропе с Luxor, опирая стамеску о стропу ребром между фасками, чтобы вторую фаску не завалить, т.е. с понижением угла -эластичность стропы аккуратно, нежно и без завала, в таком случае обрабатывает кромку. Время направки - не засекал, сделал 15 проходов.
|














|
2-5-2024 00:35
Фаренгейт
Увлекался я в юности резьбой татьянка, ну и пошёл на курсы при НИИХП. Преподавали старейшины , метры. Так вот , они категорически не советовали править на коже , мол она проминается и даёт линзу. Вместо этого были плашки из липы и берёзы , пропитанные керосином и смазанные пастами. А так же под полукруглые стамески, ими же , вырезалась правка из дерева и так же обрабатывалась пастами. Очень удобно ! Резьбу я давно забросил но ножи и бритву с тех пор точу на таких плашках , точнее брусках 60х60х500. Наношу разный луксор и вперёд. Пробовал втирать алмазы в эбен , как в матрицу , но овчинка дороже китайской синтетики выходит , и танцев много. Хотя ржавые катаны так сатинирую , торцевым спилом брусочка притираю алмазными пастами
|
|
23-8-2025 22:16
oldTor
Они были правы - если править на эластичном носителе абразива так, как это обычно делается, то будет не только "линза", но завал, в т.ч. в прикромочной зоне и завал самой кромки. НО! Это в том случае, если не прибегнуть к простой "хитрости". Она заключается в том, что направку на эластичном носителе абразива целесообразно осуществлять с небольшим понижением угла - примерно от 1 до 5 градуса в зависимости от мягкости и толщины материала.
Подробнее можете посмотреть на примере железка рубанка тут: Наглядно показано, что это решает проблему, и можно сохранить плоскость, созданную точным соблюдением угла на предыдущем этапе обработки на твёрдом абразиве. Подробно об этом же можно прочитать в этой статье: К слову, обработка на древесине с пастами, часто как раз завал угла в прикромочной зоне тоже может обеспечивать, но обычно об этом мало кто подозревает, так как и в оптику, обычно употребляемую для оперативного контроля заточки такие мелкие нюансы не видны (прикромочная зона в основном - это от 1 до 6 мкм. от кромки). Но проблема ещё и в другом: работа на древесине с пастами, как правило требует работы "от зерна" - а это негативно сказывается на стойкости кромки и чревато вытягиванием микрозаусенки. Ну а теперь немного про другое: Не совсем о заточке ремесленных и резчицких ножей, но о слесарке их, в основном, самосделанных из полотен мехпил.
Написал и опубликовал статью https://oldtor.ru/struktura-bystrorezhushhej-stali-r6m5 ------ |

|
|