
абразивный завод "инф-абразив"
|
2-7-2016 17:15
MSharab
Спасибо! Такой набор выйдет в 1630 примерно.
Ярослав, опробуйте новый C 1000 VL в полном формате. Риска в 2-3 раза мельче, чем на 1000 KC (C 1000 VK по новому). Может и М5 не нужно, сразу на природу. |
|
2-7-2016 17:26
MSharab
Нет задачи сделать брусок за 80 руб. Такие торгуют в Лероа Мерлене, например. У нас дешевле не получается. Обращались сетевики - дай им 10 тыс. шт. в месяц, сами не понимают ни .. чего, абы тыщами. Кому интересно, для тех и работаем. |
|
2-7-2016 17:32
aptekar113
Я не говрю о том что нужно делать набор а 100 р - просто 2000 это какая то психологически пороговая цифра - народ как только е слышит - сразу задумывается 3 бруска по 500 р как выше изложено - пойдут гораздо легче  . .
А он уже у Андрея появился ? Не нашел .. 
|
|
2-7-2016 17:43
MSharab
Приветствую, Марат. Пока нет, только сделали опытные. Скоро будет. Я Ярославу потестить предлагал, да он в отпуск уезжает, т.ч. его замечательных фотографий придётся подождать несколько недель. |
|
2-7-2016 17:50
aptekar113
Я тоже ХАЧУ )).. правда я тоже в отпуск в середине июля уеду Но 2 недели то ещё есть Фото только как у Ярослава не обещаю ... с макро у меня не получается - надо к Ярославу на учебу напроситься |
|
2-7-2016 18:13
MSharab
Ответил в личку. |
|
2-7-2016 18:16
oldTor
Опробую, как только получится! |
|
2-7-2016 18:42
aptekar113
Отписался
|
|
2-7-2016 19:03
MSharab
КТВ 36х17х203 - 220, 400, 600, 1000 - 2700 руб/комплект КТВ 48х20х203 - 220, 400, 600, 1000 - 4000 руб/комплект Зачем 200? |
|
2-7-2016 19:17
Евгений_Е
Возможно ли уменьшить толщину с уменьшением стоимости? На мой взгляд должны получиться отличные склейки из пар камней и итоговой толщиной ~20мм.
Для меня это минимальная из удобных длина для заточки длинной кухни. ------ |
|
2-7-2016 19:21
MSharab
Склейки обойдутся дороже - каждый брусок нужно обработать, потом склеить. Научимся со временем прессовать двухслойные, тогда станет актуально. |
|
2-7-2016 21:28
Евгений_Е
Если в продаже будут бруски с толщиной 10 мм, то не стоит беспокоиться о склейке! Пользователи сами склеят нужные им пары брусков. Потереть пару брусков друг об друга, накапать клея и сложить поровнее, думаю многие сами справятся...
Даже хорошо, если бруски будут продаваться не склееными. Появится вариативность между вашими брусками или сторонними, в том числе натуральными. ------ |
|
2-7-2016 21:33
Nikolay_K
Ажиотажного платёжеспособного спроса на комбо-бруски нет, и не предвидится.
|
|
6-7-2016 18:27
MSharab
Возможен вариант 320,600,1000 за 1600. Отметьтесь, пожалуйста - кому интересно, кто что думает. Если такой формат удобен, выпустим пробную серию. |
|
6-7-2016 18:37
Nikolay_K
не откажусь от такого набора. А насчёт удобен-не-удобен --- это вскрытие покажет, в смысле на то она пробная партия и нужна, чтобы теорию и догадки проверить на практике.
|
|
9-7-2016 14:25
MSharab
Хорошо, скоро не обещаю, но выпустим бруски покомпактнее и подешевле.
|
|
9-7-2016 17:38
Nikolay_K
насчёт компактности уже довольно было сказано.
|
|
18-7-2016 14:56
twilight_sparkle
У меня вопрос по поводу связки BN для камней F120 из карбида кремния.
Каковы ее особенности по сравнению со связкой NC? Спасибо! |
|
18-7-2016 16:24
MSharab
В данном случае связка та же (V), твёрдость та же (N), изменился материал - вместо зелёного карбида кремния (С), используется чёрный (B). Даю ссылку на расшифровку: inf-abrasives.ru Для обдирки чёрный КК ресурсней - менее хрупкий, чем зелёный. |
|
18-7-2016 16:48
twilight_sparkle
Благодарю! |
|
19-7-2016 21:07
MSharab
Возможно, но думаю полезней описание свойств камушков. Физ-мех свойства связок не так важны, как эксплуатационные свойства композитов.
|
|
29-7-2016 11:18
oldTor
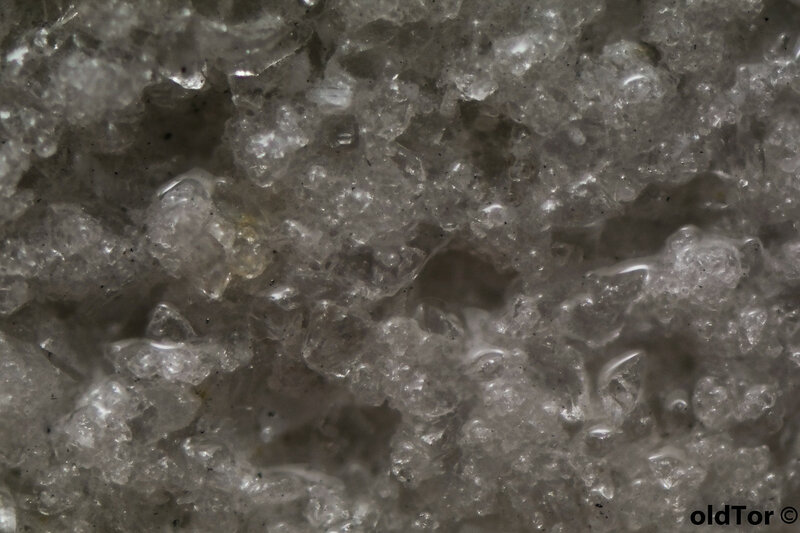
Получил я на пробы три бруска 120 из оксида алюминия, отличия, я так понимаю, в концентрации зерна и характеристиках связки:
Пока что успел опробовать на железке - старая советская инструменталка, похожа на 9ХС, при заточке корродировать не пыталась, несмотря на обилие воды, довольно твёрдая, я бы сказал что около 59HRC. Поскольку это первая проба данных брусков, свои впечатления считаю предварительными и не претендующими на безапелляционность - это именно первые впечатления. На 50-м, засалка неглубока и слабовыражена, отчасти наверное, в силу наиболее активного обновления поверхности. Даже не фотографировал. на 46-м, потемнение более равномерное и суспензия мне нравится с момента её образования до полной отработки - больше всего: Да, все три камня, обладают хорошей обновляемостью поверхности, хоть и отличающейся. Даже на 46-м образце, при работе вдоль камня водном направлении, от зёрен в суспензии появляются "канавки": Но, в отличие от 50-го и, в меньшем мере, 48-го, тактильно меньше влияют на ощущения в работе. Поскольку, при заточке разного инструмента, влияние неочевидных факторов на результат весьма велико, повторюсь, что выводы мои - пока лишь первые впечатления, но не безапелляционные утверждения. Вот такую составил таблицу сравнения этих образцов: Заканчивал заточку железка на 46-м, и сделал макрофото результата - масштаб 8:1, стэкинг, кроп, ~2.6мм. по горизонтали:
|






|
29-7-2016 12:01
yemz
Ярослав, спасибо за такой подробный обзор.
Как я и предполагал, тебе понравился самый твёрдый из образцов, или средний. Мне же, теперь могу это озвучить, больше всего понравился 50-й, но это не для ножей, а для столярки, точнее для ремонта совсем запущенного инструмента. Самое интересное будет когда Максим скажет об этих образцах - что да как, а твои выводы совпали с моими на 100%, ну и я узнал ещё много интересного для себя. |
|
29-7-2016 12:04
oldTor
Андрей, большое спасибо!
Рад, что впечатления совпали! |
|
29-7-2016 15:52
MSharab
Даже не знаю, Ярослав, как благодарить за труды. Всегда жду твои отчёты и фотографии. Спасибо, за добротное отношение к делу!
Насчёт "самое интересное", Андрей, уж и не знаю что сказать... Камни - варианты аналога Shapton Kuromaku 120. Это три последних варианта, наиболее близкие по совокупности свойств оригиналу с моей точки зрения. Выполнены из белого электрокорунда на керамической связке типа S. Отличаются рядом технологических параметров, но для обсуждения, думаю, можно ограничиться оценкой производительности и стойкости, скорректировать можно. Интересно, как оцените удержание воды? |
|
29-7-2016 16:09
oldTor
Спасибо!
Удержание воды, как по мне, так совершенно нормальное. Даже подсохшие слегка камни, когда после фото начинал опять пробовать - быстро давали, и при умеренном давлении, намёк на "лужицу" в месте контакта с инструментом - т.е. увлажнение продолжает работать и без "стоячей воды" на поверхности камня. |
|
29-7-2016 16:51
MSharab
А на Куромаку похож?
|
|
29-7-2016 17:15
yemz
Я имел ввиду те параметры камней которые ты мне прислал после моего отчёта, и которые не совпадали с моими.
Соглашусь с Ярославом. Камни не "плывут", и замачивать их долго не нужно. К тому же на 50-м камне и так приходится убирать суспензию, а это дополнительное смачивание. |
|
29-7-2016 17:45
MSharab
Извини, Андрей, эти данные, отчасти, технологический секрет. Отличия результатов оценки композитов "по методике" и "по ощущениям" связаны с тем, что методики разработаны для оценки инструмента на классических керамических связках, а новые связки отличаются по физ-мех свойствам и ведут себя при эксплуатации иначе.
На белых и зелёных камнях 120 и 220 все отмечают отсутствие удержания воды. Эти пробы, в том числе, решали и задачу удержания воды - поэтому и спрашивал. |
|
29-7-2016 18:15
yemz
Понял, обязуюсь не разглашать. |
|
31-7-2016 13:44
oldTor
Продолжил пробы ОА 120, образец 46, нержавейка 95х18.
Для начала макрофото бруска - 8:1, кроп, 2мм. по горизонтали: Начало работы ожидаемо для столь грубого зерна - "принимается" абразив не сразу - поначалу скользит, ему надо преодолеть "гладкость" ранее более тонко обработанных фасок. Визуально, оставляемая из поверхность выглядит на удивление чистенькой, как после 100мкм ОА на твёрдой связке. Под увеличением, становится понятно, почему - работает брусок очень аккуратно для своей зернистости. Проточил до заусенки, с "отрицательным давлением" - менее веса клинка, заусенка с помощью суспензии вывелась, получилось вот так - макро 8:1, кроп, 2.6мм. по горизонтали: Даже "забои" - скорее представляют собой замины, на такой стали, и по моему опыту, на высокохромистых и намного более твёрдых, оксид алюминия на не слишком твёрдой связке, ведёт себя так же - в чём его несомненный плюс. Однако, я решил попробовать улучшить результат, но поработав "с обычным давлением" при заточке, т.е. так, как будет точить не слишком опытный пользователь или просто торопящийся человек. Сначала подтупил кромку на шкурке P1200, и принялся за дело - до заусенки спецом дотачивать не стал - мне ещё затачивать этот клинок и я предпочитаю столь грубым зерном, без нужды, не протачивать кромку до максимально достижимой тонкости. Как можно видеть, остановился я вовремя - выход на кромку есть, но она не проточена по-максимуму - довольно ровненькая, ровнее, чем раньше. Вообще, конечно, 95х18 - заведомо не очень правильный пример, всё-таки это достаточно вязкая нержавейка, такие куда более оперативно затачиваются на оксиде алюминия на более твёрдой связке, без столь явного выделения суспензии - для обдирочного этапа это куда быстрее по таким сталям. Надо будет потом попробовать по чему-то типа элмакса или s30v - предполагаю, что им этот брусок подойдёт больше - посмотрим, оправдается предположение, или нет. |


|
31-7-2016 14:13
MSharab
Ярослав, а работает А120 быстро? Оправданы ли камни зернистостью выше 220? Я совершенно не претендую на квалификацию в заточке, но крупнее 220 не пользую - уже весьма быстро и рисочка аккуратная. Ну и 50й образец, интересно как тебе на "мягкой" стали.
|
|
31-7-2016 14:52
oldTor
Я не пробовал 50-й и 48-й, так как даже и 46 - слишком мягок для мягкой стали - нарушается принцип "мягкое на твёрдом, твёрдое на мягком" - 46, самый твёрдый из трёх - всё равно слишком мягок для пластичной нержи, хоть она совсем и не "пластилиновая" - в нормальной термичке. Производительность ниже на порядок, чем на сопоставимом или чуть тоньше, зерне ОА на более твёрдых связках.
Оправданы ли более тонкие с теми же характеристиками - я попробую сделать выводы после проб на легированных, в т.ч. высокохромистых более твёрдых сталях. Не обещаю что успею быстро, но постараюсь. Что касается с каких фракций делать обдирку - я редко беру что-то грубее 220, а то и 300. Самые часто применяемые абразивы у меня с 400 где-то идут. |
|
31-7-2016 16:01
MSharab
Спасибо.
|
|
31-7-2016 16:12
oldTor
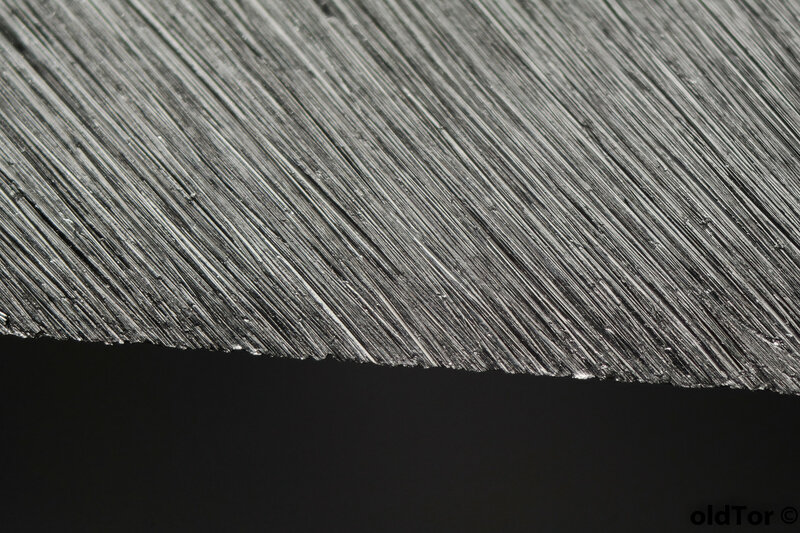
Вот снова тот же клинок притупил на шкурке, и проточил до заусенца, с его последующим убиранием на еле выделяющейся суспензии, ещё советского бруска из оксида алюминия на довольно твёрдой керамической связке, с зерном 180-220 примерно. Времени ушло раза в два меньше, риска куда агрессивнее - я это связываю с более подходящей для обычной нержавейки, твёрдостью связки. макро поверхности применявшегося бруска - 2мм. по горизонтали:
И результат его работы - 2.6мм. по горизонтали: Сравните результаты с результатом 46-го, учитывая что времязатраты порядка в два раза, не в его пользу. ОА180-220 режет лучше, хоть и глубже, в целом, и быстрее. Наклон рисок я спецом чутка изменил, чтобы убедиться, что это не остатки рисок предыдущих. |

|
31-7-2016 22:55
yemz
Ярослав, мне кажется что нужно обязательно уточнять обдирку чего предстоит сделать, подвода или спуска. Подводы конечно удобнее чем то деликатным ремонтировать. Я вот осенью купил заготовку ножа из 440С, решил сделать себе грибной нож. Спуски хоть и полированные, но были очень кривые, это было хорошо видно по отражению. Обдирку делал тогда на тестовых камнях Инф-Абразив из КК 150, просто за неимением других. Пробовал конечно и на абразиве 220КК - 400ОА, но как мне показалось что я буду это делать слишком долго. Теперь жалею лишь о том, что тогда у меня не было полтинника из ОА, чтобы сравнить. Максим, это моё мнение на твой вопрос Ярославу. |
|
31-7-2016 23:04
oldTor
Для меня выведение спусков на ножах - это работа, относящаяся к слесарке, а не заточке, и я так понял Максима, что его вопрос был о обдирке в ракурсе заточки:
Я, по крайней мере, под обдиркой подразумеваю всегда именно грубую заточную операцию, если речь о ножах. Меня попросили опробовать по мягкой нержавейке, но у меня из таковой, только ножи в деле. Есть, правда, пара резцов и пара стамесок нарекс, именно из нержи, но им ещё не нужен такой ремонт - так что пришлось на ножах пробовать... А по 440с КК150 как себя показали? В плане суспензии и производительности, именно по спускам?
Согласен - в ремонте стамесок и железок применяю. |
|
1-8-2016 19:46
MSharab
Это, получается, я не понял Андрея. Со столярным инструментом вовсе не приходилось работать, да и каждый лучше пусть занимается своим делом. Если камень имеет право на жизнь, будет жить. Прошу обсудить область применения, и необходимые корректировки. В то же время, несмотря на то, что камней много не бывает, не хотелось бы плодить бесконечное множество характеристик. Было бы лучшим вариантом разграничить области назначения камней и отработать разумный компромисс для каждой области. |
|
1-8-2016 21:16
yemz
На спуски ушёл день, и я считаю это хорошим результатом. Кроме выравнивания, спуски пришлось ещё немного свести до 0,5, было 0,8. Пробовал два образца, но по производительности мне понравился камень который помягче, и у которого суспензии больше. Сейчас не вспомню какой, но по моему это был образец "Б". Суспензию приходилось часто смывать, но это меня не смущало.
И новый "рубанковский" 150 из КК, и "куромаку" 120 из ОА, для меня это камни для выравнивания плоскостей, в том числе и восстановление фаски на столярном инструменте. Иногда проще на камне сделать новую первичную фаску, чем доставать Тормек и замачивать на нём камень, а потом всё мыть и убирать. С камнями проще и легче бывает. Понимаю что не самый лучший пример, но на стамеске Stanley Everlast 1/2 дюйма, фаску вывел за несколько минут на "рубанковском" 150. Ну а это уже ОА 120 и стамеска 45 мм. До и после.
|









|
2-8-2016 10:05
oldTor
Большое спасибо за обзор и отличные фото!
Я вот тоже вижу бруски такой зернистости, больше для выравнивания плоскостей, зачистки рисок от машинной обработки. Т.е. область применения - преимущественно столярный инструмент, ну, или, как вариант, выравнивание и корректировка спусков на ножах. В общем, вот такое "резюме" у меня пока вырисовывается... P.S. Планирую попробовать их как раз на убирании следов машинной грубой заточки на некоторых ножах, постараюсь выбрать стали более-менее известные и широкоупотребительные. Думаю, ОА должен хорошо подойти кое-каким легированным инструменталкам и нержавейкам потвёрже, по идее, убирание должно быть очень быстрым на малом пятне контакта, и как раз плюсы в щадящей обработке. Т.е. если смотреть "с обратной стороны заточки" - от грубой машинной а не от переточки затупившегося, ранее чисто заточенного клинка - должно быть тоже востребовано.
|
|
|