14-5-2017 23:48
signalkiting
Я с 2009 года делаю подобное. Но называю их не развертками, а зенкерами. Ведь всего три пера.
Так как моя основная продукция - это матрицы для релоада под пресс Lee, то пришлось освоить изготовление таких зенкеров с нуля, а не просто переточка заводских.
Материал - У8, 9ХС (последнее мне понравилось больше). Беру круг ф14-ф12.
Сначала токарная обработка заготовки. Делаю упорную базу под ЗБ. После обработки в ФС ее отрезаю на ленточке.
При обработке в ТС угол конусности делаю поворотом каретки малой продольной подачи. В ФС зажимаю в УДГ, подпирая ЗБ. ФС естественно ЧПУ.
Режущая часть делается чуть длиннее необходимых размеров, чтобы перекрывала зону резания заготовки. Для визира ограничения подачи - делаю фаску. Державка простой цилиндрической формы, потому что все мои зенкера рассчитаны на работу в ТС, а не вручную. Хотя сделать на ФС квадрат под вороток это не проблема. Но нарезание матриц вручную мне кажется непродуктивным, только зажав в сверлильный патрон ЗБ (обязательно с СОЖ).
Сначала делал прямолинейные перья. Но однажды столкнулся с проблемой - появилось дробление из-за биения зенкера при нарезании матрицы. Изнутри по виду чем-то похоже на патронник в дшк.) Менял режимы резания (обороты, подачу) - ничего не помогало. Пришлось изготовить более сложную - винтовую (угол в 3-4гр). Что решило проблему. Дробление пропало (на зенкерах для калибров с бутылочной гильзой таких проблем не было, только там где один простой конус).
Размеры разверток делаю с чертежей соответствующих патронов, с учетом припуска на шлифовку и отжим металла гильзы при фулсайзе. Это самое непростое. Часто прежде чем получится одна нормальная развертка приходится делать 2-3 штуки предварительно.
Очень немаловажна была термообработка. Особенно точность выдержки заданной температуры при нормализации (выше - потеря hrc, ниже - лопнет).
Ну и ручная заточка дремелем (алмазный диск). И доводка тонкой шлифовкой (бумага 400). Получение "ленточки" в 0.5-1мм.
Но теперь освоен весь техпроцесс на любой калибр.
Немножко фоток по теме из мастерской.
Заготовки.


Готовый зенкер под .410*70. Гильза рядом.

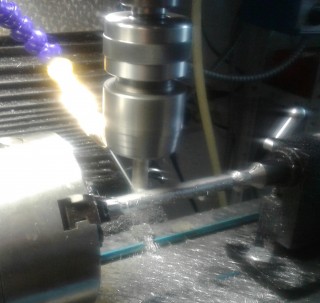
Нарезка в ФС. Заготовка зажата в токарном патроне поворотного столика и с упором в ЗБ.
А вот нарезанный зенкер с винтовыми перьями.




