
Проблемы заточки опасной бритвы
|
17-9-2024 16:37
gorelicks47
Всех приветствую.
Возможно подобная тема уже есть, но я не смог найти ответа на свои вопросы в поиске форума. Суть в следующем: |
|
17-9-2024 18:44
oldTor
Выполняйте технологический барьер во время работы на последнем камне.
Потом на нём же выходите снова на остроту. У вас просто микрозаусенец лезет или происходит то, что на спецы на западе окрестили "оверхонинг" - когда кромка истончается больше, чем данная сталь при данном угле заточки способна удержать. Это, в самом широком смысле - тончайший фрагмент дефектного слоя, который надо удалить - это ослабленная сталь, её надо снять очень нежно и тонко, определённым методом и средствами. Сейчас добавлю ссыль на полное описание, подробно.
Только вместо тонкой, засаленной, истёртой шкурки, воспользуйтесь кусочком офисной бумаги, в которую втёрта тонкая (желательно не грубее 3мкм., например Luxor - вот она, к примеру - sapphire.ru либо какая-нибудь другая, но обязательно с известным составом и зернистостью - связки не всех паст можно начисто удалить со стали обычным мытьём или растворителями, и не все пасты гипоаллергенны, это стоит учитывать) полировальная паста с капелькой олеиновой кислоты, либо минерального масла, либо не полимеризующегося растительного (оливковое, например) - чисто для равномерного распределения втёртой пасты в структуре бумаги, отсутствия комков. Всё остальное, по сути, как по ссылке выше - причины возникновения явления, на каких ещё этапах кроме префинишного/финишного следует иногда выполнять, чем, как и т.д. Также во тут есть сводная тема с разными ссылками по данному вопросу и пр.: - более широкая. Но я, сам как постоянный и многолетний заточник и пользователь опасных бритв, вполне уверен, что моей рекомендации здесь и данных по первой ссылке, что я указал выше - вполне достаточно дял понимания "с чем это едят и как делать". Это наиболее адекватный и единственный, пожалуй, гарантированный способ удаления "оверхонинга" и микрозаусеночных явлений так, чтобы они не прогрессировали при окончательном заострении, доводке и направке РК. P.S. |
|
17-9-2024 19:01
K_V_E
Доброго времени суток.
Не поймите привратно, но Вы слишком стараетесь. Вы просто "выращиваете" заусенец. Возможно более опытные форумчане в заточке бритв дадут лучшие рекомендации. С Уважением, Владимир. |
|
17-9-2024 19:02
oldTor
+100500 кроме временного повышения угла на РК. ТБ - лучше делать под прямым углом к кромке, а не под большими углами к ней. Особенно, когда надо снять считанные микрометры и потом легко снова выйти на остроту.
Если делать просто 30 полного угла вместо обычных для бритв от 16 до 21 - чтобы удалить микрофаски на полный 30 придётся многовато снять, это долговато и нецелесообразно в долговременной перспективе постоянной практики - сведение бритвы будет страдать, кроме того, нередко ребро жёсткости между выточкой полотна и фасками - бывает иногда менее твёрдо, и если сточить до него, бритва может стать непригодной. На холлоу-граундах такое иногда встречается. Кроме того, создание фасок под бОльшим углом, происходит "в тех же направлениях" работы абразива, что и обычная заточка, а значит именно "барьера" от дефектов, остаточных напряжений растяжения в т.ч., на кромке, не будет выполнено - ТБ он потому и "барьер", что выполняется в совершенно ином направлении и плоскости. P.S. Ещё причиной постоянного оверхонинга может быть избыточно малый угол заточки бритвы - например, встречается около 11-12 градусов, такой бывал на старинных небольших бритвах и на серийных некоторых советских - но такой полный угол очень редко какая бритва может держать - я бы сказал "одна не несколько десятков бритв разных лет и производителей". Поэтому, желательно измерить угол заточки и убедиться, что он не менее 13-ти градусов полного угла. Если меньше -придётся затачивать с несколькими слоями изоленты, чтобы его довести хотя бы до 13-14 градусов, либо сменить бритву. |
|
17-9-2024 19:19
Батёк
На камнях по обушку формируют спуски - выходить на режущую кромку не надо. На ремне (сначала с пастой, потом без) формируют подводы в линзу и заостряют режущую кромку. |
|
17-9-2024 19:22
oldTor
Вы ни одной бритвы вменяемо не заточили и ничего в заточке не понимаете - вон из темы. Сейчас попрошу модератора удалить ваше безобразие и очередные тупые вредные советы нафиг! Вредитель хренов! Поучи матчасть и поучись заточке, прежде чем вякать свой эпичный бред! Пожалели дебила - оставили в покое его тему, так нет - в другие лезет! |
|
17-9-2024 19:26
Батёк
Да, ладно - бритву всегда заостряют на ремне.
А на камнях оверхонинг, тех барьер и опять пытаться выйти на РК камнем по обушку это точно вредительство. |
|
17-9-2024 20:12
gorelicks47
Подойдёт ли для тех.барьера паста 0.5мкм.(Люксор)?
Если делать ТБ после 5000, то после этого стоит заново выходить на РК на этом же 5000 или сразу уходить на 12к? И имеет ли вообще смысл ТБ на 5000 или делать только на 12к? |
|
17-9-2024 20:23
oldTor
Если микрозаусенка или область оверхонинга порядка 1-2мкм., то подойдёт и 0,5мкм.
Просто наверное нужно будет сделать не один проходик, а пару-тройку. Если вы уверены, что 12-ником вы точно обычно удаляете хоты бы с трети ширины фасок рисоки от 5000 начисто, и они точно никак не выходят на кромку, то, полагаю, ТБ после 5000 не требуется. Впрочем, если он вытащил явную заусенку, то я бы сделал ТБ и немного прошёлся бы, скажем проходов по 10 на сторону на 5000. Так как кромка после 5000 относительно шероховата, и съём с неё усталой стали приведёт к её довольно заметной толщине, которую сразу на 12 удалять будет долговато.
|
|
17-9-2024 20:28
gorelicks47
А какие-то визуальные признаки выполненного ТБ есть? То есть, если смотреть в микроскоп - как это должно выглядеть?
|
|
17-9-2024 20:31
oldTor
На ремне выполняется упорядочивание рельефа кромки и сглаживание отдельных оставшихся неровностей от заточки и доводки, которые выполняются на камнях/брусках. Это повышает тонкость кромки, но незначительно, и без "базы" в виде кромки, полученной схождением плоских фасок, обладающей остротой близкой к рабочей -ничего хорошего не дадут, а вот завал будет. И щетину будет тянуть и чистота бритья будет хреновая. Это азы и написано в любой книге о заточке бритв, начиная как минимум с 18 века. На ремне с пастой - _не_затачивают_, в т.ч. потому, что движения по пастированным стропам делается "от зерна", что приводит к остаточным напряжениям растяжения, вместо сжатия, что как раз и растит микрозаусенку. Ремни с пастами же, применяются обычно столь тонкими, которые резанием/царапанием выраженным не работают - там превалирует пластическое деформирование, трение и адгезивный износ, в основном на уровне снятия оксидных плёнок. Практика же именно пытаться _затачивать_ на пастированных стропах, используя пасты погрубее - убогая невежественная порча инструмента. Всё это есть в источниках, на которые много раз в разделе давались ссылки, и в обзорах о практическом опыте от многих людей, которые бритвы затачивать умеют.
|
|
17-9-2024 20:38
Батёк
На ремне с пастой формируют микроподводы в линзу - это ещё не финиш.
Финишное заострение делается на чистом ремне. Зачем затупившуюся бритву возякать по камню? вообще не понятно. |
|
17-9-2024 20:50
oldTor
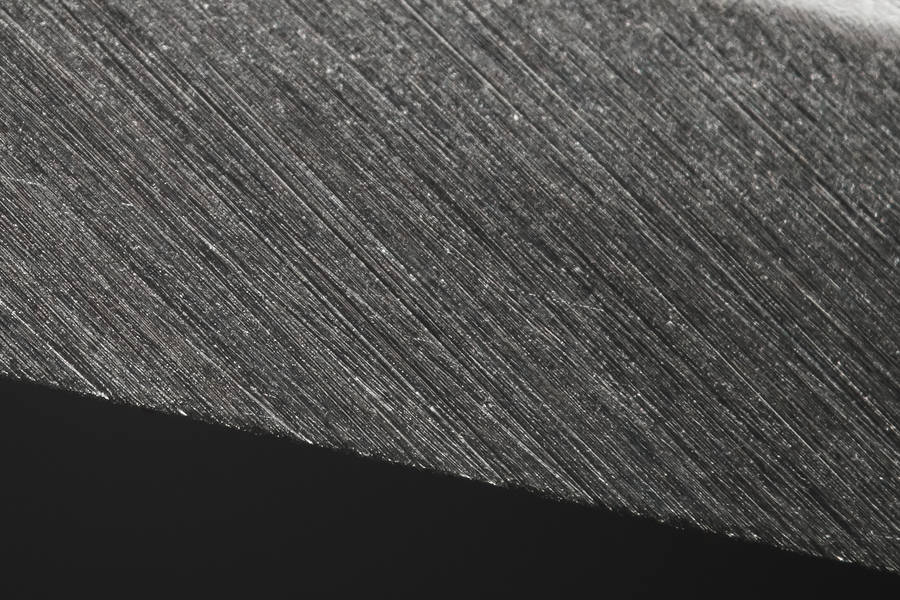
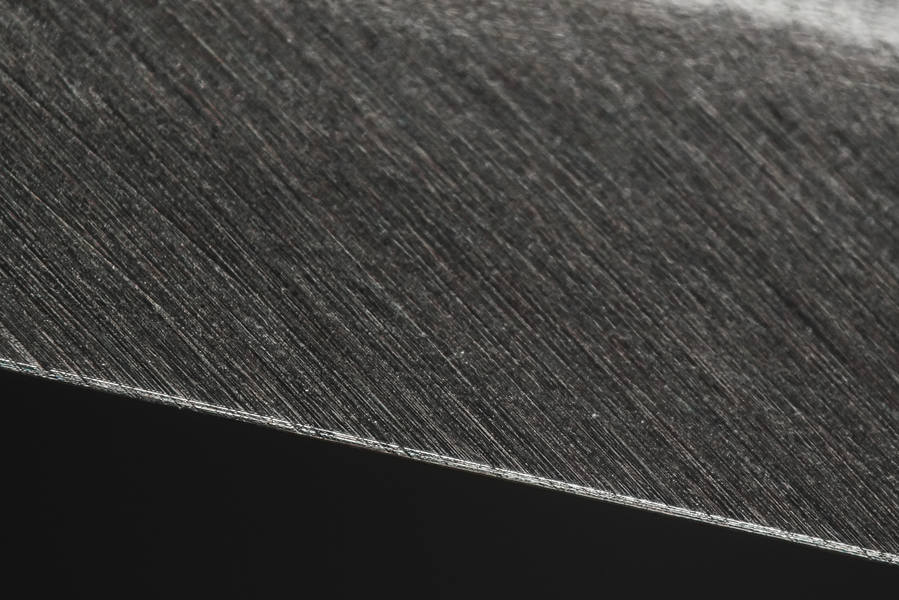
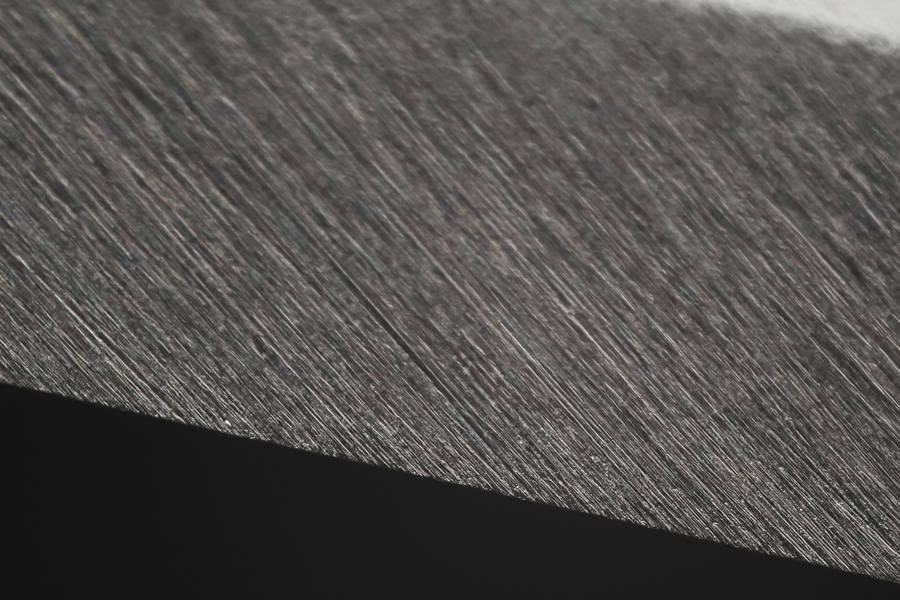
Всё просто - у вас кромка не будет иметь заметной в микроскоп для оперативного контроля, шероховатости - она станет гладкой или "почти" гладкой (если смотреть в микроскоп с высокоразрешающим объективом - например, порядка 0,7-0,4мкм.). Максимум, если вы слишком глубоко погрузили кромку в бумагу с пастой или, тем более, в шкурку (на ранних этапах) - т.е. кромка "попала" между зёрнами/комками зерён - вы при этом увидите и продольные следы вдоль РК, почему, собственно, и рекомендуется шкурку брать только истёртую и с капелькой масла. В качестве примера приведу старые уже снимки - это не бритва и абразив погрубее, но как раз за счёт этого лучше видно - три снимка: Обзор полностью в посте 18 по ссылке, что давал выше:
|
|
17-9-2024 20:52
oldTor
Чушь собачья. |
|
17-9-2024 21:50
madfishcat
*смайлик с выпученными глазами и открытым ртом* вы знаете, я даже после 20/14 алмаза чужим людям боюсь ножи в руки давать, режутся и глубоко, а тут такое порно-заточное.. . |
|
17-9-2024 22:16
gorelicks47
Понял. Буду пробовать.
Огромное спасибо за столь оперативный и развёрнутый ответ. |
|
17-9-2024 22:22
oldTor
На здоровье! Желаю всяческих успехов!
|
|
17-9-2024 22:31
oldTor
Такую заточку, да впрочем и после 20/14 алмаза на МО связке, после которой такая же острота достижима, я тоже не стал бы делать людям не подготовленным. Благо, всегда есть способы получить кромку совершенно нужной остроты, т.е. толщины, а также воздействовать на травмоопасность кромки с помощью геометрии заточки. Если клиент в ТЗ указал конкретный угол заточки, но особо высокую остроту ему лучше не делать - скажем еле до бритья предплечья и только, т.е. толщина РК в диапазоне 3-5мкм., то как раз за счёт ТБ это несложно устроить, так как легко регулировать и степень осторожного дозированного притупления кромки и степень "доработки до остроты" после него - это качественно удобнее и проще, чем регулировать тонкие значения просто в процессе заточки "обычным образом". И при некотором навыке - занимает удивительно мало времени. Если же ему важна травмобезопасность, но острота нужна высокая - то можно сделать просто побольше либо общий угол заточки, либо, чтобы нож всё-таки проникал в продукт нормально - заточные фаски, скажем, на полный угол под 30 градусов, и затем микрофасками узенькими оформить острую кромку, но под значительным углом - например вот у сегментного строительного ножа толщина РК 0,8-1,3мкм. по крайней мере у которого я её замерял: , и режет он приемлемо в силу тонкости и малого угла заточных фасок (у него фабричная заточка типичная - "на две фаски"), но при том им не так просто порезаться, потому что кромка такой остроты, сформирована микрофасками на 49 градусов полного угла. При том, это, видимо, у производителя не с потолка взятое значение - ещё 70-х годов исследования показывают, что угол около 50 градусов на самой кромке, это некая "критическая точка", по достижении которой, некоторые напряжения при резе, на кромку практически перестают влиять. Но, конечно, для человека привыкшего к нормальному резу и остроте, такие углы - это огромный перебор. Но для расходников, рассчитанных на любого обывателя, в лице в т.ч. широкого круга пользователей сегментных ножей - это актуально и в плане приемлемой стойкости и при том, приемлемой травмобезопасности. Но это меня уже в оффтоп понесло) В качестве оправдания, отмечу, что таким же манером, как на фото выше, вполне можно относительно доступными средствами измерять и остроту кромки бритвы. Например, недавно показывал это на примере лезвия для Т-образного станка в этой теме: |
 Тут абразив оставил шероховатость сопоставимую с алмазным бруском на МО связке порядка 7/5 или на фенолформальдегидной порядка 10/7 или 14/10, тонкость кромки при том примерно между 1 и 2,5 мкм. - т.е. волос строгает, но тест на рез волоса на весу не проходит.
Тут абразив оставил шероховатость сопоставимую с алмазным бруском на МО связке порядка 7/5 или на фенолформальдегидной порядка 10/7 или 14/10, тонкость кромки при том примерно между 1 и 2,5 мкм. - т.е. волос строгает, но тест на рез волоса на весу не проходит.
|
18-9-2024 01:36
Gukepshev
Возможно(как предположение, т.к. фотографии отсутствуют) Ваши бритвы уточены, и на РК уже совсем не тот угол который был изначально.
|
|
18-9-2024 01:45
Gukepshev
Для понимания: участник раздела попросил совета как заточить бритву, а бритва вещь отнюдь недешевая, может эти бритвы для него ценны как память. Для чего ВЫ даёте ему такие советы, он Вас чем-то обидел?)) |
|
18-9-2024 07:44
Батёк
А что, правку бритвы на ремне уже отменили? Выход на РК на камне по обушку это гарантированный оверхонинг. Хорошо, сделали ТБ и опять на камень? - это зачем же? ведь опять будет оверхонинг. Ремень для чего придуман? мне кажется, чтобы сделать микроподвод в линзу и заострить РК. А без микроподвода будут только махры на РК. Возможно, я делаю неправильно, но ремень для бритвы не я придумал. Или ремень уже все выбросили? к чему этот троллинг? просто моя рожа не нравится? |
|
18-9-2024 08:45
Chydin
Правку не отменили. Но и заточку "на ремне" тоже никто не придумывал))) Кроме Вас, разумеется.
Скажу мягко: не у всех и не на всяком камне. |
|
18-9-2024 09:15
Батёк
Оказывается ремень в наличии - замечательно - значит банальный троллинг. Это как надо убить бритву, чтобы точить её на камне? коцанули о раковину и получили скол? или уточили в глубокую рекурву? Я бритву ТС не видел, но что-то мне кажется, что камень здесь не нужен. |
|
18-9-2024 12:53
oldTor
+100500
|
|
18-9-2024 15:15
Chydin
Вы бы выбирали выражения  Помимо наличия ремней, я, в отличие от Вас, бритвы таки затачивал и пробовал на собственной физиономии))) Не скажу, что мастер в этом деле, но кое-что понимаю. Помимо наличия ремней, я, в отличие от Вас, бритвы таки затачивал и пробовал на собственной физиономии))) Не скажу, что мастер в этом деле, но кое-что понимаю.
|
|
18-9-2024 15:33
Батёк
Вы мне? а Вам не кажется, что это надо адресовать кому-то другому в этой теме? Напортачили, насрали, чтобы тему удалили - и опять Ярик белый и пушистый, ага. Я в заточке ничего не понимаю, согласен - но только аргументация воняет говном. |
|
18-9-2024 16:01
Chydin
Ну так Вы же меня обвиняете в тролинге потому что у меня есть ремень.
Нет. Когда кажется, то, говорят, надобно перекреститься. Комрад спросил у сообщества совета по исправлению ситуации с заточкой бритв. Думаете у него нет ремня для правки?))) Только ремнем там не исправить: нужно технологический барьер выполнить и заточить бритвы снова. |
|
18-9-2024 16:07
Chydin
Япнат это не всегда дорого, а навык дело наживное  Затачивать на подобных камнях просто и в удовольствие. Затачивать на подобных камнях просто и в удовольствие. |
|
18-9-2024 16:48
oldTor
Есть такое. Мой любимый япнат, которым я беру после синтетиков порядка 1000jis, F600, М7, делаю на нём тонкую заточку и префиниш с тэнзё нагура и если бритва твёрдая, то и финиш на нём чистом потом (если бритва средней твёрдости или мягковатая, то ещё приходится брать сильно более твёрдый дополнительный камень на финиш, но предпочитаю именно твёрдые старые бритвы - английские в основном) - мне в своё время достался за 2000р. в "Рубанках".
Можно сказать, "дешевле некуда". Правда, это было уже лет 10-12 назад, но на вторичке и сейчас бывают доступные пригодные для бритв япнаты. Работать действительно одно удовольствие на многих из них. Хотя при определённом навыке, получить комфортную и при том чистую в бритье кромку можно на самых разных абразивах - из самых доступных - например, на стеклянном притире с полусвязанным зерном тех же паст Luxor. Или на алмазных плёнках после синтетиков порядка м10-м7 - алмазная плёнка совсем уж нетривиальный вариант для бритв, однако проверку прошёл весьма достойно. Правда, есть нюансы в технике применения. В общем - качественного результата можно достигать разными средствами, на любой вкус и кошелёк, главное соблюдать технологию применения разных абразивов и технику заточки, которая обеспечит режущему инструменту адекватную геометрию, остроту, шероховатость и стойкость. И во всех случаях, выполнение технологического барьера оказывается рано или поздно востребованным. Как и при заточке прочего инструмента, где фаски обязательно должны быть плоскими (кроме разве что естественного лёгкого повышения угла, которое автоматически происходит в прикромочной зоне, без всякого специального повышения угла фасок относительно абразива, ширина которой составляет обычно 3-6, реже 1-3мкм. - при заточке и доводке как положено, "на зерно" - там происходит определённое "сжатие" рельефа как бы - примеры могу привести, или их можно более наглядно посмотреть в статьях Тодда Симпсона, с прекрасными иллюстрациями, выполненными с помощью сканирующего электронного микроскопа). Короче - не суть, какие у нас абразивы, если они хоть сколько-ниубдь пригодны для работы под конкретный инструмент и сталь, из которой он изготовлен, важнее соблюдение технологии применения и техника заточки + некоторые сопутствующие приёмы. |
|
18-9-2024 17:10
Chydin
Ву-аля, просто для примера Продам натуральные бруски для ручных станков типа Апекс. Япония. Большой выбор Хонияма Мидори Томае, 2900 руб., нумер 1 в категории "III финишные камни "авасе-то" |
|
18-9-2024 17:20
gorelicks47
Считаю целесообразным для начала вменяемо проточить на синтетике, используя ТБ. Получить рабочий результат. В дальнейшем - приобретение япната.
Натурала ищу в бюджете 8-10 тыс. Если есть здесь у кого-нибудь предложения в рамках указанного - буду рад рассмотреть. |
|
18-9-2024 17:24
Chydin
В РМ гляньте |