
¬опросы по ¬еневскому «аводу јлмазного »нструмента
|
26-4-2022 16:10
ms_hunter
ј вот разуйте глаза сироте!
јлмазы, например, 7/5 на OSB на бланке (желтые) и двусторонние (красные) - это одно и то же? ¬сегда использовал на бланке. ј тут пришлось стороной 7/5 двустороннего финишировать. Ѕыл удивлЄн более высоким качеством реза. ’от€€€, и точилка была нова€)) |
|
27-4-2022 09:04
oldTor
’арактеристики св€зки несколько отличаютс€, хот€, по идее, не должны. “.е. изначально за€вл€лось, что цветова€ дифференциаци€ только дл€ цветовой дифференциации. Ќо, "что-то пошло не так" и однородность св€зки одного типа, но выполненной в разном цвете - отличаетс€. Ќа приведЄнных ранее микрофото жЄлтой и красной это прекрасно заметно, и така€ же +- ситуаци€ на других зернистост€х, что при сравнении одинаковых, что смежных, т.е. это обща€ тенденци€.
роме того, всегда есть переменна€ в рандомном распределении зерна в св€зке полностью "типа" одинаковых брусков. Ќе говор€ уж о том, что свои коррективы всегда будет вносить разность состо€ни€ поверхности - насколько брусок выровнен, приработан и пр. |
|
27-4-2022 16:32
ms_hunter
ѕон€л, спасибо! Ќужно будет вдумчиво сравнить в равных услови€х.
|
|
27-4-2022 19:35
vkuzma
ѕрикупил пачку сменных лезвий дл€ резаков канцел€рских (10 шт, 9 мм) |
 , меньше рубл€ лезвие.
, меньше рубл€ лезвие.|
20-8-2022 18:18
mik36
то знает магазин на сайте работает? ј то на письма не отвечают, в чате сайта тоже тишина.
|
|
20-8-2022 22:01
Ўмыга1
¬идбрусок работал, мес€ц назад точно.
|
|
27-8-2022 21:10
Voy50
јлмазный брусок 200х35х10 5/3 OSB-2/1 OSB 100%
јртикул: 401050’56654 то-нибудь пользовалс€ выше обозначенным бруском? |
|
27-8-2022 21:13
Voy50
у мен€ есть одинарный желтый 3/2 100%. ќн офигенный, но € его уронил и расколол. ќн быстро снимал метал и давал достаточно тонкую и чистую кромку. ј вот двухсторонний разноцветый, ооочень медленно работает, хот€ то же 3/2 100% осб. Ќе понравилс€ совершенно. |
|
27-8-2022 21:26
ilia - -
¬ы его подготавливали к работе или из упаковки вытащили и сразу в работу? я поюзал его и чет не пон€л за что народ его расхваливает... |
|
27-8-2022 22:33
Voy50
выровн€л на 60, не более я вот про эти: ru-chef.ru (¬еневский двухсторонний алмазный брусок 15 x 1,6 см (7/5 OCB + 3/2 OCB / 100%)) |
|
28-8-2022 12:41
fdv
|
|
28-8-2022 15:21
tvy61
|
|
28-8-2022 15:27
fdv
¬от да, тот же вопрос. |
|
28-8-2022 15:35
oldTor
ѕо-моему вполне закономерна€ комбинаци€ дл€ снижени€ себестоимости и, может быть даже конечной стоимости бруска. ¬ ¬2-01 сорт алмазов идЄт хуже + карбида бора напихано. ј соотношение зернистостей странное - так большой разброс между сторонами это характерна€ черта эконом-вариантов (не по цене, так по качеству) дл€ не особо прит€зательных пользователей.
+ выигрыш в том, что ещЄ одна позици€ в прайсе. ј чем шире ассортимент - тем выше продажи. ак по мне, предельный шаг дл€ алмазных брусков и то, повыше качеством и на других св€зках, был бы к 14/10 - 40/28. |
|
28-8-2022 15:46
fdv
ярослав, спасибо за ответ.
ѕросто хотел попробовать алмаз на osb св€зке, с возможностью использовани€ в том числе, в качестве полевого варианта дл€ поддержани€ остроты на высокованадиевых стал€х. ќбычные веневцы разные есть. ƒмитрий. |
|
4-9-2022 13:43
amorf1982
комрады, а что за бруски на металлической св€зке, вроде как новинка
ћарка св€зки: MS-1 |
|
4-9-2022 13:53
oldTor
” них на сайте написан состав:
"¬ состав новой св€зки MS-1 вход€т следующие компоненты: медь, олово, алмаз, дополнительно наполнитель карбида кремни€, который мельче по фракции алмаза и др. компоненты, которые позвол€ют активно снимать металл в течение всего срока службы." “.е. снова св€зка в которой есть посторонний абразив, в качестве наполнител€. “о, что он мельче за€вленной фракции алмаза - € не слишком верю. “огда как на сайте венЄва € не увидел указани€ сорта алмаза в св€зке MS-1. ≈сли там ј—ћ - нормально. Ќо у них на OSB такой сорт за€влен, вроде бы, а на B2-01 например - далеко не всегда. „асто там использованы сорта повышенной хрупкости. „то плохо. “ак что не€сно, что они запихали в MS-1. |
|
4-9-2022 17:06
amorf1982
посмотрю и полтаву,
50/40 20/14 металл св€зка и 10/7 7/5 органику хотел такой сет собрать , на обдирку бакелит веневский лежит дома |
|
5-9-2022 16:04
tvy61
был уверен, что на брусках ¬2-01 насыпан шлифпорошок ј—4, вместо нормального алмазного порошка  „то касаемо брусков на св€зке MS-1, то пока отзывы от 2-х человек, которых знаю, вполне положительные. Ётого мало дл€ каких то выводов, но хоть не негатив.. |
|
5-9-2022 16:21
oldTor
Ёто на всех B2-01, насколько € понимаю, которые грубее 40/28. »спользуемые сорта - ј—4 и ј—6:
Ќапример, тут указаны оба сорта: vidbrusok.ru Ќекоторые 40/28 уже могут быть ј—ћ. —ам завод, а не магазин - всю дорогу указывал, что порошки используемые у них грубее 40мкм. - ас4 и ас6, а что тоньше - то ј—ћ. ѕричЄм, € ни разу не видел на сопроводиловках их к конкретному бруску сорт ј—Ќ. » до последнего времени такой маркировки у них что-то даже на сайте магазина не видел. ƒумал, что ј—ћ - это их "предел". » не уверен, что по ј—Ќ они не придумали. Ќа сайте завода ещЄ надо поискать эту инфу. ј то "маркетологи - такие маркетологи". ¬ общем, надо искать, чтобы в магазине была указана маркировка на сопроводительной бумажке - иногда товар фотают так и такое дают описание, где указан конкретный сорт и если пришлют не то, т.е. в приехавшем на сопроводиловке будет иное - можно предъ€вить. “еоретически. |
|
31-10-2022 09:13
Goldheart2
«дравствуйте.
≈сли честно, то именно в случае не совсем понимаю почему его фракци€ должна быть крупнее алмаза в св€зке. Ћично у мен€ сложилось впечатление, что они задались целью изменить стандартные свойства дл€ мет. св€зок, может быть поэтому бруски на Ms1 ощутимо впитывают масло, которое, кстати, согласно их же рекомендаци€м, вопреки сложившейс€ практике, с брусками на MS1 лучше не использовать. ¬озвраща€сь к , имхо если даже там и попадетс€, что-то более крупной фракции, то в процессе притирки должно достаточно быстро раздробитьс€. ј так, есть 40/28 100% ms1, после небольшого пробега(только попробовал), нравитс€ больше чем 50/40 100% на ¬2-01. )
¬ моем 40/28 MS1 марка алмаза - ј—ћ, суд€ по паспорту бруска. ¬ 100/80 емнип - ј—6. |
|
31-10-2022 10:47
oldTor
ƒобрый день!
1. Ќе знаю. ѕишут Resin bond. 2. я не знаю, крупнее или нет. Ќо то, что в св€зке B2-01 карбид бора у них крупнее фракции алмаза, о чЄм в своЄ врем€ проговорилс€ представитель завода, это факт. Ќе вижу причин, почему бы им не сделать так же и с карбидом кремни€. Ќо вы правы, это должно мешать меньше или вовсе не мешать, всилу его высокой способности к дроблению.
|
|
1-11-2022 00:34
Goldheart2
ƒа € тоже слышал про крупную фракцию карбида бора, но, у них, если € не ошибаюсь, это было св€зано с каким-то техническим нюансом производства самого сло€. ѕодробностей, к сожалению, не помню. ј с € почему так подумал, просто, абразив доступный во всех фракци€х в приемлемом качестве (по сути всех тут дома есть, или тот же Grinderman выпускает линейку брусков на нормального качества), дробитьс€, значит веро€тность того что там будет мелкий однородный порошок достаточно высока. ” мен€, на самом деле, применительно к Ms1 основной интерес заключает в том какие свойства они хотели придать св€зке и как она будет в долгосрочной перспективе относительно других мет. св€зок, потому что со св€зками родом из ———– в общем-то все пон€тно, а это новинка.
M2-01 - хороший выбор, спору нет, но, главное, покупа€ полтавские абразивы, чтоб там не было особой версии, специально дл€ –оссии, если вы понимаете о чем € говорю. “ут это оффтоп, поэтому не буду глубже этой темы касатьс€.
|
|
13-11-2022 11:09
amorf1982
¬енев , а чего так кор€во то ? хвосты алюмини€ на пластинах с OSB на грубом наждаке сточили вместо аккуратного распила под углом 45 ?
и кстати вот в коробочку уложил свеже пришедшие в апекс формате бруски на MS1 и на OSB св€зках, разница почему то пара мм в ширине |
|
14-11-2022 09:09
oldTor
Ќу это же венЄв - всЄ "стабильно, как обычно")
|
|
15-12-2022 08:52
MeCKaJluTo
ƒобрый день! ѕрикупил алмазы на св€ке MS1, уже заточил ножей 20, но вижу что 7/5 не даЄт агрессии реза и падает острота. —начала думал, что нужно чтобы врем€ прошло или стали такие. Ќо поэкспериметировал с другими камн€ми на одних и тех же стал€х и результаты в разы лучше у эльборов и алмазов на OSB.
ѕодскажите, пожалуйста, в чЄм может быть проблема. |
|
15-12-2022 10:20
oldTor
ќбычно причины следующие (и способы их лечени€):
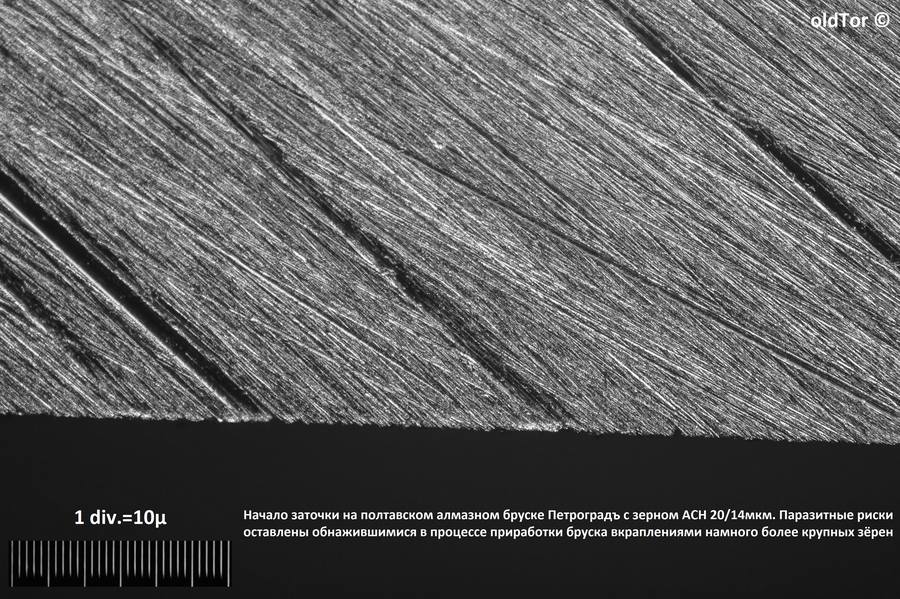
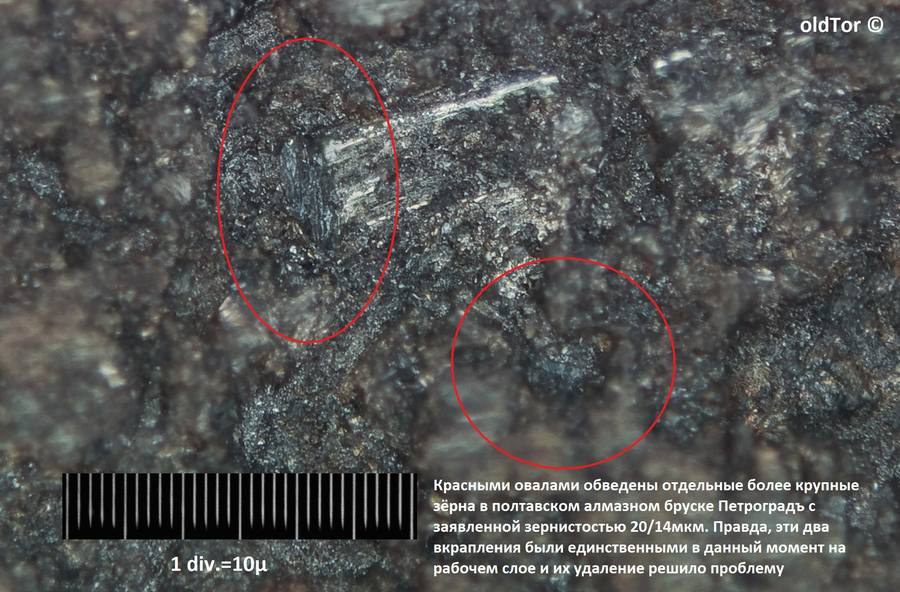
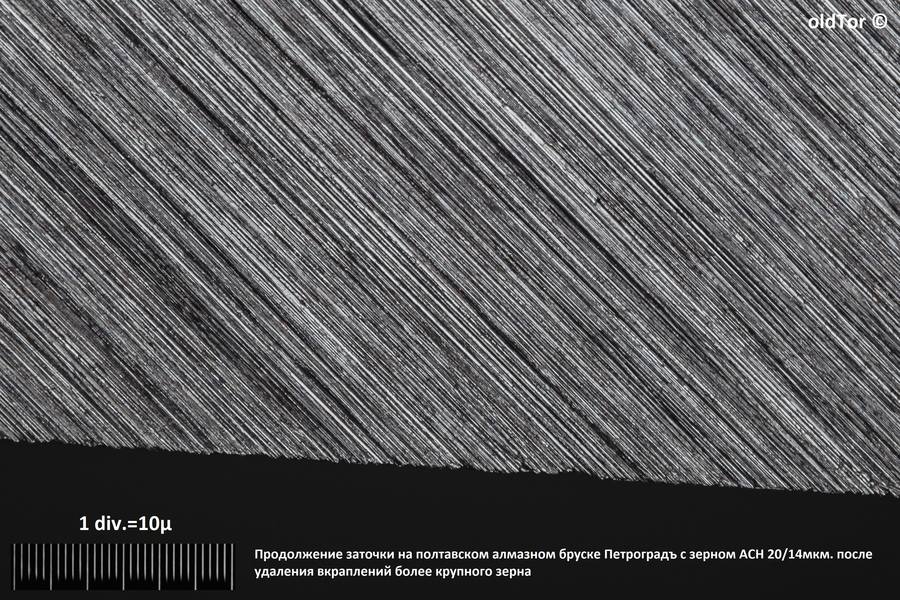
1) возможно, не вскрыта или недостаточно вскрыта св€зка. 2) »збыточно вскрыта св€зка. Ќапример, если на заводе еЄ вскрывали травлением и переборщили с концентрацией и экспозицией - это могло привести к тому, что св€зка в рабочем слое настолько деградировала, что зерно по большей части успело повываливатьс€ и теперь на рабочем слое его просто почти нет. Ћечение - притереть на суспензии свободного зерна до выхода на "слой", где зЄрна есть в достаточном дл€ эффективной работы количестве. 3) плохо с равномерностью распределени€ зерна в св€зке. Ћечение - оп€ть-таки притирка, пока не получитс€ выйти на более-менее равномерно заполненный зерном рабочий слой. 4) есть сильно выпирающие зЄрна, оставл€ющие паразитную риску и при этом не позвол€ющие произойти нормальному контакту основного режущего профил€ бруска с обрабатываемой поверхностью. “ут потребуетс€ подробнее показать, что имеетс€ в виду и как это себ€ показывает в деле - вот € когда-то публиковал обзор по работе полтавских алмазов на медно-олов€нной св€зке и брусок 20/14 не работал нормально именно из-за этого - в нЄм были отдельные очень крупные зЄрна, крупнее всех разумных допусков (чем грешит и венЄв и куда больше и чаще, чем полтава) - пока они выступали, работа была никака€. ѕосле их удалени€, фаска клинка стала прилегать к бруску лучше и произошЄл нормальный контакт абразива и обрабатываемой поверхности - вот фрагмент обзора с фотопримерами: ƒовольно долго пришлось локализовать в микрооптику проблемный участок: это оказались пара вкраплений зЄрен значительно большего размера, чем за€вленна€ фракци€. ¬о врем€ приработки бруска, в какой-то момент они обнажились в достаточной степени, чтобы испортить работу. ѕоскольку эти зЄрна тЄмные, найти их было непросто, как и сн€ть - кстати, заметно, насколько они выпирают - вс€ остальна€ поверхность вокруг - уже далеко за пределами резко изображаемого пространства использовавшегос€ микрообъектива: я удалил эти зЄрна с помощью острого ребра бруска из вакуумплотной керамики на основе оксида алюмини€ - удалось их выбить и при том не выкопать лунку в поверхности бруска. ƒалее пришлось протачивать клинок на этом бруске снова, дл€ удалени€ рисок, оставленных этими зЄрнами. » делать это пришлось довольно долго и утомительно. “ем более, что последстви€ глубоких рисок дали себ€ знать - кромка местами стала скалыватьс€, что на этом клинке € никогда не наблюдал - у него при довольно высокой твЄрдости вполне гармонична€ в€зкость и упругость и достаточно мелка€ дл€ быстрореза структура - при обычной моей его заточке на брусках на основе карбида кремни€ на тот же и даже меньший (30 градусов полного угла) угол, сколов на нЄм не бывало. “ак что пришлось снова делать технологический барьер и снова протачивать. “ак что попробуйте понаблюдать в т.ч. в оптику, хот€ бы в часовую лупу, что у вас происходит при работе на проблемном бруске, по сравнению с подобными. ¬ любом случае, притирка должна помочь. ѕо поводу притирки: ƒл€ брусков на подобной св€зке с зерном 7/5 и даже 5/3, эффективно брать дл€ притирки зерно карбида кремни€ зелЄного намного крупнее зерна фракции. Ќапример, особенно если брусок надо подровн€ть и сн€ть немало дл€ вскрыти€ св€зки и выхода на новый рабочий слой, гипотетически нормальный, стоит вз€ть зерно пор€дка F220 т.е. около 53 мкм. ------ |
|
15-12-2022 14:11
MeCKaJluTo
Ѕольшое спасибо за такой подробный ответ! ‘отки отличные!
” мен€ два вопроса: 1. ћожно ли притирать на камешке, например как на фото? —текла нет, а хочетс€ вот пр€м сейчас 2. я правильно пон€л, что вот эти области по кра€м алмаза (более гл€нцевые) и есть то самое вскрытие? я уже чуть чуть попыталс€. |
|
15-12-2022 14:41
oldTor
Ќа здоровье!
Ќа водном камушке притирать можно, если: Ќо € не уверен, что у вас не испортитс€ всЄ дело по той простой причине, что водник €вно, суд€ по фото, сам не выровнен. освенно об этом говорит и поверхность алмазного бруска - где у водника "седло", там у вас алмазный не проработалс€. “.е. кра€ вы конечно вскрываете ему, но портите геометрию рабочей площади в целом - у него будет "горб" там, к концу работы, где у водника "седло". √орб на бруске, конечно, иногда лучше седла в уже заточке на нЄм, но ресурс бруска от этого страдает, как и точность работы. —начала надо водник подровн€ть. ≈сли он достаточно хорошо замочен, то постороннего абразивного зерна может и не потребоватьс€ - обычно просто по шершавой ровной поверхности (уже заматированного стекла или керамической плитки, например) от трени€ из него выделитс€ его собственное зерно и на нЄм его можно ровн€ть. —тороннее зерно потребуетс€ если камень уже очень уж кривой. –овность провер€ть можно проще всего на просвет, прикладыва€ по сторонам и диагонал€м бруска что-то заведомо ровное (обычные линейки не год€тс€ - они часто пипец кривые) - обычно поверочную линейку или лекальную прикладывают или что-то ещЄ, что найдЄтс€ более-менее ровное - угольник, например. ѕо отсутствию просвета, когда прикладываете и смотрите на линию прилегани€ против €ркого источника света, можно судить о ровности сопр€гаемых поверхностей. Ёто не единственный способ проверки, но самый лЄгкий. Ќу и водник у вас на основе оксида алюмини€ - дл€ вскрыти€ это несколько менее эффективно, нежели карбид кремни€, но тоже работает нормально. ≈сли нет стекла и нечем заменить, то пока что можете попробовать продолжить работу на боковых сторонах водника - у него дл€ этого достаточна€ толщина вполне - справитьс€ можно, учитыва€ небольшую ширину алмазного бруска. —тарайтесь задействовать площадь максимально равномерно, чтобы меньше уходила геометри€ его при выделении суспензии. ” вас получитс€ работа така€, что алмазный брусок будет посто€нно иметь некоторый вылет за пределы плоскости боковины водника и это тоже хорошо дл€ сохранени€ геометрии последнего. |
|
15-12-2022 14:50
oldTor
ра€ алмазного бруска не то чтобы более гл€нцевые - они посветлее из-за, да, обновлени€, т.е. вскрытие происходит. Ќо если будете притирать без суспензии на воднике, то загладите поверхность и толку будет мало - св€зка алмазного бруска будет наволакиватьс€ на зЄрна и сглаживатьс€ по мере затуплени€ зЄрен водника. » то и другое негативно повли€ет на работу алмазного бруска.
„тобы этого избежать - и нужно притирать на суспензии свободно "катающегос€" между "притиром" (в данном случае, водным бруском) и притираемой поверхностью, зерна. “.е. надо постаратьс€ еЄ выделить более обильно из водника и не смывать, а чтобы при притирке была как бы "подушка" из неЄ между поверхност€ми. |
|
15-12-2022 16:02
Voy50
ј водник не испортитс€ из-за шаржировани€ в него алмазного зерна? ѕолучаетс€ 1 водник, 1 алмаз?
|
|
15-12-2022 16:11
oldTor
— чего бы ему испортитьс€, если водник обновл€етс€ легче и быстрее алмазного бруска?
ќкончательна€ притирка подавл€ющего большинства водников делаетс€ на их собственной суспензии, и при этом окончательно из их поверхности удал€етс€ всЄ, что могло там застр€ть. ј предварительна€ - если кривизна велика и/или св€зка твЄрда€ - на свободном _легко дроб€щемс€_ зерне . ¬ результате, к окончанию притирки, даже при св€зке, требующей на финальном этапе притирки всЄ-таки и суспензии , имеем нормальный чистый от засоренности водник. ≈сли делать всЄ аккуратно и достаточно тщательно. »зредка исключение могут составл€ть некоторые водники на фенолформальдегидной св€зке, которые не требуют замачивани€ - в них может застр€ть довольно "крепко" зерно, и даже довольно хрупкое. Ќо обычно эта проблема и с ними решаетс€ полностью как раз последовательной их притиркой на свободном зерне карбида кремни€ зелЄного, который хрупок - если сделать шаг суспензии более постепенный, чем можно позволить себе с водниками более рыхлыми, на керамической или магнезиальной св€зке (даже с теми, которые не требуют сильного замачивани€), то и там всЄ будет хорошо. “ак что это вообще не проблема, если иметь представление о правильной подготовке брусков к работе. Ќо это уже из разр€да непроходимой безграмотности пользовател€. |
|
15-12-2022 18:24
MeCKaJluTo
ƒокладываю:
¬з€л выровненный камешек из карбида кремни€ и на нЄм вскрывал. —разу сел заточить кухонник небольшой. –езультат - отличный! ј в св€зи с чем камень 7/5 на ms1 даЄт мутную фаску, а той же фракции на OSB практически зеркало (очень похож на Shapton pro 8000)? –асскажите, что используете на финише? ак наносите пасту? |
|
15-12-2022 18:51
Chydin
¬ зависимости от того что хотите получить.
¬се дадут достаточно выглаженную кромку. –азную, за разное врем€(трудозатраты). ¬ зависимости от стали, —ќ∆, степени доводки абразивов, технике работы, отсутствию или применению паст. ј какие пасты в наличии? |
|
15-12-2022 19:39
Voy50
не, ну если обновл€ть, то да. ѕросто, это тогда вообще не пон€тно зачем, проще стекло с помойки принести. ”трирую. |
|
12-2-2023 16:57
stvin
”важаемые, а завод которому посв€щена эта тема, он живой?
ѕросто не могу найти оф сайт с продукцией ћожет кто подскажет.. . |
|
12-2-2023 18:18
vovchiklj
|
|
12-2-2023 20:41
stvin
—пасибо за ссылки на завод
|
|
1-11-2023 02:22
Goldheart2
Ќесколько вариантов. Ћибо у вас слишком крупна€ шероховатость бруска получилась в следствии вскрыти€, со временем брусок притретс€, и проблема уйдет. Ћибо у вас образуетс€ достаточное количество суспензии из сож и шлама с необходимыми свойствами, чтобы вли€ть на блистючесть подвода. |
|
1-11-2023 08:45
oldTor
+100500
тому же надо учесть, что венЄв добавл€ет в качестве наполнител€ св€зки MS1 зерно карбида кремни€, которое легко дробитс€ - оно и работает частично "свободным зерном", что даЄт матовость. ¬ полтавских алмазах на ћќ св€зке карбида кремни€ в св€зку не добавл€ют, но там така€ же ситуаци€ часто возникает первые с полгода применени€ бруска (если его не перепритирать полнометражно) из-за засоренности рельефа карбидом кремни€ от, видимо, абразива плоскошлифовального станка, на котором обрабатывают поверхности брусков. Ќо матовость - это не проблема и никакого практического вли€ни€ на результат собственно заточки не оказывает в такой ситуации. уда хуже, когда имеем в св€зке агломераты зЄрен карбида кремни€ или вкраплени€ зЄрен куда большего размера, чем фракци€ бруска, которые оставл€ют паразитные глубокие риски, провоцируют микросколы и забои на кромке - нередко приходитс€ выискивать такие агломераты и отдельные зЄрна и их выковыривать. Ѕлаго, это делаетс€ в медно-олов€нных св€зках не сложно - € сначала делал уголком керамического бруска, а потом обнаружил, что остриЄм четырЄхгранного закалЄнного на довольно высокую твЄрдость шила это делаетс€ даже удобнее. Ќеудобство остаЄтс€ в том, что делать это приходитс€ под микроскопом, а значит нужно и более-менее приличное увеличение, и довольно большое рабочее рассто€ние объектива. Ќо обычно микроскопа ћѕЅ-2 вполне хватает дл€ таких операций. ќ вышесказанном по наличию в св€зке: о венЄве пр€мо и недвусмысленно за€влено на сайте производител€, а что касаетс€ полтавских - есть заключени€ лаборатории + данную ситуацию несложно проверить: € провер€л методом флуоресцентной микроскопии - очень нагл€дно всЄ видно. Ёльборовых брусков полтавских на ћќ св€зке это тоже касаетс€. ------ |
|
|