Холодное оружие
Точимо как хочемо или...как лепше?
https://i2.guns.ru/forums/icons...452/6452687.jpg
оно?
quote:
Практически
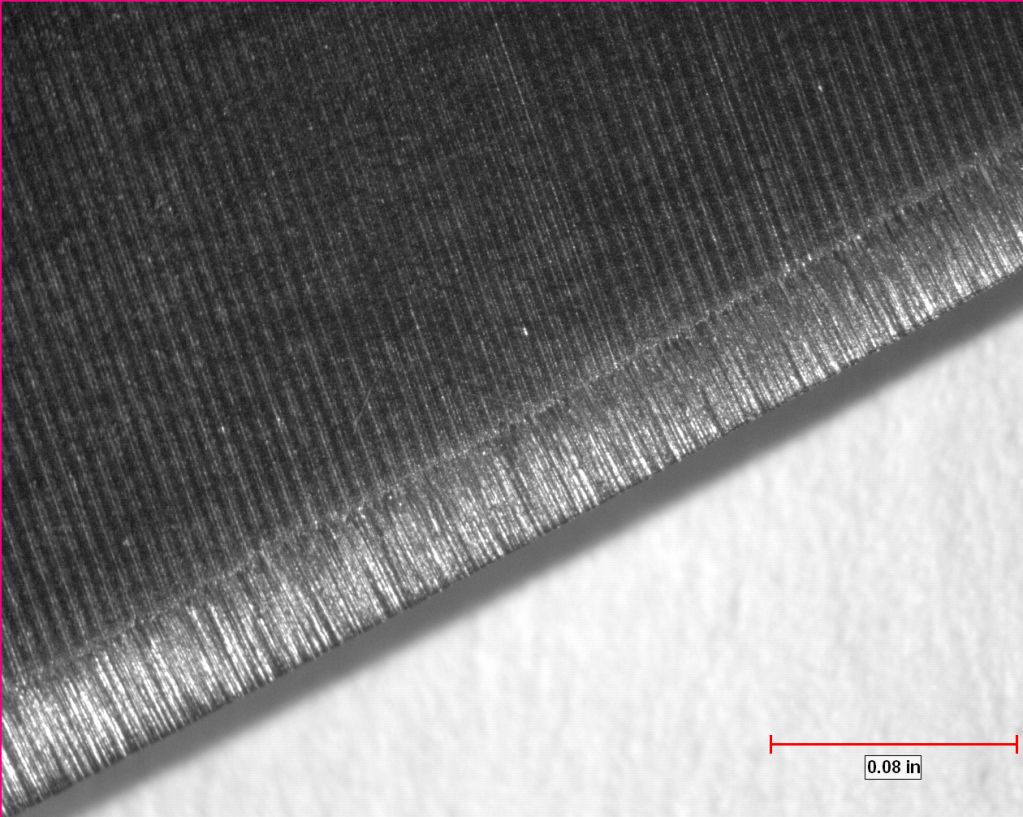
 Кстати, очень характерно то, что это фото керамического ножа. Керамика мыльная и хрупкая одновременно и производитель был вынужден искать пути к повышению агрессивности реза при сохранении стойкости.
Кстати, очень характерно то, что это фото керамического ножа. Керамика мыльная и хрупкая одновременно и производитель был вынужден искать пути к повышению агрессивности реза при сохранении стойкости. Вечером выложу фото спайдерковской заводской заточки, там профиль кромки близок к этому
quote:Originally posted by Alexx_S:
Это профиль, но нет, не серейтор. Серейтор не режет, там механизмы другие. Чистый и комфортный рез при потяге дают дугообразные сегменты кромки. Т.е "выпуклый" серейтор, крис и тому подобное.
Не стоит забывать ,что нож-достаточно универсальным должен быть. Строгать крисом?
quote:Originally posted by Гусев:
Не стоит забывать ,что нож-достаточно универсальным должен быть. Строгать крисом?
более твердые материалы требуют более мелкой микропилы=более заполированной кромки)...
пример ножовка по дереву, ножовка по металлу
а по продуктам(мягким материалам) многие довольствуются заточкой камнями до 200грит и режут грубой микропилой,заусенцем и в ус не дуют.
другое дело что потяг в чистом виде редко встречается, обычно к нему примешивается продавливание ,что требует уже геометрии и микрогеометрии.
Отлично! Уже можем переходить к заточке или сначала ОФП?
quote:Originally posted by Regatt_a:
Отлично! Уже можем переходить к заточке или сначала ОФП?
ЛФК на коже и курс МБ на апексе

quote:ЛФК на коже и курс МБ на апексе
А нельзя сразу к водным перейти?
"Держитесь, Nikoola, вы обещали в яму этих ретроградов"
Если человек уже сидит в яме и с полным непониманием задает вопрос " при чем тут полировка линзы телескопа", абсолютно забывая о том, что процесс шлифовки и полировки- это НЕОТЬЕМЛЕЙШАЯ часть технологии заточки в исполнении того же Дмитрича и всех остальных ГУРУ заточки, о каком общении вести речь? О ЧЕМ?
Я влет привел пример, когда РУКИ человека были убраны прочь от действительной ТОЧНОСТИ. ТОЧНОСТЬ не зависит от "ощущений и тактильности" и разве что-то нужно еще здесь доказывать?. Слабы эти параметры для ТОЧНЫХ вещей.
))
Вы же ,вроде , удалились.Ещё раз вопрос : почему при ЗАТОЧКЕ на ответственных РЕЖУЩИХ инструментах не могут обойтись без человеческих рук? Подскажите на примере лущильных ножей, а не телескопов и т.д.
quote:Originally posted by Гусев:
Не стоит забывать ,что нож-достаточно универсальным должен быть. Строгать крисом?
А где я предлагал такое? Я говорю про рез потягом. Вы строгаете потягом? Кроме того, речь идет о микроуровне, а крис приведен как модель режущей кромки
quote:Originally posted by olega_tor:более твердые материалы требуют более мелкой микропилы(карбидной)=более заполированной кромки)...
пример ножовка по дереву, ножовка по металлу
Речь не о пиле, да и насчет размера зуба вы тоже заблуждаетесь
quote:Originally posted by Alexx_S:Речь не о пиле, да и насчет размера зуба вы тоже заблуждаетесь
это тоже приведено как сравнительная модель(как и крис)
"Подскажите на примере лущильных ножей, а не телескопов и т.д"
Применением слабых технологий и архаики в промзаточке , плюс слабым аргументос господина Гусева в " лице" должностной инструкции 80х годов ,я обьясняю сей факт применения оселков " гдейта там во глубине веков".
Улицы вполне себе метут и дворники. Но уборочной техники таки поболее будет, что и видно как на улицах, так и.. Так и в метро))
вот вам, господин Гусев, обратный пример НЕ применения оселков.
http://zatochka.ru/Our%20business/Straight_Knife_grinding/
http://news.pechatnick.com/index.phtml?id=7852
http://stankoagregat.ru/unit/12537/i20-300%2C-i20-450
?? " не мелочись, Наденька" (с) Это к вопросу о применении прогресса и современного оборудования для заточки. В том числе приснопамятных лущильных ножей. Безусловно, можно до седого лобка продолжать елозить по ним оселком. Но зачем, если есть прекрасное оборудование??
Еще вопросы есть?
И еще раз- ручной труд был и есть. И будет. Но..
Вот именно))
quote:Originally posted by Nikoola:
вот обратный пример НЕ применения оселков.
"Точность оборудования позволяет задать линейность режущей кромки в пределах 5 микрон на метр."- пожалуй, Бендер выиграет у Гомера

quote:Originally posted by Nikoola:
Еще вопросы есть?
Есть.Главный из них :Вы не умеете читать или не понимаете смысла прочитанного?
На 2 странице этой темы , в посте N60 я привёл ссылочку: http://www.lawmix.ru/docs/9192 Это должностная инструкция заточника деревообрабатывающего инструмента 6-го разряда."Заточку лущильных ножей и линеек длиной свыше 1,5 м на полуавтоматах, ручную правку и доводку оселком." После ЗАТОЧКИ на станке нужно ДОВОДИТЬ, понятно?
Теперь о Ваших ссылках.
1.Заточка.ру Классный сайт!Сразу видно пофессионалов! http://zatochka.ru/Our%20business/Ordinary-knifes_grinding/ Оттуда "Заточка производится на специальном оборудовании немецкой фирмы F. DICK (производителя высококачественного оборудования и ножей для ресторанов и мясокомбинатов). Используются водные камни, алмазные круги, арканзасские круги, полировочные круги, вращающиеся с малой скоростью. Доводка ножа осуществляется мелкозернистыми камнями" Вот и оселки ,и арканзасы.Причём сразу круги из арканзаса. А уж перлу "сорейтеры" только позавидовать можно.
2.Типография "Автоваза".Как в данной конторе относятся к качеству, надеюсь, объяснять не нужно.К тому же, нигде не написано, что после станка не нужно править.
3.Правильно,станок.А про достаточность заточки без правки опять нет.
И ещё.Вот станок-автомат для микротомных ножей http: //www.atm-practica.ru/catalog/zatochka_mikrotomnih_nozhey/stanok_dlya_zatochki_i_pravki_mikrotomnih_nozhey_pavtomat_zsp_t4.html
Читаем описание и что мы видим :" ( Для получения особо тонких срезов 1-3 мкм, рекомендуется после доводки править ножи ремнем)." Упс, опять после станка вручную дорабатывать надо.
quote:Originally posted by olega_tor:
более твердые материалы требуют более мелкой микропилы=более заполированной кромки)
Нет. Они требуют более прочных материалов, способных преодолеть эту твердость, не разрушаясь при этом.
quote:Originally posted by Nikoola:
вот вам, господин Гусев, обратный пример НЕ применения оселков.
первая ссылка, цитата со страницы:
quote:Доводочные работы выполняются вручную включают в себя снятие заусенцев и закругление режущей кромки до оптимального радиуса.
эпик фейл
и правда - заканчивайте уже
Извините, но уезжать надо.Поэтому немного о брусках(оселках).
quote:Originally posted by Nikoola:
Применением слабых технологий и архаики в заточке , плюс слабым аргументос господина Гусева в лице должностной инструкции 80х годов ,я обьясняю сей факт применения оселков.
Рассмотрим несколько ведущих фирм в производстве абразивного инструмента
1.Нортон http://sgabrasives.ru/rus/Russ...flash.html#/29/
Как мы видим, для общего машиностроения востановление режущих кромок рекомендуется брусками.Преимущества "Долгоиграющие режущие кромки"
2.BORIDE http://borideabrasives.com/ И опять же большой выбор брусков для различных целей.
3. DME (Оборудование для полировки и ремонта пресс-форм и штампов) http://www.vivtech.ru/index.php?id=16 и опять же бруски наблюдаем.И много.
Так что,Nikoola,если Вы никогда на производстве не сталкивались с оселками, это говорит только об уровне производства и Ваших знаниях.
quote:Originally posted by Гусев:
Есть.Главный из них :Вы не умеете читать или не понимаете смысла прочитанного?
Добрый человек, загляните в зеркало. К вопросу о корректности чтобы не возвращаться, договорились?
quote:3.Правильно,станок.А про достаточность заточки без правки опять нет.
Господи, неужели? Я забыл.. В комплекте прилагается оселок.
коллега Гусев, ну ВСЕМ уже понятно про класс точности станка. Вам- нет?
quote:На 2 странице этой темы , в посте N60 я привёл ссылочку: http://www.lawmix.ru/docs/9192 Это должностная инструкция заточника деревообрабатывающего инструмента 6-го разряда."
Я вам уже рассказывал о годе выпуска этой "бумаги", рожденной из "бомашки 84го года?" ? Еще раз для вас? Заменив мединструмент на" дерево"
?? Ну просто уже ПЕЧАЛЬНО..))
quote:[B][/B]
quote:Originally posted by Nikoola:
Господи, неужели? Я забыл.. В комплекте прилагается оселок.коллега Гусев, ну ВСЕМ уже понятно про класс точности станка. Вам- нет?
Уже ссылку привели, ограничусь цитатой "Доводочные работы выполняются вручную включают в себя снятие заусенцев и закругление режущей кромки до оптимального радиуса." Учитесь читать хотя бы собственные ссылки.
никула
просто прочитайте ВНИМАТЕЛЬНО те странички, которые тут постите
ибо выставляете себя клоуном не умеющим читать
вполне себе существуют станки затачивающие точнее и быстрее, чем руками, уже довольно давно. но стоят матерно много, у вас волосы на ... дыбом встанут, когда узнаете их цену. и потому в серийке они не применяются, ибо задачи их совсем в другой плоскости, нежели простая заточка различных режеков. и потому даже микротомные ножи руками правят
пойдите погуглите технологию изготовления рокстидов - а потом приценитесь к их ножам. и в догонку, производство рокстидов каких то бешеных прибылей не приносит, владелец фирмы занимается этим для души, он очень круто зарабатывает совсем на другом и может себе позволить такое хобби
quote:Алекс, браво о радиусности.Originally posted by Alexx_S:
Alexx_S
Но таки- давайте заглянем на сам торец.. На именно режущую грань.
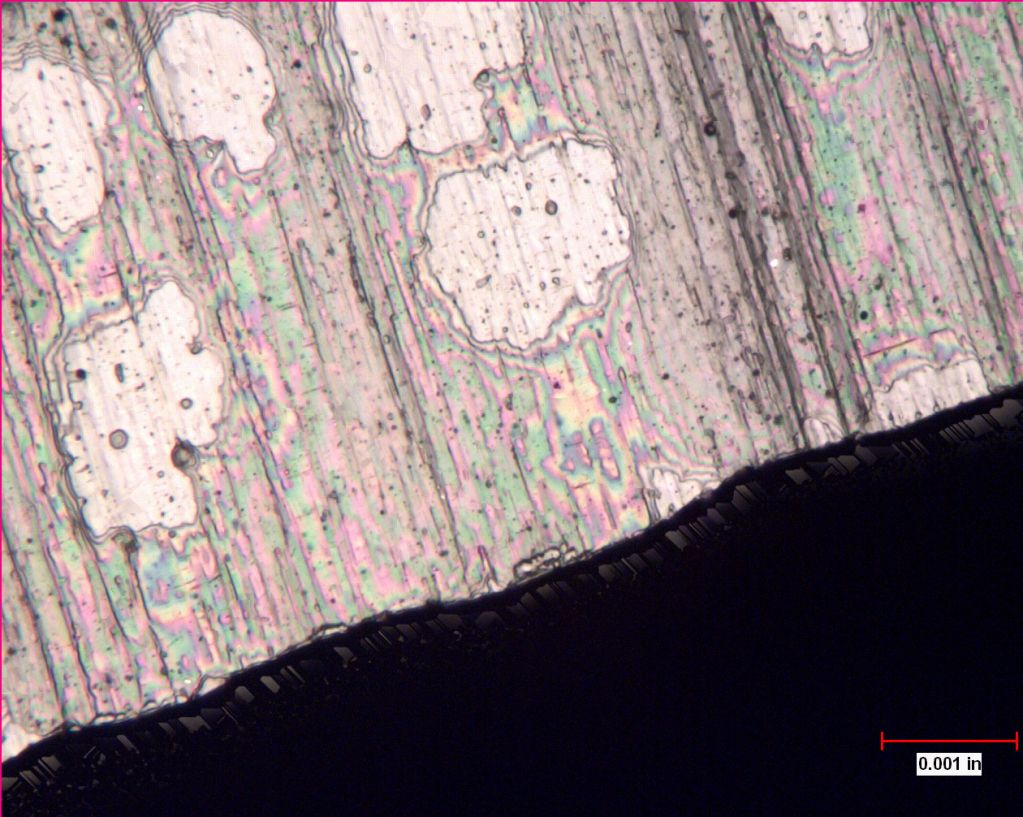
Можно взять случай идеальный для наших условий- ОДИН РЯД зерен- что у нас вышло на грань? Что там? Там и железо в той или иной форме, там и карбиды, те или иные, там и неизбежные примеси, искажающие кристаллическую решетку.
И там разные, ОЧЕНЬ разные величины зерна..
quote:И там разные, ОЧЕНЬ разные величины зерна..
Всяко конечно можно в мелкоскоп разглядеть-после АС самый ужоснах-в сравнении с другими вполне доступными абразивами!
Пока о машинах разговор зашел-да не применяют оселки при правке борон и плугов-это факт!
Высоко точные производства сконцентрированы в нескольких странах и мы- увы в их число не входим
Вот батя мне рассказывал историю- в холодном оружии перессказать считаю уместным:
Когда Ричард англиский заключил перемирие с Саладином-они там после пира хвастались
Ричард рубанул ломик -мечом двуручным Саладин в ответ подбросил шелковый платок вынул свою саблю и платок под собственным весом о нее разрезался на двое-батя мой был уверен что крестаносцы после пира отступили
Легенда живучая-даже ремиксы в кино были!
------
С уважением, Евгений!
quote:Originally posted by Гусев:
2.BORIDE http://borideabrasives.com/ И опять же большой выбор брусков для различных целей.
Не для заточки. Вернее, для заточки они выпускают вполне заурядные бруски: http://borideabrasives.com/category.php?cat=104
quote:Вот батя мне рассказывал историю
Женя, я вам другую расскажу.
Не убиралось помещение с зрительными трубами, пришла уборщица, заглянула в трубу- и ахнула, едва не умерев от праведных эмоций. Труба была направлена в дальний угол, где паук жил и муху ел.
))
Этих историй ИСТОРИЯ нарассказывала- вагонами не вывезти.
Мы ведем речь о сегодняшнем дне, о сегодняшнем уровне техники, о познаниях сегодняшнего дня.
Не будем же мы ОПЯТЬ искать философский камень, который так и не нашли в средние века?
quote:Стоп-стоп.Originally posted by Alexx_S:
Суть механизма в другом - в концентрации усилия как на макро, так и на микро уровне
Мы сейчас о чем? О прочностных характеристиках кромки " супротив" сопротивления данного разрезаемого материала?
Алекс, вы затронули ОСНОВУ, наконец-то.
Давайте активнее..
Острота, сама по себе, ВНЕ реза по тому или иному материалу той или иной толщины, и той или иной способности материала сопротивляться резу- для данного раздела имеет малую ценность, согласитесь.
Посему- нужно таки НАЗНАЧАТЬ для реза ( нормального или потягом ) типичный материал с типичными свойствами - упругостью, волокнистостью, пористостью и т.д..
???
quote:Посему- нужно таки НАЗНАЧАТЬ для реза ( нормального или потягом ) типичный материал с типичными свойствами - упругостью, волокнистостью, пористостью и т.д..
Неужели канат?
quote:Originally posted by Alexx_S:
Не для заточки. Вернее, для заточки они выпускают вполне заурядные бруски: http://borideabrasives.com/category.php?cat=104
Я специально показывал не бруски для заточки, а то Nikoola никогда на производстве их не видел, пусть просвещается.А то была бы реакция : это ширпотреб, а вот на производстве всё делают машины.
quote:Originally posted by Nikoola:
Стоп-стоп.Мы сейчас о чем? О прочностных характеристиках кромки " супротив" сопротивления данного разрезаемого материала?Алекс, вы затронули ОСНОВУ, наконец-то.
Нет. О том, как нож режет. В простом случае (гильотинный рез) - это давление на единицу площади. Когда усилие, необходимое для резания (раскалывания материала) чересчур велико, мы концентрируем усилие резания на одном участке и перемещаем это участок в толще разрезаемого материала. Это - рез с потягом. Не стоит путать его с пилением, по схеме работы это разные процессы.
Наиболее эффективен рез потягом тогда, когда форма режущего инструмента способствует концентрации усилия - радиусная часть брюшка, к примеру. Это макроуровень. На микроуровене - показанная "волна" на кромке.
По "зубчикам". При резе с потягом необходимо обеспечить врезание в материал. Это можно достичь двумя способами: усиление давления в направлении, перпендикулярном РК или те самые "зубчики", изменяющие вектор действия приложенного усилия (заставляющие РК врезаться в материал).
Безусловно, это примитивное описание процесса, почему я и не хотел сочинять его "на ходу", но на статью в обозримом будущем времени нет.
По поводу "не доведенная РК менее стойка" - это не всегда так. Точнее, в некоторых случаях (твердые материалы+гильотинный рез) это абсолютно верно, но на некоторых видах работ доводка не то, что не полезна, она вредна и стойкость инструмента там равна времени жизни редких и слабых зубчиков, оставшихся после доводки.
Очень часто говорится о том, что "зубчики" являются концентраторами напряжений. Правильно, в общем-то говорится, однако говорящие забывают или умалчивают о том, что напряжения концентрируются и "с другой стороны", в разрезаемом материале. И именно это дает качественный рез с потягом.
Таким образом, для реза потягом необходим компромиссный вариант заточки, объединяющий высокую степень остроты и концентраторы давления. Вариантов может быть довольно много: нарезка зубцов на доведенном подводе, более грубая заточка на одной из сторон, "волна", подбор оптимального размера зубцов и т.п.
Некоторые из этих решений достижимы простыми методами, к примеру резкий скачок в размере зерна с увеличением угла заточки, дающий ту самую "волну"
Как пример хочу привести заводскую заточку Spyderco. Как видно по фото, ярко выраженных зубчиков там нет. А "волна" есть.
[QUOTE]Originally posted by Alexx_S:
[B]
Спасибо за качественный пост по механизмам реза, поддерживаю
quote:Originally posted by oldTor:
Этот двусторонний водник, как многие бельгийцы, имеет тёмную сторону из чёрного однородного сланца. В принципе, она считается нерабочей и в некоторых случаях таковой и заявляется. тем не менее, обычно это довольно подходящий для правки сланец, дающий суспензию, работающий довольно быстро и при этом довольно тонко. Вполне подходит для использования после, например, 3000 грит синтетических водников. На углеродистых сталях и не слишком твёрдых нержавейках вполне недурно доводит. В зависимости от метода работы, можно получить разный результат, в т.ч. повысить агрессию реза (по сравнению с синтетическими 3000-никами на мягкой связке), при этом получая довольно чистую поверхность, и хорошую остроту. При необходимости, выбирая технику работы, насыщенность суспензии и т.д. - можно получить хорошо выглаженную и прочную кромку, годную для тонких работ, требующих высокой остроты, аккуратности и управляемости клинка. В теме о бельгийских камнях в заточном, я когда-то размещал отчёт о использовании подобного чёрного сланца.
Большое спасибо за инфо( написал в РМ )!
Тему о бельгийцах я в заточном нашёл.
Если я вас правильно понял , этот камень для доводки , а не заточки ?
Для правки(хотя-бы 440с)он подходит ?
Что касается заточки, я лично за алмазами не гоняюсь: если их концентрация в пасте не указана, то она может быть невелика и эффект от такой пасты может быть не велик. Потом продаются прекрасные пасты с оксидом хрома, дешевые и с хорошей концентрацией абразива. Подходящие куски кожи продают по 5-8 евро.
Камни подходящие можно купить не дорого (в особенности для порошков), натуральные камни для кухонников высшего качества требуются очень немногим: высокая стоимость дорогих кухонников для японской кухни и камня для довожки может быть даже частично вычтена из налогов ( если человек повар-профессионал). По крайней мере в некоторых странах.
quote:но на некоторых видах работ доводка не то, что не полезна, она вредна и стойкость инструмента там равна времени жизни редких и слабых зубчиков, оставшихся после доводки.
А можно поподробнее -я вот знаю что обычный скальпель-дожен разрывать ткань минимально повреждая клетки (чтоб быстрее заживало)
А где еще так необходимы зубчики -и какого размера? ну или от какого абразивного зерна?
------
С уважением, Евгений!
quote:Originally posted by chingachgook:
Неужели канат?
Не знаю, как для всех, а для меня более информативно- рез по толстой листовой коже, подметочной.. Были некие запасы, случайно добытые
Правда- не осталось уже ея, изрезал всю, а покупать специально- достаточно дорого.(
quote:Не знаю, как для всех, а для меня более информативно- рез по толстой листовой коже, подметочной.. Были некие запасы, случайно добытые
Правда- не осталось уже ея, изрезал всю, а покупать специально- достаточно дорого.
Канат тоже штука сложная. Толстый канат (от 22мм) в бухтах по 120 и более кг. На катушках по 12кг бывает очень редко. С 2011 года ( http://www.youtube.com/watch?v=8HzYIScntFE ) изрезали больше километра каната. Представляете, сколько бы кожа стоила? Хотя хорошую 4мм чистую кожу(обрезки) кожу я резал. Обрезков было полный целофановый пакет. Хватило только на то, чтобы чуть-чуть сравнить ножи между собой. Затупления почти не было.
quote:4мм чистую кожу(обрезки) кожу я резал
Я резал плотную, очень жесткую, 6 мм.. Совсем как бифштекс в совковой столовой))
Алекс_S, к вам обращаюсь я))
Давайте рассмотрим механизм ( процесс??) образования этой самой " волны" или ее , хотя бы, подобия.
??
Как ее итогово получить "домашними способами"- я, кажется, догадываюсь.
quote:Originally posted by Nikoola:
Давайте рассмотрим механизм ( процесс??) образования этой самой " волны" или ее , хотя бы, подобия.
Механизм понятен - это остатки "зубцов" от крупного абразива, сточенных мелким и гибким абразивом.
Такое можно получить с помощью Work Sharp, но же - минигриндер.
quote:Механизм понятен
ой ли.
))
quote:Механизм понятен
ой ли.
))
quote:остатки "зубцов" от крупного абразива, сточенных мелким и гибким абразивом
Мы под каким углом смотрим? Под углом заточки? Там у нас всегда будет ЛИНИЯ плоскости камня. А ведь мы так и точим..
Откуда берется ВОЛНА на торце кромки, если мы его разворачиваем под 90 градусов?.
quote:Originally posted by Nikoola:
Там у нас всегда будет ЛИНИЯ плоскости камня. А ведь мы так и точим.. Откуда берется ВОЛНА на торце кромки, если мы его разворачиваем под 90 градусов?.
Не совсем понял вопрос. На мой взгляд, на фото все видно.
quote:Не совсем понял вопрос. На мой взгляд, на фото все видно.
Видно- видно, согласен.))Волна ОТКУДА взялась? шаг "волны" никак не совпадает с размером крупного абразива, как мне кажется. И , собственно, последствия применения крупного абразива видны будут по глубине , а у нас же- волна в другой плоскости
quote:Originally posted by Nikoola:
шаг "волны" никак не совпадает с размером крупного абразива, как мне кажется.
Тем не менее, это так.
quote:Originally posted by Nikoola:
И , собственно, последствия применения крупного абразива видны будут по глубине , а у нас же- волна в другой плоскости
Волна в плоскости клинка, риски - перепендикулярно волне.
quote:но на некоторых видах работ доводка не то, что не полезна, она вредна и стойкость инструмента там равна времени жизни редких и слабых зубчиков, оставшихся после доводки.А можно поподробнее -я вот знаю что обычный скальпель-дожен разрывать ткань минимально повреждая клетки (чтоб быстрее заживало)
А где еще так необходимы зубчики -и какого размера? ну или от какого абразивного зерна?------
С уважением, Евгений!
Евгений, я видел этот вопрос
Отвечать не хочу, поскольку тема большая и серьезная, мы в ней завязнем. Да и с доказательствами туговато. Я вижу процесс по-своему, вы - по-своему, а доказательств привести не можем. По моим наблюдениям, ножи с "гладкой" РК приходится править чаще при моем спектре работ. И знакомые ножеманы тоже часто высказываются в пользу более грубого финиша.
quote:Originally posted by Alexx_S:
... И знакомые ножеманы тоже часто высказываются в пользу более грубого финиша.
Есть на мой взгляд такое.
Хелле был наточен на мелких камнях и на твердой деревяшке проскальзывал, хотя лист А4 прорезал свободно просто под своим весом. Пришлось сейчас перетачивать более грубым абразивом.
quote:Нелле был наточен на мелких камнях и на твердой деревяшке проскальзывал, хотя лист А4 прорезал свободно просто под своим весом. Пришлось сейчас перетачивать более грубым абразивом.
Интересное наблюдение. А вывод так ва-пче
quote:Originally posted by Шухер:
Интересное наблюдение. А вывод так ва-пче
Ну тык, какой есть
quote:Такое можно получить с помощью Work Sharp, но же - минигриндер.
Т.е. это правильный девайс?
quote:Originally posted by Regatt_a:
Т.е. это правильный девайс?
У меня нет и не будет
quote:Евгений, я видел этот вопрос Отвечать не хочу, поскольку тема большая и серьезная, мы в ней завязнем. Да и с доказательствами туговато. Я вижу процесс по-своему, вы - по-своему, а доказательств привести не можем.
По моим наблюдениям, ножи с "гладкой" РК приходится править чаще при моем спектре работ. И знакомые ножеманы тоже часто высказываются в пользу более грубого финиша.
Да не в споре тут дело-я в обшем то не против зубчиков
Как мне видится этот момент-камень обладает зерном и зерна даже при минимальном (меньше веса ножа ) давлении будут эти зубчики создавать а размер их уже от камня зависит
Вот тн гладкую рк -получить на коже с пастой очень легко-и стоит немного перестараться и опа подмыливать начнет рез
И вот вопрос: не влияет ли сталь-те Может такое быть что для стали с разным зерном финиш разный те размер зубчиков?
------
С уважением, Евгений!
quote:Originally posted by Regatt_a:
Т.е. это правильный девайс?
Что вкладываете в понятие "правильный"?
Способов заточки много и каждый из них имеет свое предназначение. Электроточило Work Sharp создавалось для бытовых нужд, т.е. для быстрого и в практическом плане достаточно качественного затачивания разных режущих инструментов. Ничего более.
quote:Originally posted by lukasq:
И вот вопрос: не влияет ли сталь-те Может такое быть что для стали с разным зерном финиш разный те размер зубчиков?
Сталь конечно же имеет значение. Ведь достижение меньшего радиуса РК на прямую зависит от стали, а точнее - от ее структуры. Радиус РК не может быть меньше радиуса карбида, выходящего на РК. Напр. у Sandvik 13C26 в среднем 0,5 микрона, у многих порошковых - 5 микрон, а у D2 и подобных "карбидных монстров" карбиды могут достигать до 50 микрон. Соответственно точить D2 на 5-ти микронном абразиве нету смысла.
Но для заточника значение имеет не только сталь, а и угол сведения РК (угол заточки), разрезаемый материал и способ реза. Т.е. вид ножа (сфера применения) и способ его использования.
Все эти слагающие и определяют способ заточки, а соответственно и используемые абразивы.
Это если важнее результат, а не процесс.
Можно конечно выбирать не самый оптимальный способ заточки определённого ножа и корпеть над ювелирной отделкой его РК. Но это уже для сильно увлеченных процессом.
quote:Originally posted by Kapo:
Можно конечно выбирать не самый оптимальный способ заточки определённого ножа и корпеть над ювелирной отделкой его РК. Но это уже для сильно увлеченных процессом.
Заточка- такая же работа, как и все остальные (например замена колеса), если делаешь ее качественно и аккуратно, то и РК будет красивая и острая.
quote:Originally posted by lukasq:
И вот вопрос: не влияет ли сталь-те Может такое быть что для стали с разным зерном финиш разный те размер зубчиков?
Влияет абсолютно все - абразив, структура стали, угол заточки, механизм реза, разрезаемый материал.
Финиш определяется стойкостью кромки к разрушению под действием всего спектра нагрузок - прямых и боковых, к износу, к растрескиванию (в том числе и коррозионному) и т.п. и способностью резать.
Способность резать зависит от остроты (радиус скругления) и профиля кромки. Профиль может быть как прямым, так и зубчатым, волнообразным и т.п. Варьируя формой профиля, остротой и углом заточки, можно подбирать тип заточки под разрезаемый материал и характер работ. Условие - получение прочной и стойкой РК.
Стойкость РК - это параметр временной, к слову. Время между двумя переточками (правками). И этот параметр в большей степени зависит от способности ножа резать, чем от физического состояния РК. То есть, режущая кромка с забоинами, замятиями и тому подобными дефектами, но сохранившая способность резать более стойка, чем равномерно закруглившаяся и скользящая по материалу, но без описанных дефектов.
По "волне". А точнее - по грамотно обработанным "зубчикам", с которых убраны концентраторы напряжений. Еще точнее - убраны концентраторы, ослабляющие РК, оставлены крайне полезные для работы и облегчающие рез.
При прочих равных условиях, такая РК обеспечивает большее давление на разрезаемый материал при том же усилии резания. Или, с другой стороны, допускает больший радиус РК при сохранении усилия. В обоих случаях это приводит к большей стойкости.
quote:Originally posted by Kapo:
Сталь конечно же имеет значение. Ведь достижение меньшего радиуса РК на прямую зависит от стали, а точнее - от ее структуры. Радиус РК не может быть меньше радиуса карбида, выходящего на РК. Напр. у Sandvik 13C26 в среднем 0,5 микрона, у многих порошковых - 5 микрон, а у D2 и подобных "карбидных монстров" карбиды могут достигать до 50 микрон. Соответственно точить D2 на 5-ти микронном абразиве нету смысла.
В целом согласен, но сильно зависит от того, что за карбиды и чем точим. Посмотрите фото на предыдущей странице - карбиды вполне нормально срезались.
Каро +100.Видно, что точите не один нож в месяц.
Если можно, выложите нож (ИЗ КАФЕ)до заточки, а камрады предложат варианты его заточки.Нож должен продержаться 2 недели в КАФЕ.
с ув. Владимир
quote:. Радиус РК не может быть меньше радиуса карбида, выходящего на РК.
Может- может. Он тоже поддается абразиву со стороны подводов.
quote:Нож должен продержаться 2 недели в КАФЕ.
он никому ничего не должен
А задание невыполнимо ибо всегда найдётся уважаемый человек который прочертит РК ножа но кафелю если ему сказать что этот нож даже не затупится )))
quote:Originally posted by Шухер:
... всегда найдётся уважаемый человек который прочертит РК ножа но кафелю ...
А чтоему сделается? Нормальный нож должОн кафель как масло резать. Ну на худой конец как стеклорез.
quote:А чтоему сделается?
А, ну в плане вида внешнего ощутимо пострадать ему возможно и не грозит, но "как мужчина он будет бесполезен" (С)
quote:Originally posted by SokolovVA:
Если можно, выложите нож (ИЗ КАФЕ)до заточки, ...
Ок, как принесут очередную партию, сделаю фото как выглядят сами ножи и их РК перед заточкой.
quote:Originally posted by Nikoola:
Может- может. Он тоже поддается абразиву со стороны подводов.
Согласен, несколько утрировал. Но лишь по тому, что остроту РК я предпочитаю расматривать в комплексе со стойкостью РК к изнашванию. Стачивая карбиды увеличиваем выход матрицы на РК, а это в свою очередь ослабляет РК и она быстрее деградирует. К тому же, стачивание карбидов уже требует определенных средств, навыков и времени.
Тут ведь вопрос ставится как:
- или тратить дополнительные усилия для достижения предельной остроты, которая в силу объективных причин долго не продержится,
- или точить таким способом, чтобы сразу создать "крейсерскую", т.е. может и не предельно острую, но наиболее устойчивую к деградации кромку РК, при этом затратив меньше сил и времени.
Первое необходимо лишь в редких случаях или для спец. ножей. Второе устраивает большинство простых пользователей, которым нужно чтобы нож комфортно резал и сохранял эту способность как можно дольше.
Как говорится: "кому шашечки, а кому ехать" (с)
Каро спасибо за ответ.
Полностью согласен. Но как добиться этого результата? Надо ли подбирать камни под сталь, перетачивать нож или забить на все это?
quote:Originally posted by alex-ice:Большое спасибо за инфо( написал в РМ )!
Тему о бельгийцах я в заточном нашёл.
Если я вас правильно понял , этот камень для доводки , а не заточки ?
Для правки(хотя-бы 440с)он подходит ?
Вполне подходит. Может не оптимум, но подходит. Главное, он из сланцев один из самых "быстрых". Я какое-то время для полевой правки таскал небольшого жёлто-чёрного бельгийца - вполне устраивало.
quote:Originally posted by pavelmil:
Но как добиться этого результата? Надо ли подбирать камни под сталь, перетачивать нож или забить на все это?
Более чем уверен, что тут нет для всех единого "рецепта". Каждый точит в меру своих потребностей, своего понимания и своих возможностей.
В идеале, при заточке желательно учитывать все то, о чем писал Alexx_S и с чем я полностью согласен:
quote:Originally posted by Alexx_S:
Влияет абсолютно все - абразив, структура стали, угол заточки, механизм реза, разрезаемый материал.
Финиш определяется стойкостью кромки к разрушению под действием всего спектра нагрузок - прямых и боковых, к износу, к растрескиванию (в том числе и коррозионному) и т.п. и способностью резать.
Способность резать зависит от остроты (радиус скругления) и профиля кромки. Профиль может быть как прямым, так и зубчатым, волнообразным и т.п. Варьируя формой профиля, остротой и углом заточки, можно подбирать тип заточки под разрезаемый материал и характер работ. Условие - получение прочной и стойкой РК.
Стойкость РК - это параметр временной, к слову. Время между двумя переточками (правками). И этот параметр в большей степени зависит от способности ножа резать, чем от физического состояния РК. То есть, режущая кромка с забоинами, замятиями и тому подобными дефектами, но сохранившая способность резать более стойка, чем равномерно закруглившаяся и скользящая по материалу, но без описанных дефектов.
По "волне". А точнее - по грамотно обработанным "зубчикам", с которых убраны концентраторы напряжений. Еще точнее - убраны концентраторы, ослабляющие РК, оставлены крайне полезные для работы и облегчающие рез.
При прочих равных условиях, такая РК обеспечивает большее давление на разрезаемый материал при том же усилии резания. Или, с другой стороны, допускает больший радиус РК при сохранении усилия. В обоих случаях это приводит к большей стойкости.
oldTor какие сланцы из "быстрых" есть? Так что б не гоняться за ними по инету.
Вобщем есть гуанси он тонкий и мягкий тоись полный финиш на нём. Грин бразилиан твёрдый вроде и нормально но не подходит.
Нужен помягче грин бразилиан и потвёрже гуанси но позернистее грин бразилиан.
Может это уже не сланец будет называться не знаю. Может микрокорунд?
quote:Механизм понятен - это остатки "зубцов" от крупного абразива, сточенных мелким и гибким абразивом.
Такое можно получить с помощью Work Sharp, но же - минигриндер.
Почему то думается-что эта волна как раз и следствие машинной заточки-и возможно даже не преднамеренное!
На счет полезности минигриндера-считаю что без навоков заточки те новичку эта штука тока навредит-ножи приобретут эсобразный строй очень быстро-и чтоб их реанимировать уже переспускать придется
А кто точить уже умеет-не знаю может для эксперементов? или если надо точить много и быстро -но там расходники не дешевы
quote:Но как добиться этого результата? Надо ли подбирать камни под сталь, перетачивать нож или забить на все это?
Проще забить
Но если подбирать -то всеж примерные орентиры:Мягкие камни снимают металл быстрее-теряют форму тоже
Для сталей не сильно твердых втч нержавеек-предпочтительнее камни твердые
Карбит кремния дает риски более глубокие чем электрокорунд при одинаковой зернистости
quote:Варьируя формой профиля, остротой и углом заточки, можно подбирать тип заточки под разрезаемый материал и характер работ. Условие - получение прочной и стойкой РК.
Сегодня специально обратил внимание как я режу продукты-даже хлеб режу на доске почти без потяга (скорее продавливанием)
Видимо поэтому кухонники из нержи тщательно доведеные у мну держат заточку
дольше (зубчики с деревяхами и досками не дружат)
------
С уважением, Евгений!
quote:(зубчики с деревяхами и досками не дружат)
это смотря какие зубчики!
Вона трамонтина с серрейторощем по кухне в королях ходит.quote:это смотря какие зубчики! Вона трамонтина с серрейторощем по кухне в королях ходит.
У мну есть одна-с белой ручкой типо профф серия-написано карбон-но не ржавеет на кухне
Там заводская заточка была оч агрессивная кривоватая и как раз под рез потягом -честно скажу не стал ждать когда сядет переточил под свою руку
а сама железяка неплохая -я ее за 150р брал -поехал хотел еще -а они уже по 350р при таком раскладе жаба победила-а так неплохо сравнить былоб стойкость ------
С уважением, Евгений!
Есть еще социальный аспект самостоятельной заточки, если все купят себе мини-гриндеры и японские водники, начнут самостоятельно точить свои ножи, а потом, когда поднатореют, заодно ножи родственников и знакомых, профессиональные заточники ведь останутся без работы? Насколько это правильно?
quote:Originally posted by Regatt_a:
Есть еще социальный аспект самостоятельной заточки, если все купят себе мини-гриндеры и японские водники, начнут самостоятельно точить свои ножи, а потом, когда поднатореют, заодно ножи родственников и знакомых, профессиональные заточники ведь останутся без работы? Насколько это правильно?
Можно подумать, они на каждом углу сидят
quote:Originally posted by Regatt_a:
...если все купят себе мини-гриндеры и японские водники, начнут самостоятельно точить свои ножи,...
А руки прямые где купить?
quote:Можно подумать, они на каждом углу сидят
quote:А руки прямые где купить?
Ну, наверное, не все и так пользовались заточными сервисами, не все захотят или смогут самостоятельно точить, но риск для клиентской базы заточников существует.
И если вопрос в социальном плане стоит пока не очень трагично, все равно есть еще нравственный аспект: заточив нож самостоятельно, я отбираю конфету у ребенка заточника

quote:Originally posted by Regatt_a:
Ну, наверное, не все и так пользовались заточными сервисами, не все захотят или смогут самостоятельно точить, но риск для клиентской базы заточников существует.И если вопрос в социальном плане стоит пока не очень трагично, все равно есть еще нравственный аспект: заточив нож самостоятельно, я отбираю конфету у ребенка заточника
Самое время всплакнуть об извозчиках
quote:Самое время всплакнуть об извозчиках
Возможно на очереди парикмахеры. Люди научившиеся точить ножи-ножницы могут начать и стричься тоже дома.
quote:Originally posted by Regatt_a:
... Люди научившиеся точить ножи-ножницы могут начать и стричься тоже дома.
Точить и использовать это две большие разницы.
Кстати правильно наточить парикмахерские профессиональные ножницы замаешься. У меня во всяком случае удалось их лишь слегка восстановить, но ооооочень далеко от идеала, можно сказать на троечку, ну может с плюсом. quote:Originally posted by Regatt_a:
Люди научившиеся точить ножи-ножницы могут начать и стричься тоже дома
Купил машинку для стрижки башки. Стригусь сам
Ножики тоже сам точу
.quote:Купил машинку для стрижки башки. Стригусь сам
Ножики тоже сам точу .
Наступает эра натурального хозяйства, капец товарно-денежным отношениям, а затем и привычной нам цивилизации.
Главный компонент, влияющий на рез, давление.
Чем меньше угол кромки и меньше толщина спусков, тем с меньшим усилием нож режет.
Угол заточки зависит от размера карбидов, их распределения и еще некоторых др. факторов. Не играет роли, обтачиваются карбиды абразивом или нет, если им незачто держаться, они выламываются уже при заточке или самых минимальных нагрузках.
Если (в булатах с карбидным рисунком), карбиды образуют скопления, то на необходимую толщину кромки влияет уже не величина единичных карбидов, а их скоплений.
Отсюда становится понятным, что под определенную геометрию клинка надо подбирать подходящую сталь. Идея точить все на один угол- верный признак чайника.
Надо понимать разницу между потенциалом стали и тем, что вышло у данного (горе)термиста. Некоторые стали можно обрабатывать в "простых условиях", другие (нержавеющие, порошковые) часто в "простых условиях" обработать нельзя. По большому счету уже 420 или aeb-l желательно то-шить на фирме, которая занимается термической обработкой.
Еще один момент: возможность проводить тмо стали в "простых условиях" не стоит путать с "простой то", и тут могут требоваться отличные знания и умения.
quote:Отсюда становится понятным, что под определенную геометрию клинка надо подбирать подходящую сталь. Идея точить все на один угол- верный признак чайника.Надо понимать разницу между потенциалом стали и тем, что вышло у данного (горе)термиста. Некоторые стали можно обрабатывать в "простых условиях", другие (нержавеющие, порошковые) часто в "простых условиях" обработать нельзя. По большому счету уже 420 или aeb-l желательно то-шить на фирме, которая занимается термической обработкой.
Еще один момент: возможность проводить тмо стали в "простых условиях" не стоит путать с "простой то", и тут могут требоваться отличные знания и умения.
Всё проще чем кажется. Сами себе мозг выносите...
Кому упёрлись ВСЕ стали? Накой они здались что б знать о них всю подноготную рехнуться ведь можно.
Ну отрежет эта фигня на пару метров больше кусков каната и чё?
Сколь человек в день пользуется ножиком и что он им режет. Карбиды какиета...
Разговор о системе знаний исключительно на уровне простого пользователя.
Уложив в голове минимум простых вещей , становится понятно, в каком направлении идти и можно избежать многих разочарований.
quote:Угол заточки зависит от размера карбидов,
Пршу Вас, поясните пожалуйста, на какой угол точить х12мф, д-2 с крупными карбидами? и на какой угол точить с более мелкими карбидами аеб-л, 440с
quote:Originally posted by Posetitel:
Разговор о системе знаний исключительно на уровне простого пользователя.
Я вот что скажу - работаю с угл.инстр. и так до конца её не просёк до сих пор тем более в заточке тем более сам её мну тем более других не нать с ней бы разобраться да вижу жизни не хватит открывать новые горизонты.
Хорошо бы сначала определиться, а что такое "карбид", точнее что тут называют "карбидами"? Тогда система знаний станет еще более системной, а каждый канатчик еще точнее будет знать куда ему идти.
Х12МФ (д2)- 40 градусов стабильный угол. 440С никогда не имела мелкие карбиды-35-40 градусов угол будет стабильным.
Аев-L будет зорошо держать 20 градусов при толщине у кромки 0,1 мм, можно и хорошую бритву из нее делать: только будьте реалистом: "обычные клинки" Вам оптимально никто калить не будет, того, что есть ,для салата и дерева достаточно, а большего реальному пользователю из реальной жизни просто не надо.
Для реальности "цена-качесто" должны быть оптимальны.
quote:440С никогда не имела мелкие карбиды-35-40
я в сравнении с д-2
про аеб-л спрашиваю у мну клин есть под скинер шведской фирмы, буду мастерить.
quote:[B Вам оптимально никто калить не будет, [/B]
тогда и разговор о углах имеет мало смысла
Смысл имеет. Дабы избегать ошибок уже на этапе выбора стали.
Кроме того, даже на серийке аеб-л будет держать более маленькие углы, чем Д2.20-30 градусов "оно" потянет.
Если сказать проще: делая клинок из напильника с 1.4 угля, Вам неплохо бы перевести все карбиды в раствор. Дабы получить их максимально мелкими. При этом минимально перегрев, Вы получите большое зерно. Есть другие пути, когда Вы не все карбиды переводите в раствор, не нагревая сталь так высоко. Тогда на следующих этапах Вы делаете другие вещи иначе. Улучшая (или, если Вы это не можете)ухудшая структуру стали.Идете на компромиссы, выбирая путь, соответствующий вашему оборудованию и способностям.
Вы можете калить через воду в масло определенные стали, если Вы это можете, а если не можете, то только через масло и т.д.
Ну и Вы можете ограничиться рессорой или О2, если другое Вы НЕ можете.
Думаю, что идея понятна.
quote:Думаю, что идея понятна.
Не совсем
Я понял тока что ТО эт не просто! но и указывать углы так с высока? -ножи имеют износ! утачиваются итд-спуски мало кто доводит руками-из под гриндера
Теща ко мне вчера приходила-притащила 4 ножика-обычно у нее я не морочусь о сегмент круга на 35 примерно и хорошо
-она полюбому на сковородке будет им картофан перевертывать Но вспоминая о теме решил маленько поточить : начал с 20 примерно градусов на карбиде кремния М50 -потом еше М28 уже на 25 потом М10 около 35 маленький совсем и уже байкалитом конский за 40 совсем по кромке
Седне звонила-недовольная порезалась
блин я собственно хотел посмотреть какой размер сколов будет после такого подхода-а не тещиной крови ------
С уважением, Евгений!
quote:Originally posted by Posetitel:
Главный компонент, влияющий на рез, давление.Чем меньше угол кромки и меньше толщина спусков, тем с меньшим усилием нож режет.
Эко вы завернули)). До поры, пока не попали на плотный материал.
На каком таком основании вы так легко ВЫБРОСИЛИ из процесса РЕЗА сам разрезаемый материал? Ваши минимальный угол и минимальная толщина спусков .. Правильно- споткнутся на первой же косточке.
quote:Originally posted by lukasq:
Теща ко мне вчера приходила-притащила 4 ножика-обычно у нее я не морочусь о сегмент круга на 35 примерно и хорошо -она полюбому на сковородке будет им картофан перевертывать Но вспоминая о теме решил маленько поточить : начал с 20 примерно градусов на карбиде кремния М50 -потом еше М28 уже на 25 потом М10 около 35 маленький совсем и уже байкалитом конский за 40 совсем по кромкеСедне звонила-недовольная порезалась блин я собственно хотел посмотреть какой размер сколов будет после такого подхода-а не тещиной крови
Женя, если не трудно, поясни, какими СООБРАЖЕНИЯМИ о будущих резах клинком ты руководствовался при заточке? Для чего тебе на кухне-40? или 35? или 30? или те же 15, по мнению Посетителя?
Для реза помидоров и огурцов? Мороженного мяса и сала? Птицы и бараньих ребрышек?
Все ножи точу на 40*, если сталь хрупкая - не крошится, если мягкая - не мнется.
quote:Originally posted by Шухер:
Я вот что скажу - работаю с угл.инстр. и так до конца её не просёк до сих пор
Сами, дяденька нарвались))
Вов,, дядька, а скажи - какое у тебя оборудование? Какие приборы, отслеживающие нагрев в печи? А стабильна ли температура закалочной среды из раза в раз??
Ответь СЕБЕ на эти вопросы, в первую очередь?
Ведь что у нашим мастеровых имеем в " мастерской"- закалка в горне на глаз и пошипим в ведре с маслом? Я грубо, НО- так ведь и есть в 50 процентах, не менее. Какая систематика и какие ВЛИЯНИЕ тех или иных переменных можно отследить, если они РАЗОМ меняются все? И температура на пару десяток градусов и время садки и количество металла за один присест в печи и прочее, прочее.
Это я не говорю о том, что пресловутые "отковал из ролика"- ровно ни о чем не говорит. У одних- ролики одного мет. завода, у других- ровно из ДРУГОЙ плавки другого завода.
quote:Женя, если не трудно, поясни, какими СООБРАЖЕНИЯМИ
Так я ж описал -теща
она какбы помягче сказать-яйца вареные режет на тарелке исключительно-потом ругается что тарелки с царапками стали Ну точил под вандальное использование-как то так
Мну очень интересно-после ее готовки у мну дома на ножах сколы в рамках микроподводов -вот теперь посмотрю как она свои изуродует и как быстро
------
С уважением, Евгений!
quote:Все ножи точу на 40*, если сталь хрупкая - не крошится, если мягкая - не мнется.
А вы состояние и толшину спусков -учитываете при заточке?
------
С уважением, Евгений!
quote:Все ножи точу на 40*, если сталь хрупкая - не крошится, если мягкая - не мнется.
Это скорее- о стойкости, не об остроте.
Я полагаю- за ПЯТЬ вечеров наши гуру из заточного вполне заточат топор с углом в 50 градусов до ОСТРОТЫ бритвы, с выходом на СТРОГАНИЕ волоса вдоль. Руками, на всяких гуанси с водниками через транслюцент и яшму..
Острота и стойкость- разные вещи. И весь цимес в том, чтобы их совместить для того или иного предназначения клинка. Для того или иного реза по определенному материалу.
И не заточка определяет сталь в наших случаях..Ровно наоборот, мы имеем то, что имеем и уже ЗАТОЧКОЙ пытаемся выйти на приемлимый результат. Варьируя углы и степень остроты с агрессивностью реза.
Я не беру промышленность, где как раз есть и систематика и наука и теории и все, все , все.
Я беру совершенно ОСТАТОЧНЫЙ, ДИКИЙ бытовой сектор. Где в половине случаем- " на тебе боже, что нам негоже".
Подбор геометрии под задачу- тема была уже много раз- повторять глупо.
Но хочу обратить внимание на то, что на практике сталь служит геометрии. Только для клинков с тонкой геометрией немцы предлагают 5 классов сталей.
Поэтому прежде чем перетачивать, можно взять чего-нибудь более подходящее (к слову клинок из С70 с самой тонкой геометрией пойдет для нарезки на тарелке). Такие ножи живут дольше своих хозяев.
quote:Ну точил под вандальное использование-как то так
Вопрос- почему сразу не точил на 35 без выхода на РК и микроподводом - на 40? Зачем эта "угловатая" линза? Точил бы конвекс сразу?
quote:Originally posted by Posetitel:
Подбор геометрии под задачу- тема была уже много раз- повторять глупо.
Это вас куда то увело.)) Я так полагаю- вы просто погорячились.
именно задача всегда определяет пути ее решения.
Оглянитесь на мир автомобильных высоких скоростей- задача ехать быстро при прочих равных. ВСЕ направлено на уменьшение сопротивлению воздуха, на аэродинамичность. Как пример- задача ровно определила геометрию.
Вам нужно РУБИТЬ.. Псомотрите на топор.. Задача ровно определила геометрию
..
Вам нужно брить волос.. Бритва..
Опять таки- ЗАДАЧА определила геометрию. И никак НЕ наоборот.