|
rabbid
P.M.
|
Попробовал as-9 1200 со смесью масла с олеинкой. Масло впитывается в камень, и пленки на поверхности не образует. Пропитывать камень целиком как-то стремно, олеинка полимеризуется, и не знаю как ее потом удалять.
|
|
|
oldTor
P.M.
|
Использую as-9 с рафинированным оливковым маслом с долей экстра вёрджин 20%. У меня остаётся отчётливая плёнка на бруске (бруски такие у меня 1000 и 1200). После работы, протерев свежей каплей масла и помыв с фейри, имею опять готовый к работе брусок. Что там в него забирается и остаётся, меня не беспокоит, раз брусок масляный и проблем незаметно. И насколько мне известно, чем больше доля олеиновой кислоты в масле, тем меньше оно склонно к полимеризации. Разве нет? P.S. Иногда использую и нерафинированное оливковое масло первого холодного отжима - на более пористых брусках (и камнях) оно создаёт более ярковыраженную и равномерную плёнку, но работает не во всех случаях лучше чем рафинированное, вышеуказанное.
С уважением. P.P.S. В плане опасности полимеризации меня куда больше смущает применение масел с неизвестным толком составом, типа "хонинг ойлов" и т.д. - достаточно с ними намучился, очищая старые камни и бруски.
|
|
|
rabbid
P.M.
|
Олеиновая кислота на воздухе высыхает и образует пленку. Ее иногда используют в лакокрасочных покрытиях. Получить такой эффект в камне было бы неприятно 
|
|
|
oldTor
P.M.
|
С олеиновой кислотой в чистом виде не имел дела, сказать тут ничего не могу.
Но с маслАми, содержащими её в достаточно заметной доле, точу уже несколько лет, выбрал именно их по результатам сравнения с многими другими.
|
|
|
Alexx_S
P.M.
|
Работаю с олеинкой на РС1200, Т2 1200 и Т2 800 вот начал с ней использовать. Про полимеризацию недавно узнал, до этого оставлял камни в масле - ничего страшного не произошло.
|
|
|
oldTor
P.M.
|
залез в гугл по-бырому: forum.xumuk.ru Я так понимаю, что "в нашем деле" не будет таких температур, при которых полимеризация олеинки может составить проблему. Кстати, когда был разговор об оливковом масле, не помню уже в какой теме - упоминал, что его нежелательно хранить в холодильнике, или наоборот на солнышке в светлой таре - может появляться осадок, особенно если масло низкого качества. Так что в контексте данной темы, думаю невредно об этом напомнить, как и ещё раз упомянуть о том, что брусочки после работы желательно промывать именно в тёплой или даже горячей воде. Т2 у меня пока что только 150 брусочек, но очень-очень нравится, особенно тем, что во многих случаях оказывается продуктивнее алмазов и оставляет более аккуратную поверхность. Подумываю расширить "арсенал" именно Т2)) C уважением.
|
|
|
Alexx_S
P.M.
|
Т2 - загадочный камень, я так его до конца не раскусил. Единственное, что скажу - чем он тоньше, тем больше мне нравится.
Пробовал 150, 220,320, 400, 600, 800, 1200
|
|
|
alex-ice
P.M.
|
В каталоге написано ,что Boride делаются из :
-карбида кремния или силикон-карбид или оксида алюминия . Странно ,что они не-применяют корунд ?
Если искать узкие бруски (знакомый мастер сказал,что у него есть тонкие синтетические камни)как альтернативу boride ,то из-чего лучше выбрать в качестве coarse ,medium,fine ? Я имею в ввиду из какого материала лучше ?
|
|
|
Alexx_S
P.M.
|
Originally posted by alex-ice:
или оксида алюминия . Странно ,что они не-применяют корунд ?
Это он и есть 
|
|
|
alex-ice
P.M.
|
Возможно я ошибаюсь ,но корунд на fine не-очень :
-быстро загрязняется и плохо чистится .
|
|
|
oldTor
P.M.
|
Это зависит слишком от многих факторов, чтобы обобщать. В зависимости от всё-таки более точного указания размера зерна, типа связки, концентрации зерна в ней, используемого СОЖ - куча вариантов в т.ч. совсем не похожих друг на друга.
От некоторых действительно аж плеваться хочется, а иные шикарно работают.
Ну и потом, засаливаемость на более-менее тонких фракциях не в малой степени зависит от того, что за сталь обрабатываем и насколько большой совершён "шаг" по зернистости от предыдущего абразива.
|
|
|
Alexx_S
P.M.
|
Originally posted by alex-ice:
Возможно я ошибаюсь ,но корунд на fine не-очень :-быстро загрязняется и плохо чистится .
Ошибаетесь. Все зависит от связки. Кстати, корунд, а точнее, электрокорунд - это все японские синтетические водники.
|
|
|
sergeynim
P.M.
|
Люди, а можно немножко про другое спросить, а чем Вы их к бланкам клеите, не могу найти 3м77, чем заменить?
|
|
|
Alexx_S
P.M.
|
Originally posted by sergeynim:
Люди, а можно немножко про другое спросить, а чем Вы их к бланкам клеите, не могу найти 3м77, чем заменить?
Мне 3М показался чересчур дорогим - у нас он стоит порядка 900р. Поэтому купил в автомагазине клей ABRO  abro.ru Стоил он в три раза дешевле - 280р Возможности сравнить с 3М у меня, сами понимаете, не было. Клей полностью устраивает, все свои камни я приклеим именно им, ни одни не отвалился.
Легко счищается бензином (Нефрас/Калоша) Применяются такие аэрозольные клеи для обшивки салона автомобиля, как я понял.
|
|
|
sergeynim
P.M.
|
Alexx_S
Спасибо,хотелось тоже аэрозольный, попробую поискать в авто-химии.
|
|
|
Basil_84
P.M.
|
Есть еще вот такой. DD6647 Надежно склеивает в любых сочетаниях винил, кожу, полиуретан, вспененную резину, черные и цветные металлы, керамику, картон и многое другое. Идеально подходит для ремонта обивок и внутренней отделки автомобиля. Сохраняет клейкость в течение нескольких минут, что позволяет качественно провести все необходимые операции и откорректировать положение склеиваемых поверхностей. 
|
|
|
A.V.X.1960
P.M.
|
6-6-2013 20:29
A.V.X.1960
После наклейки наждачки на стеклянные бланки скотчем - проблемы с удалением клея от скотча. Вопрос - клей 285 как удаляется ? При удалении клея после скотча растворителем - отклеиваются бланки 4мм из стекла, склеенные между собой тем же скотчем.Как потом удаляется клеевой слой после 285?
|
|
|
Alexx_S
P.M.
|
Originally posted by A.V.X.1960:
Как потом удаляется клеевой слой после 285?
Так писал же -я удаляю бензином "Калоша" (который "Нефрас С2-80/120") Следы от двустороннего скотча лучше всего удаляются обычным спиртом (этанол, изопропанол)
|
|
|
oldTor
P.M.
|
К вопросу о засаливаемости и износе.
Провёл тут пару экспериментов, увеличивая шаг зерна при переходя с обдирки непосредственно к заточке. Обдирку специально выполнял с выходом на РК. Делалось всё на приспособе.
Так вот, пробуя несколько вариантов на достаточно "народных" сталях, типа 65х13, 95х18, 440с - обнаружил:
При обдирке на советских хонах из зелёного карбида кремния и на венёвских алмазах (и то и другое с размером зерна 80-100мкм), очень хорошо себя показал переход на Boride не тоньше 400 CS-HD.
Вычистка от грубых рисок и избавление от заусенца происходит очень быстро и эффективно, засаливаемость приемлемая. Переход же на более тонкий 600 CS-HD, сразу после обдирки, показал скорость работы ненамного ниже, заусенка в целом не намного медленнее уходит (и её остаточные артефакты, легко идентифицируемые "бритвенным" тестом на ногте), но засаливание происходит чрезмерное. Работа на подзасаленном бруске, в целом выход, хоть и медленноватый, а вот если после каждых десяти проходов очищать брусок, то износ получается весьма заметный. Более того, первые проходы чреваты тем, что брусок _забивают_ фрагменты заусенки и остальной гадости, выглядящие как точечные блестящие вкрапления в бруске - он просто "шаржируется". Правда, очистить оказалось несложно.
Так что вывод вполне очевидный и банальный - износ и степень засаливаемости, в значительной степени зависит от:
1. вменяемости шага зерна - начинаем халтурить и ускорять себе работу - теряем на расходниках и времязатратах на очистку абразива в процессе работы.
2. качества и тщания проработки поверхности перед переходом на следующий абразив.
Так что если шаг зерна выполнять адекватный и не давить при работе, не торопиться (как говорят "поспешай не торопясь") - и ресурс абразивов и удобство работы в целом, наглядность каждого этапа для контроля происходящего - на высоте.
|
|
|
Alexx_S
P.M.
|
Ярослав, а ты CS-HD вроде с маслом используешь? Честно говоря, их бруски из КК даже мысли не было с маслом попробовать. Засаливаемость с водой очень невысокая, на грубой зернистости - практически нулевая. Но шаг по зерну у меня очень небольшой, с удвоением размера зерна, т.е 150-220-320-600 и т.д. Кстати, о засаливаемости. В выходные попробовал поточить ножик (Ganzo, китайская 440С) линейкой камней Т2 от 150 до 1200 с маслом (олеин). Очень понравилось как работает и по скорости, и по засаливаемости. Камень полностью очищается маслом в два приема (нанесли, распределили, стерли).
|
|
|
oldTor
P.M.
|
Ага, с маслом. Но раз такое дело, попробую и с водой))
С уважением.
|
|
|
ilyankin
P.M.
|
Originally posted by oldTor:
К вопросу о засаливаемости и износе.
Провёл тут пару экспериментов, увеличивая шаг зерна при переходя с обдирки непосредственно к заточке. Обдирку специально выполнял с выходом на РК. Делалось всё на приспособе.
Так вот, пробуя несколько вариантов на достаточно "народных" сталях, типа 65х13, 95х18, 440с - обнаружил:
При обдирке на советских хонах из зелёного карбида кремния и на венёвских алмазах (и то и другое с размером зерна 80-100мкм), очень хорошо себя показал переход на Boride не тоньше 400 CS-HD.
Вычистка от грубых рисок и избавление от заусенца происходит очень быстро и эффективно, засаливаемость приемлемая. Переход же на более тонкий 600 CS-HD, сразу после обдирки, показал скорость работы ненамного ниже, заусенка в целом не намного медленнее уходит (и её остаточные артефакты, легко идентифицируемые "бритвенным" тестом на ногте), но засаливание происходит чрезмерное. Работа на подзасаленном бруске, в целом выход, хоть и медленноватый, а вот если после каждых десяти проходов очищать брусок, то износ получается весьма заметный. Более того, первые проходы чреваты тем, что брусок _забивают_ фрагменты заусенки и остальной гадости, выглядящие как точечные блестящие вкрапления в бруске - он просто "шаржируется". Правда, очистить оказалось несложно.
Так что вывод вполне очевидный и банальный - износ и степень засаливаемости, в значительной степени зависит от:
1. вменяемости шага зерна - начинаем халтурить и ускорять себе работу - теряем на расходниках и времязатратах на очистку абразива в процессе работы.
2. качества и тщания проработки поверхности перед переходом на следующий абразив.
Так что если шаг зерна выполнять адекватный и не давить при работе, не торопиться (как говорят "поспешай не торопясь") - и ресурс абразивов и удобство работы в целом, наглядность каждого этапа для контроля происходящего - на высоте.
Ярослав, а как вы чистите бруски с оксидом алюминия, типа Orange, Gold? Вы их используете с маслом, и чистите тоже маслом?
Я имею в виду быстрый способ очистки, а не на стекле с КК.
|
|
|
oldTor
P.M.
|
Orange, Gold у меня пока нету. А какие есть, чищу свежим маслом и промываю с фейри в горячей воде.
|
|
|
guhston
P.M.
|
А можете мне по камушкам подсказать? Я в заточке новичок, использую апекс, с родным набором (120, 220, 400, 600, 1000 и пленки). Но уже чувствую, что набор я бы расширил Конкретнее - мне как-то не хватает между 600 и 1000 камня, плюс думаю между 220 и 400 камень добавить (правда 220 мне по ощущениям не очень, но может распробую еще). Ну и интереса для думаю добавить 1200 камень. Во-первых оправданно ли это? Во-вторых какие камни брать? 320ый думаю имеет смысл брать той же серии что и 400ый, он мне понравился, но какой он серии, я как-то не понял (Gold?). А остальные каких серий брать, не подскажите? И где их можно приобрести? Если это существенно, то в данный момент я точу стали 420HC, 440C, 154cm, S30V и планирую добавить в коллекцию CTS 204P и M390.. .
|
|
|
Alexx_S
P.M.
|
Вот так подборка, что я составил для себя: CS-HD 150
Ruby 220
AS-9 320
Orange EDM 600
T2 800
PC 1200
400-й у Элдж Про - ОранжЕДМ
Я бы советовал расширить ваш набор камнем Т2 800 и РС 1200 или Т2 1200
320-й мне нравится CS-HD или AS-9. Последний был (или есть сейчас) в наборе ЭджПРо
|
|
|
guhston
P.M.
|
Originally posted by Alexx_S: Вот так подборка, что я составил для себя:
CS-HD 150
Ruby 220
AS-9 320
Orange EDM 600
T2 800
PC 1200
400-й у Элдж Про - ОранжЕДМ
Я бы советовал расширить ваш набор камнем Т2 800 и РС 1200 или Т2 1200
320-й мне нравится CS-HD или AS-9. Последний был (или есть сейчас) в наборе ЭджПРо
Спасибо за совет! А где их можно заказать? А то на оф сайте минимум по 12 штук...
|
|
|
Alexx_S
P.M.
|
Попробуйте к Андрею ака grinderman обратиться. Он вам и посоветует что-нибудь
|
|
|
guhston
P.M.
|
Originally posted by Alexx_S:
Попробуйте к Андрею ака grinderman обратиться. Он вам и посоветует что-нибудь
И еще раз спасибо большое!
|
|
|
oldTor
P.M.
|
Originally posted by Alexx_S:
Ярослав, а ты CS-HD вроде с маслом используешь?
Пробую CS-HD с водой, как и собирался - 600 брусочек по zdp-189 - один подвод с водой, другой с маслом: хотелось сравнить разность поверхностей и скорость обработки, а также засаливаемость.
Впечатления такие:
Скорость обработки точно сравнить не удалось по причине недостаточной симметричности сведения клинка, засаливание с водой было (!!!) сильнее, чем с маслом, которое я использую, износ явно с водой сильнее, очищать камень в процессе приходилось в разы чаще, чем с маслом. В увеличении около 70х за примерно (+- три-четыре минуты) одинаковое время работы разности в поверхности я не наблюдал (но зафотографировал и то и то, может фото дадут лучшее представление). Заусеночка же в обоих случаях получается очень аккуратная и пластичная - т.е. по этой стали данный абразив работает достаточно оперативно и при этом аккуратно, однородность поверхности удовлетворительная. Вообще подумалось, что абразив уникален тем, что и с маслом и с водой может работать практически одинаково производительно - на воде скорость достигается более скорым обновлением зерна, на масле - засчёт химических процессов.
Вывод пока такой: если бы у меня был такой абразив большого размера для работы на нём вручную - наверное работал бы на нём с водой. На приспособе же, учитывая малый объём бруска и сложность регуляции количество такой СОЖ, как вода на подвижном абразиве, перевёрнутом вниз рабочей стороной - мне лично удобнее и рациональнее кажется работать с маслом.
С уважением.
P.S.
Но это пока сравнение на только одной стали, и не самой простой в заточке, так что окончательный вывод я не делаю.
|
|
|
Alexx_S
P.M.
|
Очень интересная информация. Я пока с маслом работаю на тех камнях, которые его не впитывают ввиду большой плотности (PC 1200) или предварительной пропитке (Т2, Gold).
|
|
|
oldTor
P.M.
|
Уффффф.... . Закончил работу, написал обзор, сейчас тут с подробными фото размещу, как раз в тему проб CS-HD с водой сравнительно с маслом и сравнение 1000-ника с AS-9. Итак,затачивал один из своих EDC, а именно, Спайдерко Эндуру из ZDP-189:   Хотелось испробовать Boride CS-HD 600 с водой в качестве СОЖ, а не с маслом. разные подводы было опробовано заточить с разными СОЖ, и как результат, получилось следующее: производительность работы практически идентична, засаливание абразива при работе с водой активнее, но очищать его в процессе работы довольно легко - достаточно потереть слегка в ёмкости с водой и порядок - можно работать дальше, правда износ камня несколько выше, чем при работе с маслом. Используя масло, можно реже очищать брусочек, правда потом его несколько сложнее очистить - требуется горячая вода с фейри. Зато меньше износ бруска, и больше вариативности к окончанию работы на нём, слегка подвыгладить поверхность или даже создать лёгкое скругление, регулируя количество масла и степень засаленности брусочка. Заусенку на этой стали данный брусочек даёт равномерную, однородную и пластичную - никаких намёков на сколы, работа производительна (более производительна чем на брусках AS-9 - они работают гораздо тоньше на этой стали, чем должны бы, т.е. актуально использование на финише достаточно тонких, например 1200 - очень чистенько может получиться). Несколько фото результата после CS-HD 600 под чуть разными ракурсами и углом падения света в увеличении около 70х:      Третье и пятое фото из вышеразмещённых - под максимально одинаковым ракурсом разные подводы, заточенные один с водой (третье фото), другой с маслом (пятое фото) - поместил их здесь в разброс, чтобы было вполне наглядно, что разницы визуальной особо не наблюдается. Далее я взял CS-HD 1000 и примерно на градус увеличил угол. Отдельно фото "ступеньки" в процессе работы:  Такой удачный ракурс и свет поймал случайно, к сожалению повторить его больше не удалось(((( Ну да ладно, проточил дальше, используя в качестве СОЖ масло (оливковое рафинированное с долей "экстра вёрджин" 20%), обнаружив, кстати, что если 600 работал по этой стали более активно и равномерно, то 1000-й заставил с бОльшим тщанием подойти к процессу, возможно дело в том, что он свежевыровнен и ещё толком не приработался - засаливаться стал куда сильнее, чем 600-й, хотя производительность осталась на уровне (походя как раз сравнил его с AS-9 1000 и убедился, что CS-HD 1000 работает по этой стали производительнее, хотя и оставляет более глубокую риску). Вот такой результат получился после CS-HD 1000 (под конец работы я варьировал количество масла, добившись лёгкого скругления подвода и чуть более выглаженной поверхности в самой зоне РК):    Надо сказать, что если после 600-го была явная заусенка, то после 1000-го она образовывалась на порядок слабее, тоньше и ещё более равномерно. В качестве финиша, я использовал микрокварцит, также на приспособе, увеличив угол на 2 градуса на каждую сторону, слегка выгладив риски от предыдущего абразива. Новая фасочка оказалась совершенно микроскопической, нагрузка на кромку при такой ширнине фаски, разумеется непомерная, но микрокварцит по этой стали, как мне уже было известно, работает очень и очень тонко, снимает совершеннейший мизер, больше выглаживает поверхность - это мне и было надо - получить нужную остроту и увеличить стойкость, но не осложнить себе задачу при последующей правке - можно будет выполнять правку, когда придёт время, по основным фаскам. Поймать на фото получившуюся ступеньку оказалось крайне трудно: 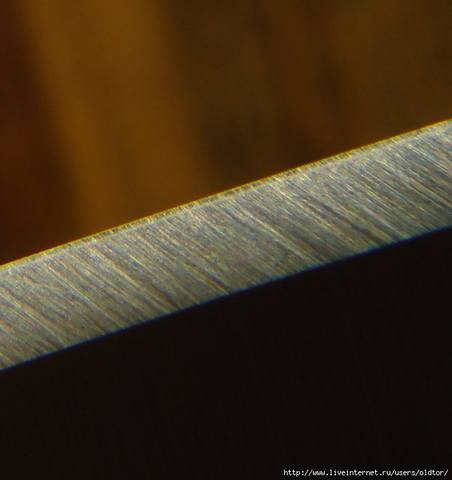 Ну вот, в самый неподходящий момент закапризничал привычный мне фотохостинг, поэтому часть фото вставилось не так, как ожидалось.
На всякий случай вот ссылка на этот обзор со всеми фото:
liveinternet.ru
|
|
|
alex9635
P.M.
|
Здорово получилось. Фотографии просто шикарные.
|
|
|
oldTor
P.M.
|
Спасибо! Стараюсь.
С уважением.
|
|
|
Scorp_64
P.M.
|
А какой угол основной фаски?
|
|
|
oldTor
P.M.
|
16 градусов на сторону.
|
|
|
Scorp_64
P.M.
|
Originally posted by oldTor:
16 градусов на сторону.
Спасибо
|
|
|
pochemuchka
P.M.
|
16-6-2013 10:50
pochemuchka
oldTor, красота!
Судя по рискам, Вы работаете камнем строго перпендикулярно режущей кромке, без одновременного движения вдоль нее?
|
|
|
oldTor
P.M.
|
Спасибо. Нет, не перпендикулярно. Вот пересматриваю фото и удивляюсь, что на некоторых риска выглядит действительно перпендикулярной.. . Вообще делаю наклон риски обычно, причём разнонаправленно - на одной стороне в одну сторону, на другой в другую. Направление рисок в процессе работы могу менять - и "сетку" и т.д. P.S. Во время работы, особенно если пробую новые сочетания абразивов, контролирую процесс не только в лупы, но и по бликам, направляя источник света - поэтому смена направлений движения в процесе работы здорово помогает понять где происходит съём, насколько однородна поверхность, насколько быстро тот или иной абразивы снимает металл на глубину собственной риски. К тому же, сетка помогает скорее убрать риски, заодно подрезать заусенку - предпочитаю её подрезать именно абразивом, а не снимать принудительно - тут "засада" в том, что если заусенка "хорошая" - тонкая и однородная, то она и уходит сама вполне оперативно, а если "капризная", то при принудительном её убирании может потянуть за собой фрагменты кромки - её всё-таки надёжнее убирать именно "подрезая", по-моему. так что почти всегда, даже выполняя в целом риски в одном направлении, пару-тройку проходов на сторону делаю в их противоположном наклоне - заодно это проверка однородности - если по конкретной стали конкретный абразив склонен маскировать какие-то недоработки или отдельные царапины, замазывать их, то такие проверочные смены направлений, даже кратковременные, вполне помогают. С уважением. P.P.S.
До меня дошло, почему риски местами выглядят почти перпендикулярными, а метами под наклоном - дело в том, что наклон больше там, где поймал ракурс для фото ближе к носику клинка. Я иногда делаю риски так, что у пяты они прктически перпендикулярны РК, а затем плавно прирастает наклон - из расчёта того, как я режу данным ножом, дабы риски по-возможности всегда встречали разрезаемый материал остриями - даже при грубой довольно риске, тогда клинок не так "вязнет" в многих разрезаемых материалах. Ранее я упоминал это в теме о направлении рисок. Но не столь важно, как именно направлены риски на начальном этапе работы, если всё равно на более тонких этапах планируется практически по всей ширине подвода их вывести - более того, лёгкое изменение их наклона на каждом следующем камне ускоряет "зачистку" поверхности, по тому же принципу, как работает "сетка".
Правда на некоторых фото я объяснить кажущееся направление рисок перпендикулярно РК, не могу ничем, кроме обмана зрения из-за ракурса((
|
|
|
guhston
P.M.
|
Появился у меня тут весьма глупый вопрос, но все же осмелюсь задать.
На сайте Boride можно купить наборы камней, например AS-9 1200 за 20 долларов. Но данные камни получается 1/2 дюйма в толщину, и обыкновенные лезвия такими точить явно хуже, ведь плозадь соприкосновения меньше и давление получается больше. А если взять дюймовый бланк и наклеить на него 2 полудюймовых камня (естественно выравнив по бокам, а потом выровнив уже вместе сверху) будет очень плохо? Мне кажется что это может привести к плохим последствиям, так как выработанное зерно может застрять между двух камней и сильно гадить, но так ли это на самом деле?
|
|
|
alex-ice
P.M.
|
[QUOTE]Originally posted by Alexx_S: [B]Вот так подборка, что я составил для себя: CS-HD 150
Ruby 220
AS-9 320
Orange EDM 600
T2 800
PC 1200
Спасибо за инфо !
От чего может зависить выбор самого грубого абразива (от степени остроты или марки стали )?
К примеру у DMT :
Exta Coarse-120
Coarse -325(некоторые продавцы в Германии его предлагают как медиум )
Fine-600 (не грубовато-ли будет для fine ?)
и т.д ,правда ,это не в грит ,а в mesh .
Может ,для кухонного ножа , начинать с 325 dmt или 320 Boride , а для s30v с 120 dmt или 220 Boride ?
|
|
|
