Заточка режущего инструмента
абразивный завод "инф-абразив"
Попробовал я тут NA600 из свежей серии "для нержавеек" на очередном ноже:

- очень понравилось - идеально вписывается в абразивы, на которых удобно вручную выдержать максимально близкую к плоскостности поверхность при ручной заточке. Пробовал как раз убирая следы правок на Aus-8 Kanetsugu.
Всё быстро и чётко:

И да, подтверждаю - бруски этой серии очень быстро смачиваются - я просто с полминуты подержал под струёй воды, и брусок перестал воду вбирать дальше, она какое-то время стоит на его поверхности - можно работать, не устраивая грязи на рабочем столе, время от времени лишь добавляя чуть воды и в ванночке споласкивая брусок от шлама.
Засаливание, при котором требуется уже воспользоваться dressing stone, получается только если чрезмерно давить при заточке, и немного, при нормальном давлении, когда точится скругление к носику клинка - пятно контакта меньше, интенсивность съёма выше и засаливание "глубже".
Но всё совершенно в комфортных пределах для работы.
Опробовал сегодня кк Ф600 серии "М" оочень понравилось.. сравнивал с м14 тоже от Гридермана, но на более мягкой связке...
твердая связка дает больший контроль и чистоту фаски, а вот мягкая форма дает скорость и суспензию которая"порой подмыливает тактильные ощущения". При все при этом жесткая связка КК в итоге дает более тонкий результат, засаливаемости нет, весь шлам плавно плавает в воде. Ожидаемо с углеродки шлама больше плавало, а вот с С30в не так много и выгледело оно мельче и однороднее. Воду камень впитывает но совсем чуть чуть.
Отдельное спасибо за плоскопараллельность. по приходу прошелся на стекле с КК ф 320 и в 500..камешек нигде не "гуляет" плоскость иделаьна и можно было сразу притиреть на ф500.
буду пробовать и дальше посмотрю какие еще приятные сюрпризы есть в нем!
Спасибо, очевидно, новые линейки стоили трудов. Серия кк твёрдости М (MC) прирастёт к 600-му 400-м и 1000-м. Белую линейку NA будем развивать от апексов в полный формат. Как выпустим, отпишусь.
Безусловно! Спасибо Вам большое!
С уважением, Ярослав
Кто-нибудь поставляет вашу продукцию в Беларусь??
quote:Originally posted by rean81:
Кто-нибудь поставляет вашу продукцию в Беларусь??
магазин Рубанков, но прежде всего - Гриндерман. Пишите, отправят.
Так, что-бы оптом - никого.
Сегодня отправил небольшую партию абразивов в Минск.
Сюда: http://zapal.by/
Как правило отправляю абразивы для Edge Pro.
Бруски для ручной заточки не отправляю, т.к. того, что производиться, пока для России не хватает.
quote:Originally posted by grinderman:
т.к. того, что производиться, пока для России не хватает.
О как!
в стране кризис... абразивный кризис... не хватает на всех брусков 
Брусков нет, но вы держитесь.
quote:Originally posted by Nikolay_K:
О как!
Николай, скорее не так.
Камни для ручной заточки становятся всё лучше чем были раньше, и дешевле уже известных аналогов. От этого вероятно и спрос, и нехватка в достатке.
Максим не раз говорил, что для него камни для ручной заточки в коммерческом смысле скорее побочный эффект, но тем не менее, прогресс есть.
Я очень надеюсь что это только начало. Очень хорошее начало.
Благодаря Андрею эти камни стали известны большому количеству пользователей, и этому можно только радоваться. Ну а кризис, он не вечен.
quote:Originally posted by Nikolay_K:
Брусков нет, но вы держитесь.
Действительно, камни запускаются в производство когда есть "окна" между промышленными заказами. И над оптимизацией свойств хотелось бы поработать, да руки не доходят - рынок пока не большой, а новых промышленных продуктов много в освоении. Будем исправляться, нельзя же два года кормить мастеровой народ "завтраками".
Лично у меня большой интерес к этому сегменту. Основных причин две:
1. Приятно знать, что наша работа полезна, от заводов не дождёшься восторженных отзывов.
2. Сам приобщился к заточному делу и считаю возможным создать отечественный "ответ" японцам, европейцам, американцам.
Николай скажет - японцев не трогать, ну можно и без японцев...
quote:Originally posted by MSharab:
2. Сам приобщился к заточному делу и считаю возможным создать отечественный "ответ" японцам, европейцам, американцам.
Николай скажет - японцев не трогать, ну можно и без японцев...
ну можете и на японцев замахиваться,
главное, чтобы это было позитивным, результативным и плодотворным.
Если обнаружу, что вы смогли в чём-то их превзойти, то порадуюсь.
Потенциал для этого у вас есть.
Но ставить "догнать и перегнать японцев" в качестве главной приоритетной цели, думаю, не лучшая идея.
quote:Изначально написано Nikolay_K:
Но ставить "догнать и перегнать японцев" в качестве главной приоритетной цели, думаю, не лучшая идея.
догнать и перегнать... думаю для завода вполне реализуемая цель, не в в ближайшие год - два, но в горизонте 3-6 лет вполне себе осуществимая, если постараются и никто мешать не будет.
А если не ставить целей - то некуда идти, а значит тишина и покой, нет развития.
А тишина и покой только на погосте.
У меня огромная просьба всё же собраться с силами и сделать на сайте раздел, в котором будут полностью описаны все выпускавшиеся марки камней.
Пока нигде эта информация не систематизирована, приходится гадать на кофейной гуще.
Описание должно содержать свойства связки, рекомендации по работе с камнями на этой связке, рекомендуемые марки сталей под эту связку для обеспечения наилучших показателей скорости заточки, износа камней и качества заточки.
При необходимости уточнять особенности работы при заточке вручную и на апексоидах.
Это сделать обязательно нужно. После появления такого раздела мир станет лучше! Кроме того, при заказе через интернет можно всегда уточнить у продавца связку.
quote:Originally posted by twilight_sparkle:
У меня огромная просьба всё же собраться с силами и сделать на сайте раздел, в котором будут полностью описаны все выпускавшиеся марки камней.
Пока нигде эта информация не систематизирована, приходится гадать на кофейной гуще.
Описание должно содержать свойства связки, рекомендации по работе с камнями на этой связке, рекомендуемые марки сталей под эту связку для обеспечения наилучших показателей скорости заточки, износа камней и качества заточки.
При необходимости уточнять особенности работы при заточке вручную и на апексоидах.
Это сделать обязательно нужно. После появления такого раздела мир станет лучше! Кроме того, при заказе через интернет можно всегда уточнить у продавца связку.
Полностью с Вами согласен. Именно так себе и представляю качественную работу, потребитель должен иметь возможность выбрать то, что ему нужно. Возможно, даже стоит сравнивать бруски с популярными производителями.
Если найдётся человек, способный выполнять такую работу - готов к сотрудничеству, гонорары обсудим.
Если будет такая возможность, то прошу выделить десяток-другой брусочков и для белорусов))
В нагрузку к апексному формату на сайте http://zapal.by будут отлично смотреться!!!
Хотя политика ценообразования данного магаза оставляет желать лучшего...
quote:Originally posted by rean81:
Если будет такая возможность, то прошу выделить десяток-другой брусочков и для белорусов))
Братский народ без брусков не оставим, но по продажам обращайтесь к Гриндерману, там и мелочей полезных найти можно.
В продолжение обсуждения размера походного бруска.
Предлагаю оценить влияние размеров на вес бруска при плотности 2 г/см3:
если выбрать ширины 40 и 50, длины 125 и 150, толщины 10 и 20 мм, получим:
B H L Вес, г
40 10 125 100
50 10 125 130
40 20 125 200
50 20 125 250
40 10 150 120
50 10 150 150
40 20 150 240
50 20 150 300
Очевидно, в выбранном диапазоне основное влияние на вес оказывает толщина бруска, затем уже длина, и незначительно - ширина.
Вопрос - какой вес оптимальный?
quote:Originally posted by MSharab:
В продолжение обсуждения размера походного бруска.
первоначальная идея была не про походный брусок,
но про обычный брусок более удобного формата ( для ножей ).
поэтому вес не так уж важен.
А для походного варианта вполне уместно рассматривать формат типа 150 x 20 x 20.
quote:Originally posted by Nikolay_K:
А для походного варианта
Голосую за двухсторонний 150х25(30)х15
40х10х150= 120 грамм всего и на твердой связке - все конкуренции адназначна
 )
)quote:Пожалуй, согласен. Оптимальненько... Давали как-то на пробу 320SO с непонятными размерами: что-то вроде 153х42х12 - очень понравился. Только сейчас таких у Андрея в магазине нет... А не для походов - всё то же, но на разных связках 😊Originally posted by aptekar113:
40х10х150= 120 грамм всего и на твердой связке - все конкуренции адназначна
Хотелось бы всё же уточнить на счёт толщины. Самопроцитируюсь (это из параллельной темы):
quote:Originally posted by Serge Ant:
Максим, скажите, а насколько влияет на цену толщина? Ну, к примеру, при прочих равных, 10мм и 20мм - т.е. вдвое - какую разницу в цене дадут? И при какой минимальной толщине логистика не превратится в русскую рулетку? В смысле, процент боя при транспортировке не возрастёт...
quote:Originally posted by Serge Ant:
10мм и 20мм - т.е. вдвое - какую разницу в цене дадут?
Не ответил, поскольку считать нужно. По мне так вопрос надо ставить по другому - какой размер для какой работы удобен, ну а сколько стоит - столько стоит. С уменьшением размеров растёт доля труда в себестоимости, с увеличением массы - доля материалов и энергии. Безусловно, с экономической т.з. есть оптимум, но разве это важно?
quote:Originally posted by MSharab:
По мне так вопрос нужно ставить по другому - какой размер для какой работы удобен, ну а сколько стоит - столько стоит.
для походного варианта достаточно ширины в диапазоне 15--25мм
для пущей универсальности одну из сторон желательно сделать скруглённой ( но не обязательно радиусной )
для обычной работы ( заточка ножей ) с избытком хватает ширины 40мм и длины 150мм.
оптимальный на мой взгляд формат безотносительно лёгкости и компактности --- это: 150 x 40 x 25
можно даже ещё уже ( даже 30мм и 20мм подойдут )
по длине 150 --- это разумный минимум, который можно увеличить и до 200. ( но больше, чем 200 едва ли нужно )
это не походный, это просто достаточный и удобный формат для заточки обычных ножей. более удобный, чем выпускаемые в настоящее время 210х70
причина удобства в том, что более мелкие камни проще выравнивать и профилировать. Проще поддерживать в надлежащем виде их поверхность.
quote:Originally posted by MSharab:
Безусловно, с экономической т.з. есть оптимум, но разве это важно?
оптимум будет определяться скорее всего реальным спросом в рознице.
А спрос в свою очередь распространённостью и признанностью качества продукции.
В своё время китайские LU-YU были реальным "хитом розницы", так как были дёшевы, имели удобный размер и их качество было значительно выше всего остального в том ценовом сегменте.
размер у них 200x50x20
зерно КК от 240 до 2000
цена от 220 до 300 рублей.
и их можно было найти в обычных хоз.магах и на рынках ( доступность для потребителя )
Но сейчас они пропали... увы.
У вас есть возможность залезть в эту нишу, пока она пустует.
Скажем даже при цене в пределах 500 рублей, думаю, что оно сможет стать товаром массового спроса, народным товаром.
quote:Не согласен. С точки зрения потоковой заточки Вы правы, но для неё имеющиеся типоразмеры вполне достаточны. Ну, нравится, например, Николаю (который Nikolay_K) 150x40x25. И я даже готов согласится, что ширина 40 лучше, чем 50. Но и ныне выпускающийся и продающийся у Grinderman'а 150х50х25 не настолько плох, чтобы запускать новую линейку. Для "в поле" апексные подходят вполне, с бланком, или без. А тонкие - с меньшим ресурсом и, обязательно, недорогие - хороший вариант "на попробовать". 6-8мм за полцены - я бы всю линейку перепробовал, и КК, и ОА. А не только то, что гарантированно израсходуется. И удешевление обязательно за счёт толщины, размер рабочей поверхности должен быть полноценным. Иначе лучше не пробовать - только отрицательные эмоции...Originally posted by MSharab:
По мне так вопрос нужно ставить по другому - какой размер для какой работы удобен, ну а сколько стоит - столько стоит.
quote:Originally posted by Serge Ant:
6-8мм за полцены - я бы всю линейку перепробовал, и КК, и ОА
Ну, это совсем другая тема. "Пробники". Согласен. Не думал раньше об этом. Спасибо. Сделаем.
quote:Изначально написано Nikolay_K:
Скажем даже при цене в пределах 500 рублей, думаю, что оно сможет стать товаром массового спроса, народным товаром.
В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
quote:Originally posted by MSharab:
В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
Если пересчитать на длину 200, что получится? Толщину, действительно можно уменьшить...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by MSharab:
Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
С одной стороны - вроде как не дорого ( для понимающего человека) и я например с чистой совестью порекомендовал такой набор новичку
С другой стороны - набор брусков ИСМ под заказ - из 5 брусков чуть короче - обходится при заказе дешевле ( правда не факт что их можно будет взять
)Ну и кроме того - для большинства набор 1000 ком не ограничивается , значит нужно закупать ещё один брусок и цена возрастает ещё
Суммируя - по такой цене понимающие не возьмут ( потому что у большинства такие или подобные бруски уже ЕСТЬ ) , а новички будут менжеваться считая что дороговато..
ИМХО конечно чистое ..
quote:Originally posted by MSharab:
формат 36х17х153 (исходя из имеющихся пресс-форм).Хотелось бы мнений - оно, не оно?
по-моему вполне.
quote:
Комплект 64С 220,400,600,1000
можно обойтись боле скромным: 320, 600 и 1000.
quote:Originally posted by aptekar113:
С другой стороны - набор брусков ИСМ под заказ - из 5 брусков чуть короче - обходится при заказе дешевле
Вы их уже получили эти бруски?
quote:Изначально написано MSharab:В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
Согласен с Николаем:
quote:Изначально написано Nikolay_K:по-моему вполне.
+100500
quote:Изначально написано aptekar113:
С одной стороны - вроде как не дорого ( для понимающего человека) и я например с чистой совестью порекомендовал такой набор новичку
С другой стороны - набор брусков ИСМ под заказ - из 5 брусков чуть короче - обходится при заказе дешевле ( прада не факт что их можно будет взять
Ну и кроме того - для большинства набор 1000 ком не ограничивается , значит нужно закупать ещё один брусок и цена возрастает ещё
Сумируя - по такой цене понимающие не возьмут ( потому что у большинства такие или подобные бруски уже ЕСТЬ ) , а новички будут менжеваться считая что дрроговато..
ИМХО конечно чистое ..
А по-моему - отлично. ИСМ короче и к тому же они всё-таки "штучный заказ" и вообще купить непросто и к тому же не в России, сравнивать трудновато.
quote:Изначально написано Nikolay_K:Вы их уже получили эти бруски?
Пока их только будут делать. У меня есть, но не всех зернистостей, и я бы сказал, что более грубые, чем м14 не выиграют, да и м14 не выигрывает у ИНФ-абразив - всё-таки на фракциях погрубее, для бОльшей универсальности, что в плане разных сталей, что в плане "привычности" в работе, по аналогии с другими водниками, куда предпочтительнее связка, используемая ИНФ-абразив.
Т.е. по моему мнению, вся "фишка" ИСМ именно в брусках фракций м10-м7-м5, хотя между ними у них и невелик разброс в работе. Но характеристики брусков в целом - очень хороши именно для таких фракций. На более грубых, производительность ниже чем на керамической, и требуется привычка к ним в работе. Для опытного человека - очень классно, для новичка.... не сказал бы.
Имхо, разумеется.
quote:Originally posted by Nikolay_K:
можно обойтись боле скромным: 320, 600 и 1000.
Спасибо! Такой набор выйдет в 1630 примерно.
quote:Originally posted by oldTor:
вся "фишка" ИСМ именно в брусках фракций м10-м7-м5
Ярослав, опробуйте новый C 1000 VL в полном формате. Риска в 2-3 раза мельче, чем на 1000 KC (C 1000 VK по новому). Может и М5 не нужно, сразу на природу.
quote:Originally posted by aptekar113:
а новички будут менжеваться считая что дрроговато..
Нет задачи сделать брусок за 80 руб. Такие торгуют в Лероа Мерлене, например. У нас дешевле не получается. Обращались сетевики - дай им 10 тыс. шт. в месяц, сами не понимают ни .. чего, абы тыщами. Кому интересно, для тех и работаем.
quote:Originally posted by MSharab:
боле скромным: 320, 600 и 1000.
Такой набор выйдет в 1630 примерно.
Я не говрю о том что нужно делать набор а 100 р - просто 2000 это какая то психологически пороговая цифра - народ как только е слышит - сразу задумывается
3 бруска по 500 р как выше изложено - пойдут гораздо легче
.quote:Originally posted by MSharab:
опробуйте новый C 1000 VL в полном формате
А он уже у Андрея появился ? Не нашел ..

quote:Originally posted by aptekar113:
А он уже у Андрея появился ? Не нашел ..
Приветствую, Марат. Пока нет, только сделали опытные. Скоро будет. Я Ярославу потестить предлагал, да он в отпуск уезжает, т.ч. его замечательных фотографий придётся подождать несколько недель.
quote:Originally posted by MSharab:
только сделали опытные. Скоро будет. Я Ярославу потестить предлагал
Я тоже ХАЧУ
))..правда я тоже в отпуск в середине июля уеду Но 2 недели то ещё есть
Фото только как у Ярослава не обещаю ...с макро у меня не получается - надо к Ярославу на учебу напроситься
quote:Originally posted by aptekar113:
Я тоже ХАЧУ ))..
Ответил в личку.
quote:Изначально написано MSharab:
Ярослав, опробуйте новый C 1000 VL в полном формате. Риска в 2-3 раза мельче, чем на 1000 KC (C 1000 VK по новому). Может и М5 не нужно, сразу на природу.
Опробую, как только получится!
М5 может и не нужно - я вообще чаще после м7 уже на природники ухожу доводить.
quote:Originally posted by MSharab:
Ответил в личку.
Отписался
quote:Originally posted by Евгений_Е:
Если пересчитать на длину 200, что получится?
КТВ 36х17х203 - 220, 400, 600, 1000 - 2700 руб/комплект
КТВ 48х20х203 - 220, 400, 600, 1000 - 4000 руб/комплект
Зачем 200?
quote:Originally posted by MSharab:
КТВ 48х20х203 - 220, 400, 600, 1000 - 4000 руб/комплект
Возможно ли уменьшить толщину с уменьшением стоимости?
На мой взгляд должны получиться отличные склейки из пар камней и итоговой толщиной ~20мм.
quote:Originally posted by MSharab:
Зачем 200?
Для меня это минимальная из удобных длина для заточки длинной кухни.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by Евгений_Е:
На мой взгляд должны получиться отличные склейки из пар камней и итоговой толщиной ~20мм.
Склейки обойдутся дороже - каждый брусок нужно обработать, потом склеить. Научимся со временем прессовать двухслойные, тогда станет актуально.
Если в продаже будут бруски с толщиной 10 мм, то не стоит беспокоиться о склейке! Пользователи сами склеят нужные им пары брусков. Потереть пару брусков друг об друга, накапать клея и сложить поровнее, думаю многие сами справятся...
Даже хорошо, если бруски будут продаваться не склееными. Появится вариативность между вашими брусками или сторонними, в том числе натуральными.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
quote:Originally posted by MSharab:
Склейки обойдутся дороже - каждый брусок нужно обработать, потом склеить. Научимся со временем прессовать двухслойные, тогда станет актуально.
большого практического смысла в этом нет.
кому очень надо --- тот и сам сможет склеить.
Ажиотажного платёжеспособного спроса на комбо-бруски нет, и не предвидится.
Единственное, что может быть полезным --- дать рекомендации по способам склейки ( с учётом возможно разной ТКР ).
ТКР ---- температурный коэф. расширения.
quote:Изначально написано MSharab:В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
Возможен вариант 320,600,1000 за 1600. Отметьтесь, пожалуйста - кому интересно, кто что думает. Если такой формат удобен, выпустим пробную серию.
quote:Originally posted by MSharab:
Возможен вариант 320,600,1000 за 1600. Отметьтесь, пожалуйста - кому интересно, кто что думает.
не откажусь от такого набора.
А насчёт удобен-не-удобен --- это вскрытие покажет, в смысле на то она пробная партия и нужна, чтобы теорию и догадки проверить на практике.
Хорошо, скоро не обещаю, но выпустим бруски покомпактнее и подешевле.
quote:Originally posted by MSharab:
скоро не обещаю, но выпустим бруски покомпактнее и подешевле.
за дешевизной лучше не гонитесь
китайцев всё равно не обгоните
да и ни к чему это.
насчёт компактности уже довольно было сказано.
она хороша в меру.
У меня вопрос по поводу связки BN для камней F120 из карбида кремния.
Каковы ее особенности по сравнению со связкой NC?
Спасибо!
quote:Originally posted by twilight_sparkle:
У меня вопрос по поводу связки BN для камней F120 из карбида кремния.
В данном случае связка та же (V), твёрдость та же (N), изменился материал - вместо зелёного карбида кремния (С), используется чёрный (B).
Даю ссылку на расшифровку: http://inf-abrasives.ru/abrazi...chilnykh-kamney
Для обдирки чёрный КК ресурсней - менее хрупкий, чем зелёный.
quote:Изначально написано MSharab:
Даю ссылку на расшифровку:
Благодарю!
Целесообразно также в тексте добавить описание каждой из типов связок V, W, S, N.
Хотя бы по паре предложений.
Возможно, но думаю полезней описание свойств камушков. Физ-мех свойства связок не так важны, как эксплуатационные свойства композитов.
Получил я на пробы три бруска 120 из оксида алюминия, отличия, я так понимаю, в концентрации зерна и характеристиках связки:

Пока что успел опробовать на железке - старая советская инструменталка, похожа на 9ХС, при заточке корродировать не пыталась, несмотря на обилие воды, довольно твёрдая, я бы сказал что около 59HRC.
Поскольку это первая проба данных брусков, свои впечатления считаю предварительными и не претендующими на безапелляционность - это именно первые впечатления.
Время замачивания, которое оказалось достаточным - 4 минуты.
На каждом бруске сначала делал несколько движений еле касаясь, потом придавливал и движения вперёд-назад малой амплитудой, для более явного выделения суспензии, и "катания" инструмента на ней, смывал отработку и проверял в одном и том же режиме работы, степень затирания рисок - сначала наносил вдоль железка переменными, затем смывал отработку и поперёк, до визуального отсутствия прежних рисок. Почему говорю о затирании, а не о удалении - количество и характер суспензий отличается на разных брусках, говорить о "удалении" риски глупо, если зерно в суспензии затирает её - под микроскопом это уже явно видно. Так что, говорю именно о "затирании" в "первом приближении", невооружённым взглядом.
Пробный брусок 50 - показался самым рыхлым и "крупнозернистым", пробный 46 - самым плотным, 48 - между ними. При том обнаружил противоречие, постучав по брускам костяшками пальцев - 48 звучит на полтона выше 50-го, а 46 лишь на какие=то центы, менее четверти тона, выше 50-го, т.е. соответственно, заметно ниже 48-го. Вот оно как.
На 50-м, засалка неглубока и слабовыражена, отчасти наверное, в силу наиболее активного обновления поверхности. Даже не фотографировал.
На 48 - самая "густочёрная", но не сразу - сначала постепенно темнеет, а потом обвально "набирает цвет" - это, думаю, связано с характером суспензии ( см. далее в таблице):

на 46-м, потемнение более равномерное и суспензия мне нравится с момента её образования до полной отработки - больше всего:

Да, все три камня, обладают хорошей обновляемостью поверхности, хоть и отличающейся. Даже на 46-м образце, при работе вдоль камня водном направлении, от зёрен в суспензии появляются "канавки":

Но, в отличие от 50-го и, в меньшем мере, 48-го, тактильно меньше влияют на ощущения в работе.
Поскольку, при заточке разного инструмента, влияние неочевидных факторов на результат весьма велико, повторюсь, что выводы мои - пока лишь первые впечатления, но не безапелляционные утверждения. Вот такую составил таблицу сравнения этих образцов:

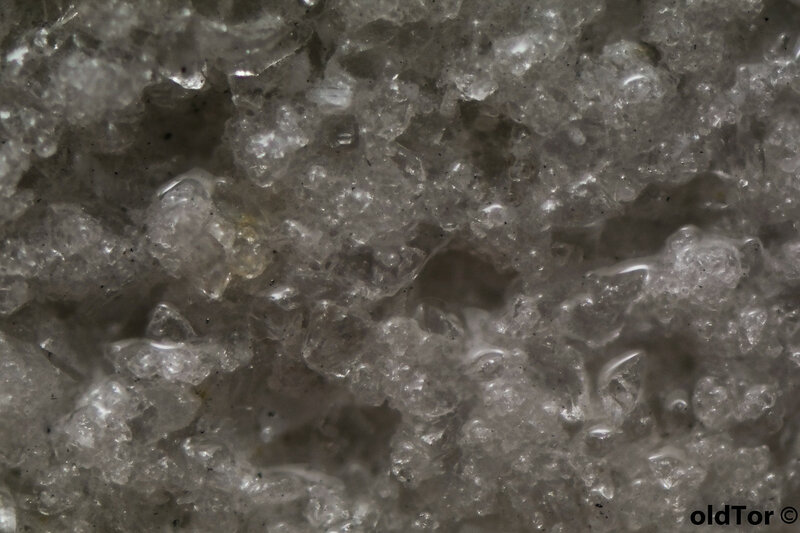
Заканчивал заточку железка на 46-м, и сделал макрофото результата - масштаб 8:1, стэкинг, кроп, ~2.6мм. по горизонтали:

Хотя пока что попробовал только на одном железке, выскажу кое-какие предположения - потом будет видно, оправдаются, или нет.
Мне более всего понравился образец 46 - наиболее равномерное соотношение поверхностей обработанных с суспензией и на чистом камне, наименьший завал геометрии и удержание формы камня, более мелкая суспензия, более однородное скольжение фаски по камню, меньше желания "надавить" при работе.
Эффективность съёма нормальная - не назову её высокой ни на одном, но не назову и слабой. Хотя, может, высокой она мне не показалась по сравнению с полюбившимися мне брусками из карбида кремния - возможно. Это субъективное впечатление.
Предполагаю, что 46-й окажется наиболее удобным в обдирке ножей, а точнее, в грубой заточке, так как все три образца оставляют сравнительно неглубокую риску для своей фракции - я бы сказал, что шероховатость получается ближе к результату некоторых брусков из ОА с зерном порядка 240, на твёрдой керамической связке - например Norton india medium.
Значит ли это, что данные образцы проигрывают? Всё несколько сложнее - в чём они точно выигрывают, так это в щадящем отношении к инструменту - если на тех же индиа я далеко не всегда стану выходить при обдирке на кромку, то на 46-м образце, да и на 48-м, я это сделал бы - результат после 46 - на макрофото, тому подтверждение - очень аккуратненько для обдирки. Что вселяет оптимизм на дальнейшие пробы, уже на ножах.
Да, ещё добавлю, что работа 50-го и 48-го, наверное должнабыть особо востребованной, при эффективном удалении более грубых рисок после машинной обдирки - тут обильная суспензия и именно такого характера, мне кажется - самое то, что надо.
Ярослав, спасибо за такой подробный обзор.
Как я и предполагал, тебе понравился самый твёрдый из образцов, или средний.
Мне же, теперь могу это озвучить, больше всего понравился 50-й, но это не для ножей, а для столярки, точнее для ремонта совсем запущенного инструмента.
Самое интересное будет когда Максим скажет об этих образцах - что да как, а твои выводы совпали с моими на 100%, ну и я узнал ещё много интересного для себя.
Андрей, большое спасибо!
Рад, что впечатления совпали!
Даже не знаю, Ярослав, как благодарить за труды. Всегда жду твои отчёты и фотографии. Спасибо, за добротное отношение к делу!
Насчёт "самое интересное", Андрей, уж и не знаю что сказать...
Камни - варианты аналога Shapton Kuromaku 120. Это три последних варианта, наиболее близкие по совокупности свойств оригиналу с моей точки зрения. Выполнены из белого электрокорунда на керамической связке типа S. Отличаются рядом технологических параметров, но для обсуждения, думаю, можно ограничиться оценкой производительности и стойкости, скорректировать можно.
Интересно, как оцените удержание воды?
Спасибо!
Удержание воды, как по мне, так совершенно нормальное. Даже подсохшие слегка камни, когда после фото начинал опять пробовать - быстро давали, и при умеренном давлении, намёк на "лужицу" в месте контакта с инструментом - т.е. увлажнение продолжает работать и без "стоячей воды" на поверхности камня.
В общем, вопросов к удержанию воды и смачиваемости камней в целом - у меня не возникло.
P.S. загустевание СОЖ по мере выделения из камней зерна - по-моему вполне в рамках, особенно учитывая размер зерна и количество снятого металла. Я даже не пользовался пульверизатором, совсем не замаялся изредка смачивать камни в ванночке.
А на Куромаку похож?
quote:Originally posted by MSharab:Насчёт "самое интересное", Андрей, уж и не знаю что сказать...
Я имел ввиду те параметры камней которые ты мне прислал после моего отчёта, и которые не совпадали с моими.
quote:Originally posted by MSharab:
Интересно, как оцените удержание воды?
Соглашусь с Ярославом. Камни не "плывут", и замачивать их долго не нужно.
К тому же на 50-м камне и так приходится убирать суспензию, а это дополнительное смачивание.
Извини, Андрей, эти данные, отчасти, технологический секрет. Отличия результатов оценки композитов "по методике" и "по ощущениям" связаны с тем, что методики разработаны для оценки инструмента на классических керамических связках, а новые связки отличаются по физ-мех свойствам и ведут себя при эксплуатации иначе.
На белых и зелёных камнях 120 и 220 все отмечают отсутствие удержания воды. Эти пробы, в том числе, решали и задачу удержания воды - поэтому и спрашивал.
quote:Originally posted by MSharab:
Извини, Андрей, эти данные, отчасти, технологический секрет.
Понял, обязуюсь не разглашать.
Продолжил пробы ОА 120, образец 46, нержавейка 95х18.
Для начала макрофото бруска - 8:1, кроп, 2мм. по горизонтали:
Начало работы ожидаемо для столь грубого зерна - "принимается" абразив не сразу - поначалу скользит, ему надо преодолеть "гладкость" ранее более тонко обработанных фасок. Визуально, оставляемая из поверхность выглядит на удивление чистенькой, как после 100мкм ОА на твёрдой связке. Под увеличением, становится понятно, почему - работает брусок очень аккуратно для своей зернистости. Проточил до заусенки, с "отрицательным давлением" - менее веса клинка, заусенка с помощью суспензии вывелась, получилось вот так - макро 8:1, кроп, 2.6мм. по горизонтали:

Даже "забои" - скорее представляют собой замины, на такой стали, и по моему опыту, на высокохромистых и намного более твёрдых, оксид алюминия на не слишком твёрдой связке, ведёт себя так же - в чём его несомненный плюс.
Однако, я решил попробовать улучшить результат, но поработав "с обычным давлением" при заточке, т.е. так, как будет точить не слишком опытный пользователь или просто торопящийся человек. Сначала подтупил кромку на шкурке P1200, и принялся за дело - до заусенки спецом дотачивать не стал - мне ещё затачивать этот клинок и я предпочитаю столь грубым зерном, без нужды, не протачивать кромку до максимально достижимой тонкости.
Получилось вот так - опять-таки 2.6мм по горизонтали:

Как можно видеть, остановился я вовремя - выход на кромку есть, но она не проточена по-максимуму - довольно ровненькая, ровнее, чем раньше.
"Зато", наличествуют более глубокие риски, которые далее могут вылезти "прорезами кромки", при дальнейшей заточке следующим абразивом.
Почему я уделил такое внимание в пробе этого бруска давлению - обновление рабочей поверхности и выделение суспензии, на нержавейке и с шириной фаски более 1мм. - что для ножа много - очень активное. Всё-таки такое поведение бруска больше подходит столярному инструменту, но применять на ножах вполне можно. Правда, я считаю, что брусок в состоянии раскрыть свои плюсы только уже достаточно опытному заточнику - который чётко понимает зачем ему именно оксид алюминия с высокой обновляемостью и с таким обновлением рабочей поверхности, который умеет работать с давлением и выбирать его, делая поправку на пятно контакта и сталь.
Вообще, конечно, 95х18 - заведомо не очень правильный пример, всё-таки это достаточно вязкая нержавейка, такие куда более оперативно затачиваются на оксиде алюминия на более твёрдой связке, без столь явного выделения суспензии - для обдирочного этапа это куда быстрее по таким сталям. Надо будет потом попробовать по чему-то типа элмакса или s30v - предполагаю, что им этот брусок подойдёт больше - посмотрим, оправдается предположение, или нет.
Ярослав, а работает А120 быстро? Оправданы ли камни зернистостью выше 220? Я совершенно не претендую на квалификацию в заточке, но крупнее 220 не пользую - уже весьма быстро и рисочка аккуратная. Ну и 50й образец, интересно как тебе на "мягкой" стали.
Я не пробовал 50-й и 48-й, так как даже и 46 - слишком мягок для мягкой стали - нарушается принцип "мягкое на твёрдом, твёрдое на мягком" - 46, самый твёрдый из трёх - всё равно слишком мягок для пластичной нержи, хоть она совсем и не "пластилиновая" - в нормальной термичке. Производительность ниже на порядок, чем на сопоставимом или чуть тоньше, зерне ОА на более твёрдых связках.
Оправданы ли более тонкие с теми же характеристиками - я попробую сделать выводы после проб на легированных, в т.ч. высокохромистых более твёрдых сталях.
Не обещаю что успею быстро, но постараюсь.
Что касается с каких фракций делать обдирку - я редко беру что-то грубее 220, а то и 300. Самые часто применяемые абразивы у меня с 400 где-то идут.
Спасибо.
Вот снова тот же клинок притупил на шкурке, и проточил до заусенца, с его последующим убиранием на еле выделяющейся суспензии, ещё советского бруска из оксида алюминия на довольно твёрдой керамической связке, с зерном 180-220 примерно. Времени ушло раза в два меньше, риска куда агрессивнее - я это связываю с более подходящей для обычной нержавейки, твёрдостью связки. макро поверхности применявшегося бруска - 2мм. по горизонтали:

И результат его работы - 2.6мм. по горизонтали:
Сравните результаты с результатом 46-го, учитывая что времязатраты порядка в два раза, не в его пользу. ОА180-220 режет лучше, хоть и глубже, в целом, и быстрее. Наклон рисок я спецом чутка изменил, чтобы убедиться, что это не остатки рисок предыдущих.
Конечно, дело бывает не только в связке, но и в размере зерна - очень крупное зерно дольше прирабатывается, прежде чем начнёт как следует брать обрабатываемую поверхность, ранее намного тоньше обработанную, хотя в данном случае, вышло быстрее и пробы 46-го, после подтупления кромки, где поверхность фаски уже была обработана его зерном, т.е. время на приработку не потребовалось - стало быть, в данном случае, ключевой аспект скорости заточки - всё же связка, более подходящая для нержавейки, как мне кажется.
И по совокупности всего этого, мне кажется, что 46-й априори не для мягких сталей.
quote:Originally posted by oldTor:
Что касается с каких фракций делать обдирку - я редко беру что-то грубее 220, а то и 300. Самые часто применяемые абразивы у меня с 400 где-то идут.
Ярослав, мне кажется что нужно обязательно уточнять обдирку чего предстоит сделать, подвода или спуска.
Подводы конечно удобнее чем то деликатным ремонтировать.
Я вот осенью купил заготовку ножа из 440С, решил сделать себе грибной нож. Спуски хоть и полированные, но были очень кривые, это было хорошо видно по отражению. Обдирку делал тогда на тестовых камнях Инф-Абразив из КК 150, просто за неимением других. Пробовал конечно и на абразиве 220КК - 400ОА, но как мне показалось что я буду это делать слишком долго. Теперь жалею лишь о том, что тогда у меня не было полтинника из ОА, чтобы сравнить.
Максим, это моё мнение на твой вопрос Ярославу.
Очень грубые камни иногда бывают нужны, их удел - ремонт плоскости. Это не означает что они необходимы, но я всё чаще применяю их вместо механической обдирки, мне так проще контролировать сам процесс, и я уверен что не накосячу.
quote:Изначально написано yemz:
Ярослав, мне кажется что нужно обязательно уточнять обдирку чего предстоит сделать, подвода или спуска.
Подводы конечно удобнее чем то деликатным ремонтировать.
Для меня выведение спусков на ножах - это работа, относящаяся к слесарке, а не заточке, и я так понял Максима, что его вопрос был о обдирке в ракурсе заточки:
quote:Изначально написано MSharab:
... в заточке, но крупнее 220 не пользую - уже весьма быстро и рисочка аккуратная. ...
Я, по крайней мере, под обдиркой подразумеваю всегда именно грубую заточную операцию, если речь о ножах.
Меня попросили опробовать по мягкой нержавейке, но у меня из таковой, только ножи в деле. Есть, правда, пара резцов и пара стамесок нарекс, именно из нержи, но им ещё не нужен такой ремонт - так что пришлось на ножах пробовать...
А по 440с КК150 как себя показали? В плане суспензии и производительности, именно по спускам?
quote:Изначально написано yemz:
Очень грубые камни иногда бывают нужны, их удел - ремонт плоскости. Это не означает что они необходимы, но я всё чаще применяю их вместо механической обдирки, мне так проще контролировать сам процесс, и я уверен что не накосячу.
Согласен - в ремонте стамесок и железок применяю.
quote:Originally posted by oldTor:
Для меня выведение спусков на ножах - это работа, относящаяся к слесарке, а не заточке, и я так понял Максима, что его вопрос был о обдирке в ракурсе заточки:
Это, получается, я не понял Андрея. Со столярным инструментом вовсе не приходилось работать, да и каждый лучше пусть занимается своим делом. Если камень имеет право на жизнь, будет жить. Прошу обсудить область применения, и необходимые корректировки. В то же время, несмотря на то, что камней много не бывает, не хотелось бы плодить бесконечное множество характеристик. Было бы лучшим вариантом разграничить области назначения камней и отработать разумный компромисс для каждой области.
quote:Originally posted by oldTor:
А по 440с КК150 как себя показали? В плане суспензии и производительности, именно по спускам?
На спуски ушёл день, и я считаю это хорошим результатом.
Кроме выравнивания, спуски пришлось ещё немного свести до 0,5, было 0,8.
Пробовал два образца, но по производительности мне понравился камень который помягче, и у которого суспензии больше. Сейчас не вспомню какой, но по моему это был образец "Б". Суспензию приходилось часто смывать, но это меня не смущало.
quote:Originally posted by MSharab:
Если камень имеет право на жизнь, будет жить. Прошу обсудить область применения, и необходимые корректировки.
И новый "рубанковский" 150 из КК, и "куромаку" 120 из ОА, для меня это камни для выравнивания плоскостей, в том числе и восстановление фаски на столярном инструменте. Иногда проще на камне сделать новую первичную фаску, чем доставать Тормек и замачивать на нём камень, а потом всё мыть и убирать. С камнями проще и легче бывает.
Понимаю что не самый лучший пример, но на стамеске Stanley Everlast 1/2 дюйма, фаску вывел за несколько минут на "рубанковском" 150.




Ну а это уже ОА 120 и стамеска 45 мм.
Справедливости ради хочу сказать что предварительно всё же каверны ржавчины убирал на станке, и только потом камень.



До и после.


Большое спасибо за обзор и отличные фото!
Я вот тоже вижу бруски такой зернистости, больше для выравнивания плоскостей, зачистки рисок от машинной обработки. Т.е. область применения - преимущественно столярный инструмент, ну, или, как вариант, выравнивание и корректировка спусков на ножах.
Тут, конечно, важна хорошая обновляемость как раз, работа с суспензиями, скорость.
И если 150 карбид кремния может более производителен за единицу времени, то 120 ОА, выигрывает тем, что оставляет менее шероховатую поверхность.
Я ещё погоняю эти три образца, но для вышеупомянутых задач, наверное склонился бы в пользу 50 или 48 варианта. Мои предпочтения 46-го, понятны исходя из моей основной работы по ножам, но для даже обдирки ножей, как части заточной операции - бруски с такой зернистостью востребованы довольно редко, хотя в арсенале их иметь всё равно, я считаю, надо.
В общем, вот такое "резюме" у меня пока вырисовывается...
P.S. Планирую попробовать их как раз на убирании следов машинной грубой заточки на некоторых ножах, постараюсь выбрать стали более-менее известные и широкоупотребительные. Думаю, ОА должен хорошо подойти кое-каким легированным инструменталкам и нержавейкам потвёрже, по идее, убирание должно быть очень быстрым на малом пятне контакта, и как раз плюсы в щадящей обработке. Т.е. если смотреть "с обратной стороны заточки" - от грубой машинной а не от переточки затупившегося, ранее чисто заточенного клинка - должно быть тоже востребовано.
Надеюсь, что на неделе удастся что-то успеть, сразу выложу обзор.
Превратил A320SO в масляный камень, чему несказанно рад. В качестве водника я так и не придумал, куда его применить.
Технология замасливания простая - намазываем вазелином как бутерброд, греем (я грел газовой горелкой) пока вазелин не впитается. Потом еще горячий камень мажем еще, пока не остынет и вазелин не перестанет впитываться.
Результат получился похож на dual stone 300, но лучше. Чем-то похож на антикварный карборундум fine.
В отличие от Индии выделяет суспензию, работает быстро, гораздо быстрее чем с водой и не засаливается, хорошо держит форму, не выглаживается. Использовал дешевое оливковое масло.
Переточил много углеродки - топоры, стамески, и немного нержавейки типа AUS-8, 8Cr13MoV - все точится очень быстро, поверхность получается довольно гладкая, заусенец небольшой. Дальше переходил сразу на вашиту или керамику fine.
quote:Изначально написано Komimort:
[B]Превратил A320SO в масляный камень[B]
А исходно притирали на каком размере зерна КК?
quote:Изначально написано twilight_sparkle:
А исходно притирали на каком размере зерна КК?
Точно не помню, скорее всего F220.
quote:Originally posted by oldTor:
то 120 ОА, выигрывает тем, что оставляет менее шероховатую поверхность.
Этим, мне новый камень и понравился.
quote:Originally posted by oldTor:
Я ещё погоняю эти три образца, но для вышеупомянутых задач, наверное склонился бы в пользу 50 или 48 варианта.
Ярослав, на этих камнях, особенно на 50-м, нужно следить за плоскостью камня и суспензией. Полтинник работает быстро, но суспензия может заваливать края. Я как то увлёкся, и не заметил что случилось.
Исправлять потом сложнее, чем следить за тем что делаешь.
quote:Originally posted by oldTor:
бруски с такой зернистостью востребованы довольно редко, хотя в арсенале их иметь всё равно, я считаю, надо.
Забыл добавить когда оставлял отзыв. Мне очень понравилась толщина камней. Да, полтинник конечно "тает" при больших объёмах. Через какое время случится что он сточится до критической толщины, мне судить сложно, но свой Shapton Kuromaku я сточил до 13 мм. примерно за месяц. Иными словами, 2 мм. толщины камня при активной работе ушли в "пропасть".
И тем не менее, считаю что толщину камня нужно оставить как есть. У кого много работы по слесарке, купит несколько камней, а для остальных этой толщины хватит надолго. Один раз сделал, и камень лежит "отдыхает" до лучших времён, или до серьёзной работы которая бывает не часто.
quote:Originally posted by Komimort:
Превратил A320SO в масляный камень, чему несказанно рад. В качестве водника я так и не придумал, куда его применить.
Спасибо!
Теперь понял свою ошибку.
Нужно будет попробовать снова.
quote:Изначально написано MSharab:В приемлемом диапазоне размеров в цену 500 рублей ложится формат 36х17х153 (исходя из имеющихся пресс-форм). Комплект 64С 220,400,600,1000 будет стоить 2000 руб. Хотелось бы мнений - оно, не оно?
Размеры приемлемые, линейка тоже. Для ЕДС ножей из нормальных сталей - лучше не придумаешь. У меня в хозяйстве было несколько камней 150х30х40, для небольших ножей - удобно.
И еще для кухни имеет смысл из ОА сделать линейку отдельную, но размерами примерно 50х200. Сколько я не пробовал КК для мягкой кухонной нержи, все равно ОА лучше будет на этапах от F220 до F500, F1000 - уже все равно КК или ОА.
По зерну я уже неоднократно говорил, что достаточно 320, 500, 1000. В том числе для современных типа m390, VG-10 до 60-62HRC.
Только для монстров S90V, ZDP-189 может понадобиться более плотная линейка зернистостей - 220,400,600,1000. Но те, кто имеет ножи из ZDP-189, наверное смогут прикупить камни подороже, например, из линеек 150х50 или 200х75?
quote:Originally posted by Komimort:
И еще для кухни имеет смысл из ОА сделать линейку отдельную, но размерами примерно 50х200
Благодарю за отзыв. Думаешь, 150 мм ОА для кухни коротковат? Дело в том, что речь о бюджете, и 150 будет доступнее 200.
По моему опыту ножи больше 15 см удобнее на длинных камнях точить, 200х50 в самый раз, еще мне нравится японский бюджетный формат 180х63 - на таком камне тоже можно комфортно большие ножи точить.
На днях ради интереса затачивал несколько кухонников на камнях 150х50 из КК 500LC и 1000KC - некомфортно уже на сантоку 180 мм. Но, может быть это дело привычки. В итоге вместо 1000KC взял рубанковский ?2000 полноразмерный.
В конце концов я могу и бланками мачете заточить (подвижным абразивом, спасибо Дмитричу за науку), только возиться дольше и расход абразива большой.
Поэтому если делать специальную серию для популярной кухни, то есть смысл длинные камни делать. М.б. просто полноразмерные 200х75 вдоль пилить?
Я рассуждаю так, что серия из КК больше подходит для современных ЕДС и карманых ножей, у них как правило (у нормальных ножеманов нормальные современные стали, даже китайцы сейчас их применяют. Для них пусть будет серия из КК небольшого формата - длиннее 15 см я редко вижу карманные ножи Да и большинство охотничьих в этот формат вписываются.
Кухня же в основном у людей дешевая, стали там попроще и помягче, для них была бы хороша серия из ОА. Хватило бы и 2х зернистостей - 320 и 600 или 400/1000, например. Если удастся такую пару камней (или еще лучше - один комбинированный) вписать в небольшую сумму - будет хорошо. А для финиша я бы людям далеким от заточки керамомусаты советовал
quote:Originally posted by Komimort:
Хватило бы и 2х зернистостей - 320 и 600 или 400/1000, например. Если удастся такую пару камней (или еще лучше - один комбинированный) вписать в небольшую сумму - будет хорошо.
Здраво. Толщина бруска, понимаю лучше не менее 20 мм?
не меньше.
И размер бы чуть пошире 50-ти мм типа вышеуказанного 180х63 или 185х65.
quote:Originally posted by Komimort:
Превратил A320SO в масляный камень, чему несказанно рад.
Сергей, вот теперь я могу понять Ваш восторг.
Сегодня восстановил столовый нож у которого обломили кончик. Камень перевёл из водника в масляный. Размер камня не большой - 100х45х10, но этого вполне хватило для ремонта и последующей грубой заточки.
Заусенец (теперь уже на масляном камне) действительно получается маленьким.
Переход на вашиту после него вполне логичен. Ещё раз спасибо Вам за совет.
quote:Originally posted by Komimort:
По моему опыту ножи больше 15 см удобнее на длинных камнях точить, 200х50 в самый раз, еще мне нравится японский бюджетный формат 180х63 - на таком камне тоже можно комфортно большие ножи точить.
Насмотревшись видео Ярослава, я теперь затачиваю с малой амплитудой, привык уже.
Длина камня, для меня не критична даже для больших ножей, а вот ширина всё же лучше около 50 мм..
quote:Originally posted by MSharab:
Здраво. Толщина бруска, понимаю лучше не менее 20 мм?
Для "комбинашки"?
Если нет, то насколько камень будет дешевле если станет тоньше?
Тонкие бруски требуют подставочек. Японцы в этом отношении опять же - молодцы. Бюджетные серии с тонкими камнями или на подставках, или комбинированные.
Как пример - New Cerax CR-3800 или King PB-04, Shapton Pro в коробках-подставках и многие другие.
Понятно, что это удорожание, но зато существенно повышает потребительские качества.
quote:Originally posted by Komimort:
Тонкие бруски требуют подставочек.
Это смотря какие и какой толщины.
Камням на твёрдой связке никаких подставочек не нужно, важнее то, на чём они лежат во время работы, а подставка может быть универсальная, одна для всех камней.
Для Shapton Pro, это скорее контейнер для хранения камней чем подставка для работы, впрочем как и для Crystolon и India от Norton. Мне нравятся эти контейнеры, но я никогда их не использую, мне не удобно, грязь потом нужно смывать не только с камня, но и с контейнера, и вокруг него. Впрочем это актуально лишь для водников. Все мои камни которые были на подставках, я отделял от них, но это наверное привычка и моя неприязнь к вклеенным камням. Даже все антикварные коробочки от масляных камней я выкинул без сожаления. Не люблю вони прогорклого масла, и всегда мою масляные камни после работы под горячей водой с моющим средством, а с вклеенным камнем это не совсем удобно.
Вместо контейнеров-подставок, удобнее лоток с бортами и подставкой под камни различных размеров. Так на рабочем месте чище.
Камни в полдюйма, или пусть будет 15 мм. (как у Shapton Pro), имеют право быть например для тех, у кого заточка - хобби, или эпизодическая работа.
Я знаю что для многих цена имеет значение, пусть и не на весь сет камней, но хотя бы на обдирку с заточкой.
Если "комбинашка", то по 12-13 мм. на сторону будет достаточно.
Возможно эти миллиметры и не существенны в цене при изготовлении камней, тогда пусть будет как все привыкли - 20 мм..
Originally posted by Komimort:
Превратил A320SO в масляный камень, чему несказанно рад.
Originally posted by yemz:
Сергей, вот теперь я могу понять Ваш восторг.
...Камень перевёл из водника в масляный...
Огромная благодарность Komimort за находку!
Думаю, стоит сразу поставлять A320SO с пропиткой, не у всех есть возможность с приемлемыми трудозатратами пропитать камень. Хотя, есть и обратная сторона - вывести пропитку уже не удастся. Получается имеют право на существование 2 варианта камня - водный и масляный. Что скажете?
quote:Изначально написано yemz:
Все мои камни которые были на подставках, я отделял от них, но это наверное привычка и моя неприязнь к вклеенным камням.
...
Вместо контейнеров-подставок, удобнее лоток с бортами и подставкой под камни различных размеров.
Тоже отделяю, так как есть универсальная подставка. Но я так думаю, что тот, кто покупает единственный камень или комбинированный - предпочтет в контейнере, да и продавать (впаривать, извиняюь) мне кажется их легче будет.
Я пробовал CR-3800 в подставке-ванне-контейнере - показалось удобно и хранить и пользоваться. Можно прямо на кухне куда-нибудь поставить и глаз радует, то же King Neo ST-4.
quote:Изначально написано yemz:
Я знаю что для многих цена имеет значение, пусть и не на весь сет камней, но хотя бы на обдирку с заточкой.
Если "комбинашка", то по 12-13 мм. на сторону будет достаточно.
Возможно эти миллиметры и не существенны в цене при изготовлении камней, тогда пусть будет как все привыкли - 20 мм..
Тут еще вопрос прочности, камень 200х50 может и расколоться при малой толщине. Я за 20 мм минимум. Более тонкие - лучше клееные на подставки, как, например, у Naniwa SS 10 мм или комбинашки.
quote:Изначально написано MSharab:
Получается имеют право на существование 2 варианта камня - водный и масляный. Что скажете?
A320SO как водник существенно хуже, чем он же с маслом. Водником лучше оставить A320SL, если будете его выпускать.
Если вместо вазелина взять что-то более твёрдое: парафин, воск, и работать с маслом аккуратно, то можно замаслить только одну сторону, вторую оставить водной... Сразу впитывается миллиметра на 2, в ходе эксплуатации (аккуратной - маслом мазать, но не поливать) ещё на 5-6. Давно хочу так же, с помощью фена, пропитать ОА стеариновой кислотой (плавится при 70), но что-то не могу её найти в скромных розничных объёмах...
quote:Изначально написано Serge Ant:
Если вместо вазелина взять что-то более твёрдое: парафин, воск, и работать с маслом аккуратно, то можно замаслить только одну сторону, вторую оставить водной... Сразу впитывается миллиметра на 2, в ходе эксплуатации (аккуратной - маслом мазать, но не поливать) ещё на 5-6. Давно хочу так же, с помощью фена, пропитать ОА стеариновой кислотой (плавится при 70), но что-то не могу её найти в скромных розничных объёмах...
Парафин и воск не очень. Стеаринка - интересная мысль. Но стеаринка, поскольку это кислота, менее стойка к внешним воздействиям.
Парафин и воск - как пробка, чтобы ниже не протекало, а точить на любимом масле... А в стеаринку олеинка разлагается, должна быть стойкой.
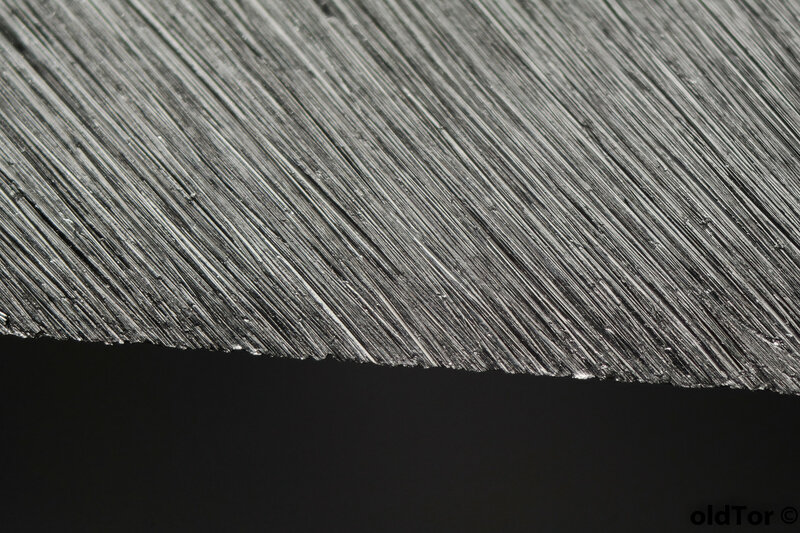
Продолжил пробы образцов ОА120. Как и обещал, проверил на "твёрдой нержавейке" - в качестве коей, был взят клинок из ELMAX.
За буквально 15 проходов на сторону, клинок был заточен, убраны повышения угла и микрофаска по которой нож правился много раз:
Как я и писал ранее, и предполагал по работе этих образцов - их мягкость и обновляемость, оказалась хороша на нержавеющей стали именно твёрдой - скорость и точность обработки куда выше, чем по значительно более мягкой и пластичной 95х18, на которой пробовал ранее. Раза в три, навскидку.
Так что тезис "твёрдое на мягком, мягкое на твёрдом" - работает во всей красе и именно в плане связки.
Вот так выглядит это в макро 9:1, кроп, 2.5мм. по горизонтали:
Выделение суспензии на пару порядков слабее, чем на 95х18, работа значительно информативнее.
Проверил и на образце 48 - он позволяет получить более тонкую кромку, поверхность фаски в целом выглядит более чистой, однако отдельные риски более глубоки, нежели широки, а достигаемая бОльшая тонкость кромки на этом образце, чревата несколько более глубокими "зубьями" - это скорее минус, так как на остроту на этом этапе работы выходить незачем, а убирая на шкурке забойчики, ставя технологический барьер - стачивать нужно больше:
Более быстрых абразивов по элмаксу, к тому же оставляющих для своей зернистости столь неглубоко прорезанной риски и столь скромный рельеф на кромке, я пока для черновой обдирки не встречал.
В общем - для твёрдых нержавеек - прекрасно. Для мягких - уныло.
После прошлого обзора, я в качестве примера, приводил грубую заточку 95х18 на достаточно твёрдом бруске ОА180-220. Для сравнения сделал и тут на нём пробу, сначала сточив на шкурке рельеф от ОА120 на кромке.
Вот что получилось:
Припуск после технологического барьера так и остался, хотя остальное в целом, прилично. производительность на порядок хуже, чем по 95х18 - клинок с хрустом "скачет" по зерну в бруске. Вот она разница снова - на мягкой связке ОА мягкую нержу кушал тухло, а твёрдый ОА - шикарно. На твёрдой нерже - абсолютно обратная ситуация.
Очередное подтверждение, что если про сталь говорят что она "точится сложнее такой-то" - впечатление может смениться на диаметрально противоположное, если подобрать под неё правильно абразив, с учётом особенностей связки и - этапа работы - ситуация и условия подбора на обдирке, или, скажем, тонкой заточке - могут серьёзно отличаться! Но это уже область опыта того, кто затачивает.
Не понял почему не отображаются превьюшки фото - вставлял как обычно, у меня в блоге отобразились...
http://www.liveinternet.ru/users/oldtor/post395867251/
Ярослав, Спасибо за труды!
Я всё таки в сомнениях насчёт 46-го. В технологии использована весьма дорогая связка "S". Насколько свойства камня отличаются от обычной керамики? Насколько оправдано делать именно такой камень для ножей? Повторюсь, мы искали "Куромаку", и, по мнению Андрея, нашли в N50. Если оправданно, то может что-то стоит скорректировать? Для ориентира - зёрна в N46 расположены реже, чем в N48 и N50 - в ед.объёма их меньше на 6% и 5% соотв. Твёрдость N46 выше, поскольку в ед. объёма существенно больше связки.
Может тогда не стоит расширять номенклатуру сверх меры, и выбрать 50-й образец?
Всё-таки, мне кажется, что он по бОльшему спектру задач и частоте применения будет востребован. 46-й же совсем узкоспециализированным выходит, и если он не так хорош для обдирки столярного инструмента, как 50-й, то и на ножах мало кто так будет заморачиваться - такая зернистость редко нужна в обдирке, как первой операции заточной, и можно начинать с брусков, которые у Вас уже производятся. Например 120NA Grinderman хоть и отличается, но для ножей более универсален, или вот например Grinderman 220 NA - отличная штука - и по мягкой нерже и по легированным сталям - например по D2 довольно твёрдой.. Вот как раз тут им D2 точил:
Спасибо! Пусть полежит пока эта технология, вернёмся к ней попозже.
Я тут немного запутался в информации, есть несколько вопросов, не праздных, так как планирую покупки для себя и для друзей.
Появились ли в продаже полноразмерные 200мм 220NA, 500LC, 1000КС?
Рубанков F150 и Гриндерман F150 из КК - чем отличаются?
Гриндерман F230 из КК есть в 3х форматах - толщиной 45 и 20 мм и широкий 100 мм - это все одинаковые камни? Состав этого камня с прошлого года не менялся? (Примерно года полтора назад тестировал этот камнень и представляю его свойства, хочу тот самый).
У Андрея на сайте доп. информации практически нет - только обозначения по FEPA.
quote:Изначально написано Komimort:
Я тут немного запутался в информации, есть несколько вопросов, не праздных, так как планирую покупки для себя и для друзей.Появились ли в продаже полноразмерные 200мм 220KA, 500LC, 1000КС?
Рубанков F150 и Гриндерман F150 из КК - чем отличаются?
Гриндерман F230 из КК есть в 3х форматах - толщиной 45 и 20 мм и широкий 100 мм - это все одинаковые камни? Состав этого камня с прошлого года не менялся? (Примерно года полтора назад тестировал этот камнень и представляю его свойства, хочу тот самый).
У Андрея на сайте доп. информации практически нет - только обозначения по FEPA.
Из вышеперечисленного появились полноразмерные F220KA 75x25x200
500LC и 1000KC сам давно жду...
Рубанков K-150-C по задумке должен быть мягче моих F100 и F120.
Как оно на самом деле, я не проверял.
Как показала жизнь, свойства камней, от партии к партии могут отличаться. И это замечено даже у именитых мировых производителей.
По поводу информации.
Абразивный материал указан, тип связки указан, зернистость есть, твердость тоже указана.
Есть габариты, вес и фото.
считаю, что не хватает только рекомендаций по использованию камней.
С зернистость в мкм?? Мне как то проще..
зернистость в мкм не особо совпадает с иными системами координат - большие допуски. И в разных таблицах переводят кто во что горазд. беря за "точку отсчёта" в мкм "даймонд компаунд" или наши алмазы, и выходит ерунда - нортон вот алмазные порошки указывает до десятых долей мкм., типа у них нет разброса)))) А у нас разбросы указаны - зашатаешься - 80\63 - это к примеру, охренеть какой разброс...
Гриндермановские бруски по Fepa, "рубанковские" по jis - так точнее ориентироваться, по-моему.
А главное, что проще сопоставлять в голове с уже использующимися брусками, с известной зернистостью именно в этих системах координат, с подобным же зерном. А с алмазами это плохо кореллирует - и абразив и связки другие и характер работы напрочь.
А так меньше в голове надо переводить одного в другое, чтобы с чем-то сопоставить, чем уже пользуешься.
По крайней мере у меня такое впечатление.
Но, конечно, если бы в маркировку, наносимую на бруски, добавить принадлежность к "системе координат" - было бы проще. А то буковка "F" есть не везде на гриндермановских, а на рубанковских вроде "J" нету...
А было бы хорошо этот момент унифицировать.