|
twilight_sparkle
P.M.
|
15-1-2020 17:48
twilight_sparkle
Максим, а какими средствами индивидуальной защиты органов дыхания обеспечиваются работники завода, потенциально контактирующие с порошком КК мелких фракций? Например, какие СИЗ считаются необходимыми и достаточными для работы с F2000? Я думаю, реальный промышленный опыт сильно бы пригодился всем, кто с порошками КК работает в условиях мастерской и даже дома. Если посмотреть видосики с китайских производств, честно говоря, берет оторопь от их тряпочек на лицах.
|
|
|
MSharab
P.M.
|
Лучше вытяжки средства вряд ли найдётся, но профессиональным респиратором тоже не стоит пренебрегать.
|
|
|
twilight_sparkle
P.M.
|
15-1-2020 22:02
twilight_sparkle
А какие-то модели профессиональных респираторов можете порекомендовать?
|
|
|
MSharab
P.M.
|
Достаточно класса защиты FFP2, там уж смотрите сами.
|
|
|
Andrew3000
P.M.
|
21-1-2020 21:50
Andrew3000
Собрался и я поглядеть вызвавший неоднозначную реакцию ролик. По-моему, основная часть содержательная и наглядная. Для широкой аудитории я бы все же оставил основную версию, а альтернативную с соответствующей аннотацией - для ганзовской, не из каких-то ханжеских соображений, а чисто для того, чтобы полезная информация зашла большему числу людей. Раз кому-то соленое словцо не по душе, пусть для них будет более нейтральное видео, чтобы форма не отвлекала от содержания, а соображения этикета не мешали делиться им с другими.
|
|
|
MSharab
P.M.
|
Originally posted by Andrew3000:
а соображения этикета не мешали делиться им с другими
Спасибо, здраво. Но уже не буду менять - просмотры очень незначительные, видимо только свои будут смотреть, пусть остаётся как есть. Решили выпустить всю линейку кругов для заточки цепей. Если кто ищет, где купить - заходите:
inf-abrasives.ru
|
|
|
Alex.ups
P.M.
|

29-4-2020 20:26
Alex.ups
День добрый.
На сайте гриндермана появилась информация, что камни на бланках можно использовать с маслом. Что изменилось????
|
|
|
tj333
P.M.
|
в очередной раз вопрос о переводе на масло. есть сет косимов масляных которые мне очень нравятся хочу перевести полноразмерных гриндерманов на масло с помочью ванночек с церезином или стеарином. у когото есть опыт перевода больших камней на масло ? есть что сказать посоветовать отговорить ?
|
|
|
Alexx_S
P.M.
|
tj333: в очередной раз вопрос о переводе на масло.есть сет косимов масляных которые мне очень нравятся хочу перевести полноразмерных гриндерманов на масло с помочью ванночек с церезином или стеарином. у когото есть опыт перевода больших камней на масло ? есть что сказать посоветовать отговорить ?
У меня есть опыт перевода на стеарин. Карбид кремния отлично работает. ОА тоже вполне рабочий, но на грубых зернистостях. От 400 и выше переводить не советую
|
|
|
tj333
P.M.
|
не советуете переводить выше 400 именно ОА или карбид кремния тоже ?
|
|
|
Alexx_S
P.M.
|
tj333:
не советуете переводить выше 400 именно ОА или карбид кремния тоже ?
Карбид кремния можно переводить все. Я под это дело купил всю линейку и остался очень доволен. ОА покупал коллегам. По камням было сразу видно, что переводить 400 и выше нельзя, они чисто водные. Но коллеги настояли - не хотели с водой точить. ОК, перевел. 120 и 220 еще куда ни шло, а вот "белые" мне не понравились. Они засаливаются и засалка полностью не убирается маслом, для меня это первый критерий для оценки расположенности абразива к работе с маслом. Да, важная ремарка: переведенные на масло камни могут в дальнейшем плохо работать с водой, об этом писал представитель завода, я с водой не работаю и опыта такого не имею
|
|
|
tj333
P.M.
|
ну я на воду не планирую назад. интересно почему не получилось с ОА
|
|
|
Alex.ups
P.M.
|
12-5-2020 11:53
Alex.ups
Мой вопрос, скорее адресован Максиму, как к представителю завода.
В его комментариях к вопросу использования камней Гриндерман с маслом, было озвучено что камни всё таки водные!!!
Что изменилось в технологии производства камней, что продавец указывает возможность их использования с маслом???!
|
|
|
Alexx_S
P.M.
|
Alex.ups:
Мой вопрос, скорее адресован Максиму, как к представителю завода.
В его комментариях к вопросу использования камней Гриндерман с маслом, было озвучено что камни всё таки водные!!!
Что изменилось в технологии производства камней, что продавец указывает возможность их использования с маслом???!
Если вы про это: В данное время все наши камни мы приклеиваем к бланкам на бескислотный силиконовый герметик. После проведенных испытаний, мы убедились, что камни на бланках выдерживают длительное воздействие воды и масла. Следовательно, наши камни на бланках, при желании, можно использовать с маслом, и длительное время хранить в воде, не опасаясь за то, что камень отклеится от бланка.
То про возможность использовать с маслом напрямую не указано. Сказано, что продавец осведомлен о том, что некоторые пользователи используют масло, не более. И акцент делается на клее. Я вот кучу времени убил на то, чтобы найти маслостойкий клей, мне это важно
|
|
|
MSharab
P.M.
|
Originally posted by Alex.ups:
Что изменилось в технологии производства камней
В 2018 году была изменена технология камней из карбида кремния. На мой взгляд, они стали ещё более выраженными водниками. Белая линейка (NL) не менялась.
|
|
|
Alex379
P.M.
|
Максим, а алмазных брусков в планах нет?
|
|
|
MSharab
P.M.
|
Originally posted by Alex379:
Максим, а алмазных брусков в планах нет?
Нет, алмазы как то не манят. Возможно будет эльбор, но с такой регулярностью кризисов и такими темпами развития нашего машиностроения, сроки предсказать не берусь.
|
|
|
Alex379
P.M.
|
MSharab:
Нет, алмазы как то не манят. Возможно будет эльбор, но с такой регулярностью кризисов и такими темпами развития нашего машиностроения, сроки предсказать не берусь.
Да это понятно, конечно, всё сейчас непредсказуемо. Всё равно буду мониторить ваш сайт на предмет появления новинок.
Спасибо!
|
|
|
Отто_Шрик
P.M.
|
19-5-2020 17:49
Отто_Шрик
У меня такой вопрос: Как я понимаю настольные b600vl и b1000vk сейчас продаются на сайте greenderman? b600vm И b1000vl - про которые писал oldTor, на чуть больше твердой связке, были экспериментальными, в серию не пошли и приобрести их нельзя?
|
|
|
MSharab
P.M.
|
На тесты Ярославу были отправлены серийные бруски из промышленных партий, что бы он оценил качество именно серийных брусков. F600 выпускаем в двух вариантах - VL и VM ( grinder-man.ru ) F1000, признаться не помню почему на бруске oldTor маркировка VL. По факту 1000-к по твёрдости теперь на границе K и L. Именно такой брусок тестировал Ярослав. В магазине он с маркировкой VK. Но как так вышло .. . может при маркировке ошиблись, а я не заметил. Не помню. Но технология как была отработана в 2018 году, так и не менялась.
|
|
|
Отто_Шрик
P.M.
|
20-5-2020 10:09
Отто_Шрик
Т. Е. Который 600vm, он сейчас из чёрного карбида кремния, b600vm, толщина как я понимаю все-же 25 мм, а не 20 как было на с600vn?
|
|
|
MSharab
P.M.
|
Не внимательно смотрите, по ссылке: 75х20х200 B600VM.
Высота как и была - 20 мм, твёрдость также не изменилась - М.
Зерно стало B (Black) и новая связка, как и на всех камнях из КК Гриндерман и Петроградъ.
|
|
|
Отто_Шрик
P.M.
|
21-5-2020 22:11
Отто_Шрик
Как я понимаю все камни разной зерностости на связке твёрдости - m имеют толщ ну 20 мм?
Печально.
Это какие то особенности производства?
|
|
|
MSharab
P.M.
|
Да, высокие внутренние напряжения и худшая газопроницаемость.
|
|
|
Urchini
P.M.
|
Жаль, конечно, но там стачиваемость куда ниже более мягких связок, по моим ощущениям. У меня достаточно старый C600VM, отличный камень!
|
|
|
MSharab
P.M.
|
Отработали производство белых камней на новой связке VL. Пока в апексном формате. Свойства отличаются от NL, на мой взгляд поуже диапазон эксплуатации - смещён в сторону бюджетной нержавейки. Но, однородность на уровне и ценник более демократичный. Доступны 600 и 400. Над 1000 продолжаем работу. Фото на сайте Андрея Петрова: grinder-man.ru
|
|
|
oldTor
P.M.
|
Попробовал новые бруски ИНФ-Абразив: Gribderman A400VL и Grinderman А600VL. Сразу скажу, что бруски мне понравились. Они закономерно отличаются от тех брусков ОА, что я ранее пробовал, серии NA (позднее NL, как я понял), про которые есть обзоры в этой теме.
Новые лучше держат форму, также весьма умеренно склонны к засаливанию, при том производительность высокая, и смывать снятую сталь нужно довольно часто, но именно засалки как таковой, которую сложно убрать - я особо не наблюдаю по сталям разных групп. В качестве дрессинг-стоуна я использовал другой камень из этой пары - т.е. просто слегка чистил их друг о друга. Износ мал и потому, такая чистка повлиять негативно на геометрию бруска не могла за те секунд 10-20, что мне приходилось их тереть после обработки очередного ножа.
Я попробовал несколько ножей для понимания поведения брусков. Начиная от откровенного пластилина, в лице 440а и обычной дешманской в серийной термообработке 65х13 и более-менее приличная, не пластилиновая 95х18 и до весьма удачных 440с и р6м5. Что мне понравилось больше всего - производительность. Оптимально на мой взгляд обрабатывались 440с и 95х18. Прямо очень быстро, с однородностью адекватной производительности.
Поясню - часто абразивы - "жруны", из-за чрезмерно агрессивного воздействия на РК, оставляют таковую буквально изодранной и очень толстой, при даже весьма приятном глазу глянце или матовости на фасках. Медленные абразивы (часто просто потому, что применённые не к той стали, к которой подходят, либо медленные из-за низкой концентрации абразива или состояния своей поверхности) - часто и очень грубые позволяют получить более-менее тонкую РК, но опять-таки неудовлетворительной однородности. Так что важно, чтобы производительность гармонично сочеталась с результатом, причём на любом этапе обработки - некоторые скажут, что на обдирке это не суть важно, но это не всегда так - надо ведь подумать и о том, сколько работы достанется в результате следующему абразиву в сете.
Так вот - тут, эти аспекты гармоничны и органичны, на мой взгляд. Именно по таким сталям более всего.
Очень мягкие стали провоцируют более интенсивное обновление бруска, но производительность остаётся - работать можно, только вот тонкость кромки получить как на более твёрдых сталях - уже сложнее или невозможно, но это закономерно. На быстрорезе же получалось следующим образом: обновление присутствует почти в той же мере что и на 440с, количество шлама +- одно, но оставляемая бруском шероховатость - тоньше и кромку получить более острую проще, однородность её выше, хотя производительность ниже. В общем - обрабатывать можно разные стали, но как и всегда - есть оптимум и разные степени "удалённости" от этого оптимума. Замачивание брусков впервые - было довольно долгим. Вода долго не хотела удерживаться на поверхности. В следующие дни проб, поскольку камни не успевали просохнуть полностью, замачивание было быстрее. Однако, воду надо добавлять регулярно, причём попутно смывая отработку - эти бруски легко обсыхают, правда это удобно с той стороны, что они какое-то время могут работать просто влажными - для применения таких брусков в формате подвижного абразива это полезно. Я, правда, работал на стационарных (с помощью "костылька"). Бруски чувствительны к выбору давления и характер поверхности фасок зависит от того, насколько чистая вода на бруске и много ли её, работаем с толикой выделившейся суспензии или нет - т.е. всё, как и положено правильному воднику - вариативность присутствует.
Несмотря на то, что как таковой суспензии практически не выделяется (создаётся впечатление, что в воду попадает не столько зерно, сколько продукт его истирания + связка), бруски не страдают выглаживаемостью. Я пробовал, в частности, слегка сгладить керамическими слуриками с разной шероховатостью эти бруски и получал следующий расклад: Сгладил, добавил воды, сделал 10-30 проходов на сторону - и брусок возвращается к исходной своей шероховатости и спокойно работает. Если его наоборот загрубить - от также хорошо возвращается "на исходную".
Шаг обработки между F400 и F600 - соответствует разнице в зернистости, единственно, на совсем "кастрюльной" нерже, разность состояния кромки и фаски - увеличивается, но в целом соотношения вполне постоянные. Ну и теперь предметно с микрофото. Снимки сделаны в одинаковых условиях, объектив Ломо План 10х0.22, прямая проекция на матрицу. Масштаб съёмки 12:1, снимки кропнуты, по горизонталям кадров - 1мм. Фото кликабельны, в т.ч. до оригинального размера. Для начала - 440с, сначала после F400, затем после F600:  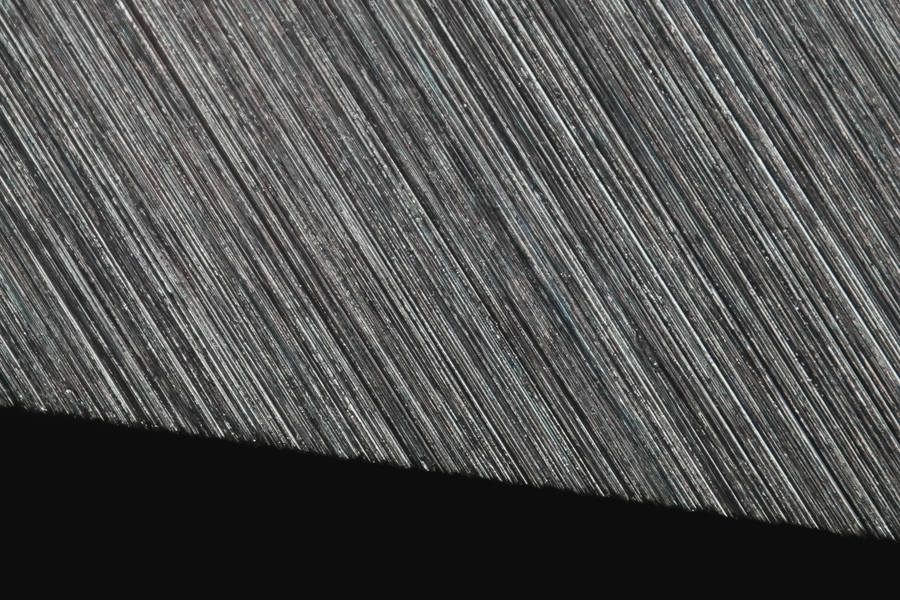 И 65х13 - сначала после F400 и потом после F600: 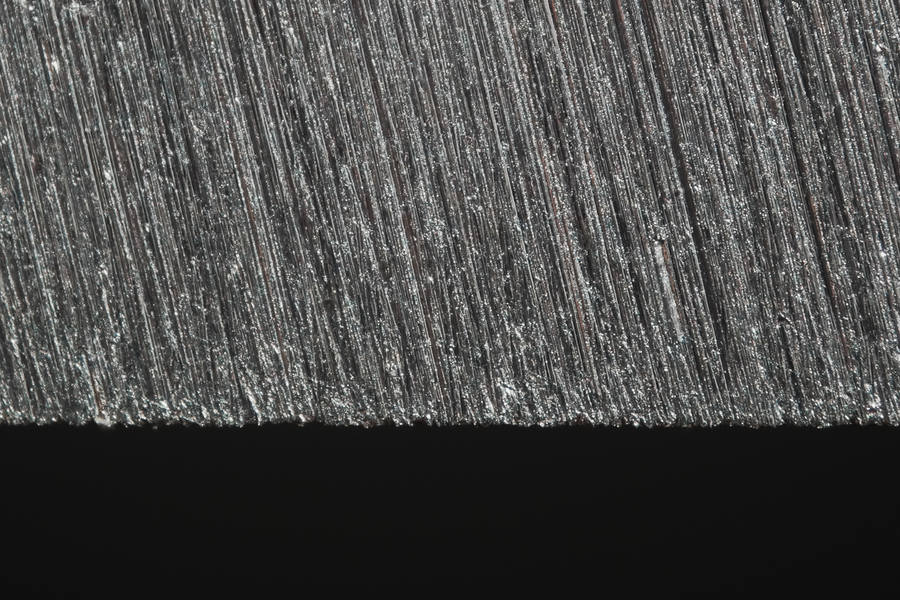  Мне кажется, что удалось углом падения света показать особенности шероховатости фасок и разность даже при таком малом участке съёмки и показать разницу соотношений состояния фасок и кромки.
Отмечу, что получить на 65х13 при высочайшей производительности брусков, более-менее острые кромки (для такого этапа заточки) обычно непросто и значительно труднее, чем на более твёрдых сталях. Сделав кое-какие замеры, у меня вышло, что после F400 на 65х13 я получил толщину РК примерно 12мкм. и после F600 - примерно 8мкм.
Разумеется, в обоих случаях кромки, будучи даже такими тупыми, не бликовали при осмотре невооружённым взглядом и спокойно брили предплечье. Это, я считаю, очень хорошие показатели для таких производительных брусков в условиях заведомо не оптимальных - когда обрабатываются стали весьма низкой твёрдости и на не самых твёрдых абразивах. Хотя тут сильно помогло то, что на данном клинке были уже очень широкие фаски, что всегда заметно снижает агрессивность воздействия абразива, но тем не менее.
|
|
|
tvy61
P.M.
|
На днях буду пробовать новый A220VM, я его уже подготовил.
Пройдусь по маркам 95x18, STS-BD1 и VG-10, все три ножа требуют небольшого уменьшения угла, так что думаю 220-ый будет в тему
|
|
|
MSharab
P.M.
|
Новая связка V для белого электрокорунда разработана для порошков 400 и 600 (работаем над 1000). В магазине уже лежат апексы на новой связке, настольные камни в производстве. Мы долго подбирали рецепт связки и отрабатывали технологию, теперь появятся белые камни тоньше 320.
Для порошков 320 и крупнее связка не менялась. Классическая связка хорошо работает на средних и крупных порошках, а вот для более тонких не подходит.
|
|
|
darki83
P.M.
|
Не могу понять, чем о личаются друг от друга маркировки vl, vm и vn на кк камнях?! Твёрдость связки?
|
|
|
Skif 77
P.M.
|
Originally posted by darki83:
чем о личаются друг от друга маркировки

|
|
|
darki83
P.M.
|
Вот спасибо, очень наглядно и информативно!
|
|
|
tvy61
P.M.
|
информативно да, но по сути vl, vm и vn находятся по соседству и отличаются только твердостью, но совсем не сильно, или я не так понял?
|
|
|
Skif 77
P.M.
|
Originally posted by tvy61:
отличаются только твердостью
В этой маркировке нет структуры (открытая, закрытая, и.т.д). Влияет не только твёрдость.
|
|
|
tvy61
P.M.
|
В этой маркировке нет структуры (открытая, закрытая, и.т.д).
Влияет не только твёрдость.
Согласен конечно, только как подобрать под конкретный диапазон задач по табличке? Только пробовать самому и делать выводы. Я уж с шаптоном попадал, что конкретный камень тут работает, тут не очень, а вот серия VL и VN вполне себе универсальны, уж на каких только железках я эти камни не испытывал, только рекс 121 остался не охваченным..
|
|
|
darki83
P.M.
|
Пробовал как обдирочники кто c230vk? Как он в работе?
|
|
|
Вишер
P.M.
|
Ярослав, спасибо за обзор по ОА, как я понимаю, новый камень стал другим, вопрос, что делать со старым? Износить его в ближайшие лет 5 не представляется возможным. Ярослав, с времени написания вами обзора не было ли у вас работы с этим камнем по х12мф и (или) n690? Камень ст обр с суспензией работает по ним весьма эффективно.
|
|
|
oldTor
P.M.
|
У меня старого образца только апексные, так что трудно сравнить в этом ключе. Новые пока юзал дальше по сталям того же типа, что и в обзоре, ничего другого пока не пришлось затачивать. Но скоро надо будет s30v и скорее всего d2. Так что какое-то представление появится, напишу тут.
Пока мне скорость показалась более чем удовлетворительной и так, ну кроме быстрореза, что, впрочем, вполне ожидаемо, тем более что по нему хорошей компенсацией за недостаток скорости, явилась весьма чистая обработка, при том что часто медленные по таким сталям абразивы и однородности по ним не особо дают. А тут одно из двух, что весьма неплохо. На 600 вполне себе приличный финиш получился косяку для не самых тонких работ. Вот старые в этом плане на мой взгляд проигрывают новым. Впрочем, это и не рассчётное применение в плане стали, производителем.
|
|
|
Вишер
P.M.
|
Спасибо, мне для предфиниша больше .
Нашел полотно мехпилы, сделал косяк для хознужд. Марку быстрореза не посмотрел, так вот он затачивается на ОА неплохо, хотя и садится тоже быстро. Думаю надо сделать другой. Выкрашивается, хотя рез у него неплохой.
|
|
|
