Заточка режущего инструмента
Удержание угла при ручной заточке на камнях
Отличная идея! Если поставить уголок так, чтобы буквально волосок отделял от поверхности, то СОЖ не мешает, при превышении угла сразу чувствуется тактильно и акустически. Еще надо что-то придумать, чтобы в другую сторону не заваливалось. С обратной стороны такой же уголок городить?
quote:Изначально написано almedic:
С обратной стороны такой же уголок городить?
Да проще - взять Т-образный ПВХ профиль, вырезать и прилепить магниты с обеих сторон.
Приспособа классная. Жаль что сам не догадался в свое время.
Сейчас ножи точу "на глаз", и правильно выше сказано: Ощутимо и тактильно и на слух.
Но вот лет 20 назад-было не плохим такое подспорье.
Автору "респект и уважуха"!
По мотивам приспособления автора темы.
Проще отслеживать тень.
Очень интересная и, думаю, весьма перспективная идея, достойная внимания и изучения.
Надо пробовать и взять на вооружение.
С большим к Вам уважением, Дмитрич.
В пределе -- нужно просто прилепить с обеих сторон магниты достаточной толщины и точить так, чтобы только чуть-чуть чувствовать их касание. Это достигается очень быстро, при минимальной тренировке.
Таким образом заодно приучаешься не давить.
Попробовал идею на воднике - просто с магнитиком и скрепкой - прекрасно получается при удобном свете - тень яркая на камне, всё видно, работать вполне удобно:

Тут важно еще свет правильно выставить.
quote:Изначально написано rean81:
Тут важно еще свет правильно выставить.
Когда используешь проволоку, то не сильно критично. Расстояние в 1-2 мм позволяет получить вполне контрастную тень.
Еще одно забавное замечание: увеличение длины проволоки идущей вдоль поверхности камня, приводить к более точному попаданию в угол заточки. До довольно запредельных значений))
выглядит зачетно ! кто попользовался ? как результаты ? какие минусы ?
quote:Изначально написано Burunduk25:
выглядит зачетно ! кто попользовался ? как результаты ? какие минусы ?
О! Вы уже здесь, а я Вам в другой теме отвечаю))
1 нужен нормальный свет(спорный момент, но кому как... Надо пробовать)
2 когда надо делать по одному движению с каждой стороны, напрягает переставлять.
Из плюсов, даже на окружности точное попадание в угол, поясню позже рисунком. Про стоимость вообще молчу...
Если на окружности кромки скрепку ставить перпендикулярно к касательной (на рисунке обозначена буквой а) , то можно максимально приближаться к углу, что и на прямой.
![]()
На скрепке свет клином не сошелся...
![]()
Приспособление из транспортира для установки угла
![]()
P.S. Приспособление можно использовать при механической обработке.
![]()
Попробуйте сами - это ведь ничего не стоит. Когда я пробовал, то понял, что удержать угол возможно только при медленных движениях.Чуть быстрей - и угол плывет, хоть и не сильно. Но это у меня, а какие руки у Вас - увидите сами.
Я плюнул на все это.
quote:Originally posted by Евгений РК:
Я плюнул на все это
И отдал ножи заточнику ?
Терпение и труд все перетрут

Терпение и труд и нож перетрут.
А обмен опытом повышает производительность труда.
Не : ) - не до такой степени плюнул. Только на данный метод. Точу руками. При этом осознаю, что не могу полностью избавиться от качания клинка. Надеюсь, что чем дольше практика, тем погрешность в изменении угла будет меньше. Пока все к этому идет
Посмотрите видео Ярослава очень познавательно ! Николай советовал на обух посматривать чтоб не качался !
Да, визуальный контроль за качением конечно важен, но тут есть нюанс - всё получается хорошо и точно, если в нужный момент обработки, концентрировать внимание на совершенно определённых вещах, не распыляясь на другие.
При формировании фасок, формировании их угла - внимание концентрирую ну руке, удерживающей клинок и повторяемости её движений, буквально представляя её "пантографом".
Т.е. то, что в видео я называю "работаем от руки".
Прижим клинка другой рукой должен быть максимально близок к фаске (вспоминаем т.н. принцип "дверной ручки"). Но внимания на эту руку - меньше, чем на удерживающую клинок и угол заточки.
На следующем этапе - когда фаски сформированы и идёт заточка - уже работаем, как я это называю в видео "от фаски" - распределяем внимание между обеими руками и концентрируем его в точке пятна контакта, ловим оттуда тактильный отклик. По сути - пятно контакта должно являться "точкой равновесия" между действиями рук - удерживающей клинок и осуществляющей его прижим. Это очень важно - там всё концентрируется.
Работая "от фаски" - смотреть на обух или ещё куда - значит распылять внимание и терять контроль.
Лучше уж тогда пользоваться "контролем по тени", как описано ранее в данной теме и концентрироваться на нём, но тогда уж ему приоритет отдавать - не распылять внимание. Лично мне проще "от фаски", зачастую. Когда работаю "по тени" - мне сложнее становится следить за тактильным откликом. Но иногда "по тени" - удобнее в целом для конкретной ситуации или этапа.
Так что тут важно выбрать - куда приоритетно идёт внимание и откуда получаем наилучший контроль за ситуацией.
Если блуждать вниманием с пятого на десятое, метаться от руки к фаске, к тени, к обуху, к пятну контакта и делать это постоянно - под серьёзным контролем не будет ни один из этих факторов и работа будет не точна.
Важно для себя разбить на части, этапы, заточку. Причём не только на "обдирку-заточку-финиш", грубо говоря, но и работу на каждом камне - когда всегда можешь сказать себе чётко, что именно делаешь - например концентрация на зачистке рисок предыдущего абразива или этапа работы на этом же. Или концентрация на подчистке геометрических огрехов, или проработка кромки. И во всех случаях - выбираем опытным путём, на каком аспекте концентрировать внимание.
Способность делать это на автомате и не задумываясь быстро переключаться между теми или другими наиболее важными в данный момент времени аспектами - нарабатывается достаточно легко. НО - только если сначала вот так всё это "разобрать по косточкам" для каждого момента работы. Т.е. приступаем, делаем, останавливаемся и говорим себе - сейчас я делаю то-то и то-то конкретно, и для этого, пользуюсь таким-то "инструментом". Далее - с каждым моментом своей работы поступаем также. Пока не будет выстроенной чёткой схемы работы даже в рамках одного камня. Более того - с этого надо начинать - с разности этапов работы и контроля за ней в рамках одного камня\отдельных этапов обработки на нём.
И именно это ведёт к тому, чтобы ни одно движение и усилие при работе не было лишним - все только по делу и ради конкретной цели в данный момент.
И только это в конечном итоге обеспечивает производительность и точность, экономит силы и время.
К слову - всё это очень много даёт в плюс и к работе на приспособах. Качество и точность работы прирастает ощутимо - это всё есть где применить и с приспособами.
Надеюсь мне удалось сформулировать понятно то, что я имею в виду.
В принципе, в видео я это всё рассказывал и показывал, насколько это возможно в видео, но сейчас постарался немного другими словами и уже не для совсем новичков - может так понятнее будет.
Ярослав Огромное Спасибо !!!
quote:Изначально написано ivan 23 45:
Ярослав Огромное Спасибо !!!
На здоровье. Я рад если мои посты приносят пользу.
quote:Originally posted by oldTor:
Я рад если мои посты приносят пользу
Ваши посты курить и курить с благодарностью !!!
Реально приносят пользу !!!
Обязательно попробую! Спасибо!
Доброго здравия).
Я всё думаю, что мне система Ярослава напоминает?) Так это же система японских железнодорожников, Shisa Kanko. Только узкоспециализированная для заточки.
Shisa Kanko - японская система жестов и голосовых команд. Она поможет работать эффективно и без стресса, а также запомнить, выключили ли вы утюг и чайник, уходя из дома.
Что такое Shisa Kanko?
Железная дорога в Японии - одна из самых безопасных в мире. Каждый год 12 миллиардов пассажиров пользуются поездами. И каждый день гости страны наблюдают удивительное зрелище: машинисты и кондукторы двигают руками в белоснежных перчатках и громко произносят команды.
Закрывается дверь? Кондуктор укажет на неё пальцем и громко объявит, что дверь закрыта. Машинист отъезжает от станции? Он покажет на расписание и скажет: 'Три часа, отправление от станции N'. Это Shisa Kanko в действии.
Эта система проста до безобразия. Каждое важное действие сопровождается движением указательного пальца. Проверили показания датчиков? Укажите на них пальцем и произнесите цифру, которую видите. Поезд прибывает на станцию? Служащий жестом покажет, что платформа свободна.
Система появилась в начале 20 века в городе Кобе, в административном бюро железной дороги. Её разработали для машинистов и сотрудников с большой ответственностью и стрессом. Первое время Shisa Kanko особого энтузиазма у железнодорожников не вызывала - слишком нелепо со стороны выглядели указывающие движения и команды голосом. Но постепенно противники системы убедились в её эффективности. С внедрением Shisa Kanko ошибки на рабочих местах сократились на 85%.
Почему эта система эффективна
Национальный институт безопасности и охраны труда пришёл к выводу, что Shisa Kanko максимально исключает человеческий фактор. Система связывает выполнение задач с физическими движениями и речевой выразительностью. В этот момент увеличивается уровень понимания, а действия сохраняются в памяти. Со временем процесс доходит до автоматизма. Даже если машинист задумается, из ступора его выведет необходимость сделать жест и произнести голосовую команду.
Как использовать Shisa Kanko в реальной жизни
Эта система пригодится тому, кто не может запомнить, куда бросил ключи, пульт, очки и что угодно. Или тому, кто несколько раз проверяет, выключил ли плиту, чайник и утюг. Достаточно указать пальцем на выключенный чайник и произнести: 'Чайник выключен'.
Конечно, первое время придётся терпеть насмешки окружающих, но избавление от стресса того стоит.
Немного добавлю к посту Ярослава.
При заточке желательно, а иногда необходимо разбить нож на зоны обработки и каждую зону прорабатывать.
Например: прямой участок, радиус, рекурва(вогнутый радиус), так же возможна различная форма спусков, изменение которых тоже необходимо учитывать. Особое внимание иногда необходимо уделять местам сопряжения зон.
с Уважением, Владимир.
[QUOTE]Изначально написано yk_qq:
[B]Параллельность человеком оценивается хорошо.[/B][/QUOTE]
Гениально! Я пару лет думал о том, чтобы начать точить навесу. Ну что поделаешь, лень. Лень и страх освоить что-то новое. А тут такая подсказка.
мне кажется что с простейшим магнитным "костылем" как у Ярослава, все будет еще проще и ошибиться там особо негде
Костыль классный. Но это шаг в сторону механизации. Нужен ровный стол, приспособа для фиксации камней на одной высоте. А этот маячок - шаг в сторону полностью ручной заточки.
У меня несколько ножей с тонкими спусками, ради которых мне лень расчехлять апексоид. Периодически я пытался точить их руками, но получалось очень криво. Разные углы на разных сторонах, разные углы на носке и пятке, большая линза. Просто ужас.
А благодаря этому маячку я впервые в жизни сделал руками ровные подводы, посмотрел на них в лупу и сказал "Вау! То, о чем пишут Дмитрич и ОлдТор - не фантастика." Более того, в какой-то миг я почувствовал руками прилегание подвода к камню и мне показалось, что сейчас я смогу перейти к тактильному контролю... Но это был маленький, короткий миг...
Кстати, тень не особо нужна. Глаз и так хорошо оценивает параллельность палки и плоскости. Особенно мне понравилось переходить к носку поднятием рукояти. Взаимное расположение ножа и камня в горизонтальной проекции не меняются, рука с ножом приподнимается, глаза смотрят, чтобы маячок сохранял параллельность камню. Угол никуда не скачет.
quote:Нужен ровный стол, приспособа для фиксации камней на одной высоте. А этот маячок - шаг в сторону полностью ручной заточки.
с доводами согласен!
Ну, если камни масляные, можно через проставочку делать бутерброд из них, если хотя бы примерно плоскопараллельны... Если использовать угломер, то регулировка камней не так и сложна. Зато простор для придумывания нивелирующей подставки. Мозги полезно с руками размять на слегка посторонней задаче, советую.
Этот маячок можно использовать при заточке мусатом с упором в стол. Только его надо направить в сторону обуха и цеплять на ту сторону, которую точишь. Еще не пробовал, но должен получиться хороший контроль.
quote:Этот маячок можно использовать при заточке мусатом
ну мусатом не точат, а правят
quote:ну мусатом не точат, а правят
Уже не знаю, где лучше спросить. Что такое правка, если не часть заточки?
Разве при правке не надо выдерживать угол?
quote:Изначально написано theorist:
Уже не знаю, где лучше спросить. Что такое правка, если не часть заточки?
Разве при правке не надо выдерживать угол?
Иногда да, иногда нет...
forummessage/224/44
quote:Разве при правке не надо выдерживать угол?
желательно выдерживать, хотя при правке мусатом, профи повара не сильно то и выдерживают этот параметр
Что бы выпрямить не большие замины, угол не сильно актуален видимо..
Если вы имеете в виду заточку мусатом, то тогда это конечно необходимо, но повторюсь, мусатом ножи не точат..
+100500
quote:Изначально написано theorist:
Уже не знаю, где лучше спросить. Что такое правка, если не часть заточки?
Разве при правке не надо выдерживать угол?
Правка (мусатом в т.ч.) используется для _поддержания рабочей остроты_, восстановления её при сравнительно небольшом затуплении и незначительных деформациях режущей кромки. Как правило, выполняется с небольшим повышением угла. Несложно научиться это делать аккуратно. Коснулись клинком мусата так, чтобы фаска прилегла к нему, затем приподняли буквально "на волосок" и провели. У мусата с клинком пятно контакта малое и нагрузка на РК потому развивается значительная. Поэтому давить - не надо. Если мусат очень груб а клинок подсел незначительно, сталь мягкая, или наоборот - сталь весьма твёрдая и высоколегированная а фаски узенькие - повышать угол может быть и не нужно, и задавать угол в таком случае будет ранее сформированная на клинке фаска - делая всё легко и без давления, почувствовать что мы "на ней" или "ушли" с неё - совершенно реально. Именно благодаря _не задействованию_ лишних усилий, тактильный отклик от хода клинка по мусату позволяет это почувствовать, как и при заточке на абразивах. Не сразу, но это приходит с практикой, если стараться к этому "прислушиваться" - "что-то изменилось - проверь себя".
Запоминать руками угол удаётся не сразу, но это нарабатывается, и тут может помочь менять стороны не каждый проход, а, скажем, сделать в одну сторону прохода три, примерившись вышеуказанным способом и запомнив положение руки и клинка относительно мусата, а потом таким же образом с другой стороны. Не забыв при том сделать ещё 1 проход потом со стороны, обрабатывавшейся первой (на случай если накосячено, передавлено и кромка согнулась на сторону или образовался микрозаусенец - если стараться не давить, то при таком раскладе его обычно можно подрезать возвратом на первую сторону буквально за один проход - я это наблюдал у некольких людей вживую, кто именно таким алгоритмом пользуется что с классическими мусатами, что с использующимися в качестве таковых керамическими или скруглённой гранью абразивного камня).
Важно понимать, что если правки на мусате не хватает для возвращения клинку рабочей остроты за малое время и без напряга, то по-хорошему следует мусат отложить и восстановить заточку собственно _заточными_ методами и средствами.
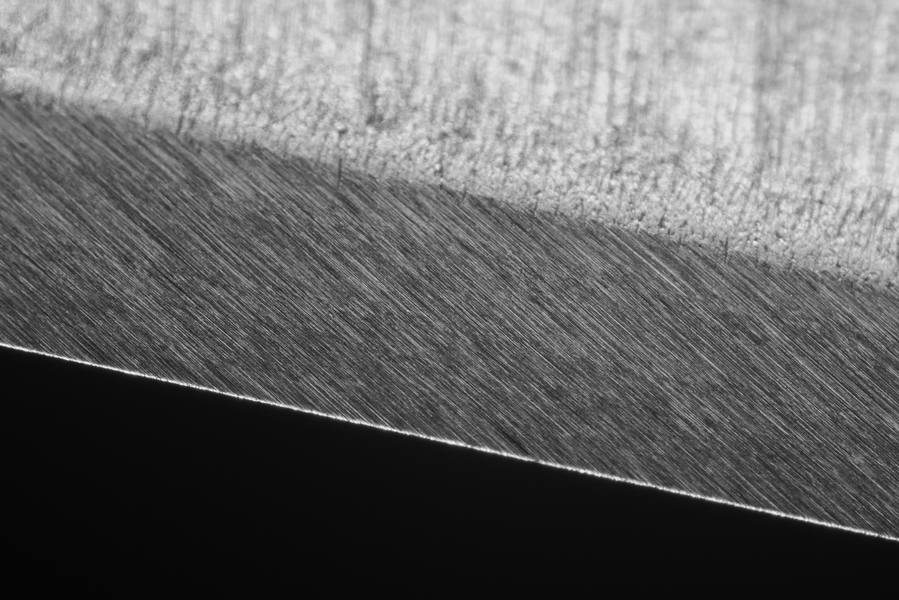
Небольшой обзор с удержанием угла вручную. Переточка клинка из нержи на керамике Idahone в притирке на алмазном зерне 50/40мкм.
У клинка была микрофаска и была задача переточить его на угол заточной фаски с сохранением такового. Полный угол ~26градусов. Ширина фаски около 0,8 мм.
Микрофото с объективом Ломо 4,7х0.11 П, кроп, по горизонтали кадра 3мм. Фотки кликабельны, перейдя по клику на фотохостинг можно опять-таки по клику, открыть оригинальный размер.
Сначала сделал проходов по пять на сторону - на снимке видно, что вершинки структуры абразива уже стали цеплять за микрофаску и РК, там появились "блёстки" и заминчики:

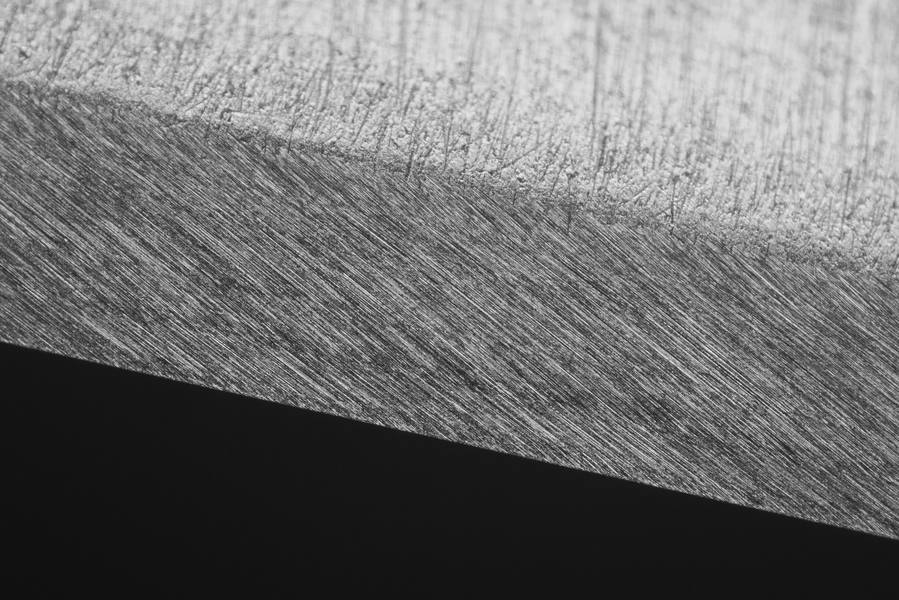
Масла было многовато, потому фаска не очень ровная пока, но практически также, как получается с приспособами. Далее продолжил, проходов по 20 на сторону - на месте бывшей микрофаски, от бокового воздействия структуры абразива, сталь стала "уставать" и сгибаться на сторону - т.е. началось образование заусенца:
Тут фаска уже более плоская. Далее ТБ - три прохода по засаленной графитом шкурке SIA P2500 на мягкой подложке и по 7 проходов на сторону снова на керамике, меняя стороны каждый проход - масло убрал до минимума, потому поверхность грубее, фаска при том весьма плоская, кромка строгает волос, несмотря на шероховатость, как после брусков с зерном порядка м14-м10:
Угол удерживался "от фаски" - т.е. по ранее бывшей заточной ловилось положение её на абразиве и потом, с помощью правильного хвата и положения второй руки, фаска сама задавала угол - т.е. задача просто не дать ему убежать. Это куда легче, чем задавать "от руки", особенно когда ширина фаски такая удобная - и не очень узко, и не очень широко, а абразив очень грызучий - тактильный отклик хорош, и было бы ещё проще и сразу, если бы с самого начала взял масла поменьше.
В общем - это только звучит страшно - "удержать угол вручную". Если знать как подступиться к делу - всё достаточно просто. Основные аспекты я в своих видео озвучивал по хвату и положению рук, остальное - дело практики: "глаза боятся - руки делают".
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
quote:Originally posted by tvy61:
желательно выдерживать, хотя при правке мусатом, профи повара не сильно то и выдерживают этот параметр
Что бы выпрямить не большие замины, угол не сильно актуален видимо..
Если вы имеете в виду заточку мусатом, то тогда это конечно необходимо, но повторюсь, мусатом ножи не точат..
#48
1 (+22)
P.M. Ц
Всё - условно. Когда мусатом правят - то - они - точат!

Угол всегда надо по возможности - выдерживать.Какой? А вот это - вопрос!
Надо нормальный и постоянный выдерживать во время заточки-правки-необходимый на данном этапе!Я кухножи всегда точу на приспособе под "минимальным" углом. и потом - тоже в процессе правлю под минимальным углом. потом под менее минимальным - а потом точу(перетачиваю) под совсем малым углом. Потом покупаю новый ножик - и т.д.Надо понять смысл резания - все проблемы - отпадут. вместо дорогих брусков вы будете иметь возможность покупать другие вещи, и говорить про них на других сайтах-например про воблеры-спиннинги, про легавых-борзых-гончих собак,про ружья, про автомобили,про негритянок-шведок, и т.д.-но это - еще дороже!
Так что - просто научитесь точить -править - это не так сложно и дорого!
quote:Изначально написано yk_qq:
Хочу рассказать о очень интересном методе удержания угла при ручной заточке
]
Все это привело к обыкновенному Апексу)
Аминь!
https://www.youtube.com/watch?v=-kJfYG0BpTs
Вот в этом видео у Дмитрича после 20-минуты можно заметить подобный маячок, только не на магнитике, на обычной прищепке. И он говорит, что надо просто следить за его горизонтальностью.
Ничто не ново под луной. Все уже давно придумано.
Столкнулся с тем, что проволочные маячки не годятся для узких ножей. Забабахал себе магнитный. Времени заняло минут десять.
Отломанный кусок магнита из винчестера у меня уже был, сходил к автослесарям, подровнял его на их страшном точиле, удерживая его в плоскогубцах. Выгнул скрепку, приклеил суперклеем.
Такие изгибы преследуют две цели. Увеличить площадь склейки и создать упор в обух. Теперь при переворачивании ножа не нужно ничего выравнивать "на глазок". Достаточно просто прилеплять магнит в одно и тоже место. Ну и заранее выставить проволочку в 90 градусов (в проекции на осевую плоскость клинка).
И ещё в копилку практики по удержанию угла заточки вручную.
Надо было заточить трамонтину сенчури, убрав следы от правок с маленьким повышением угла керамомусатом и вернуть остроту - кромка уже бликовала - ножом что-то неудачно задели.
Конкретно этому ножу тонкая заточка не нужна, важнее агрессия реза. Но при хорошей остроте, тем не менее, пусть и не с тонким финишем.
Поскольку основной угол заточной фаски менять не планировалось, правку сделал, удерживая угол "от фаски" вручную.
Всё-таки, помимо навыка собственно мелкой моторики с удержанием угла, очень важно корректировать то, что делаешь, ориентируясь на тактильный отклик от хода фаски по абразиву. И абразив я взял один из самых своих любимых для подобных нержавеек. Старый-добрый советский водный хонинговальный брусок Рижского абразивного завода, вот такой:

Собственно, по маркировке всё понятно, но на всякий случай: сорт электрокорунда 24А, зернистость м28, брусок на керамической связке СТ2 с повышенной концентрацией абразива, степень открытости структуры 11К.
Поработал в целом минут 5, не торопясь. И далее сделал по 8 проходов на сторону на ХБ-стропе крупного плетения, жёсткой, с пастой Luxor на основе оксида алюминия, зернистостью 6,5 мкм., строго соблюдая направление рисок от заточного бруска, угол заточки, и при этом с минимальным давлением. Единственно, последний проход был сделан с чуть иным направлением подачи клинка, чтобы на фотоснимке всё-таки был виден хотя бы призрачный след от зерна пасты.
Ногтевой тест кромки показывает весьма равномерную сыпь от грубых рисок, при том достигнута острота, способная строгать волос.
Угол выдержан прекрасно, не хуже, чем на приспособах, что демонстрирует снимок - ГРИП (глубина резко изображаемого пространства), которую обеспечивает применённый микрообъектив (Mitutoyo M Plan Apo 10x0.28), равна 3,5мкм. при разрешающей способности 1мкм.
Да, шероховатость поверхности фаски превышает ГРИП, но незначительно, и я старался выбрать "слой" шероховатости при фокусировке так, чтобы всё получилось максимально информативно.
Фото кликабельно, как обычно:

Да, тех.барьер я делал. Так как без него кромка могла быть менее однородной - я какое-то время назад в в два раза более мощном увеличении и разрешении 0,7 мкм. делал микрофото, как работает по этой же стали этот брусок свежепритёртый - без ТБ - по ссылке в профильной теме, посвящённой этим брускам публиковал - пост 5 по ссылке:
https://www.myabrasive.ru/forum/viewtopic.php?f=7&t=264
Ну а с тех пор брусок поработал, уже не так агрессивен, хотя и не сказать, что абразивная способность заметно снизилась. Ну и вручную всё-таки давление выбирать удобнее, чем с приспособами и я старался работать аккуратнее, так что и результат соответственный.
Да, но самая главная "фишка" - я сделал ТБ одним проходом по шкурке на основе КК P3000 без давления, лёгким касанием, а после ТБ уже не трогал брусок - далее возврат на остроту и её превышение по сравнению с полученной на бруске, был выполнен на той самой ХБ стропе с Люксор за несчастные 8 проходов на сторону, что ещё раз говорит о том, насколько высокопроизводительна именно крупного плетения жёсткая стропа с не самой мелкой пастой - я очень рад, что в своё время набрёл на именно такое сочетание характеристик.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
quote:Originally posted by oldTor:
насколько высокопроизводительна именно крупного плетения жёсткая стропа с не самой мелкой пастой
Использую аналогичную широкую стропу (35 мм) приклеенную к деревянному бруску длиной 40 см, только с алмазной пастой 7/5 микрон. Металл "съедает" очень активно, микрофаску от керамического мусата на трамонтиновской нерже полностью убирает за 10 -15 проходов на сторону. В микроскоп хорошо видна довольно выраженная риска. При этом работает мягко, но кромка получается очень агрессивная. Нужно лишь не заваливать угол, лучше удерживать его немного меньше желаемого, за счет свойств стропы в любом случае будет подлинзовка в большую сторону, ну и "плечики" подвода сгладит.
А конвекс на этой стропе править вообще песня, причем на любой стали.
Сравнительно недавно я делал "сводный пост":
https://www.myabrasive.ru/forum/viewtopic.php?f=9&t=597
о вышеизложенной схеме заточки с применением ХБ-строп с абразивом 6,5мкм. и близкими, и мне поступали вопросы о конкретных значениях угла, на которые следует уменьшать, чтобы не было завала фасок и, тем более, самой РК.
Я вообще не использую присособы для удержания угла при направке на стропах, считаю, что это "достигается упражнением", но для тех, кто этому ещё не научился или даже и не собирается, провёл некоторые пробы и выяснил цифры.
Понятно, что все пользуются разными стропами и пастами, но усвоить тенденцию будет несложно и, кроме того, ничто не мешает каждому самостоятельно уточнить цифры для применяемых им материалов.
Я исходил в пробах из того, что рекомендуемый и используемый мной вариант повторяем и доступен, и знаю людей, которые пользуются ровно таким же набором и успешно.
У меня ХБ-стропа примерно дюймовой ширины и толщиной около 3мм., жёсткая, крупного плетения. В неё втёрто небольшое количество пасты Luxor 6.5 мкм. с каплей костного масла (можно использовать оливковое или минеральное, но не бытовое машинное - не рекомендую).
На клинках выполнялась финишная заточка на белой керамике Idahone, притёртой на водной суспензии алмазного порошка 60/40мкм., что обеспечивает шероховатость клинка +- сопоставимую с результатами обычным брусков на основе КК или ОА с твёрдостью связки в районе СТ, зернистостью в диапазоне +- м14-м7 в зависимости от обрабатываемой стали, пятна контакта, давления и кол-ва СОЖ/ПАВ.
Пробы проводились по широкораспространённой стали на кухонных нержавейках на трамонтинах серий сенчури и про-мастер.
При ширине фасок 0,3мм., половинный угол при направке на вышеуказанной стропе по клинку с вышеуказанной шероховатостью, требуется уменьшить на 3 градуса, при работе с давлением 48 граммов на 1 квадратный сантиметр. Для качественного изменения характера кромки без потерей ею геометрии, полученной на керамике, потребовалось 8 проходов на сторону.
Уменьшение пятна контакта, при ширине фасок 0,2мм. и при давлении 58 граммов на 0,5 квадратных сантиметра, при том же уменьшении угла давало уже лёгкий завал на третях ширин фасок ближе к спуску и ближе к режущей кромке за те же 8 проходов на сторону. Причём, выраженнее был завал геометрии ближе к РК. При том, завала собственно кромки ещё не произошло - т.е. вариант рабочий, если ТЗ позволяет завал геометрии и некоторый прирост засчёт этого результирующего угла на кромке, но с сохранением ею нормальных режущих свойств.
Для успешной направки без нарушения микрогеометрии заточки, при ширине фасок 0,2мм. потребовалось уменьшить давление до ~30 граммов на 0,5 квадратных сантиметра или выполнить бОльшее понижение половинного угла - до 4,5 градуса.
Разумеется, давление на площадь высчитывалось на основании значений, которые померять несложно - ориентируясь на плоскости фасок, без учёта того, насколько площадь прирастает и по-разному, в зависимости от "погружения" фасок в сравнительно мягкий материал стропы, обладающей, к тому же, выраженным рельефом.
В общем, вот такая информация к размышлению)
Не стоит недооценивать эластичность, упругость и мягкость даже жёстких, казалось бы, строп, и их эффективности. А также зависимости между пятном контакта и давлением, порядок вообще значений давления при направке.
И, конечно, чем "считать блох" для каждого конкретного заточного/направочного случая, проще вырабатывать привычку направки вручную, когда ничто не мешает уменьшать давление тем больше, чем меньше пятно контакта, и тем больше понижать угол, осуществляя опору больше на границы фасок или границу "спуск/фаска", нежели на плоскость её, или, тем более, на саму РК, что в принципе практически сразу приводит к её завалу.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.