Высокоточная Стрельба
Ложа с шиной или без?
Друзья, бродють у меня вот какие мысли.
Мы тут много обсуждаем плюсы и минусы разных лож. Точнее даже брэндов. И как то сложилось, что самыми лучшими на сегодняшний день считают ложи AI или HS Precision. И та и другая сделаны на алюминиевой шине. И многие, если не сказать почти все считают это гуд.
А почему так? Почему ложи без шины теряют для нас свою привлекательность.
Предлагаю обсудить все плюсы и минусы винтовочных лож на шине и без. Также предлагаю обсудить а какой же материал на сегодняшний день наиболее предпочтителен для оружейной ложи.
Собственно эти вопросы мне навеяны стойким желанием заказать ложу из ламината (ну нравятся они мне), собственно что я и сделал.
Вот только вопрос стоял, взять ложу с беддинг-блоком или без оного. Я сделал выбор в пользу второго.
Собственно привёл для себя следующие доводы (всё имхо)
Ну во первых, давайте посмотрим на так называемую Формулу1 в мире высокоточки, это БР винтовки. Все они лежат на ложах либо из полимера либо из дерева(ламината). И чем дальше, тем больше я замечаю, что многие ведущие БР стрелки возвращаются к ложам из дерева.
Специальные компазитные материалы, собственно как и дерево призвано гасить вибрации от ствола. Но для этого мы должны иметь правильно наполненую ложу. На сколько я знаю, к примеру, в ложах Макмиллан наполнителем служит специальная пена.
В ложах с шиной гашения вибраций не происходит, слишком жёсткий материал. ИМХО
Какие преимущества вижу для себя в шине. Ну в первую очередь это жёсткость и не убиваемость что ли. Это положительное качество как мне кажется нужно только в условиях войны.
А вот как влияет шина или её отсутствие на практике на точность винтовки я не знаю.
На данный момент на моей винтовке стоит ложа с V образным алюминиевым блоком. Очень интересен результат на ламинированной ложе с правильным пилар и гласс беддингом. (насмотрелся тут Ричарда Франклина  )
)
Вот такая вот тема, блин  !
!
С уважением, Анатолий.
quote:Originally posted by Dobryak:
...самыми лучшими на сегодняшний день считают ложи AI или HS Precision. И та и другая сделаны на алюминиевой шине.
...
Ну во первых, давайте посмотрим на так называемую Формулу1 в мире высокоточки, это БР винтовки. Все они лежат на ложах либо из полимера либо из дерева(ламината).
AW, как и TRG, собраны на т.н. раме. Причём у первой она сплошная, но составная, а у второй цельная, но короткая и с несколько спорным решением крепления приклада. В HS интегрированная шина, как некоторый компромисс по параметрам цена/качество/вес.
В идеале, как по мне, должна быть цельная рама на всю длину, но это дорого и тяжело по весу.
В БР своя специфика. Им не нужны складные ложи, калибры в основном малоимпульсные, ограничения по весу специфические да и мерзнуть/мокнуть в лесу им необязательно. Потому там ламинат - оптимальный вариант. Да и красивый он, что немаловажно для спорта.
Я бы сказал так: для калибров типа .223-.243 достаточно хорошего пластика или дерева с втулками, для .308-.300 нужна интегрированная шина или ламинат, всё что выше должно лежать на раме. Ну и гласс-беддинг на нагель обязателен всегда. С уважением,
ИМХО шина вообще не обязательна в любом калибре. Лучшие ложи МакМиллан или Маннерс шины не имеют и стреляют как надо. С ув. Алексей
quote:Originally posted by StartGameN:
В БР своя специфика. Им не нужны складные ложи, калибры в основном малоимпульсные, ограничения по весу специфические да и мерзнуть/мокнуть в лесу им необязательно. Потому там ламинат - оптимальный вариант. Да и красивый он, что немаловажно для спорта
Вооот!
И я думаю, что шина нужна в тяжёлых условиях.
Но вопрос, как она влияет на техническую кучность винтовки?
Реально ли человек, поставив ложу с шиной получит прирост кучности(речь о технической куче), или лучше всё-таки использовать ложу без шины?
бытует мнение, что шина работает лучше полимеров только при ее большой массе и объеме.. т.е. по типу реил-гана... все что меньше это просто компромис и мода.. для себя определил, что либо полностью скелетная конструкция из алюминия, либо просто хороший пластик и нормальная укладка...
quote:Originally posted by wardog:
хороший пластик и нормальная укладка.
Вот тоже интересно.
А почему именно пластик?
Как я писал раньше, многие БР стрелки (или оружейники делающие для них винтовки) возвращаются к именно деревянным ложам.
Чем пластик предпочтительней на спортивной винтовке.
Вижу его преимущество только в условиях охоты, где он мокнет, бьётся, царапается. Пластику это пофиг.
А дерево приятней к коже(к телу)и красивей.
quote:Лучшие ложи МакМиллан
На мой взгляд МакМиллан не лучший, а просто устоявшийся бренд.
Кажется они были не особенно известной фирмой, пока не оказались в нужное время в нужном месте и выиграли тендер субподрядчика по военному заказу. Ну повезло парням - бывает.
ИМХО, Композитные приклады на одних корках не обеспечивают достаточной жесткости/стабильности. Очень многое зависит от качества пены. МкМиллан, лично мне, по пене не понравился - очень мягкая, в отличии от БеллКарлсона, где пена не просто жесткая сама по себе, но и имеет вперемежку волокна стекла.
Чисто дюралевые ложи (конкретно AW) очень требовательны к стрелковым навыкам (лежка, дыхание и т.д.)
quote:Originally posted by Dobryak:
Вот тоже интересно.
А почему именно пластик?
Ну не конкретно пластик, лейтмотив такой: либо, либо, либо... без смеси материалов..
quote:Originally posted by Charley:
ИМХО, Композитные приклады на одних корках не обеспечивают достаточной жесткости/стабильности. Очень многое зависит от качества пены. МкМиллан, лично мне, по пене не понравился - очень мягкая, в отличии от БеллКарлсона, где пена не просто жесткая сама по себе, но и имеет вперемежку волокна стекла.
Запененность лож не значит, что внутри пены ничего нет.
В ложе МкМиллан в цевье стоит металлическая пластина, в которую вкручиваются болты крепления шины сошек. Перерезал резьбу для крепления БР-накладки. Форму не знаю, ложу полностью не ломал, но то, что внутри стоит шина (не путать с блоком) - факт. Успешно используются в снайперском оружии.
В БР-ложе Kelbly Klub установлены дополнительные ребра жесткости из твердого пластика. Увидел это когда рассверливал в прикладе место для дополнительного утяжеления приклада. Ребра жесткости расположены по длине ложи.
С ув.
quote:Originally posted by KRSK:
В БР-ложе Kelbly Klub установлены дополнительные ребра жесткости из твердого пластика. Увидел это когда рассверливал в прикладе место для дополнительного утяжеления приклада. Ребра жесткости расположены по длине ложи.
Ну опять же, рёбра, да ещё из пластика это далеко не алюминиевая шина.
Т.е. пока, что для себя я могу сделать выводы, что в условиях спортивной винтовки, да я думаю и варминт тоже, преимущества лож с шинами или на основе алюминиевой рельсы нет. А возможно и наоборот.
quote:Originally posted by KRSK:
Запененность лож не значит, что внутри пены ничего нет.
В ложе МкМиллан в цевье стоит металлическая пластина, в которую вкручиваются болты крепления шины сошек. Перерезал резьбу для крепления БР-накладки. Форму не знаю, ложу полностью не ломал, но то, что внутри стоит шина (не путать с блоком) - факт. Успешно используются в снайперском оружии.В БР-ложе Kelbly Klub установлены дополнительные ребра жесткости из твердого пластика. Увидел это когда рассверливал в прикладе место для дополнительного утяжеления приклада. Ребра жесткости расположены по длине ложи.
С ув.
Я постоянно работаю с композитами, но в мелкой авиации. Могу рассказать то, что известно по этой теме.
Пена внутри композита.
Запенка внутреннего пространства используется для повышения стабильности формы изделия при минимальном увеличении веса. Чтобы достичь одинаковой жесткости изделия на прогиб без пены нужно уложить в 2-4 раза больше слоев стеклоткани на поверхность (зависит от размеров и кривизны поверхности детали). Т.е. пена помогает сопротивляться внешним слоям композита (ламината) на изгиб, распределяя точечную нагрузку на большую поверхность. Кроме того, если рассмотреть изгиб получившегося сендвича, то в нем происходит изменение векторов нагрузок, что позволяет перейти от нагрузок композита на изгиб, к нагрузкам на сжатие/растяжение, при которых стеклоткань показывает наилучшие характеристики. Если выразить мысль короче - пена нужна для уменьшения веса готового изделия и повышения его физико-механических характеристик. В качестве пены часто используется винилэфирная самовспенивающаяся смола. Есть способы по контролируемому получению требуемой плотности отвержденного материала в соответствии с пожеланиями и расчетами конструктора.
Металлические вставки (закладные).
У композитных материалов много достоинств, но есть и недостатки. В нем практически не возможно получить резьбовое отверстие. Для этих целей применяются различные закладные из металлов (алюминий/латунь/нержавейка...). Следует иметь ввиду, что вклеивание этих закладных как правило неизвлекаемое, поэтому материал закладной должен выбираться исходя из полного цикла использования изделия. Не следует использовать алюминиевые закладные с резьбой, если ответная деталь будет периодически отвинчиваться. У алюминия есть ещё одна нехорошая особенность. Это тонкая оксидная пленка, дающая очень плохую адгезию при вклейке алюминиевой закладной. Учтите это при беддинге! Лучше всего использовать анодированные алюминиевые закладные, имеющие очень хорошую адгезию т.к. поверхность алюминия становится пористой и твердой. Для вклейки алюминиевых закладных без анодирования как правило используют не стандартные эпоксидные смолы, а специальные компаунды с повышенной адгезией или молекулярные клеи. Немного улучшает адгезию добавление в эпоксидную смолу молотого стекловолокна и аэросилов + зачистка детали непосредственно перед вклеиванием (+ накатка если закладная цилиндрической формы).
Следует иметь ввиду, что коэффициенты температурного расширения у композитов/стали/алюминия разные, что на мелких деталях не представляет большой проблемы, но на деталях большой длины (шины/рейки/трубки) может вызвать массу неприятностей.
Что касается лож. в основном ложа должна состоять из продольных нитей (что многие заметили) несущих нагрузку на сжатие при выстреле, также ложа должна иметь несколько (вероятно внешних) торсионных слоев стеклоткани (нити расположены по диагонали к основным продольным нитям). Эти торсионные нити препятствуют скручиванию изделия и блокируют расслоение продольных несущих нитей. Использование ненаправленных стекломатов нежелательно, т.к. получится больший вес при меньшей прочности изделия.
Что касается всевозможных внутренних ребер жесткости. Композит это довольно благодарный материал, если с ним уметь работать. Установка ребер позволяет в том числе снизить вес готового изделия при заданных параметрах по жесткости и прочности конструкции. Конструктор может варьировать внутреннюю конструкцию изделия в довольно широком диапазоне, используя разные материалы и заполнители, что сложнее сделать в металле или дереве. Иногда внутрь композита вклеивают не только металлические, но и деревянные вставки.
Сам композит может быть изготовлен из полиэфирных/винилэфирных/эпоксидных смол. Лучше всего из эпоксидных т.к. их усадка минимальна + много других достоинств.
Ткани бывают стекло/кевлар/уголь/стекло крашеное под уголь
стекло - вполне достаточно свойств для получения ложи отличного качества
кевлар - трудно обрабатывать и нет особого выигрыша
уголь - чуть легче + модуль упругости значительно выше, чем у стекла. Возможно использовать, но он существенно дороже и обрабатывать тяжелее. Никогда не смешивайте угольные композиты и алюминий вместе. Коррозия убъет алюминий очень быстро!!!
Я видел несколько лож Макмиллан, причем у них наполнение отличалсь - стекломасса или гладкая поверхность.
Вот фото для размышления, может кто поделится в чем различие.
с уважением.
quote:Originally posted by StartGameN:В HS интегрированная шина, как некоторый компромисс по параметрам цена/качество/вес.
В идеале, как по мне, должна быть цельная рама на всю длину, но это дорого и тяжело по весу.
В БР своя специфика. Им не нужны складные ложи, калибры в основном малоимпульсные, ограничения по весу специфические да и мерзнуть/мокнуть в лесу им необязательно. Потому там ламинат - оптимальный вариант. Да и красивый он, что немаловажно для спорта.Я бы сказал так: для калибров типа .223-.243 достаточно хорошего пластика или дерева с втулками, для .308-.300 нужна интегрированная шина или ламинат, всё что выше должно лежать на раме.,
+100
куча соревнований выйграно и с деревом, и с пластиком, и с ламинатом, и алюминием, и без .
легкокалиберный БР с щадящей эксплуатацией, применительно к материалу лож не показателен.
без разницы как гасятся вибрации материалом ложи, главное чтобы они были одинаковы, по величине
и повторяемости. имхо на первое место выходят точки сопряжения ложи с затворной группой.
и задача материала ложи обеспечить "одинаковость" от выстрела к выстрелу в данных точках, в данном калибре.
если взять за точку отправки алюминиевый блок, то любой другой материал ложи(в первую очередь в точках сопряжения),
должен быть не "хуже" по характеристикам(твердость, вязкость, упругость, остаточные деформации и т.д.)
ложе из 10 слоев карбоно-кевлара отличается характеристиками от ложа из 50 слоев того же материала.
т.е. скорее дело не в материале, а в неких минимальных тех. характеристиках для разных калибров и
их сохранении/стабильности в определенных условиях эксплуатации.
Чтобы не было иллюзий 6РРС патрон очень не щадящий, давления в патроннике именно в БР максимальные относительно всей другой стрельбы. Отдача весьма резкая, а так как я стреляю на откате, то синяки после соревнований в плече проходят только через несколько дней. Так что про щадящую эксплуатацию, это от незнания вопроса.
Ложи для БР специально проклеивают углетканью, иначе они в районе крепления ствола трескаются и разваливаются. С ув. Алексей
quote:Originally posted by Хабаровск:
про щадящую эксплуатацию, это от незнания вопроса.
вполне может быть
кстати с Днем рождения еще раз!)
щадящая эксплуатация имелась ввиду относительно внешних факторов, дождь, снег, перепады температур, в смысле что алюминий и композиты в принципе менее подвержены влиянию имхо.
как считаете где больше нагрузка на ложевые винты и места сопряжения в 6ппс, 300вм, 338лм?
Чтобы не переходить с ложи на "ложе" давайте придерживаться правильного наименования данного предмета.
-ГОСТ...
protect.gost.ru
и далее по текту.
-Первое попавшееся Наставление...
http://www.bg-znanie.ru/article.php?nid=17918
С ув.
спасибо за поправку, был уверен что правильно "ложЕ"
Я сейчас перерыл сайты Маннерса и Макмиллана и не нашёл там ни одной ложи с алюминиевой шиной.
Так может если лидеры в области изготовления лож не применяют при изготовлении своих изделий шину, возможно не так всё хорошо как мы думаем?
Возможно у нас на форуме преувеличены её положительные качества?
ИМХО более правильным будет установка в композитную или деревянную (не важно)ложу алюминиевых втулок и гласс беддинг. Мне кажется такой комплекс должен более правильно работать.
quote:Чтобы не было иллюзий 6РРС патрон очень не щадящий, давления в патроннике именно в БР максимальные относительно всей другой стрельбы. Отдача весьма резкая
Сднем рождения.
А что уже говорит о моем калибре 378вез-маг, и его отдачю.
И второй ответ, какая разница что есть в ложе и с какого она материала сделана, главное чтоб винтовка на даном ложе хорошо и стабильно стреляла.
Давление в патроннике 6PPC меньше чем оно же в патроннике .223РЕМ., не говоря уже про 7WSM и иже с ним.
Касательно энергии отдачи - мэ вэ квадрат пополам никто не отменял, так что говорить про импульс отдачи в сравнении с магнумами не приходится вообще.
Я стрелял из винтовки в 6PPC, сделанной вроде как в Австралии через Лобаева исчё когда не было Царь-пушки. Ничего страшного
quote:Originally posted by Dobryak:
Я сейчас перерыл сайты Маннерса и Макмиллана и не нашёл там ни одной ложи с алюминиевой шиной.
Так может если лидеры в области изготовления лож...
А Вы гляньте списки победителей чемпионатов за многие годы по БР, F-классу и снайпингу. Там обычно сказано, кто из чего и чем стрелял. Насколько часто там упоминаются "Маннерсы" и "МакМилланы"?
quote:Originally posted by StartGameN:
Давление в патроннике 6PPC меньше чем оно же в патроннике .223РЕМ., не говоря уже про 7WSM и иже с ним.
Касательно энергии отдачи - мэ вэ квадрат пополам никто не отменял, так что говорить про импульс отдачи в сравнении с магнумами не приходится вообще.
Я стрелял из винтовки в 6PPC, сделанной вроде как в Австралии через Лобаева исчё когда не было Царь-пушки. Ничего страшного
Страшного ничего. но 70000 PSI только в 6РРС. ВСМ отдыхает. С ув. Алексей
quote:Originally posted by StartGameN:
А Вы гляньте списки победителей чемпионатов за многие годы по БР, F-классу и снайпингу. Там обычно сказано, кто из чего и чем стрелял. Насколько часто там упоминаются "Маннерсы" и "МакМилланы"?
Согласен.
Но тогда Вы в свою очередь посмотрите, много ли там вообще композитных лож?
Я именно про БР и F-класс.quote:Originally posted by Хабаровск:Страшного ничего. но 70000 PSI только в 6РРС. ВСМ отдыхает. С ув. Алексей
Откуда дровишки? Квика грит, что в 6РРС максимальное давление 58740 PSI. У WSM-а 64541.
quote:Originally posted by Dobryak:
Согласен.
Но тогда Вы в свою очередь посмотрите, много ли там вообще композитных лож?
А я ниде и не говорил, что ламинат хуже пластика с шиной
Предложение посмотреть оборудование чемпионов было вызвано применением слово "лидер" к вышеупомянутым конторам. "Лидер" - он должен или делать больше всех, или делать лучше всех. Т.е. или его продукции много, или она побеждает на соревнованиях. А так, по мне, эти конторы - "лидеры" маркетинга
quote:Originally posted by StartGameN:Откуда дровишки?
Квика думает что 28 грейн это предел, а на самом деле на рубеж никто не выходит меньше чем с 31. С ув. Алексей
Спасибо Velocity за развернутый пост по композитам. Я делал в свое время из него приклады, но по сравнению с авиамоделистами большим специалистом себя не считаю.
Вот рассудите. Если я правильно понимаю без дюралевой шины (речь именно о шине, а не закладных под антабки) можно обойтись отформовав шпангоуты и внутренности под магазин и т.д. сразу из композита.
Теоретически понимаю, что так сделать можно и вероятно это будет лучше. Однако поставщики прикладов не формуют внутреннюю поверхность (шахту магазина, поверхность под контакт с ресивером). Они просто заливают это место пеной, которая потом фрезеруется. В этом случае меня лично пугает недостаточная жесткость.
Другой вариант - выполнить этот объем полностью из сэндвича стеклоткани. Но тут возникают проблемы при обработке. Фрезеровать плиту из стеклоткани неблагодарный и опасный труд. Да и перерезанные волокна уже не дадут изначальной жесткости.
Получается, что в жизни проще добиться необходимого результата при помощи дюралевого блока.
Костя, мы отдали на исследование в НПО "Стеклопластик" МакМиллан А-5, на излом в месте где фрезерованы порты под магазин и УСМ усилие до повреждения было 150 кг, и это на пустой ложе. Заполнение под место установки металла и в прикладе с цевьем не однородное. И вообще оно бывает разное, это и пенополиуретаны разной плотности, и эпоксидная пена раной плотности, и просто эпоксидная смола с рубленым волокном. С ув. Алексей
quote:Originally posted by Charley:
Другой вариант - выполнить этот объем полностью из сэндвича стеклоткани. Но тут возникают проблемы при обработке. Фрезеровать плиту из стеклоткани неблагодарный и опасный труд. Да и перерезанные волокна уже не дадут изначальной жесткости.
.
Константин, а в принципе сендвич фрезеруется?
если склеить доску полностью из слоев без пустот под прессом, а потом резать как из доски фанеры.
как считаете, насколько выполнимо?
quote:Originally posted by sk:Константин, а в принципе сендвич фрезеруется?
если склеить доску полностью из слоев без пустот под прессом, а потом резать как из доски фанеры.как считаете, насколько выполнимо?
Пардон, что влезаю.
А какой смысл догонять ламинат до толщины доски? Тогда уж лучше ИМХО получить корки толщиной в сантиметр. С такой ложей можно в штыковую идти
ЗЫ - видел как то, как Дима Афонин пилил 40 мм текстолитовую плиту, с целью получения из неё ложи. Вроде он за...лся 
quote:Originally posted by hairman:Пардон, что влезаю.
А какой смысл догонять ламинат до толщины доски? Тогда уж лучше ИМХО получить корки толщиной в сантиметр. С такой ложей можно в штыковую идти
ЗЫ - видел как то, как Дима Афонин пилил 40 мм текстолитовую плиту, с целью получения из неё ложи. Вроде он за...лся
цель не доска, пустоты можно выбрать, а чтобы блок и корпус были единым целым и не из разных материалов, и желательно чтобы с характеристиками не хуже чем у алюминия
я не знаком с технологиями производства полимеров, по этому и задаю вопросы.
а у Вас случайно нет подобного опыта? фрезеруется подобная доска или нет?
Не совсем понял что фрезеровать?
Ламинат (многослойно клееный деревянный шпон, чтобы как-то понятнее) фрезеруется.
Если из стеклоткани спресовать плиту, а потом резать - то это почти смертная казнь. Как в прямом, так и переносном смысле.
Во первых - зае-мучиться можно. Инструмент на стекле садится не быстро, а очень быстро.
Во вторых - стекло дает не столько стружку, сколько стеклянную пыль. Попадет в легкие и ни одна скорая уже не поможет. Как не кутайся попадает на кожу и чешешься потом больше недели.
В третьих - пыль попадает в СОЖ, забивает фильтры и даже после их замены и промывки, что-то продолжает вылазить из трубопроводов и забивает новые фильтры.
 Чума
Чума Манерс субъективно нравится больше чем МкМиллан. Сейчас у нас один (Манерс) пошел в работу. Что получится отпишу.
quote:Originally posted by Charley:
Если из стеклоткани спресовать плиту, а потом резать - то это почти смертная казнь. Как в прямом, так и переносном смысле.
Во первых - зае-мучиться можно. Инструмент на стекле садится не быстро, а очень быстро.
Во вторых - стекло дает не столько стружку, сколько стеклянную пыль. Попадет в легкие и ни одна скорая уже не поможет. Как не кутайся попадает на кожу и чешешься потом больше недели.
В третьих - пыль попадает в СОЖ, забивает фильтры и даже после их замены и промывки, что-то продолжает вылазить из трубопроводов и забивает новые фильтры.
.
вот об этом как раз и спрашивал. плохо
вообщем, остаемся пока на алюминии
quote:Originally posted by sk:
чтобы блок и корпус были единым целым и не из разных материалов, и желательно чтобы с характеристиками не хуже чем у алюминия
Я как раз сейчас над этим сильно-сильно думаю Хотя есть мнение, что беддинг блок вообще нафик не нужен.
quote:Originally posted by sk:
Константин, а в принципе сендвич фрезеруется?
если склеить доску полностью из слоев без пустот под прессом, а потом резать как из доски фанеры.
Очень тяжёлая ложа получится. Ну и минусы обработки Константин уже описал.
quote:Originally posted by Charley:
Не совсем понял что фрезеровать?
Ламинат (многослойно клееный деревянный шпон, чтобы как-то понятнее) фрезеруется.
Ламинат в композите это слои склееной ткани с заполнением. С ув. Алексей
quote:Originally posted by Charley:
Не совсем понял что фрезеровать?
Ламинат (многослойно клееный деревянный шпон, чтобы как-то понятнее) фрезеруется.
Если из стеклоткани спресовать плиту, а потом резать - то это почти смертная казнь. Как в прямом, так и переносном смысле.
Во первых - зае-мучиться можно. Инструмент на стекле садится не быстро, а очень быстро.
Во вторых - стекло дает не столько стружку, сколько стеклянную пыль. Попадет в легкие и ни одна скорая уже не поможет. Как не кутайся попадает на кожу и чешешься потом больше недели.
В третьих - пыль попадает в СОЖ, забивает фильтры и даже после их замены и промывки, что-то продолжает вылазить из трубопроводов и забивает новые фильтры.
Манерс субъективно нравится больше чем МкМиллан. Сейчас у нас один (Манерс) пошел в работу. Что получится отпишу.
Ламинат это не только многослойный клееный деревянный шпон, но и тот композит, который получается из эпоксидки и стеклоткани например. Это тоже называется ламинат.
Если из стеклоткани спрессовать плиту.... - не надо этого делать, проще купить стеклотекстолит готовый. Качество стеклотекстолита будет выше и отвержден он по горячему. Температура стеклования (температура при которой этот композит потеряет прочность и поплывет) у него будет выше, чем у выклеенного на холодную. Я сомневаюсь, что у Вас есть под рукой хороший автоклав для выпечки композитов, значит возьмете скорее всего эпоксидку холодного отверждения.
Насчет смертной казни при обработке. Конечно, если пилить её ручной ножовкой и тупым полотном, то проще застрелиться, но если взять электролобзик и пилки с карбидом вольфрама пилится как деревянная рейка. Толщины до 10-15 мм обычное дело. Инструмены, купленные мной в штатах с карбидом вольфрама года 4 назад "ходят" по сей день (уголь, он же карбон мы не пилим, только стекло). Есть куча всевозможных буров/сверел/отрезных дисков/пилок/реек с карбидом вольфрама.
www.aircraftspruce.com и там в каталоге ещё есть, это только пример.
Не путайте стекло и уголь. Уголь при обработке действительно убийственный. Стекло по проще. Дышать конечно им не полезно, но хватает респиратора 3М с угольными фильтрами. Мы всегда их используем + бумажные костюмы + очки + перчатки латексные медицинские. Вообще с композитами нужно работать только в перчатках. Медицинские подходят отлично. Дешевые и тонкие (руки не потеют), но лучше добавить немного талька внутрь
Насчет попадания стекла и чесотки. Да, чешется некоторое время, потом просто привыкаешь, а вот уголь чешется мама не горюй ИМХО. Очень неприятно, на порядок!
А зачем использовать СОЖ? У Вас вероятно неправильные инструменты. Вот что замечено плоскошлифовальные машинки электрические убивает очень быстро. Сейчас переходим на пневматику. Электроинструмент сосет внутрь себя для охлаждения воздух и щетки на движках и подшипники и всё что трется убивается довольно быстро, но мы относительно много трем.
------
Что касается идеи спрессовать лист и из него потом выпилить. моё мнение, что проще взять тогда алюминий, потому что всё преимущество композита будет потеряно. композит хорош тем, что его в формы выкладывать можно и довольно быстро изготавливать сложные конструкции буквально в домашних условиях. То есть у него хорошая тиражируемость! Ещё одно преимущество в том, что нити можно расположить так, как это необходимо в конкретном изделии и силовая конструкция получится оптимальной именно для этого изделия.
------
Один скользкий и не описанный момент по композитам.
Температура стеклования (размягчения полимеризованного композита) холодного отверждения находится около 100 градусов Цельсия +/-20. Это относится к большому количеству эпоксидок. Есть конечно и более высокотемпературные, но в основной массе эта температура вокруг 100 С. Композит между ресивером и деревяшкой будет разогреваться и нет никаких проблем, если Вы например неделю ищете козла по лесу и делаете только 1-2 выстрела, но если Вы палите так, что температура поднимается выше этой отметки (соревнования или подготовка к ним), то можете попрощаться с композиткой, она "поплывет". Не знаю, до каких температур может в этой точке греться, но у нас не красят самолеты в черный цвет именно по этой причине. Даже стрелять не нужно, достаточно на солнце постоять в середине дня, чтобы получить температуру, убийственную для окрашенного в черный цвет композита.
quote:Originally posted by Velocity:
Один скользкий и не описанный момент по композитам.
Температура стеклования (размягчения полимеризованного композита) холодного отверждения находится около 100 градусов Цельсия +/-20. Это относится к большому количеству эпоксидок. Есть конечно и более высокотемпературные, но в основной массе эта температура вокруг 100 С. Композит между ресивером и деревяшкой будет разогреваться и нет никаких проблем, если Вы например неделю ищете козла по лесу и делаете только 1-2 выстрела, но если Вы палите так, что температура поднимается выше этой отметки (соревнования или подготовка к ним), то можете попрощаться с композиткой, она "поплывет".
Простите Velocity, не знаю как Вас зовут, но откуда такие познания в области эпоксидных смол?
quote:Качество стеклотекстолита будет выше и отвержден он по горячему. Температура стеклования (температура при которой этот композит потеряет прочность и поплывет) у него будет выше, чем у выклеенного на холодную.
Полностью согласен, читал о таком способе, вот только для бединга это сложно будет применить.
quote:Originally posted by Dobryak:
Простите Velocity, не знаю как Вас зовут, но откуда такие познания в области эпоксидных смол?
Более 5 лет занимаюсь композитами в области мелкой авиации. Постоянно посещаю штатовские авиашоу и знаком с применяемыми там в авиастроении материалами. Много знакомых там, строящих композитные самолеты. Строю как из КИТ наборов, так и потихоньку делаю полностью свой проект самолетки. В этом самолете весь силовой набор композит и только шасси и двигатель металл.
![]()
quote:Originally posted by Charley:
Спасибо Velocity за развернутый пост по композитам. Я делал в свое время из него приклады, но по сравнению с авиамоделистами большим специалистом себя не считаю.
Вот рассудите. Если я правильно понимаю без дюралевой шины (речь именно о шине, а не закладных под антабки) можно обойтись отформовав шпангоуты и внутренности под магазин и т.д. сразу из композита.
Теоретически понимаю, что так сделать можно и вероятно это будет лучше. Однако поставщики прикладов не формуют внутреннюю поверхность (шахту магазина, поверхность под контакт с ресивером). Они просто заливают это место пеной, которая потом фрезеруется. В этом случае меня лично пугает недостаточная жесткость.
Другой вариант - выполнить этот объем полностью из сэндвича стеклоткани. Но тут возникают проблемы при обработке. Фрезеровать плиту из стеклоткани неблагодарный и опасный труд. Да и перерезанные волокна уже не дадут изначальной жесткости.
Получается, что в жизни проще добиться необходимого результата при помощи дюралевого блока.
Поставщики прикладов не формуют внутренние элементы ложи для получения большей универсальности и соответственно массовости изделия, а массовость это прежде всего прибыль. Задача получить как можно большую серийность с одной формы. Я не очень большой спец по конструкциям оружия, но подозреваю что УСМ, магазины, ресиверы у всех разные, да и смешивают их между собой вероятно. Получается вероятно большое количество вариаций, которых всегда хочется избежать при серийном производстве.
Сендвич (бутерброд) это сленг. В композитах означает что изделие изготовлено как минимум из 3-х составляющих ламинат (стеклоткань, пропитанная эпоксидкой) + заполнитель (пенопласт/соты) + ламинат.
Если отфрезеровать внутреннюю поверхность под конструкцию а потом вклеить туда предварительно отформованную деталь из композита должно получиться прочно и легко, но это довольно трудный процесс по созданию модели, снятию формы и изготовлению вклеиваемой детали. Моё субъективное мнение, что проще изготовить трехмерную модель на компьютере и отдать это дело на ЧПУ и выпилить всё из дюраля или титана. Если делать что-то совсем не серийное, то такой метод вероятно будет наименее затратным. Мой PGM например и ружья Баррета, включая выходящий в следующем году MRAD сделаны именно по такой технологии. Являясь сторонником применения композитных материалов в авиастроении вижу несколько слабых мест этого материала и больше склоняюсь к металлическим конструкциям. Свою Sako 85 с больши удовольствием переложил бы во что нибудь металлическое со складывающимся прикладом.
quote:Originally posted by Velocity:
Если отфрезеровать внутреннюю поверхность под конструкцию а потом вклеить туда предварительно отформованную деталь из композита должно получиться прочно и легко, но это довольно трудный процесс по созданию модели, снятию формы и изготовлению вклеиваемой детали.
...
больше склоняюсь к металлическим конструкциям. Свою Sako 85 с больши удовольствием переложил бы во что нибудь металлическое со складывающимся прикладом.
и все же, исходя из вашего опыта, возможно ли заменить композитом алюминиевый бединг блок. есть ли какая то форма композита, по характеристикам и обработке похожая на алюминий? который в последствии можно вклеить. если да, то что это и из чего делается?
если по "корпусу" более менее понятно, то по "замене" блока вопросов куча. чего то не видно пока альтернативы. имхо.
quote:Originally posted by sk:
и все же, исходя из вашего опыта, возможно ли заменить композитом алюминиевый бединг блок. есть ли какая то форма композита, по характеристикам и обработке похожая на алюминий? который в последствии можно вклеить. если да, то что это и из чего делается?если по "корпусу" более менее понятно, то по "замене" блока вопросов куча. чего то не видно пока альтернативы. имхо.
Так в том то и суть, что не нужно вставлять и менять алюминиевые блоки.
По характеристикам компазиты превосходят алюминий.
Смысл ложи в том, что бы она была максимально прочной и грубо говоря гасила вибрацию.
Алюминиевый блок не способствует гашению вибраций, что по моему мнению может не положительным образом сказаться на кучности и стабильности результатов.
quote:Originally posted by sk:и все же, исходя из вашего опыта, возможно ли заменить композитом алюминиевый бединг блок. есть ли какая то форма композита, по характеристикам и обработке похожая на алюминий? который в последствии можно вклеить. если да, то что это и из чего делается?
если по "корпусу" более менее понятно, то по "замене" блока вопросов куча. чего то не видно пока альтернативы. имхо.
Композитов разных великое множество. Можно получить композитку по прочности не уступающую алюминию (совсем не сложно), она будет не колкая и жесткая. С температурами всё обстоит гораздо хуже. Есть варианты с эпоксидками, расчитанными на температуры, превышающие 200 градусов Цельсия, но они горячего отверждения (в принципе нет наверное ничего страшного, если сунуть ружье в 80-90 градусов, но с пеной ложи может случиться беда т.к. они бывает держат только до 85). Есть готовые решения по композиту для беддинга, но я в руках их не держал и не могу сказать что они гарантируют по температурной стойкости. Я склоняюсь к тому что металл более технологичен и более прогнозируем в этом плане. И ещё, металл (особенно алюминий в силу более высокой теплопроводности) помогает быстрее снять нагрев, выступая в роли радиатора. Маленький полезный бонус
Что мы имеем на деревянной ложе? Сверху приемлемое охлаждение, а снизу мощный теплоизолятор ложи. По моему не здорово. Сильно ли влияет? По моему там, где речь идет о субМОА должно быть влияние.
То Velocity.
Блин, я читаю все Ваши посты и пока молчал, но сколько можно...
Вы пишите о термонестабильности эпоксидных смол и низкой температуре стеклования.
Во первых.
Отверждённая эпоксидная смола (даже не термо а просто при помощи катализатора) уже не сможет перейти к вязкотекучему состоянию. Его там нет по определению т.к. если Вы разбирались в этом вопросе то эпоксидные смолы на ряду с фенол-формальдегидными, мочевино-формальдегидными, полиэфирными и прочими смолами являются РЕАКТОПЛАСТАМИ.
Перед реакцией отверждения смола является олигомером и занимает среднее положение между полимерами и мономерами. В результате реакции отверждения смола приобретает свойства полимера причем с пространственно сшитой структурой(сетчатой) что не позволяет в дальнейшем перевести отверждённый материал в вязкотекучее состояние (разорвать межмолекулярные связи не возможно).
Во вторых.
При нагреве хотя бы до 100 градусов эпоксидная смола не может перейти температуру стеклования. Если она переходит эту температуру, то оказывается в вязкотекучем. Это не возможно физически и химически.
Об этом уже писал (хотя может у нас какие-то разные смолы попадались?)
Даже если при высокой температуре эпоксидка потеряет часть своих прочностных свойств, то о чём мы говорим, то при нагреве от ствола никаких изменений не произойдёт, слишком низкая температура разогретого ствола.
Или Вы стреляете пока ствол не покраснеет?
Потом для производства лож возможно использование не только эпоксидных смол но и любых других этого семейства.
В третьих.
Раз уж мы говорим о производстве лож, то на предприятии их производящем не должно возникнуть проблем с термоотверждением получившегося компазита. Не вижу проблем в установке печи.
Здесь возможны проблемы действительно наверное только в авиации. Масштабы детали порой достигают достаточно больших размеров. Но ложа и её размеры я думаю позволят использовать не большое и относительно дешёвое оборудование.
Все мои изыскания основаны не только курсом химии и технологии полимерных материалов но и на собственном опыте изготовления деталей автомобилей. А там в подкапотном пространстве темепратура летом повыше чем температура разогретого ствола.
P.S.
В вышесказанном конечно могу ошибаться в нюансах, давно это очень было. Позабыл почти всё. А благодаря Вам пришлось вспомнить маленько. Но в целом суть такова.
quote:Отверждённая эпоксидная смола (даже не термо а просто при помощи катализатора) уже не сможет перейти к вязкотекучему состоянию.
Думаю не только у меня одного имеется опыт откручивания болтов заклеенных эпоксидкой с помощью нагрева проблемного места паяльником...
quote:Даже если при высокой температуре эпоксидка потеряет часть своих прочностных свойств, то о чём мы говорим, то при нагреве от ствола никаких изменений не произойдёт, слишком низкая температура разогретого ствола.
К гадалке не ходи, прав на все 100%
Но Velocity пишет о том, что если на ствол будут попадать прямые солнечные лучи в жаркую погоду, то это вероятней всего повлияет на смолу и т.д.
С уважением, Виталий.
Чисто поделиться - у меня друг работает на производстве, которое в том числе занимается изготовлением лопаток из углепластика для реактивных двигателей. Можно себе представить условия работы этих деталюх...
quote:Originally posted by Dobryak:
То Velocity.Блин, я читаю все Ваши посты и пока молчал, но сколько можно...
Вы пишите о термонестабильности эпоксидных смол и низкой температуре стеклования.Во первых.
Отверждённая эпоксидная смола (даже не термо а просто при помощи катализатора) уже не сможет перейти к вязкотекучему состоянию. Его там нет по определению т.к. если Вы разбирались в этом вопросе то эпоксидные смолы на ряду с фенол-формальдегидными, мочевино-формальдегидными, полиэфирными и прочими смолами являются РЕАКТОПЛАСТАМИ.Перед реакцией отверждения смола является олигомером и занимает среднее положение между полимерами и мономерами. В результате реакции отверждения смола приобретает свойства полимера причем с пространственно сшитой структурой(сетчатой) что не позволяет в дальнейшем перевести отверждённый материал в вязкотекучее состояние (разорвать межмолекулярные связи не возможно).
Во вторых.
При нагреве хотя бы до 100 градусов эпоксидная смола не может перейти температуру стеклования. Если она переходит эту температуру, то оказывается в вязкотекучем. Это не возможно физически и химически.
Об этом уже писал (хотя может у нас какие-то разные смолы попадались?)
Даже если при высокой температуре эпоксидка потеряет часть своих прочностных свойств, то о чём мы говорим, то при нагреве от ствола никаких изменений не произойдёт, слишком низкая температура разогретого ствола.
Или Вы стреляете пока ствол не покраснеет?
Потом для производства лож возможно использование не только эпоксидных смол но и любых других этого семейства.В третьих.
Раз уж мы говорим о производстве лож, то на предприятии их производящем не должно возникнуть проблем с термоотверждением получившегося компазита. Не вижу проблем в установке печи.
Здесь возможны проблемы действительно наверное только в авиации. Масштабы детали порой достигают достаточно больших размеров. Но ложа и её размеры я думаю позволят использовать не большое и относительно дешёвое оборудование.Все мои изыскания основаны не только курсом химии и технологии полимерных материалов но и на собственном опыте изготовления деталей автомобилей. А там в подкапотном пространстве темепратура летом повыше чем температура разогретого ствола.
P.S.
В вышесказанном конечно могу ошибаться в нюансах, давно это очень было. Позабыл почти всё. А благодаря Вам пришлось вспомнить маленько. Но в целом суть такова.
Почитайте например тут: http://www.elinform.ru/dictionary_194.htm что такое температура стеклования и что происходит при достижении этой температуры.
А потом посмотрите на графики авиационной эпоксидки (не самой плохой) тут: www.cozybuilders.org (1.1-15) температура стеклования болтается в пределах от 65 до 105 градусов Цельсия максимум. Многие эпоксидки не дотягивают и до 100 градусов, особенно если в них присутствуют разбавители. Мы отказались от ряда жидких смол именно по этой причине.
В солнечный день черная поверхность, например ствол, может нагреться до температуры 110 градусов Цельсия достаточно оставить ствол на солнце на несколько часов. Температура стеклования смолы может легко оказаться ниже и конструкция может "поплыть" просто от приложения к стволу усилия не по оси.
Вы серьезно утверждаете, что под капотом авто существенно больше 100 градусов? Как тогда там охлаждающая жидкость не вскипает? Тосол/антифриз вскипает при 105-120С, но конструкция авто предусматривает довольно интенсивное охлаждение через радиаторы и значительные объемы воздуха с температурой много ниже 100 градусов постоянно продувают подкапотное пространство, но композитка на капотах работает близко к своему пределу, а если её цвет ближе к черному то эпоксидка нужна термостойкая.
quote:Originally posted by Космонавт78:
Думаю не только у меня одного имеется опыт откручивания болтов заклеенных эпоксидкой с помощью нагрева проблемного места паяльником...
Согласен.
Но этот опыт основан не на плавлении смолы, а на расширении материалов.
Когда в стальной гайке допустим закис болт, его тоже нагревают. Но это не значит, что эта пара плавится или хотя бы плывёт.
Нашел статейку про температуру, достигаемую при экспонировании на солнце поверхностей, имеющих различную окраску в зависимости от температуры воздуха: http://www.quickheads.com/q2-plans-chapter-3-page-3-14.html
Читал про композит, который рекомендуют использовать для беддинга, но характеристик не знаю. Возможно там используется эпоксидка с большей температурой стеклования. Я хочу лишь предостеречь некоторые горячие головы от попыток намешать что нибудь из магазина с чем нибудь, что попадет под руку и сделать этой смесью беддинг. В результате винтовка может приобрести не понятные свойства летом или при серии выстрелов, а владелец будет долго ломать голову что и почему произошло.
ЗЫ. А материал для беддинга в Россию кто нибудь привозит? Это возможно достать? http://www.devcon.com/products/products.cfm?familyid=101
Судя по MSDS содержит наполнители - огромное количество железа + немного титана и довольно много кремния (скорее всего это молотое стекло т.е. не сам кремний).
quote:Originally posted by Dobryak:
Согласен.
Но этот опыт основан не на плавлении смолы, а на расширении материалов.
Когда в стальной гайке допустим закис болт, его тоже нагревают. Но это не значит, что эта пара плавится или хотя бы плывёт.
Абсолютно не правы. Всё равно, гайка, слой ламината, пластина или любая другая деталь отлетает на раз-два при прогреве феном. Так снимаются практически без повреждений композита металлические детали вклеенные в него.
Если кто-то случайно вклеит в ложу насмерть свой ствол, то в помощь ему не кувалда, а простой промышленный фен. Обе части будут с большой вероятностью спасены без повреждений
http://devcon.land.ru/index.html
Я по моему туда звонил и узнавал о возможности покупки. Сказали без проблем.
Нужен Devcon A или Devcon F.
Первый со стальным наполнителем, второй с алюминиевым. Второй хорошо дороже.
Ну вот, по ссылке указано: Макс. Рабочая температура.... 121.C Я не угадал в предидущих постах на 1С что не принципиально
Температура для композита нормальная (вернее даже очень хорошая, если учесть, что этот материал холодного отверждения), но всё равно, нужно быть осторожным и не перегревать место где нанесен композит т.к. близко к температурному пределу.ЗЫ. Спасибо за ссылку.
quote:Originally posted by Dobryak:Так в том то и суть, что не нужно вставлять и менять алюминиевые блоки.
По характеристикам компазиты превосходят алюминий.
Смысл ложи в том, что бы она была максимально прочной и грубо говоря гасила вибрацию.
Алюминиевый блок не способствует гашению вибраций, что по моему мнению может не положительным образом сказаться на кучности и стабильности результатов.
есть конечно наверное композиты превосходящие алюминий, но я их не видел пока(. зато видел две композитные ложи с трещинами в гнезде заднего ложевого винта!, одна из них макмилан без ал.втулок, у второй не помню название производителя, трещина в гнезде куда ал.втулка вклеена.
и вот нет у меня после этого, желания рисковать 1.5-2 т.$, и пробовать на себе качественность лож, в которых есть непонятные моменты.
имхо есть проблема в местах прямого контакта алюминиевого блока и композита, в том числе и из за разницы температурного расширения. имхо. по этому и возник вопрос по замене масивного ал.блока на некую замену из композита, во избежание этой самой проблемы прямого контакта.
в ложах типа ХС, где используется масивные ал.блоки там прямого контакта нет, там блок в пене лежит. криво пояснил, но наверное понятно.)
по поводу "не гасит вибраций", даже не знаю что сказать), что значит не гасит, в цифрах, какие именно вибрации, какие амплитуды, частоты?
и что именно гасит композит, и какой?
часть вибраций (тут уж вопрос необходимости опять же) можно снять привинтив болтом кусок резины. надо ли?
с кучностью и точностью, амплитуда и частоты вибраций/колебаний никак не связаны, важен единственный фактор, одинаковость/повторяемость амплитуд и частот, от выстрела к выстрелу. т.е стабильность места сопряжения ресивера и ложи/блока. к которому как раз вопросы и возникают в данной теме.
ну и прочитав данную тему окончательно пропало, и без того не сильное желание, экспериментировать с всякими втулками и т.д.
имхо.
quote:ну и прочитав данную тему окончательно пропало, и без того не сильное желание, экспериментировать с всякими втулками и т.д
Железо оно везде железо.
quote:Originally posted by sk:
ну и прочитав данную тему окончательно пропало, и без того не сильное желание, экспериментировать с всякими втулками и т.д.
имхо.
И тем не менее я убеждён, что углепластиковый беддинг-блок, полученный методом спекания пре-прега в автоклаве даст фору любому аналогичному из металла по многим параметрам. Осталось дело за автоклавом блин...
С уважением.
quote:Originally posted by стрелок1967:
Железо оно везде железо.
Не совсем так.
Тогда бы лопасти вертолётов делали бы из металла.
Многие композиционные материалы прочнее не только алюминия но и стали. И второй момент, что они значительно легче даже алюминия. Особенно композиты с сотовой структурой.
Мы зря в этой теме зациклились на эпоксидных смолах.
Помимо них существует большое количество других смол используемых для этих же целей.
И вообще.
В этой теме я хотел выяснить какая всё-таки ложе лучше. С блоком или без. И из какого материала. А мы уже полезли в химию и технологию изготовления композитных лож.
Давайте всё-таки продолжим обсуждение темы.
Меня вот интересует такой вопрос.
Почему очень много стрелков в Ф классе и в БРе используют винтовки на ламинате? Я имею ввиду тот, который фанера. Чем он лучше или хуже?
quote:Почему очень много стрелков в Ф классе и в БРе используют винтовки на ламинате?
Может быть потому, что в этих дисциплинах существует ограничение по весу?
Композитная ложа легче чем из ламината.
quote:Originally posted by Dobryak:
Композитная ложа легче чем из ламината.
Слышал краем про ламинатное БР сосново-углепластиковое ложе, по весу и стабильности не хуже композитных. Хотя такое ложе уже скорей композит, ибо имеет в своём составе разнородные материалы. В нём слои дерева чередуются с углетканью.
ЗЫ - беддинг-блока в ней по видимому нет
Бакелитовая фанера, это. унас выпускают ов обработке тяжелая.
ложа без шины:



для соревнований BS 1000 yard bench rest.
калибр - 6.5x284
группа на 500 ярдов:
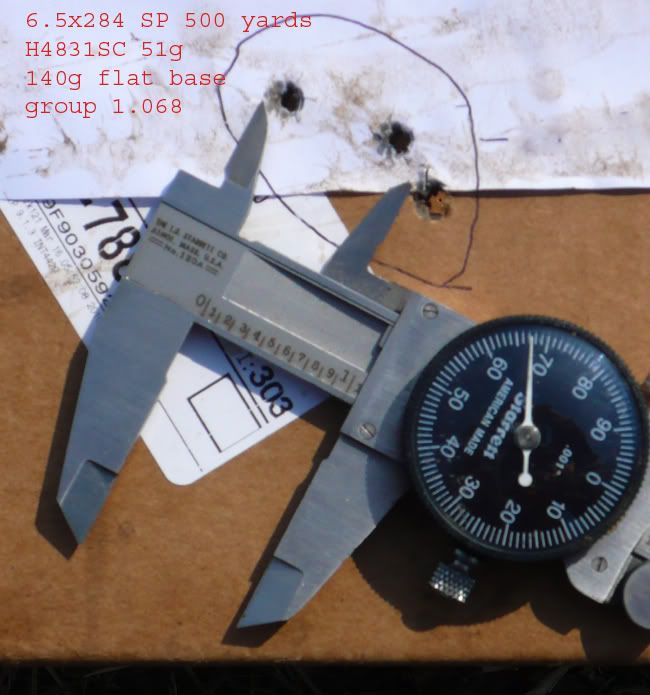
видео стрельбы - http://www.youtube.com/watch?v=uvUNwf5lPJk
Костя стекло плюс уголь доют большую жескость и можно добиться именно необходимой жесткость в нужных направлениях с минимальной массой что не сделать с люминеем там масса всяко выше. НО технологичность выше у люминия. Я очнь мног работапю с угле пластиками и прочей фигней.